T.C.
SELÇUK ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ
RASSAL GÖREV SÜRELĠ U-TĠPĠ MONTAJ HATLARININ YENĠDEN DENGELENMESĠ
ĠÇĠN KARINCA KOLONĠSĠ OPTĠMĠZASYONU ALGORĠTMASI
Erkan ÇELĠK YÜKSEK LĠSANS
Endüstri Mühendisliği Anabilim Dalı
Temmuz-2011 KONYA Her Hakkı Saklıdır
TEZ KABUL VE ONAYI
Erkan ÇELĠK tarafından hazırlanan “Rassal Görev Süreli U-Tipi Montaj Hatlarının Yeniden Dengelenmesi için Karınca Kolonisi Optimizasyonu Algoritması ” adlı tez çalıĢması 29/07/2011 tarihinde aĢağıdaki jüri tarafından oy birliği / oy çokluğu ile Selçuk Üniversitesi Fen Bilimleri Enstitüsü Endüstri Mühendisliği Anabilim Dalı‟nda YÜKSEK LĠSANS olarak kabul edilmiĢtir.
Jüri Üyeleri Ġmza
BaĢkan
Yrd. Doç. Dr. Ġsmail KARAOĞLAN ………..
DanıĢman
Doç. Dr. Yakup KARA ………..
Üye
Yrd.Doç. Dr. Ömer Kaan BAYKAN ………..
Yukarıdaki sonucu onaylarım.
Prof. Dr. Bayram SADE FBE Müdürü
TEZ BĠLDĠRĠMĠ
Bu tezdeki bütün bilgilerin etik davranıĢ ve akademik kurallar çerçevesinde elde edildiğini ve tez yazım kurallarına uygun olarak hazırlanan bu çalıĢmada bana ait olmayan her türlü ifade ve bilginin kaynağına eksiksiz atıf yapıldığını bildiririm.
DECLARATION PAGE
I hereby declare that all information in this document has been obtained and presented in accordance with academic rules and ethical conduct. I also declare that, as required by these rules and conduct, I have fully cited and referenced all material and results that are not original to this work.
Erkan ÇELĠK
iv ÖZET
YÜKSEK LĠSANS
RASSAL GÖREV SÜRELĠ U-TĠPĠ MONTAJ HATLARININ YENĠDEN DENGELENMESĠ ĠÇĠN KARINCA KOLONĠSĠ OPTĠMĠZASYONU
ALGORĠTMASI
Erkan ÇELĠK
Selçuk Üniversitesi Fen Bilimleri Enstitüsü Endüstri Mühendisliği Anabilim Dalı
DanıĢman: Doç. Dr. Yakup KARA
2011, 74 Sayfa
Jüri
Doç. Dr. Yakup KARA Yrd. Doç. Dr. Ġsmail KARAOĞLAN Yrd. Doç. Dr. Ömer Kaan BAYKAN
Montaj hattı yeniden dengeleme, mevcut olan bir montaj hattının ürün yapısında veya talep hacminde meydana gelebilecek herhangi bir değiĢiklik doğrultusunda daha etkili bir Ģekilde dengelenmesidir. Bu çalıĢmada, rassal görev süreli (stokastik) tek modelli U-tipi montaj hattı yeniden dengeleme problemi için çevrim süresinin değiĢmesiyle ortaya çıkacak yeniden dengeleme maliyetlerini minimize etmeye yönelik bir yaklaĢım geliĢtirilmiĢtir. Yeniden dengeleme maliyetleri istasyon iĢletme maliyeti, yer değiĢtirme maliyeti ve istasyon açma/kapatma maliyetinden oluĢmaktadır. Ġstasyon iĢletme maliyeti hattın ne kadar süre iĢletileceğini bağlı olarak ortaya çıkarken, yer değiĢtirme maliyeti ise görevlerin mevcut hat dengesine göre görev yerleri değiĢen görevlerin toplam yer değiĢtirme maliyetlerinden oluĢmaktadır. Ġstasyon açma/kapatma maliyeti ise mevcut hat dengesine göre istasyon sayısının değiĢmesi sonucu hatta artan veya azalan iĢçi sayısının maliyetinden oluĢmaktadır. Yeniden dengeleme maliyetlerini minimize etmeyi amaçlayan bir karınca kolonisi optimizasyonu algoritması önerilmiĢtir. Ayrıca montaj hattı yeniden dengelemede, görevlerin yer değiĢtirmesine