ETİ MADEN KIRKA BOR İŞLETMELERİ, BORAKS PENTA FABRİKA BİRİMLERİNİN RİSK ANALİZİNİN MUKAYESELİ OLARAK YAPILMASI
Nilüfer YAVUZ Yüksek Lisans Tezi
Maden Mühendisliği Anabilim Dalı Eylül - 2018
ETİ MADEN KIRKA BOR İŞLETMELERİ, BORAKS PENTA FABRİKA BİRİMLERİNİN RİSK ANALİZİNİN MUKAYESELİ OLARAK YAPILMASI
Nilüfer YAVUZ
Kütahya Dumlupınar Üniversitesi
Lisansüstü Eğitim Öğretim ve Sınav Yönetmeliği Uyarınca Fen Bilimleri Enstitüsü Maden Mühendisliği Anabilim Dalında
YÜKSEK LİSANS TEZİ Olarak Hazırlanmıştır.
Danışman : Prof. Dr. Cem ŞENSÖĞÜT
KABUL VE ONAY SAYFASI
Nilüfer YAVUZ’un YÜKSEK LİSANS tezi olarak hazırladığı “Eti Maden Kırka Bor İşletmeleri,Boraks Penta Fabrika Birimlerinin Risk Analizinin Mukayeseli Olarak Yapılması” başlıklı bu çalışma, jürimizce Kütahya Dumlupınar Üniversitesi Lisansüstü Eğitim Öğretim ve Sınav Yönetmeliğinin ilgili maddeleri uyarınca değerlendirilerek kabul edilmiştir.
20/ 09 / 2018
Prof. Dr. Önder UYSAL
Enstitü Müdürü, Fen Bilimleri Enstitüsü ___________
Prof. Dr. Ahmet AYDIN
Bölüm Başkanı, Maden Mühendisliği Bölümü ___________
Prof. Dr. Cem ŞENSÖĞÜT
Danışman, MadenMühendisliği Bölümü ___________
Sınav Komitesi Üyeleri
Prof. Dr. Cem ŞENSÖĞÜT
Kütahya Dumlupınar Üniversitesi, Maden Mühendisliği Bölümü __________
Doç. Dr. Yaşar KASAP
Kütahya Dumlupınar Üniversitesi, Maden Mühendisliği Bölümü ___________
Doç. Dr. Seyhan ÖNDER
ETİK İLKE VE KURALLARA UYGUNLUK BEYANI
Bu tezin hazırlanmasında Akademik kurallara riayet ettiğimizi, özgün bir çalışma olduğunu ve yapılan tez çalışmasının bilimsel etik ilke ve kurallara uygun olduğunu, çalışma kapsamında teze ait olmayan veriler için kaynak gösterildiğini ve kaynaklar dizininde belirtildiğini, Yüksek Öğretim Kurulu tarafından kullanılmak üzere önerilen ve Kütahya Dumlupınar Üniversitesi tarafından kullanılan İntihal Programı ile tarandığını ve benzerlik oranının % 4 çıktığını beyan ederiz. Aykırı bir durum ortaya çıktığı takdirde tüm hukuki sonuçlara razı olduğumuzu taahhüt ederiz.
ETİ MADEN KIRKA BOR İŞLETMELERİ, BORAKS PENTA FABRİKA BİRİMLERİNİN RİSK ANALİZİNİN MUKAYESELİ OLARAK YAPILMASI
Nilüfer YAVUZ
Maden Mühendisliği, Yüksek Lisans Tezi, 2018 Tez Danışmanı: Prof. Dr. Cem ŞENSÖĞÜT
ÖZET
Ülkemiz yeraltı ve yerüstünde çeşitli maden yataklarına ev sahipliği yapmaktadır. Sahip olduğu bu yataklar göz önünde bulundurulduğunda madencilik, ülkemizin kalkınması ve gelişmesi açısından önemli bir sektördür. Tüm dünya ile paralel madencilik sektörünün ülkemizde gelişmesi ile üretim artmış ve beraberinde maden işyerlerinde istenmeyen çeşitli iş kazalarına sebebiyet verilmiştir. Yaşanan iş kazaları neticesinde ölümler, yaralanmalar, yanmalar, uzuv kayıpları vb. durumlar ortaya çıkmış ve maalesef halende benzer durumlar yaşanmaktadır. Meydana gelen iş kazaları, iş sağlığı ve iş güvenliğinin işyerlerindeki önemini vurgulamaktadır. İş kazalarının sebepleri araştırılıp, bu kazaların hiç olmaması veya iş kazasının minimum seviyede tutulması gerekmektedir. İş sağlığı ve güvenliği kültüründe, iş kazalarının en az seviyeye indirilmesi için öncelikle çalışılan işletmede bütün tehlike ve risklerin belirlenerek, bu tehlike ve risklerin derecelendirilmesi gerekmektedir. Derecelendirilen tehlike ve riskler, öncelik sırasına göre tespit edilmeli ve gerekli önleyici-koruyucu tedbirler ile çalışanları ve işletmeyi korumak temelde esas alınmalıdır. Belirlenen tehlike-riskler hakkında işyeri genelinde tüm çalışanlar bilgilendirilmeli, gerekli eğitimler verilmeli, işyeri dâhilinde güvenlik kültürünün oluşması sağlanarak yapılan çalışmalar neticesinde işletmede, iş kazası ve meslek hastalıklarının minimum seviyeye indirilmesi gerekmektedir.
Bu çalışmada, Eti Maden Kırka Bor İşletmesi’nde ki Boraks Penta 1 ve Dekahidrat Fabrika Birimi ile Boraks Penta 5 Fabrika Birimi’nin risk analizi çalışmaları yapılmış, gerekli koruma önlemleri belirtilmiş, matris yöntemi ve çok değişkenli matris risk analizi yöntemleri kullanılarak karşılaştırılması yapılmıştır.
COMPARATIVE RISK ANALYSIS OF BORAX PENTA FACTORY UNITS OF
ETI MINE KIRKA BORON PLANT
Nilüfer YAVUZ
Mining Engineering, MS Thesis, 2018 Thesis Supervisor: Prof. Dr. Cem ŞENSÖĞÜT
SUMMARY
Turkey is hosting various mineral deposits under or above ground. Considering these deposits, mining is an important sector in terms of the development and progress of Turkey. With the development of the mining industry in Turkey parallel to the whole world, production has increased and there have been various undesirable job accidents in mining establishments. Deaths, injuries, burns, limblosses, etc. Situations have arisen and, unfortunately, similar situations are still happening. Accidents at work coming to the scene emphasize the importance of occupational health and safety at workplaces. The reasons for job accidents must be investigated and these accidents should never be repeated again or the job accident must be kept at a minimum level. In the culture of occupational health and safety, in order to minimize the level of job accidents, all the hazards and risks should be determined and the risks and hazards should be graded. The graded hazards and risks should be determined according to priority order and protection of workers and enterprises with the necessary preventive-protective measures should be taken as basis. All employees should be informed about the identified hazards-risks throughout the workplace, necessary trainings should be provided, work accidents and occupational diseases should be reduced to the minimum level due to work carried out by ensuring safety culture within the workplace.
In this study, risk analysis studies of Borax Penta 1 and Decahidrat Factory Unit and Borax Penta 5 Plant Unit at Eti Mine Kırka Boron Plant were carried out, necessary protection measures were specified and matrix method and multivariate matrix risk analysis methods were used to compare.
TEŞEKKÜR
Lisans ve yüksek lisans eğitimim boyunca yanımda olan, bilgi, deneyim ve tecrübelerini benimle paylaşan, her zaman sabır ve anlayışla beni yönlendiren, iş hayatım boyunca da beni destekleyen danışman hocam Prof. Dr. Cem ŞENSÖĞÜT’e en içten teşekkürlerimi sunarım.
Eti Maden İşletmeleri Genel Müdürlüğü başta olmak üzere Kırka Bor İşletme Müdürlüğü’ne ve çalışanlarına yardımlarından dolayı teşekkür ederim.
Ayrıca tüm hayatım boyunca yanımda olup beni her zaman destekleyen aileme saygı ve sevgilerimi sunarım.