izin verilmeden tüm görevlerin mevcut hat dengesindeki konumları sabit kalmak kaydıyla istasyonlara gruplandırılma alternatifleri değerlendirilerek, görevlerin yer değiĢtirmesine izin verilen ve izin verilmeyen durumlar için maliyet kıyaslamaları yapılmıĢtır. Elde edilen sonuçlar, 1.320 problemin 1.252‟sinde yani %94,8‟inde görevlerin yer değiĢtirmesine izin verilmeyen durumun maliyetlerinin, görevlerin yer değiĢtirmesine izin verilen durumun maliyetlerinden daha iyi veya eĢit olduğunu göstermektedir.
Anahtar Kelimeler: Karınca Kolonisi Optimizasyonu Algoritması, Montaj Hattı Dengeleme, Rassal Görev Süreli U-tipi Montaj Hattı Yeniden Dengeleme
v ABSTRACT
MS
ANT COLONY OPTIMIZATION ALGORITHM FOR RE-BALANCING OF U-SHAPED ASSEMBLY LINES WITH STOCHASTIC TASK TIMES
Erkan ÇELĠK
THE GRADUATE SCHOOL OF NATURAL AND APPLIED SCIENCE OF SELÇUK UNIVERSITY
THE DEGREE OF MASTER OF SCIENCE IN INDUSTRIAL ENGINEERING
Advisor: Assoc.Prof. Dr. Yakup KARA
2011, 74 Pages
Jury
Assoc. Prof. Dr. Yakup KARA Assist. Prof. Dr. Ġsmail KARAOĞLAN Assist. Prof. Dr. Ömer Kaan BAYKAN
Assembly line re-balancing is effectively balancing the existing assembly line when a change occurs in product characteristics or demand. This study proposed a cost-based approach for solving single model U-shaped stochastic assembly line re-balancing problem for the purpose of minimizing re-balancing cost produced by changes in cycle times. Cost of re-balancing consists of station operating cost, relocation cost, and cost of opening or closing a station. Station operating cost depends on the planning horizon. Relocation cost consists of the total relocation cost based on the changes in places of the tasks according to existing line balancing. Cost of opening or closing a station depends on the changes the number of stations or workers in an assembly line. In this study an ant colony optimization algorithm proposed to minimize the re-balancing costs of an assembly line. In addition, task grouping alternatives for stations are evaluated and cost comparisons is made for allowed and disallowed relocation of tasks. The results show that costs of disallowed relocation of tasks are better than the costs of allowed relocation of tasks in 1.252 (94,8%) of 1.320 problems or equal to it.
Keywords: Ant Colony Optimization Algorithm, Assembly Line Balancing, Stochastic U-shaped Assembly Line Re-balancing
vi
ÖNSÖZ
Bu çalıĢma sürecinde, engin mesleki birikim ve deneyimlerini içtenlikle sunan, önerileri ile yol gösterip doğru yolda gitmemi sağlayan ve her türlü yardımı esirgemeyen danıĢman hocam Sayın Doç. Dr. Yakup KARA‟ya, algoritmayı anlamamda ve program yazımı sürecinde önerilerini ve bilgilerini benimle paylaĢan ve değerli vaktini bana ayırarak çok büyük yardımda bulunan değerli arkadaĢım Sayın ArĢ. Gör. Yakup ATASAGUN‟a, desteklerini esirgemeyen değerli mesai arkadaĢım ArĢ. Gör. Muhammet GÜL‟e, bu süreçte manevî destekleri ile sürekli yanımda olan aileme sonsuz teĢekkürlerimi sunarım.