İÇİNDEKİLER
Sayfa ÖZET ... v SUMMARY ... vi ŞEKİLLER DİZİNİ ... xi ÇİZELGELER DİZİNİ ... xiiSİMGELER VE KISALTMALAR DİZİNİ ... xiii
1. GİRİŞ ... 1
2. BOR ... 2
2.1. Bor Hakkında Genel Bilgiler ... 2
2.2. Bor Ürünlerinin Başlıca Kullanım Alanları ... 3
3. KIRKA BOR İŞLETMESİ ... 5
3.1. Eti Maden Kırka Bor İşletme Birimleri... 6
3.2. Eti Maden Kırka Bor İşletmeÜrünleri ... 7
3.3. Eti Maden İşletme Müdürlüğü Faaliyet Alanları ... 8
4. İŞ SAĞLIĞI VE GÜVENLİĞİ ... 9 4.1. Tanımlar ... 9 4.1.1. İş sağlığı ... 9 4.1.2. İş güvenliği ... 9 4.1.3. İş kazası ... 9 4.1.4. Meslek hastalığı... 11 4.2. İş Kazalarının Önlenmesi ... 11
5. İŞ SAĞLIĞI VE GÜVENLİĞİNDE RİSK ANALİZİ ... 12
5.1. Risk Analizinde Kullanılan Tanımlar ... 12
İÇİNDEKİLER (devam)
Sayfa
5.1.2. Risk analizinde reaktif yaklaşım ve proaktif yaklaşım ... 14
5.1.3. Risk yönetim süreci ... 14
5.2. Risk Analizi Metodolojileri Hakkında Bilgiler ... 15
5.3. Risk Analizinde Kullanılan Başlıca Yöntemler ... 15
6. MATERYAL VE METOD ... 17
6.1. Materyal ... 17
6.2. Metod ... 17
6.3. Matris Yöntemi ... 17
6.4. Çok Değişkenli Matris Metodu ... 21
7. BORAKS PENTA 1 VE DEKAHİDRAT FABRİKA BİRİMİ ... 26
7.1. Boraks Penta 1 ve Dekahidrat Fabrika Birimi Akım Şeması ... 26
7.2. Çözme Oluğu Bölümü ... 28 7.3. Çözme Bölümü ... 28 7.4. Tikiner Bölümü ... 29 7.5. Kristalizatör Bölümü ... 30 7.6. Evaporatör Bölümü ... 31 7.7. Kurutma Bölümü ... 32 7.8. Dekahidrat Bölümü ... 32
7.9. Boraks Penta 1 ve Dekahidrat Fabrika Birimi Matris Yöntemi ile Risk Analizi ... 33
7.10. Boraks Penta 1 ve Dekahidrat Fabrika Birimi Çok Değişkenli Matris Yöntemi ile Risk Analizi ... 43
8. BORAKS PENTA 5 FABRİKA BİRİMİ ... 57
8.1. Boraks Penta 5 Fabrika Birimi Akım Şeması ... 57
8.2. Çözme Bölümü ... 60
İÇİNDEKİLER (devam)
Sayfa
8.4. Kristalizyon Bölümü ... 62
8.5. Kurutma Bölümü ... 62
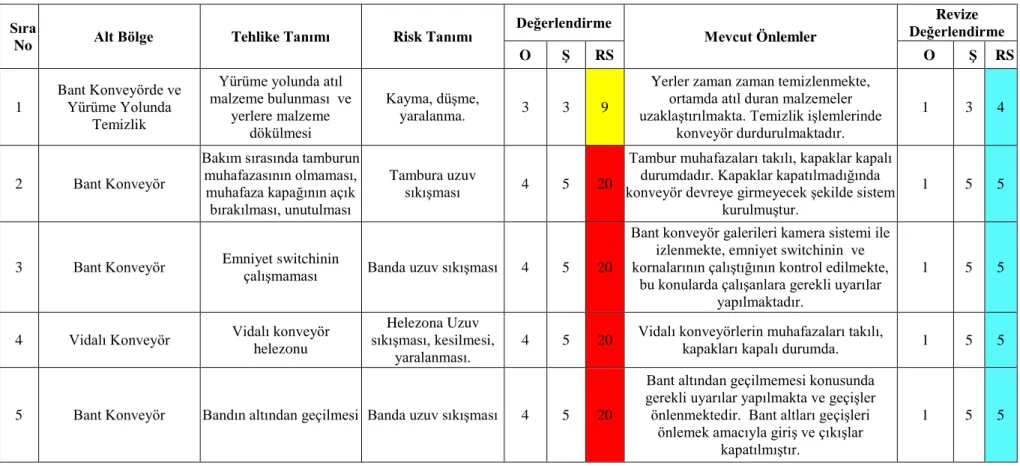
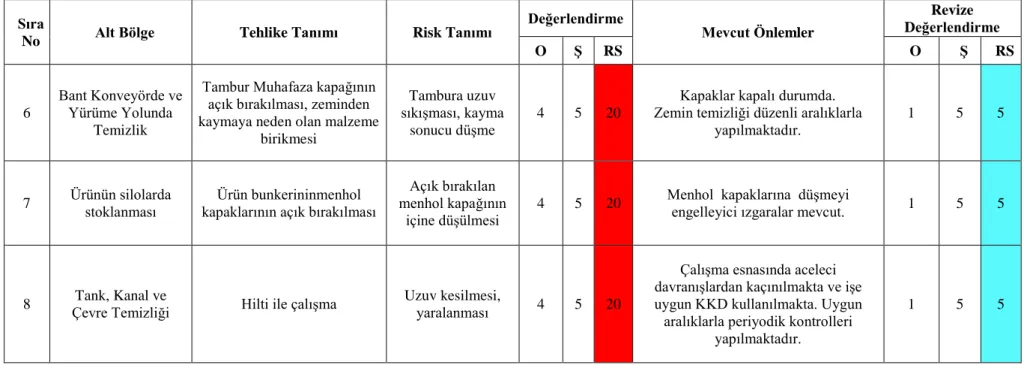
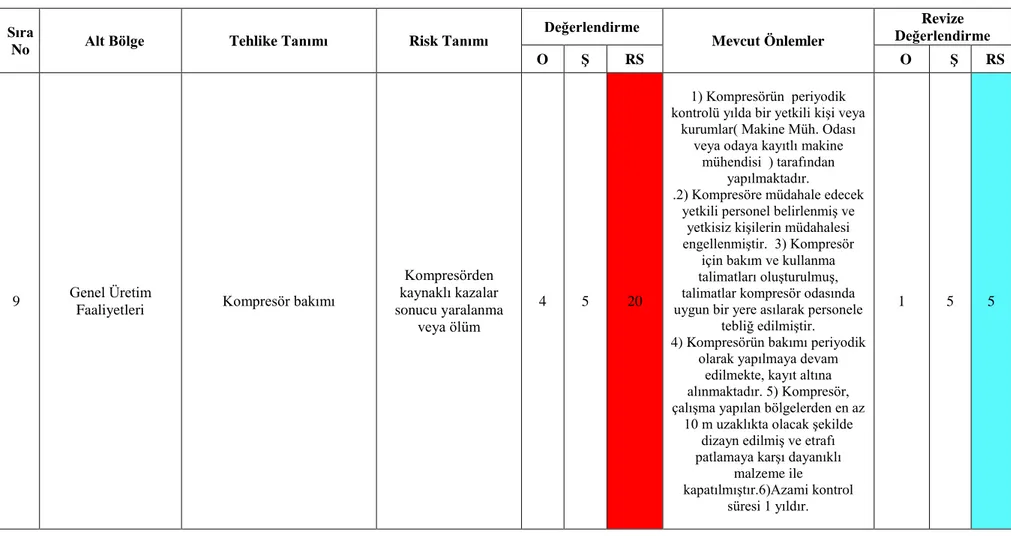
8.6. Boraks Penta 5 Fabrika Birimi Matris Yöntemi ile Risk Analizi... 64
8.7. Boraks Penta 5 Fabrika Birimi Çok Değişkenli Matris Yöntemi ile Risk Analizi ... 70
9. SONUÇ VE ÖNERİLER ... 78
KAYNAKLAR DİZİNİ ... 81 ÖZGEÇMİŞ
ŞEKİLLER DİZİNİ
Şekil Sayfa
2.1. Boraks mineralinin görüntüsü ... 2
3.1. Eti Maden Kırka Bor İşletmeleri ... 5
3.2. Eti Maden Kırka Bor İşletmeleri harita görünümü ... 7
3.3. Eti maden kırka bor işletmeleri genel görünümü ... 8
7.1. Boraks Penta 1 ve Dekahidrat Fabrika Birimi akım şeması. ... 27
7.2. Penta 1 çözme oluğu bölümü. ... 28
7.3. Çözme işlemi sonrası Derrick susuzlandırma eleklerinden geçirilmesi işlemi. ... 29
7.4. Çöktürme işleminin yapıldığı tikiner. ... 30
7.5. Kristalizatör. ... 31
7.6. Evaporatör. ... 31
7.7. Kurutma bölümü ürün eleği. ... 32
7.8. Dekahidrat üretimi yapılan kristalizatör. ... 33
8.1. Boraks Penta 5 Fabrika Birimi akım şeması. ... 59
8.2. Çözme bölümü. ... 61
8.3. Tikinerler. ... 61
8.4. MVR (Mekanik buhar basınçlandırma). ... 62
ÇİZELGELER DİZİNİ
Çizelge Sayfa
6.1. 5x5 Metodu ile risk analizi kriterleri (olasılık). ... 18
6.2. 5x5 Metodu ile risk analizi kriterleri (şiddet). ... 18
6.3. 5x5 Metodu ile risk analizi kriterleri (sonuç). ... 19
6.4. 5x5 Metodu ile risk analizi kriterleri. ... 20
6.5. Çok değişkenli matris metodu olasılık skalası. ... 22
6.6. Çok değişkenli matris metodu şiddet skalası. ... 23
6.7. Çok değişkenli matris metodu personel sayısı skalası. ... 23
6.8. Çok değişkenli matris metodu yasal zorunluluk skalası. ... 24
6.9. Çok değişkenli matris metodu önceki kazalar ve meslek hastalıkları skalası. ... 24
6.10. Çok değişkenli matris yöntemi risk skoruna göre eylem kriterleri. ... 25
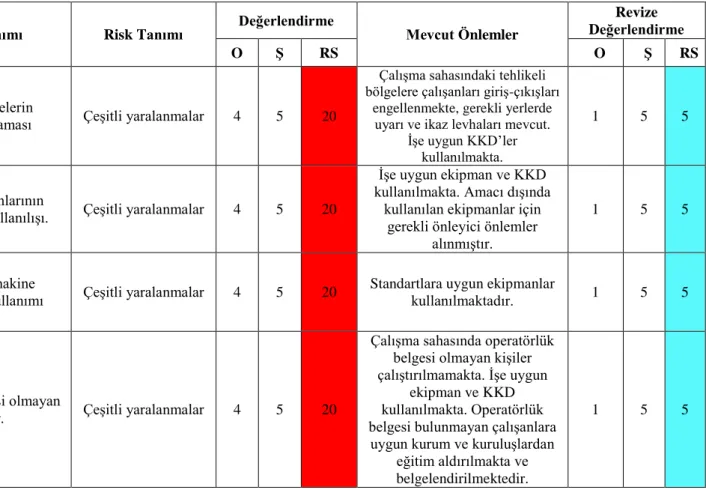
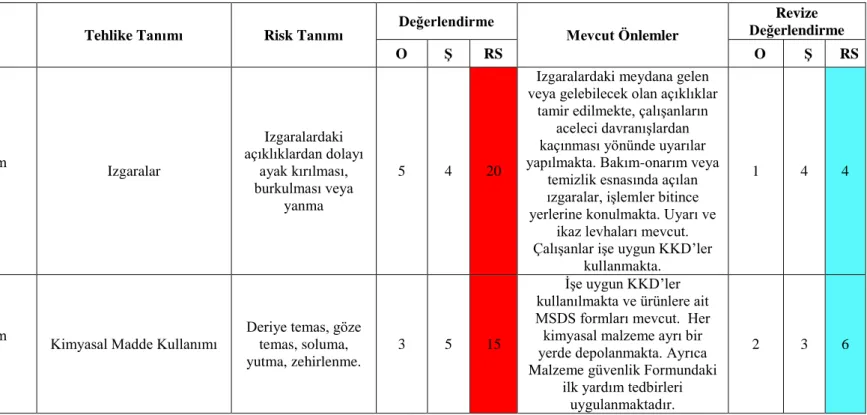
7.1. Matris yöntemi ile boraks penta 1 ve dekahidrat fabrika biriminin risk analizi ve değerlendirmesi. ... 34
7.2. Çok değişkenli matris yöntemi ile boraks penta 1 ve dekahidrat fabrika biriminin risk analizi ve değerlendirmesi. ... 45
8.1. Matris yöntemi ile boraks penta5 fabrika biriminin risk analizi ve değerlendirmesi. ... 65
8.2. Çok değişkenli matris yöntemi ile boraks penta 5 fabrika biriminin risk analizi ve değerlendirmesi. ... 72
9.1. BP1 fabrikası için matris yöntemi ve çok değişkenli matris yönteminin mukayese tablosu. ... 79
9.2. BP5 fabrikası için matris yöntemi ve çok değişkenli matris yönteminin mukayese tablosu. ... 79
SİMGELER VE KISALTMALAR DİZİNİ
Simgeler Açıklama Ca Kalsiyum Mg Magnezyum B2O3 Bor Oksit mm milimetre°C Celsius (sıcaklık birimi) O Olasılık Ş Şiddet P Personel Sayısı Y Yasal Zorunluluklar K Önceki Kazalar R, RS Risk Skoru Kısaltmalar Açıklama
BPH1,BP1,Penta 1 Boraks Penta 1 ve Dekahidrat Fabrika Birimi BPH5,BP5,Penta 5 Boraks Penta 5 Fabrika Birimi
1.GİRİŞ
İş sağlığı ve güvenliği kavramı, ülkemizde gün geçtikçe gerek yasalar ve yönetmelikler gerekse işveren ve çalışanların bilinçlenmesi ile önemini arttırmaktadır. İş kollarında meydana gelen kazalar arasında özellikle madencilik sektöründe meydana gelen kazalarda ciddi yaralanmalar ve ölümler meydana gelmektedir. Ölüm veyahut yaralanmalar sadece çalışanı olumsuz etkilemekle kalmayıp; onun ailesini de etkilemektedir. Bu açıdan bakıldığında da iş sağlığı ve güvenliğinin esasen ne kadar önemli olduğu ortaya çıkmaktadır.