Erkan ÇELĠK KONYA-2011
vii ĠÇĠNDEKĠLER ÖZET ... iv ABSTRACT ... v ÖNSÖZ ... vi ĠÇĠNDEKĠLER ... vii
SĠMGELER VE KISALTMALAR ... viii
1. GĠRĠġ ... 1
2. KAYNAK ARAġTIRMASI ... 3
2.1. Rassal Görev Süreli U-tipi Montaj Hattı Dengeleme ... 3
2.2. Montaj Hattı Dengelemede Karınca Kolonisi Optimizasyonu Algoritması ... 5
2.3. Montaj Hattı Yeniden Dengeleme ... 7
3. MATERYAL VE YÖNTEM ... 16
3.1. Materyal ... 16
3.1.1. Temel kavramlar ... 17
3.1.2. Montaj hattı dengeleme problemleri ... 21
3.1.3. Montaj hattı yeniden dengeleme ... 26
3.1.4. Rassal görev süreli u-tipi montaj hattı yeniden dengeleme problemi ... 28
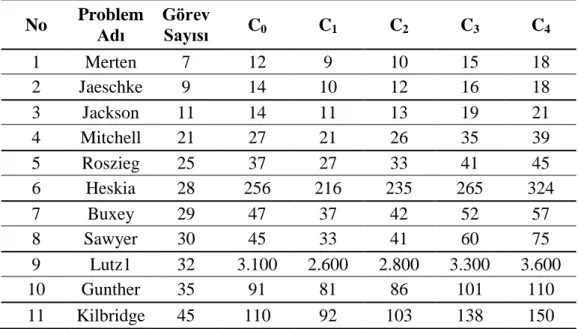
3.1.5. AraĢtırmada kullanılan test problemleri ... 34
3.2. Yöntem ... 34
3.2.1. Karınca kolonisi optimizasyonu algoritmasının temelleri ... 34
3.2.2. Önerilen karınca kolonisi optimizasyonu algoritması ... 39
3.2.3. Açıklayıcı örnek ... 41
3.2.4. Deney tasarımı ... 48
4. ARAġTIRMA SONUÇLARI VE TARTIġMA ... 50
5. SONUÇLAR VE ÖNERĠLER ... 57 5.1. Sonuçlar ... 57 5.2. Öneriler ... 58 KAYNAKLAR ... 59 EKLER ... 64 ÖZGEÇMĠġ ... 74
viii
SĠMGELER VE KISALTMALAR
Simgeler
AGKk :Görev sırasının k. pozisyona görev eklemek üzere oluĢturulmuĢ
atanabilir görevler kümesi
FMk :k. pozisyona atanacak görevin feromon miktarı
ĠD- :Yeniden dengelemede görevlerin yer değiĢtirmesine izin verilmeyen durum ĠD+ :Yeniden dengelemede görevlerin yer değiĢtirmesine izin verilen durum SGk :k.pozisyona atanabilir görevler kümesinden seçilen görev
SOk :k.pozisyona atanacak görevin seçilebilme olasılığı
TFMk :k.pozisyondaki atanabilir görevler kümesinde bulunan görevlerin toplam
feromon miktarı
Wk :k. istasyonuna atanan görevlerin kümesi,
Z1-α :Birikimli standart normal dağılımın olasılığı için tablo değeridir.