Ülkemizde ekonomik hayata sağladığı katkılara bakıldığında maden sektörü önde gelen sektörlerden birisi kabul edilmektedir. Maden sektörü, birçok sektörün temelini oluşturduğundan; söz konusu sektörün gelişmesi kendisine bağlı diğer sektörlerinde gelişmesini de sağlamaktadır. Bu bakımdan, lokomotif sektör olma özelliği ile ekonomiye canlılık katmaktadır. Fakat, iş sağlığı ve güvenliği açısından alınmayan veyahut önemsenmeyen güvenlik önlemleri nedeniyle, bu alanda iş kazalarına oldukça sık rastlanmaktadır.
Teknolojik gelişmeler ve üretim yöntemlerinde, sürekli gelişmeler söz konusudur. Bu gelişmeler, işyerlerinde verimin ve kalitenin artmasını sağlarken, aynı zamanda gelişen teknoloji yeni tehlikeler ve risklerin ortaya çıkmasına sebep olmaktadır. Ortaya çıkan bu tehditler; işletmelerin çalışmasını etkilemesi, çalışanların sağlık ve güvenliğini tehlikeye atması, iş verimini etkilemesiyle, artan bilinçlenme ve toplumsal baskı neticesinde iş sağlığı ve güvenliği ile ilgili tedbirlerin alınmasını gündeme getirmektedir.
Bu çalışma kapsamında; ilk olarak Eti Maden Kırka Bor İşletmesi genel anlamda tanıtılmış ve değerlendirmelerin gerçekleştirildiği Boraks Penta Fabrika Birimlerine ait bilgilere yer verilmiştir. Ayrıca, yine bu fabrikalar da meydana gelebilecek olan riskler belirlenerek risk analizi çalışmaları yapılmıştır. Maden sahalarında çalışanların ve işverenlerin her bakımdan dikkatli olmaları, iş sağlığı ve güvenliğine daha fazla önem verilmesi, insan hayatının her şeyden önde tutulması, daima önce iş güvenliği politikasının benimsenmesi, tüm iş kollarında iş kazaları ve meslek hastalıklarının son bulması hem ülke ekonomisi, hem de sosyolojik açıdan önem arz etmektedir.
2.BOR
2.1. Bor Hakkında Genel Bilgiler
Periyodik cetvelde 3A grubuna ait, atom numarası 5, atom ağırlığı 10,81 ve B simgesi ile gösterilen bor; birisi amorf diğeri kristalin olmak üzere iki çeşitten oluşmaktadır. Değişik metal ve ametaller ile birleşerek farklı yapıda özellikler gösterir. Ortaya çıkan farklı yapıdaki özellikler, borun kullanımında çeşitli olanaklar sağlar (BOREN,2018).
Şekil 2.1.Boraks mineralinin görüntüsü (Kılıç, 2010).
Doğada mevcut olan bor; yeryüzünde toprakta, kayalarda ve sularda yaygın olarak görülmekte olup, maalesef doğada serbest halde bulunmazlar. 250’yi geçen mineralin içeriğinde değişik oranlar da bor oksiterastlanmaktadır (Kılıç, 2004).
Dünyada ve ülkemizde önemli yere sahip olan bor mineralinin başlıcaları;tinkal, kernit, üleksit, pandermit, hidroborasit, kolemanit, borasit olarak görülmekte ve tinkal, kolemanit veüleksitülkemizde yaygın olarak bulunan bor mineralleri arasında yer almaktadır (ETİ MADEN, 2009).
Çeşitli madencilik yöntemleri kullanılarak elde edilen bor minerali, fiziksel ve kimyasal işlemler uygulanarak saflaştırılır. Elde edilen rafine ürünler, değişik türde rafine bor ürünlerine dönüştürülmektedir (ETİ MADEN, 2016).
2.2. Bor Ürünlerinin Başlıca Kullanım Alanları
Endüstride bor bileşiklerinin kullanımı oldukça yaygın, kullanım alanları ise çok fazladır ve böylece kullanım alanları günümüzde gittikçe artarak ilerleme göstermektedir (Çalık, 2002).
Cam sanayi
Borosilikat camlar, bor minarelinin kullanımında önemli bir yer tutarken, borun %40’ı cam ve fiberglasta kullanılmaktadır. Camlaştırmayı kolaylaştırması açısından viskoziteyi ve erime noktasını düşürür. Bu sayede bor, camın parlaklığını artırırken, çizilmeye karşı olan mukavemetiile kırılmaya karşı olan direncini de arttırmış olur (Acarkan, 2002).
Borosilikat camlar, cam elyaf, izolasyon tipi cam elyafı, tekstil tipi cam elyafı şeklinde ayrı ayrı sınıflandırılarak çalışma sıcaklığı, enerji tüketimi, ısı, viskozite, yüzey gerilim vb. alanlarda kullanım kolaylığı sağlayarak bilim ve teknolojide çeşitli katkılar sağlamaktadır (ETİ MADEN, 2016).
Seramik ve emaye sanayi
Dünya genelinde cam sanayinden sonra en eski ve cam sanayi pazarı sonrası 2. pazar payına sahip grup seramiklerdir. Seramik sektöründeki kullanımı, seramik sır, porselen, seramik karo kompozisyonlarını içermektedir. Bu amaçla kullanıldıklarında, seramik sırlamasında silisin kolay erimesini sağlayarak, sırın seramik yüzeyine daha kolay yayılmasını sağlar(Ediz ve Özdağ., 2001).
Emaye kaplamalarda ise mutfak aletleri, banyo, silah vb. alanlarda kullanımı sağlanmakta, kuvars,soda gibi maddelerin ergitilmesiyle ürünler elde edilmektedir (Eti Maden Web Sitesi, 2010).
Yanmayı geciktirici maddeler
Yanmayı geciktirici özelliğe sahip boratlar ve borik asitler, plastiklerde ve tekstilde kullanılır. Ateşe karşı da dayanıklı oldukları için selülozik maddelerde yanmayı engellerler (Eti Maden Web Sitesi, 2010).
Tarım
Bor, toprak ve gübreler için de önemlidir. Bitkilerin büyümesinde, gelişmesinde, filizlenmesinde, tohum oluşumunda yadsınamayacak öneme sahiptir. Bu sebeple tarım ve ormancılıkta oldukça yaygın olarak kullanılmakta olup, gübre, herbisit, pestisit, ahşap koruma amaçlı olarak pazarda yer bulmaktadır (ETİ MADEN, 2016).
Diğer kullanım alanları
Bor, metalürji sanayi, nükleer uygulamalar, borlu katı yakıtlar, enerji üretimi ve ısı depolama, sağlık, fiberoptik, fotoğrafçılık,kompozit malzemeler, manyetik cihazlar, moleküler biyoloji gibi birçok kullanım alanına sahiptir ve bu alanlarda çeşitli çalışmalar yapılmaktadır (Ediz ve Özdağ, 2001).
3. KIRKA BOR İŞLETMESİ
Kırka Boraks yatağı dünya bor rezervinin önemli bir parçasını oluşturur. Kırka; Eskişehir ilinin Seyitgazi ilçesinde yer almaktadır. 1950-1960 yılları arasında Türk vatandaşları tarafından Kırka-Sarıkaya’da boraks minerali bulunmuş olup,1962 yılında İngiliz Boraks Consolidated Ltd. şirketinin eline geçmiştir. 1970 yılında fabrikalar kurulmaya başlanmıştır (Eti Maden Kırka Bor İşletmeleri, Tanıtım Kitapçığı, 2017).
Şekil 3.1. Eti Maden Kırka Bor İşletmeleri (Eti Maden Kırka Bor İşletmeleri, Tanıtım Kitapçığı, 2017).
Doğal boraks yani tinkal, Kırka’da açık işletme yöntemi ile üretilmekte olup Şekil 3.1.’de açık ocak görünümü verilmiştir. Üzerinde yer alan örtü tabakasını konsantratör tesisine naklederken; delme, patlatma yapılmakta ve ekskavatörler aracılığı ile yine delme, patlatma uygulanıp cevher gevşetilerek kamyonlarla nakil işlemi sağlanmaktadır (Kılıç, 2010).
Konsantratör tesisine gelen cevher, ızgaralardan geçirilerek kırma işlemine tabii tutulmaktadır. Kırma işleminden sonra, ara stok binası içerinde stoklanmaktadır. Ara stokta bulunan cevher düzenli aralıklarla alınmakta ve belirli boyuttakuru eleme işlemi uygulanmaktadır. Eleme işlemi bittikten sonra üzerinde bulunan killerin ve atıkların uzaklaştırılması için cevher, yıkama hücrelerine gönderilir. Buradan çıkan cevher, sulu elekten geçirilerek elek üstü malzeme olarak stoklanır. Kuru eleme işlemi sırasında elekten geçemeyen malzeme tesislerdeki kırıcılar yardımıyla kırılır ve diğer işlemler tekrarlanır. Elde edilen tinkal cevheri, çeneli kırıcı ve darbeli kırıcı vasıtasıyla 25 mm boyutuna getirilir. Yıkama hücreleri ile arındırılan tinkal cevheri, sınıflandırma amacıyla elekler, klasifikatör ve
hidrosiklonlaragönderilir. Sınıflandırma işlemi sonrası nem oranı indirgenmiş konsantre,tinkalolarak elde edilmiş olmaktadır (DPT, 2001).
Tinkal cevheri, konsantretinkal halini aldıktan sonra büyük kısmı işletme genelinde bor türevleri fabrikalarına beslenir. Fabrikalara beslenen konsantretinkalden boraks pentahidrat üretilmektedir. Tek aşamada penta üretim tesisine de gönderilen tüvenantinkal beslemesi ile elde edilmiş olan çözelti sonucunda boraks penta hidrat üretilmekte ve bir bölüm tinkal Bandırma da yer alan boraks penta ve dekahidrattesislerine gönderilip kullanımı sağlanmaktadır (DPT, 2008).
3.1. Eti Maden Kırka Bor İşletme Birimleri
Şekil 3.2.’de görülen Eti Maden Kırka Bor İşletmesine ait birimler aşağıda listelenmiştir. Boraks Penta 1 ve Dekahidrat Fabrika Birimi
Boraks Penta 2 Fabrika Birimi Boraks Penta 3 Fabrika Birimi Boraks Penta 4 Fabrika Birimi Boraks Penta 5 Fabrika Birimi
Borlu Temizlik Ürünleri Fabrika Birimi Fabrikalar Bakım ve Onarım Birimi Açık İşletme ve Kırma-Eleme Birimi Susuz Boraks Fabrika Birimi
KalsineTinkal Fabrika Birimi Stok ve Sevkiyat Birimi Çevre Birimi
Buhar, Su ve Enerji Üretim Birimi Elektrik Bakım ve Onarım Birimi Otomasyon Bakım ve Onarım Birimi Mekanik Bakım ve Onarım Birimi Ürün İzleme ve Laboratuvar Birimi İç Hizmetler Birimi
Şekil 3.2. Eti Maden Kırka Bor İşletmeleri harita görünümü (Google, 2018).