Kısaltmalar
KKOA :Karınca kolonisi optimizasyonu algoritması MHD :Montaj hattı dengeleme
MHYD :Montaj hattı yeniden dengeleme
R-MHD :Rassal görev süreli u-tipi montaj hattı dengeleme
R-MHYD :Rassal görev süreli u-tipi montaj hattı yeniden dengeleme VK :Varyans katsayısı
1. GĠRĠġ
SanayileĢme sürecinde, iĢlerin parçalara ayrılarak, bu parçaların ayrı ayrı iĢçiler tarafından yapılması yoluyla daha hızlı ve ucuz üretim yapılabileceği görüĢü ortaya çıkmıĢtır. Bunun sonucu olarak üretim, üzerinde değiĢik iĢ istasyonlarının bulunduğu belirli bir hat üzerinden malzemelerin geçirilmesi yoluyla yapılır hale gelmiĢtir. Montaj hatları, günümüz endüstrisinde önemli bir yeri olan kitle üretim sistemlerinin önemli bir parçasıdır. Montaj hatları günümüzde, otomotiv, elektronik, beyaz eĢya gibi birçok sektörde yaygın olarak kullanılmaktadır. Genellikle üretim süreçlerinin son aĢamaları olan montaj hatlarının performansı, üretim süreçlerinin genel performansı üzerinde önemli etkiye sahiptir (Kara, 2004).
Bir montaj hattı, belirli sayıda ardıĢık iĢ istasyonunun birbirlerine bir malzeme taĢıma sistemi ile bağlanmasıyla meydana gelir. Malzemeler, bu istasyonlar arasında sabit bir taĢıma hızıyla hareket eder. Her istasyonda, ürünün tamamlanması için gerekli olan görevlerden bazıları gerçekleĢtirilir ve hattın sonuna gelindiğinde, ürün tamamlanmıĢ olur. Görev, bir montaj hattında tamamlanması gereken toplam iĢin, iĢin niteliğine göre bölünebilecek en küçük parçasıdır. Bu görevler, aralarındaki öncelik iliĢkileri göz önünde bulundurularak istasyon adı verilen yerlerde gerçekleĢtirilir. Montaj hattı üzerindeki bir istasyona, o istasyona atanan görevlerin tamamlanması için ayrılan süreye çevrim süresi adı verilir. Çevrim süresi, bir montaj hattı üzerindeki bütün istasyonlar için eĢit olup, malzemelerin istasyonlar arasındaki sabit taĢıma hızını belirleyen faktördür (Kara, 2004).
Montaj hatları, ürün çeĢitliliğine göre iki temel sınıfa ayrılabilir. Tek çeĢit ürünün üretildiği montaj hatları Tek Modelli Montaj Hatları; farklı ürünlerin veya aynı ürünün farklı modellerinin üretildiği montaj hatları ise, Çok/Karışık Modelli Montaj
Hatları olarak adlandırılır. Hattın Ģekli açısından bakıldığında ise, montaj hatları temel
olarak Düz ve U-tipi olmak üzere ikiye ayrılır. Düz montaj hatlarının en önemli özelliği, bu hatların düz bir çizgi Ģeklinde yerleĢtirilmiĢ olmalarıdır. U-tipi montaj hatlarını düz montaj hatlarından ayıran en önemli özellik, hattın Ģeklinin giriĢ ve çıkıĢı aynı yönde olacak Ģekilde, U Ģeklinde olmasıdır. U-tipi montaj hatlarının iki temel avantajı vardır. Birincisi; U-tipi montaj hattının özel bir tür üretim hücresi olması dolayısıyla hatta çalıĢan iĢçiler arasındaki görülebilirliğin, bu sayede iĢbirliği ve iletiĢimin yüksek olması, diğeri ise; öncelik iliĢkilerine bağlı olarak hem hattın baĢlangıç hem de bitiĢ
kısmından görev atayabilme imkânı sağlaması nedeniyle ortaya çıkan dengeleme esnekliğidir.
Montaj hattı dengeleme (MHD) problemlerinde amaç, her görevin bir istasyona atandığı, öncelik kısıtlarının ve var olan diğer kısıtların dikkate alındığı uygun bir hat dengesine ulaĢmaktır (Becker ve Scholl, 2006).