3.2. Eti Maden Kırka Bor İşletmeÜrünleri
Tesislerden elde edilen ürünler aşağıda verildiği şekildedir: Etibor-48 ( Boraks Pentahidrat ) (Na2B4O7.5H2O)
Etibor-68 ( Susuz Boraks) (Na2B4O7) Boraks Dekahidrat (Na2B4O7.10H2O) Kompaktlanmış Kalsine Tinkal
Etimatik Borlu Temizlik Ürünü (Eti Maden Kırka Bor İşletmeleri, Tanıtım Kitapçığı, 2018).
AÇIK OCAK
FABRİKALAR ATIK GÖLETLERİ
SOSYAL SİTE
KIRKA
3.3. Eti Maden İşletme Müdürlüğü Faaliyet Alanları
Şekil 3.3.’de genel görünümü verilen İşletme Müdürlüğü; madencilik faaliyetleri sırasında dekapaj, tüvenan cevher üretimi, kırma-eleme,kalsinetinkal alanında çalışmalar yapmaktadır. Kimya alanında ise rafine bor kimyasalları üretimi, Etibor 48, dekahidrat ve Eti Matik üretmektedir. Metalurji alanında susuz boraks, enerji üretimi ise buhar su ve enerji üretim birimi yardımıyla sağlanmaktadır. Lojistikte ise karayolu ve demiryolu nakliyesi-paketleme, 90°lik dik konumda dolumyapılabilen konteynır dolum sistemi (elevatör veya pnömatik) ile yükleme yapılmaktadır (Eti Maden Kırka Bor İşletmeleri, Tanıtım Kitapçığı, 2017).
Şekil 3.3. Eti maden kırka bor işletmeleri genel görünümü(Eti Maden Kırka Bor İşletmeleri, Tanıtım Kitapçığı, 2017).
4. İŞ SAĞLIĞI VE GÜVENLİĞİ
İnsanlar doğuştan bazı hakları kazanarak dünyaya gelmiştir. Bunların en başında yaşama hakkı yer almaktadır. Her bireyin doğuştan kazandığı yaşama hakkı, İnsan Hakları Evrensel Bildirgesi’nde de belirtilmiştir. İnsanlar yaşama hakkını özgürce, vücut ve ruhsal sağlıklarını bozmayacak şekilde kullanmalı ve bunun devamını sağlayarak dışarıdan gelebilecek tehlikelere karşı kendilerini korumalıdırlar (T. Özalp ve F.Özalp, 2014).
İnsanlar hayatlarını sürdürebilmek, en temel hakkı olan yaşama hakkını özgürce kullanabilmek ve ayrıca konforlu bir hayat için çalışmak zorundadırlar. Çalışma alanları eğitimlerini aldığı bölümlerle ilişkilendirilebilmekte ya da faklı mesleklerde çalışmaktadırlar. Çalıştıkları alanlara göre farklı meslek grupları ortaya çıkmaktadır. Geçmişten günümüze kadar ortaya çıkan meslek gruplarının, yaptıkları işlerde çeşitli tehlike ve riskler ortaya çıkmıştır. Ortaya çıkan tehlikeler ve riskler çalışanların iş kazalarına ve meslek hastalıklarına yakalanmalarına neden olmaktadır. İş kazalarını ve meslek hastalıklarını önlemek en temel görev olmakla beraber, nasıl en aza indirileceği belirlenmeli ve bununla ilgili çalışmalar yapılıp iş kazası ve meslek hastalığını minimize etmek iş sağlığı ve güvenliğinin temelini oluşturmaktadır. Bunu sağlamak için de talimatlar ve prosedürlere uyulması gerekmektedir.
4.1. Tanımlar
4.1.1. İş sağlığı
İnsanların yaşamlarını sürdürmeleri için çalıştıkları farklı meslek gruplarının, çalışanlar için fiziki hallerini, ruhsal durumlarını ve çevreye olan etkilerini en iyi hale getirmeyi amaçlar. İnsanların yeteneklerine ve bu yeteneklerle bağdaştırılan çalışmayı hedefler (Topuzoğlu ve Orhun, 1993).
4.1.2. İş güvenliği
İnsanların meydana gelebilecek tehlikelerden korunması için alınan tedbirler güvenliği oluşturur. İş güvenliği ise meydana gelebilecek tehlikeleri ortadan kaldırmak için çalışma koşullarını en iyi seviyeye getirmek amacıyla yapılan çalışmaların tamamıdır (Ceylan, 2011).
4.1.3. İş kazası
Beklenmedik ve umulmadık zamanda bir anda ortaya çıkan, çevreye ve insana zarar veren olay kaza olarak isimlendirilir. Kazaların büyük bir kısmı, çeşitli türlerden oluşmakta ya
da çeşitli türler bir araya gelerek iş kazalarını oluşturmaktadırlar. İş kazası olarak isimlendirilmesi için oluşan kaza iş yerinde meydana gelmeli ve önceden tasarlanmamış olmalıdır. Sonucunda ise kişi hasar, uzuv kaybı, yaralanma veya ölümle karşı karşıya gelmeli, fiziki veya ruhsal açıdan, zarar görmelidir (Bilir, 2004). İş kazası çoğunlukla dikkatsizlik, ihmalkarlık, acelecilik, bilgi eksikliği gibi durumlardan kaynaklanmaktadır.
İş kazalarına bakıldığında genel anlamda üç temel nedenin olduğu görülmektedir (Dirik, 2016). Bunlar;
Esas Nedenler, Endirekt Nedenler ve Direkt Nedenlerdir.
Esas Nedenler: Kaza zinciri olarak isimlendirilen beş olayın arka arkaya sıralanması ile meydana gelmektedir. Kazanın meydana gelmesi veya yaralanma olayının yaşanması için bu kaza zincirinin bütün evrelerinin eksiksiz olarak tamamlanması gerekir. Eğer beş olaydan bir tanesi meydana gelmez ise kaza ve yaralanma da meydana gelmeyecektir (Akyüz, 1982).Söz konusu bu beş olay ise;
İnsanın tabiatta ve sosyal yönden iyilik hallerinin irdelenmesi sonucu zayıflıkları, Şahısların kusurları,
Güvenli olmayan tutumlar ve koşullar, Kaza hadisesi ve
Yaralanmadır.
Endirekt Nedenler: İş kazalarının oluşmasında endirekt nedenler, yalnız başına yeterli değildir. Bunun yanı sıra yönetimden kaynaklanan eksiklikler, denetimlerin uygun periyotlarla yapılmaması, risklerin belirlenmesi aşamasında yanlış tanımlamalar sonucu risk değerlendirmesinin hatalı olması gibi sebeplerin bir araya gelmesiyle oluşur (Akçın ve Hamarat, 2001).
Direkt Nedenler: Kişisel hatalar, denetim gibi eksiklikler tek başına yeterli olmayıp, bunun yanında makine ve ekipmanın getirdiği kusurlar neticesinde de iş kazaları yaşanmaktadır. Fabrika ya da işyeri geneline bakıldığında kullanılan makine ve ekipmanların periyodik bakımlarının yapılmaması veya bir arıza durumunda hemen müdahale edilmemesi, iş kazalarının yaşanmasında etkili rol oynamaktadır (Ofluoğlu ve Sarıkaya, 2005).
4.1.4. Meslek hastalığı
Çalışma ortamından kaynaklanan, kişilerde kalıcı hasarlar bırakan hastalıklardır. Bir hastalığın meslek hastalığı olabilmesi için; çalışma ortamına özgü nedenlerden kaynaklanması gerekir. Örneğin; bronşit hastalığı tozlu ortamlarda görülebildiği gibi tozsuz çevreden kaynaklanan bir hastalık olabilir. Fakat kurşun üzerine çalışılan bir işletme de kurşun zehirlenmesi o çalışma alanına özgü bir hastalıktır. Bu nedenle iş ve hastalık arasında bir ilişki bulunmalıdır (Dirik, 2016).
4.2. İş Kazalarının Önlenmesi
İşyerinde meydana gelen ve gelebilecek kazaların yeterince irdelenmemesi halinde yaralanma, ölüm kısacası maddi ve manevi kayıplar çalışanları ve işyerini olumsuz yönde etkilemektedir. İş kazalarını önlemenin hem işletmeye, çalışan – işveren ilişkisine, üretimin kaliteli ve verimli olmasına, güvenli çalışma ortamının sağlanmasına önemli pozitif etkileri bulunmaktadır. Bu sebeple iş kazalarını önlemek, iyilik halinin devamı ve işçi – işletme açısından performansın artmasına yol açması beklenmektedir (Güyagüler ve Bozkurt, 1993).
İş kazalarının önlenmesinde iş kazalarının temeli sorgulanmalıdır. Bir diğer ifade ile iş kazasının neden ortaya çıktığı incelenirse; kişiden kaynaklı olup olmadığı, makine ekipmandan kaynaklı olup olmadığı vb. çeşitli açılardan değerlendirilirse, benzer iş kazalarının yaşanmaması için ne tür önlemler alınmalı konusunda incelemeler yapılıp koruma önlemleri alındığı takdirde iş kazalarının oranlarında istatistiksel olarak azalma söz konusu olacaktır (Güyagüler ve Bozkurt, 1995).
5. İŞ SAĞLIĞI VE GÜVENLİĞİNDE RİSK ANALİZİ
5.1. Risk Analizinde Kullanılan Tanımlar
Risk analizinde sıklıkla kullanılan tanımlar aşağıda verilmiştir (Civelekler, 2012).
Risk: Potansiyel bir tehlikenin oluşma ihtimali ve neticesinin bileşkesi olarak adlandırılır.
Tehlike: Sonuçları arasında ölüme, yaralanmaya, maddi ve manevi kayba sebebiyet verebilecek potansiyel durumlar olarak tanımlanır.
Tehlikeli Durum: Maddi olarak hasar verebilecek, içerisinde tehlike bulunan, kazalara veya meslek hastalıklarına yol açabilecek durumlardır.
Tehlikeli Davranış: İşletme genelinde çalışan personellerin veya üçüncü kişilerin bilerek ya da bilmeden yaptıkları davranışları içermektedir.
Olay: Bir kazaya sebep olan veyahut olabilecek potansiyel durumlardır. Güvenlik: Maddi ya da manevi kayıp olmayan durumdur.
Tetkik: Yapılan düzenlemelerin uygunluğunun, uygunluğun devam edip etmediğinin değerlendirmesidir.
Sürekli İyileştirme: İşletme genelinde yapılan tüm iş sağlığı ve güvenliği koşullarına uygun tasarlanmış önlemlerin, değişen teknoloji ve yeniliklere karşı yeniden gözden geçirilip, takip edilmesidir.
Uygunsuzluk: İşletme genelinde tespit edilen doğrudan veyahut dolaylı yoldan ortaya çıkardığı maddi-manevi kayıp, meslek hastalığı gibi sonuçlar çıkaran olumsuz durumlardır.
İş Sağlığı ve Güvenliği Yönetim Sistemi: Tüm işletme genelinde kullanılan iş sağlığı ve güvenliğini risklerin yönetimini içeren sistemdir. Bu sistem işletme genelinde tüm iş sağlığı ve güvenliği alanında yapılan çalışmaları, sürekli iyileştirmeyi, sorumlulukları vb. durumları kapsar.