Montaj hattı yeniden dengeleme (MHYD) problemi, talebin değiĢmesi veya üründe meydana gelebilecek herhangi bir değiĢiklikten dolayı hattın daha etkili ve verimli bir Ģekilde tasarlanması ihtiyacından dolayı açığa çıkan bir problemdir. Bu problem son zamanlarda araĢtırmacıların dikkatini çekmiĢ ve gerçek hayattaki uygulamalarla birebir aynı olmasından dolayı üzerinde durulması gerektiği vurgulanmıĢtır.
Bu çalıĢmada, rassal görev süreli U-tipi montaj hattı yeniden dengeleme (R-MHYD) problemlerinin çözümü için karınca kolonisi optimizasyonu algoritması (KKOA) tabanlı bir çözüm yaklaĢımı geliĢtirilmiĢ ve performansı değerlendirilmiĢtir. Literatürdeki çalıĢmalar incelendiğinde R-MHYD probleminin üzerinde çalıĢılmamıĢ bir konu olduğu dikkat çekmektedir. Bu çalıĢmanın öncelikli amacı, literatürdeki bu eksikliği dolduracak çözüm yaklaĢımının geliĢtirilmesidir. Bu çalıĢmada tek modelli R-MHYD probleminde mevcut hat dengesine göre görevlerin yer değiĢtirmesine izin verilen ve mevcut hat dengesine göre görevlerin yer değiĢtirmesine izin verilmeyen durumları dikkate alan maliyet odaklı bir yaklaĢım geliĢtirilmiĢtir. Literatürdeki çalıĢmalar incelendiğinde, MHYD problemlerinde görevlerin yerlerinin değiĢtirilmesine izin verilen ve izin verilmeyen durumlarda yeniden dengelemenin maliyet bakımından karĢılaĢtırılmasına yönelik herhangi bir çalıĢma bulunmamaktadır. R-MHYD kapsamında bu karĢılaĢtırmanın yapılması ise çalıĢmanın ikinci temel amacıdır.
Literatürde yaygın olarak kullanılan deterministik görev süreli test problemleri belirli varsayımlar altında R-MHYD test problemlerine dönüĢtürülmüĢ ve bu problemler kullanılarak deneyler gerçekleĢtirilmiĢtir.
2. KAYNAK ARAġTIRMASI
Kaynak araĢtırması üç bölümden oluĢmaktadır. Birinci bölümde R-MHD ile ilgili çalıĢmalar araĢtırılmıĢtır. Ġkinci bölümde KKOA yöntemi kullanılan MHD uygulamaları incelenmiĢtir. Kaynak araĢtırmasının son bölümünde ise MHYD problemi çalıĢmaları detaylı bir Ģekilde araĢtırılmıĢtır.
2.1. Rassal Görev Süreli U-tipi Montaj Hattı Dengeleme
R-MHD problemi ilk olarak Moodie ve Young (1965) tarafından ele alınmıĢtır. Moodie ve Young (1965), iki aĢamalı bir sezgisel prosedür geliĢtirmiĢlerdir. Ġlk aĢamada, “En büyük görev süresi” kuralına göre bir denge oluĢturulur, ikinci aĢamada görevler istasyonlar arasında boĢ zamanı azaltmak ve boĢ zamanları istasyonlara mümkün olduğunca eĢit olarak dağıtacak Ģekilde atanırlar. Bir istasyona atanan görevin bu istasyonda tamamlanma olasılığının önceden belirlenmiĢ bir değerden yüksek veya eĢit olması istenmektedir. Görev sürelerinin normal dağılıma sahip olduğu varsayılmaktadır.
U-tipi MHD problemleri için Miltenburg (2001), Becker ve Scholl (2006)‟nın literatür çalıĢmaları incelenebilir. Ayrıca U-tipi R-MHD problemi için Ģu çalıĢmalar incelenmiĢtir.