Kabul Görülebilir Risk: Yasal prosedür ve talimatları kapsayan, İş Sağlığı ve Güvenliğini içeren tüm kuralları katlanılabilir seviyeye indirgenmiş riskleri içerir.
Risk Yönetimi: Tecrübe ve kullanılan kaynakların işletme geneli ve üçüncü şahıslara etkisini değerlendirmeye ve kontrol etmeye yönelik yapılan çalışmalardır.
Risk Analizi: İş kazaları ve meslek hastalıklarını en aza indirmek için yapılan risk analizi çalışmaları, maddi ve manevi kayıpları ortadan kaldırmak için tehlikelerin belirlenerek gerekli kontrol önlemlerinin alınmasıyla ve bu önlemlerin yeni tehlike oluşturmayacak şekilde düzenlenip, risk skorlarıyla derecelendirilmesi ve önem sırasına göre gerekli tedbirlerin alınmasıdır. Alınan tedbirlerin sürekli iyileştirme ile kontrol edilerek minimum iş kazası ve meslek hastalığına imkan sağlamak, risk analizinin temel amacıdır (Civelekler, 2012).
İş Sağlığı ve Güvenliği Yönetim Sisteminin temel direğini “Risk Analizi” oluşturmaktadır. Bu durumun başka nedeni ise tanımlanamayan tehlike ve risklerin kontrol edilmesi ve yönetilmesinin mümkün olamayacağıdır. Yapılan Risk Analizi’nde temel hedefler;
Çalışan personellerin ve çevre de yaşamını süren toplumun, çevre açısından, güvenlik ve sağlıklarının hangi derece de katlanılabilir olduğu,
Alınan tedbir ve önlemlerin uygunluğu veya varsa yeni tehlike ve risklerin eklenmesi, Herhangi bir tehlike anında bunun can, çevre veya mal kaybı etkilerinin belirlenmesi, Söz konusu tehlikelerin nasıl değerlendirileceğinin belirlenmesi, bu tehlikelerin nasıl
kontrol altına alınacağı konusunda yapılan çalışmaları hedefler.
İş sağlığı ve güvenliği yönetim sistemine uygun yapılan risk analizi çalışan personellerin ve işletmenin güvenliğini böylelikle de ürünün güvenirliliğini ve işletme güvenliğini sağlar. Ürün güvenirliliği sonucunda ise işletme genelinde müşterimemnuniyetininartması beklenir. Bu güvenirliği sağlamak amacıyla işletmedeki tüm fabrikalarda ortaya çıkabilecek olan tehlikelerin türlerini ve bunların ürün, çalışan personel veyahut işleyişe etkilerini belirleyebilecek bir risk değerlendirmesinin yapılması gerekmektedir. Bir risk ile karşı karşıya kalındığında ilk önce yapılması gereken şey, o riski oluşturacak kaynak olayı ve riskin etkilerini belirleyerek doğabilecek sonuçları ortaya çıkarmaktır. Böylece riski tanımak,işletme açısından kolaylık sağlar ve riske karşı ne gibi önlemler alınacağı daha uygun bir şekilde belirlenebilir. Ayrıca, belirlenmiş risklerin daha başka risklerin doğmasına neden olacağını da unutmamak gerekir.
5.1.1. Risk analizi ekibi
Bir çalışma ortamında risk analizi çalışması yapılması için tek bir kişi yeterli değildir. Risk analizi çalışması yapılabilmesi için ekip oluşturulması gereklidir. Bir işyeri için risk analizi çalışması yapacak ekipte;
Çalışma ortamının tehlike sınıfına uygun iş güvenliği uzmanları,
İşyeri hekimliği sertifikasına sahip iş sağlığı alanında görevli işyeri hekimleri, Dışarıdan hizmet veren kurum ve kuruluş,
Çalışan temsilcileri ile
İşveren veya işveren vekili bulunmalıdır.
Ayrıca destek elemanları tarafından da gerekli koordinasyon ile risk analizi çalışmaları başlatılır ve ekip çalışmasıyla risk analizi yapılır (Yakar, 2007).
5.1.2. Risk analizinde reaktif yaklaşım ve proaktif yaklaşım
Yapılan ve yapılması planlanan risk analizinde hangi tür yaklaşımların kullanılacağı önem arz etmektedir. Reaktif yaklaşımda olay gerçekleştikten sonra önlem alma yoluna gidilir. Proaktif yaklaşım ise önleyici faaliyetleri kapsar.
İş sağlığı ve güvenliği kapsamında olaylara bakış açısı, reaktif değil proaktif olmalıdır. Proaktif yaklaşımda olay olmadan önce alınacak önlemler belirlenir. Bu da işyeri ortamına göre uzman kişilerce hazırlanan risk değerlendirmesi çalışmalarıdır. Tüm işyerleri için uygulanan tek bir risk analizi metodu mevcut değildir. İlgili kişilerce o işyerine uygun risk analizi metodu seçilir ve uygulanır (Seber, 2012).
5.1.3. Risk yönetim süreci
Risk yönetim sürecinin temelini oluşturan kısım, iş kazalarının ve meslek hastalıklarının ana nedenlerini ortaya koymak ve kazaların, hastalıkların olmaması için önlem almak, bunları belirli bir sistemde toplayarak güvenlik bilgi sistemini oluşturmaktır. Bu sistem oluşturulurken ilk aşamada tehlikelerin belirlenmesi, tanımlanması ve bunlara uygun kontrol önlemlerinin alınması ve denetlenmesi hususunda, iş güvenliği kültürü oluşturmak yönetim süresinin temel aşamalarını bir araya getirir (Alataş, 2007).
5.2. Risk Analizi Metodolojileri Hakkında Bilgiler
Dünya genelinde risk analizi yöntemlerinin çoğu, gereksinim neticesinde ortaya çıkmıştır. Üniversitelerin, sigorta şirketlerinin vb. kurum ve kuruluşlarının risk analiz yöntemlerini çeşitlendirmede önemli katkıları olmuştur (Özkılıç, 2005a; Şensöğüt,2016).
Risk analizinde çeşitli yöntemler kullanılmış ve bu yöntemler özelliklerine göre niteliksel yöntemler ve niceliksel yöntemler olarak sınıflandırılmıştır. Bu sınıflandırmada ise bir yöntemin yani nitelikselin uzman kişilerce bilgi-görüş üzerine olması, diğer yöntemin ise yani niceliksel yöntemin içeriğinde sayısal verilerden yararlanılmıştır.
5.3. Risk Analizinde Kullanılan Başlıca Yöntemler
Risk analizinde yaygın olarak kullanılan yöntemler aşağıda sıralanmıştır (Civelekler, 2012).
Başlangıç Tehlike Analizi (Preliminary Hazard Analysis - PHA) İş Güvenlik Analizi (JobSafety Analysis - JSA)
Olursa Ne Olur? (Whatif ?)
Risk Değerlendirme Karar Matrisi (Risk AssessmentDecisionMatrix) Hata Türleri ve Etkileri Analizi (FailureModeandEffects Analysis - FMEA) Tehlike ve İşletilebilmeÇalışması (HazardandOperabilityStudies - HAZOP) Hata Ağacı Analizi (FaultTree Analysis - FTA)
Olay Ağacı Analizi (EventTree Analysis - ETA) Tehlike Analizi ve Kritik Kontrol Noktaları
Birincil Risk Analizi (Preliminary Risk Analysis - PRA)
Çeklist Kullanılarak Birincil Risk Analizi Yöntemi (Preliminary Risk AnalysisUsing Checklists - PRA)
Riskin analizinde kullanılan yöntemler farklı alanlarda, farklı meslek gruplarında, farklı bölgelerde kullanılmaktadır. Kullanılan bu yöntemler, farklılık gösterdiği için hangi meslek grubunda hangi yöntem kullanılmalı gibi sorulara cevap olarak, işletme genelinde uygulanan proses, kullanılan malzeme-ekipman vb. değişiklikler göstereceğinden uzman kişilerce belirlenmesi daha uygun ve verimli sonuçlar ortaya çıkarmaktadır.
Ülkemiz madencilik sektörü, ileri gelen ülkeler arasında yer almaktadır. Risk değerlendirmesi çalışmalarında geçmiş yıllara ait iş kazaları ve meslek hastalıklarının verileri,
risk değerlendirmesinde önemli parametreler arasında yer almaktadır. Veriler, gelecekte meydana gelebilecek kazalara ışık tutmaktadır. Veriler incelenip iş kazası veya meslek hastalığına sebebiyet veren durumlar araştırılarak, gerekli kontrol tedbirleri alınabilir. Bunun yanı sıra işletme genelinde çalışan sayısı, işletme faaliyet alanı, kullanılan malzeme-ekipman tespit edilerek bunların oluşturacağıtehlike ve riskler belirlenip, hangi yöntemin daha faydalı olduğu hususunda karar verilmektedir.
Bu tez çalışmasında; iş sağlığı ve güvenliği açısından en verimli yaklaşım olan proaktif çalışma göz önünde bulundurulduğunda nicel yorumlama yöntemlerini içersinde barındıran matris yöntemi ve çok değişkenli matris yöntemi ele alınmıştır. Nicel yorumlamada sayısal veri kullanıldığından, sonuçları değerlendirmede daha sağlıklı ve gerçekçi bilgilere ulaşmak mümkün olmaktadır. Matris yöntemi ve çok değişkenli matris yönteminde kullanılan veriler kıyaslandığında bazı noktalarda farklılıklar bulunmaktadır. Matris yöntemi ile yapılan risk analizinde bir olayın ortaya çıkma olasılığı ve şiddet derecesinin bileşkesi alınırken,çok değişkenli matris yönteminde ise bir olayın ortaya çıkma olasılığı ve şiddetin yanında, ele alınan işletmede bulunan personel sayısı, yasal zorunluluk ile yine bu işletmede yaşanan iş kazası ve meslek hastalığısayılarıda dikkate alınmaktadır.Kullanılan iki yönteme bakıldığında olasılık ve şiddete ek olarak kullanılan parametreler risk analizi çalışmasını daha detaylandırmakta ve çıkan sonuçların daha sağlıklı yorumlanmasını mümkün kılmaktadır.
6. MATERYAL VE METOD
6.1. Materyal
Eti Maden Kırka Bor İşletmesi’ne ait birimler materyal olarak kullanılmıştır. Kırka Bor İşletme Müdürlüğü ile ilgili çeşitli bilgiler bu çalışmada yer almıştır.
6.2. Metod
Söz konusu tez çalışmasında risk analizi yöntemlerinin karşılaştırılmasında çalışma sahası olarak işletmede yer alan Penta 1 ve Penta 5 Fabrika Birimleri ele alınmıştır. Bu iki fabrikanın seçilmesindeki sebeplere bakıldığında Penta 1 Fabrika Birimi’nin Penta 5 Fabrika Birimi’ne göre daha uzun yıllar boyunca hizmet vermesinden dolayı tehlikelere daha açık olduğunun düşünülmesidir. İncelemesi yapılan bu fabrikalarda tehlike ve riskler hassasiyetle belirlenmiştir. Belirlenen tehlikeler iki yöntem kullanılarak derecelendirilmiş ve birbirleri ile kıyaslanmıştır. Bu yöntemler “matris yöntemi” ve “çok değişkenli matris metodu”dur.
6.3. Matris Yöntemi
Yöntem kullanımında öncelikli olarak tehlikeler ve riskler belirlenmelidir. Risk değerlendirme tablosunda tespit edilen tehlike ve riskler tanımlanır. Belirlenen tehlikeler ve risklerin derecelendirilmesinde Çizelge 6.1. de gösterilen olasılık kriterlerinde,dikey sütunda 1,2,3,4 ve 5 rakamlarıyla kodlanan olasılık rakamları, bu olasılık rakamlarının yatay sütunda karşılığı olan meydana gelme ihtimalleri göz önüne alınarak basamaklandırılması yer almaktadır. Şiddetin belirlenmesinde ise Çizelge 6.2. de dikey sütunda 1,2,3,4 ve 5 rakamları, yatay sütunda rakamlara karşılık şiddetin derecelendirme basamakları yer almaktadır. Tanımlanan tehditlerin değerlendirmesinde olasılık ve şiddet tablosundan ilgili rakamlar belirlenir, bunun bileşkesi alınır. Risk değerlendirme tablosunda ortaya çıkan bileşke risk skorunu oluşturur.Risk skoru 25 ise katlanılamaz riskler grubuna girdiğinden işe başlatılmamalı, eğer devam eden bir faaliyet var ise derhal iş durdurulmalıdır. Olasılık ve şiddet bileşkesinden elde edilen risk skoru 15,16,20 çıkmış ise önemli risk grubunda yer alacağından acil önlem alınmalıdır. Sonuç 8,9,10,12 ise orta düzeydeki riskler grubuna gireceğinden belirlenen riskleri düşürmek için faaliyete başlanmalı, bu faaliyetler yapılacak plana göre gerçekleştirilmelidir. Katlanabilir ve önemsiz riskler grubuna giren tehlikeler, kontrol prosesleri planlamaya gerek olmayan basamaklardır.
Risk analizi tablosunda risk skoru elde edildikten sonra kontrol önlemleri araştırılır ve alınacak tedbirler belirlenir. En yüksek risk skoruna öncelik verilerek, alınacak tedbirler uygulamaya başlatılır ve uygulamalar neticesinde bu tehlikeler ve riskler tekrar gözden geçirilerek yeni risk skoru tablosu oluşturulur.
Yapılan mevcut çalışmaile; L-tipi Matrisin, 5x5 Metodu ile Risk değerlendirmesi yapılmış olup, L tipi matris yöntemi yaklaşımında risk büyüklüğü; “olayın olma olasılığı (O)” ve “olayın etkisi veya şiddeti (Ş)” nin bileşkesidir (Eşitlik 6.1).
Risk Skoru (RS) = (OxŞ) (6.1)
Çizelge 6.1, Çizelge 6.2, Çizelge 6.3 ve Çizelge 6.4’de 5x5 Metodu ile Risk Değerlendirme Kriterleri hakkında bilgiler verilmektedir (Özkılıç, 2005b).
Çizelge 6.1. 5x5 Metodu ile risk analizi kriterleri (olasılık).
Olasılık Ortaya Çıkma Olasılığı İçin Derecelendirme Basamakları ÇOK KÜÇÜK (1) Hemen hemen hiç
KÜÇÜK (2) Çok az (yılda bir kez), sadece anormal durumlarda ORTA (3) Az (yılda birkaç kez)
YÜKSEK (4) Sıklıkla (ayda bir)
ÇOK YÜKSEK (5) Çok sıklıkla (haftada bir, her gün), normal çalışma şartlarında
Belirlenen bir tehlike ve bunun meydana getirdiği riskin yaşanma ihtimaline göre Çizelge 6.1. de ortaya çıkma ihtimali sıklıkları numaralandırılmaktadır. Tehlike ve risk, normal çalışma şartlarında her gün veya haftada bir karşı karşıya kalınan bir durumsa çok yüksek olarak ele alınır ve bunun değeri risk analizi tablosunda olasılık kısmına 5 olarak işlenir. Bu durumun ayda bir yaşanma olasılığı varsa skoru 4, yılda birkaç kez yaşanma ihtimali varsa 3, şayet yılda bir kez yaşanma ihtimali mevcutsa 2, hemen hemen hiç meydana gelmeyorsa değeri 1 olarak alınır ve olasılık kısmının yer aldığı bölüme ilgili rakamlar işlenir.
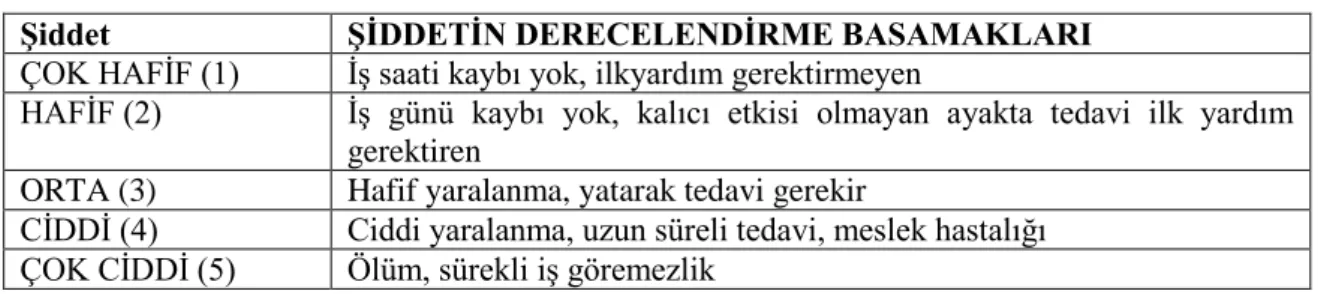
Çizelge 6.2. 5x5 Metodu ile risk analizi kriterleri (şiddet).
Şiddet ŞİDDETİN DERECELENDİRME BASAMAKLARI
ÇOK HAFİF (1) İş saati kaybı yok, ilkyardım gerektirmeyen
HAFİF (2) İş günü kaybı yok, kalıcı etkisi olmayan ayakta tedavi ilk yardım gerektiren
ORTA (3) Hafif yaralanma, yatarak tedavi gerekir
CİDDİ (4) Ciddi yaralanma, uzun süreli tedavi, meslek hastalığı ÇOK CİDDİ (5) Ölüm, sürekli iş göremezlik
Risk skorunu belirlemekte kullandığımız şiddet değerini bulabilmek için Çizelge 6.2. de şiddetin derecelendirme basamaklarına yerverilmiştir. Şiddet derecelendirmesi yapılırken, bir tehlike ve bunun oluşturduğu risk ele alınması sırasında, tehlikenin belirlenmesinden sonra risk ölüm, sürekli iş görmezlik gibi sonuçlanıyorsa; çok ciddi şiddet derecesi olarak tanımlanır ve 5 olarak puanlanır. Hasar verme derecesi ciddi yaralanma, meslek hastalığı veya uzun süreli tedavi gerektiriyorsa şiddet 4 olarak derecelendirilir ve ciddi grupta yer alır. Sonuçları arasında hafif yaralanma, yatarak tedavi gerektiren durumlarda derecelendirme 3, eğer iş kaybı yoksa, kalıcı etkisi olmayıp ayakta tedavi ve ilk yardım gerektiren bir durum var ise skor 2 olarak alınır ve şiddet tablosuna işlenir. Tüm bunların dışında iş saati kaybı ve ilkyardım gerektirmeyen olaylar çok hafif sınıfta yer alır ve 1 skoru ile derecelendirilir.
Çizelge 6.3. 5x5 Metodu ile risk analizi kriterleri (sonuç).
Sonuç Eylem
Katlanılamaz Riskler (25)
Belirlenen risk kabul edilebilir bir seviyeye düşürülünceye kadar iş başlatılmamalı eğer devam eden bir faaliyet varsa derhal durdurulmalıdır. Gerçekleştirilen faaliyetlere rağmen riski düşürmek mümkün olmuyorsa, faaliyet engellenmelidir.
Önemli Riskler (15,16,20)
Belirlenen risk azaltılıncaya kadar iş başlatılmamalı eğer devam eden bir faaliyet varsa derhal durdurulmalıdır. Risk işin devam etmesi ile ilgiliyse acil önlem alınmalı ve bu önlemler sonucunda faaliyetin devamına karar verilmelidir
Orta Düzeydeki Riskler
(8,9,10,12)
Belirlenen riskleri düşürmek için faaliyetler başlatılmalıdır. Bu faaliyetler yapılacak plana göre gerçekleştirilmelidir.
Katlanılabilir Riskler (2,3,4,5,6)
Belirlenen riskleri ortadan kaldırmak için kontrol prosesleri planlamaya ve gerçekleştirilecek faaliyetlerin kayıtlarını saklamaya gerek olmayabilir.
Önemsiz Riskler (1)
Belirlenen riskleri ortadan kaldırmak için kontrol prosesleri planlamaya ve gerçekleştirilecek faaliyetlerin kayıtlarını saklamaya gerek olmayabilir.
Çizelge 6.1. ve Çizelge 6.2. de belirlenen olasılık ve şiddet değerlerinin bileşkesi alınmış ve Çizelge 6.3. de yer alan tabloda risklerin sonuçları elde edilip, basamaklandırılmıştır. Örneğin; tanımlanan bir tehlike ve risk için olasılık değeri 3, şiddet değeri 4 olarak ele edilmişse, olasılık ve şiddetin bileşkesi olan risk skoru 12 olarak bulunur. Yukarıdaki Çizelge 6.3. e göre 12 olarak elde edilen risk sonucu orta düzeydeki riskler grubuna girmiştir. Bu sonuca göre belirlenen riskleri düşürmek için acilen önleyici faaliyetlere ve bu faaliyetlerin belirli bir plan dahilinde başlatılması gerektiği tespit edilmiştir. Çizelgeyi incelediğimizde olasılık ve şiddet bileşkesi sonucu elde edilen risk skoru 1, 2, 3, 4, 5, 6 olarak elde edilmişse, belirlenen
riskleri ortadan kaldırmak için kontrol proseslerini planlamaya, gerçekleştirilecek faaliyetlerin kayıtlarını saklamaya gerek olmayabilir şeklinde yorumlanmıştır. Risk skoru 8, 9, 10, 12 çıkmış ise orta düzeydeki risk grubunda yer alır ve belirlenen riskleri önlemek için alınması gereken önlemler belirlenip, alınması gereken önlemlerinde belirli bir plan dahilinde yapılması gerekmektedir. Önemli risk skoru grubuna dahil olan 15, 16, ve 20 ile derecelendirilen risklerde ise risk azaltılıncaya kadar işe başlatılmaması, acil önlem alınması gerekmektedir. Risk skoru 25 olan katlanılamaz risk grubunda yer alan tehlike, kabul edilebilir risk seviyesine indirilmeden işe başlatılmamalı, eğer düzenleme yapılamıyorsa iş derhal durdurularak, faaliyet engellenmelidir. Bu sonuçlara göre tehlike ve risklerin skorları sınıflandırılmaktadır.
Çizelge 6.4. 5x5 Metodu ile risk analizi kriterleri.
Çizelge 6.3. te belirlenen risk skorları gruplandırmasının ayırt edilebilmesi amacı ile Çizelge 6.4. te görülen renk skalası tablosu oluşturulmuştur. Olasılık ve şiddet derecesinin bileşkesi sonucunda 15, 16, 20 ve 25 olarak elde edilen risk skorları katlanılamaz ve önemli risk grubunu içerdiğinden kırmızı renk ile gösterilmiştir. Risk skoru 8, 9, 10 ve 12 olarak elde
edilen, orta düzeydeki risk grubunda yer alan basamak sarı renk ile belirtilmiştir. Katlanılabilir veya önemsiz risk grubunda yer alan risk skorları için ise mavi renk kullanılmış ve böylece risk analizi tablosunda hangi risklere öncelik verileceği daha kolay belirlenmesi amaçlanmıştır.
6.4. Çok Değişkenli Matris Metodu
Diğer risk analizi yöntemlerindenfarklı bir bakış açısı ortaya koyan çok değişkenli matris metodunda, yasal zorunluluklarında risk analizinde önemli ve etkili bir parametre olduğu vurgulanmıştır. Bu sayede mevcut sonuçların, daha gerçekçi ve daha sağlıklı veriler ortaya çıkaracağı amaçlanmıştır. Temel olarak prensipte matris baz alınmış, akış şeması içeren ve daha çok karmaşık proseslerde uygulanması öngörülmüştür. Bu metodun uygulanması için geçmiş yıl verilerindeki kaza istatistikleri ve oluşturulmuş uygun bir ekip tarafından risk analizininyapılması öngörülmüştür (Şahbaz vd., 2016).
Belirlenen tehlikelerin ve risklerin değerleri hesaplanırken; Tehlikeli olayın meydana gelme olasılığı “O” ile,
Olay veya maruz kalma durumunun yol açabileceği yaralanma veya sağlık bozulmasının ciddiyet derecesi (şiddet) ‘Ş’ ile,
Risk altındaki personel sayısı ‘P’ ile ,
Önceki kaza sayıları ve meslek hastalığı sayıları ‘K’ ile, Yasaya uygunluk ve zorunluluğunu ise ‘Y’ ile
Risk skoru (RS) olarak tanımlanmıştır (Şahbaz vd., 2016).
RS=[((OxŞ)+P+K+Y)) / 34] x 100 (6.2)
Risk skoru rakamının büyüklüğü, riskin de o derece büyük olduğunu göstermektedir. En büyük risk skoru rakamına sahip risklerin önlenmesi, öncelik olarak belirlenmelidir. Bu hesaplama yapılırken, olasılık ve şiddet 5’liskala ile, P, K ve Y ise 3’lü olarak skalalandırılmış ve risk skoru buna göre belirlenmiştir. Çizelge6.5, 6.6, 6.7, 6.8, 6.9 belirtilen skalalara göre riskler derecelendirilmiş ve risk skoru hesaplama formülü ile risklerin puanlaması yapılmıştır (Şahbaz vd., 2016).
Çok değişkenli risk matrisinde belirlenen tehlikeler ve riskleri hesaplamada olasılık, şiddet, personel sayısı, önceki iş kazaları ve meslek hastalıkları sayıları, yasal zorunluluklar puanlanır. Eşitlik 6.2’de yer alan formül kullanılarak risk skoru elde edilir. Risk skoru hesaplanırken olasılık ve şiddet çarpıldıktan sonra elde edilen değere personel sayısı, önceki
kazalar ve meslek hastalıklarının sayısı, yasal zorunluluklar eklenerek, çıkan sonuç 34’e bölünür. Elde edilen sonuç 100 puan üzerinden değerlendirilir ve risk skorunun incelendiğiskala0 ile 100 arasında puanlandırılmıştır.Eşitlik 6.2’de yer alan olasılık, şiddet, personel sayısı, önceki kazalar ve meslek hastalıkları, yasal zorunluluklar gibi parametrelerin en yüksek derece ile puanlandırılması durumunda hesaplanan risk skorunun (RS=[((5x5)+3+3+3=34)/34]x100 = 100 ) 100’ün üzerine çıkmasını engellemek için eşitliğin 34 sayısına bölünmesi uygun bulunmuştur.
Çizelge 6.5. Çok değişkenli matris metodu olasılık skalası.
O : OLASILIK
1 ÇOK DÜŞÜK OLASILIK PRATİKTE OLASI DEĞİL
2 DÜŞÜK OLASILIK ÇOK AZ OLASI (Deprem, yangın, vb. olağan üstü durumlarda oluşabilir)
3 ORTA OLASILIK HAFİF FAKAT OLASI (Kapasitenin üzerine
çıkma, vb. durumlarda oluşabilir)
4 YÜKSEK OLASILIK OLDUKÇA OLASI (Kişilerden kaynaklanan
hatalar, vb. durumlarda oluşabilir)
5 ÇOK YÜKSEK OLASILIK ÇOK YÜKSEK OLASI (Normal çalışma
koşullarında oluşabilir)
Çok değişkenli matris metodunda Çizelge 6.5. de yer alan olasılık skalasında belirlenen tehlike ve risklerin meydana gelme ihtimali düşünülerek, puanlama yapılır. Normal çalışma koşullarında oluşabilen, olma ihtimali çok yüksek olan riskler 5 ile, kişilerden kaynaklanan hatalardan ve buna benzer durumlardan kaynaklanan olma olasılığı yüksek ise 4, hafif fakat oldukça olası bir durum var ise orta olasılık (3), sadece mücbir sebeplerden kaynaklanıyor ise düşük olasılık (2), pratikte olması mümkün değil ise çok düşük olasılık olarak basamaklandırılır.
Çizelge 6.6. Çok değişkenli matris metodu şiddet skalası. Ş : ŞİDDET
1 ÖNEMLİ DEĞİL Yaralanması veya işe ara vermeyi
gerektirmeyen yaralanmalar ve/veya maddi hasar
2 DÜŞÜK ŞİDDETLİ 1 – 5 gün işe ara vermeyi gerektiren
yaralanmalar ve/veya maddi hasar
3 ORTA ŞİDDETLİ Geçici iş göremezlik ( 5 gün ve üzeri rapor) ve/veya maddi hasar
4 YÜKSEK ŞİDDETLİ Kalıcı kısmi hastalık ve/veya maddi hasar 5 ÇOK YÜKSEK ŞİDDETLİ Daima iş göremezlik, meslek hastalığı, ölüm
ve/veya maddi hasar
Çizelge 6.6 da şiddet tablosuna yer verilmiştir. Tablodaki şiddet değerleri 1 ve 5 arasında puanlanmış ve 1’den başlayarak risklerin zarar veya hasar verme potansiyeli artmıştır. Bir tehlike ele alındığında bunun sonucunda daima iş göremezlik, meslek hastalığı veya ölüm var ise çok yüksek şiddetli gruba dahil edilir ve risk analizi tablosunda şiddet kısmına 5 yazılır. Kalıcı hastalık ve/veya maddi hasar var ise şiddet tablosundaki değer 4 olarak ele alınır. Geçici iş göremezlik yani 5 gün ve üzeri rapor alan ve/veya maddi hasar olan risklerde 3, kısa süreli işe ara vermeyi gerektiren durumlarda 2, yaralanma veya işe ara vermeyi gerektirmeyen durumlarda ise şiddet kısmına 1 puan verilir.
Çizelge 6.7. Çok değişkenli matris metodu personel sayısı skalası.
P : PERSONEL SAYISI
1 1 Kişi Risk Altında 2 2 – 10 Kişi Risk Altında 3 10 Kişiden Fazla Risk Altında
Çok değişkenli matris metodunda personel sayısı da önem arz etmektedir. Çizelge 6.7 de görüldüğü üzere personel sayısı skalası mevcuttur. İşletme açısından kaç kişinin risk altında olduğu Çizelge 6.7. ye göre değerlendirilir. Risk analizi yapılacak yer düşünüldüğünde 10 kişiden fazla çalışan risk altında ise 3, çalışan sayısı 2 ve 10 arasında değişiyorsa 2, çalışan sayısı 1 kişi ise puanlamada ilgili kısma 1 işlenir.
Çizelge 6.8. Çok değişkenli matris metodu yasal zorunluluk skalası.
Y : YASAL ZORUNLULUKLAR
1 Tamamı ile uyum veya yasal zorunluluk yok 2 Eksiklikler var
3 Hiç uygun değil
Çizelge 6.8. de yasal zorunluluklar skalası yer almaktadır. İş sağlığı ve güvenliğinde görev ve talimatlar, kanunlar, yönetmelikler vb. durumlar yasal zorunluluk kapsamı içerisinde yer alır. Yasal zorunluluklara uyulmuyorsa 3, eksiklik tespit edilmişse 2, tamamı ile uyum ve yasal zorunluluk yoksa 1 numara ile tabloda ilgili kısma işlenir.
Çizelge 6.9. Çok değişkenli matris metodu önceki kazalar ve meslek hastalıkları skalası. K : ÖNCEKİ KAZALAR ve MESLEK HASTALIKLARI
1 Hiç Kaza Olmamış
2 Yılda 1 – 3 Kez Kaza Olmuş
3 Yılda 3 Kezden Fazla Benzer Kaza Olmuş
Çizelge 6.9 da yer alan skala iş kazası ve meslek hastalıklarının istatistiki bilgisi olup, risk analizi tablosunda yer alan bir parametredir. Önceki kazalar ve meslek hastalıkları bilinirse en çok kazanın neden yaşandığını ortaya koyar ve böylece alınması gereken önlemler belirlenerek iş kazası olma ihtimalini ve meslek hastalığı yaşanma riskini azaltmaya yönelik çalışma yapılmasında yardımcı olur. Skalaya göre yılda 3 kezden fazla benzer kaza olmuş ise 3 olarak ele alınır ve ilgili tabloya işlenir. Yılda 1 veya 3 kez kaza olmuş ise 2, hiç kaza olmamış ise 1 olarak ele alınır ve tablonun ilgili kısımları bu özellikler dikkate alınarak doldurulur.
Yukarıda verilen bilgiler ışığında hesaplanan risk skoru 0-25 arasında ise acil önlem alınmasına gerek yoktur. Kabul edilebilir risk grubunda yer alır. 26-40 arasında risk skoru elde edilmişse eğer, bu dikkat edilmesi önerilen risk grubundadır. 41-60 puan arasında sonuç elde edilmişse mümkün olduğunca çabuk önlem alınması gereklidir. Risk skoru sonucu 61-80 puan ise çok dikkat edilmesi gereken risk grubunda, 81-100 puan arasında ise kabul edilemez risk grubunda yer almakta ve acil önlem alınması gereken risklere girmektedir (Çizelge 6.10) (Şahbaz vd., 2016).
Çizelge 6.10. Çok değişkenli matris yöntemi risk skoruna göre eylem kriterleri.
Sonuç Eylem
81-100 puan Kabul edilemez risk yani acil önlem alınması gereken risktir
61-80 puan
Çok dikkat edilmesi gereken risk, mümkün olduğunca çabuk önlem alınmalıdır.
41-60 puan Dikkat edilmesi gereken risk. Bu risklerle mümkün olduğunca çabuk önlem alınmalıdır
26-40 puan
Dikkat edilmesi önerilen risk. Bu risklerle ilgili önlem alınırsa iyi olur.
7. BORAKS PENTA 1 VE DEKAHİDRAT FABRİKA BİRİMİ
7.1. Boraks Penta 1 ve Dekahidrat Fabrika Birimi Akım Şeması
Boraks Penta 1 ve Dekahidrat Fabrika biriminde -75mm (çözme oluğundan) ve -25 mm Çözme bölümünden olmak üzere sisteme 2 farklı boyutta cevher beslemesi yapılmaktadır. Sisteme giren kırılmış cevher 96°C’de çözülerek cevherin içinden bor madeni ayrılır ve atık kil sistemden uzaklaştırılır. Çözme oluğu bölümünde yapılan cevher beslemesi sonucu doygun çözelti (140-150m³) hazırlanarak çözme bölümüne gönderilir ve burada ekstra bir maden beslemesi daha yapılır. Çözme bölümündeki killi doygun çözelti susuzlandırma eleklerinden geçirilerek iri taneli kil, çözeltiden temizlenir. Ancak eleklerden geçecek boyutta olan ve askıda kalan küçük safsızlıklar çözeltiyle birlikte tikinere gönderilir. Bu bölümde flokülant uygulaması yapılarak askıdaki kil tanecikleri çöktürülür ve tikiner altından killi çözelti (çamur) alınarak dekantörlere beslenir. Tikinerlerin üst kısmından ise taşar şeklinde temiz doygun çözelti alınır ve bu temiz çözelti kristalizatörlere beslenilmek üzere depolama tanklarına gönderilir. Dekantörlere gönderilen killi çözelti, burada katı sıvı ayrımı yapılarak çözelti kısmı çamurdan ayrılır ve sisteme geri kazandırılır. Çıkan kil ise sistemden uzaklaştırılır. Depolama tanklarında 94°C-96°C’de toplanan doygun çözelti vakum altında tutulan kristalizatörlere gönderilerek sıcaklıkları ani olarak 66°C ye düşürülür ve kristallenme sağlanır. Kristalizatörde oluşan lapa, kristalizatörden alınarak hidrosiklonlardan geçirilir ve burada %55-60 oranında katı sıvı ayrımı sağlanır. Sonrasında elde edilen lapa, santrifüjlerden geçirilerek %3-5 nem oranında ürün elde edilir ve bu ürün kurutma bölümüne sevk edilir. Kurutuculara gönderilen ürün kurutucu çıkışında %0,5-1 nem oranında ulaşır ve istenen tane boyutunu ayarlamak için ürün eleklerinden geçirilerek ürün bunkerlerine gönderilir. Son olarak bunkerlerde toplanan ürün buradan sevk edilir.
Şekil 7.1. Boraks Penta 1 ve Dekahidrat Fabrika Birimi akım şeması.
7.2. Çözme Oluğu Bölümü
2010 yılında devreye alınan Şekil 7.2.’de görülen çözme oluğu bölümünün amacı, madenin çözünmesi ve çözünmeyen maddelerin sistemden dışarı atılmasını sağlamaktır. Çözme oluğu ünitesinde -75 mm boyutunda maden beslemesi yapılmaktadır. Sistemde çözünmenin etkinliğini artırmak amaçlı toplam 4 tane klasifikatör(vidalı helezon) bulunmaktadır. Çözme işleminde, proseslerin çıkışından gelen ve çözme oluklarına geri beslenen zayıf çözelti kullanılır. Böylece sisteme su girişi olmamakta, hem su tasarrufu sağlanmakta hem de fazla zayıf çözelti değerlendirilmektedir. Çözme işleminin gerçekleşmesi için uygun sıcaklık 94-98 ºCarasıdır, oluklardaki çözeltiler eşanjörler ile ısıtılarak, sıcaklıkları kontrol edilip sabit kalması sağlanmaktadır (Penta 1 Proses Bilgi Notu, 2017).
Şekil 7.2.Penta 1 çözme oluğu bölümü.
Oluklarda çözdürülen çözelti ve kil karşımınaflokulant sıvı eklenerek çözeliti-kil karışımı içindeki katı maddeleri (partikül, çamur) elektriksel çekim yolu ile önce birbirine yakınlaştırma, sonra ise yumaklaştırıp ağır hale getirme ve çökelterek sıvıdan ayırma özelliği kazandırılır. Topaklaştırılan karışım dekantersantrifüjlere beslenir. Dekantersantrifüjlerde çözelti kilden arındırılarak fabrikaya beslenir (Penta 1 Proses Bilgi Notu, 2017).
7.3. Çözme Bölümü
Çözme bölümünde çözme tankları bulunmaktadır. Fabrikanın bu kısmında -25 mm boyutunda maden beslemesi yapılmaktadır. Bu kısımda fabrikanın farklı bölümlerinden çıkan fazla zayıf çözeltiler ile maden cevheri çözdürülmesi işlemi yapılır. Tankların sıcaklıkları,
çözme işleminin uygun olması için 94-98 ºC arasında tutulmaktadır. Bu tanklardaki sıcaklıklar hem tankların buhar serpantinlerinden hem de bağlı bulunan ısı değiştiricilerden (eşanjör) sağlanır (Penta 1 Proses Bilgi Notu, 2017).
Şekil 7.3. Çözme işlemi sonrası Derricksusuzlandırma eleklerinden geçirilmesi işlemi.
Tanklarda bulunan çözelti karışımı Şekil 7.3.’de görülenDerricksusuzlandırma eleklerine beslenir (Şekil 6.3). DerrickSusuzlandırma eleklerinde ayrılan çözünmeyen katı, kil atık tumba sahasına gönderilir. Bu eleklerin altında kalan çözelti diğer tank aracığıyla tikinerlere gönderilir (Penta 1 Proses Bilgi Notu, 2017).
7.4. Tikiner Bölümü
Konik tabanlı, pervane tipi karıştırıcılı çöktürme reaktörü olan tikinerlerden (Şekil 7.4.)fabrika da 3 tane yer almaktadır (Şekil 6.4). Çözme bölümünde tankta bulunan çözelti, tikinerlerin üzerindeki statik miksere gönderilir. Ayrıca su ile hazırlanan flokulant çözeltisi de aynı statik miksere gönderilir. Burada karışan flokulant çözeltisi ve doygun çözelti, tikinere gelir ve çöktürme işlemi başlamış olur. Tikinerdeki sıcaklık 96-98 ºC olmalıdır. Konik tabanın çıkış hattından, çöken çamurun, çamur tankına akışı sağlanır. Burada toplanan çamur çözeltisi 3 adet dekantersantrifüje gönderilerek çamur içindeki zayıf çözelti sisteme geri kazandırılır ve çıkan kil tumba sahasına gönderilir (Penta 1 Proses Bilgi Notu, 2017).
Tikiner taşarlarından elde edilen çözelti, filtrelerden geçirilerek doygun çözelti toplama tanklarına gönderilir.
Şekil 7.4.Çöktürme işleminin yapıldığı tikiner.
7.5. Kristalizatör Bölümü
Doygun çözelti tanklarında bulunan çözelti, 96-98 °C ‘de Şekil 7.5.’de görülenkristalizatörlere beslenir. Kristalizatörlerdeki çözelti, soğutma kulesinden gelen yoğunlaştırıcıdan geçirilen su ve püskürtücülerden gelen yüksek basınçlı buhar yardımı ile kristalizatör içinde oluşturulan vakum sayesinde (34-37 mBar) ani olarak 66 °C ye soğutulur ve kristallenme sağlanır (Penta 1 Proses Bilgi Notu, 2017).
Kristalleşen lapa, kristal bölümünde bulunan hidrosiklonlara gönderilerek içinde bulunan zayıf çözelti ayrıştırılır. Hidrosiklonlara giden hat üzerinde bulunan vana ile gönderilen lapa çözeltisinin bir kısmı, kristalizatöre (Şekil 7.5) geri gönderilerek, çıkan ürünün istenen büyüklükte ve hekzogonal yapıda olması amaçlanır (Penta 1 Proses Bilgi Notu, 2017).
Hidrosiklonlarda bir kısım zayıf çözeltiden arındırılan lapa, santrifüjlere beslenir ve burada santrifüj etkisiyle nem oranı %5 mertebelerine kadar düşürülür. Santrifüjlerden çıkan maksimum %5 neme sahip kristaller, helezon tip taşıyıcılar aracılığıyla kurutma bölümüne taşınır (Penta 1 Proses Bilgi Notu, 2017).
Şekil 7.5.Kristalizatör.
7.6. Evaporatör Bölümü
Prosesten üretim miktarına bağlı olarak değişen miktarlarda zayıf çözelti çıkışı olmaktadır. Bu çözeltinin bir kısmı, Evaporatör ünitesinde (Şekil 7.6) geri kalan kısmı da Dekahidrat Bölümündebuharlaştırılarak çözelti yoğunluğu artırılır. Proses gereği doğal olarak açığa çıkan zayıf çözelti, atık barajlarına gönderilmeyerek prosese tekrar kazandırılmış olur (Penta 1 Proses Bilgi Notu, 2017).
7.7. Kurutma Bölümü
Kurutma bölümünde 4 adet akışkan yataklı kurutucu bulunmaktadır (Şekil 7.7). Kurutucular emdikleri havayı, eşanjörlerden geçirerek farklı sıcaklıklardaki kurutma odalarına verir. Kurutucuların içerisindeki ürün hareketi, titreşimli motorlar ile sağlanır. Ürünün kurutucu içerisindeki akışı esnasında çıkan toz, toz tutma hücreleri ile emilerek iri taneli olanlar vidalı konveyör ile tanka gönderilir. Toz tutma hücrelerinde tutulamayan daha küçük toz tanecikleri, sulu tip toz tutma sisteminde su püskürtülerek bacadan atılacak havanın içinden tozlar arındırılır. Kurutucudan çıkan ürün, elevatör ile ürün eleklerine taşınır. Burada elek üstü, elek arası ve elek altı olarak titreşimli eleklerde elenir. Elek üstü ürünler kırıcıdan geçirilerek, tekrar eleme ünitesine verilir. Elek arası sevkiyata verilmek üzere, konveyör bantlar yardımıyla ürün bunkerlerine gönderilir. Elek altı ürün ise ihtiyaca göre toz bunkerine veya sisteme geri kazandırılmak üzere zayıf çözelti tankına gönderilerek burada çözdürme işlemine tabi tutulur (Penta 1 Proses Bilgi Notu, 2017).
Şekil 7.7. Kurutma bölümü ürün eleği.
7.8. Dekahidrat Bölümü
Çözelti, kristalizatörde devamlı sirkülasyon halinde tutulur. Kristalizatör vakum sistemi ile çalışmaktadır. Vakum ise; barometrik yoğunlaştırıcılar ve buhar püskürtücüleri ile sağlanır. Çözelti sıcaklığı; 92˚C’den, 43-44 ˚Cye düşürülerek, uygun basınçta, Boraks Dekahidrat kristalleri elde edilir. Kristalizatör içerisinden bir kısım su, buharlaşarak ayrılır. Böylece çözelti daha doygun hale getirilir. Vakum odasında buharlaşan su buharı; barometrikyoğunlaştırıcılarda