Ohno ve Nakade (1997), tam zamanında üretim sisteminde çok fonksiyonlu iĢçilerin bulunduğu U-tipi üretim hattını dikkate almıĢlardır. Görev süresi, iĢçinin iĢlem süresi ve yürüme süreleri birbirlerinden bağımsızdır ve rassal bir değiĢkenle tanımlanmıĢtır.
Nakade ve Ohno (1997), bir adet çok-fonksiyonlu U-tipi üretim hattı için öncelikle yürüme süresini, görev süresini ve çevrim süresini deterministik süreler olarak dikkate almıĢlardır. ĠĢçi sayısı belirliyken çevrim süresinin minimize edilmesi amaçlanmıĢtır. Aynı zamanda görev süresi ve yürüme süresini rassal süreler alınarak incelenmiĢtir.
Chand ve Zeng (2001), görev sürelerinin rassal varsayıldığı durumda geleneksel hatlar ile U-tipi hatların performanslarını kıyaslamıĢlardır. Performans tespitinde benzetim ve analitik yaklaĢımlar kullanılmıĢtır.
Ağpak ve ark. (2002), görev sürelerinin normal dağılıma uyduğu varsayılan U-tipi hatlar için bir sezgisel geliĢtirmiĢlerdir. Arcus (1966) tarafından deterministik
modeller için geliĢtirilen Comsoal metodundan faydanılmıĢtır. Yönetim tarafından belirlenen %98 güven seviyesi kısıtı altında istasyon sayısının minimize edilmesi amaçlanmıĢtır.
Guerriero ve Miltenburg (2003), görev sürelerinin rassal süreler olduğu varsayılan durumda U-tipi MHD probleminde çevrim süresini minimize etmeyi amaçlamıĢlardır. Optimum çözümü bulmak için yinelemeli bir algoritma ve en kısa yol algoritması önermiĢlerdir.
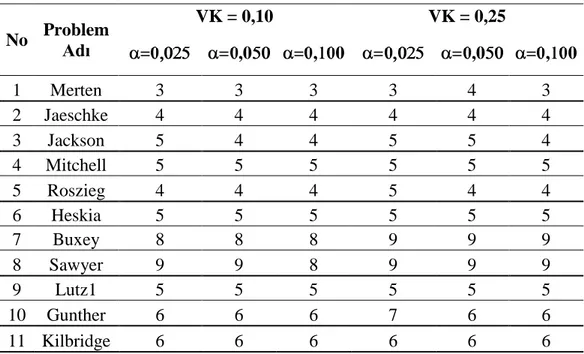
Erel ve ark. (2005), R-MHD probleminde toplam tamamlanmama ve toplam iĢçilik maliyetini minimize etmeyi amaçlayan Demet Araması (Beam Search) sezgiselini önermiĢlerdir. R-MHD probleminde 3 farklı çevrim süresi ve 2 farklı varyans katsayısı (VK) kullanmıĢlardır. Kullanılan VK‟lar 0,1 ve 0,25 olarak sırasıyla düĢük ve yüksek varyans olarak belirtilmiĢtir.
Chiang ve Urban (2006), R-MHD problemi için baĢlangıç uygun çözüm modülünü ve çözüm iyileĢtirme modülünü içeren melez bir sezgisel algoritma önermiĢlerdir. Üç farklı tamamlanmama olasılığı ve iki faklı görev süresi varyansı için farklı çevrim sürelerine sahip test problemlerini çözmüĢlerdir. Elde edilen sonuçlara göre, sezgiselin etkili bir sezgisel olduğunu belirtmiĢlerdir.
Urban ve Chiang (2006), R-MHD probleminde optimum çözümü bulmayı amaçlayan Ģans kısıtlı, parçalı doğrusal, tamsayılı programlama modeli önermiĢlerdir. DüĢük ve yüksek varyanslı görev sürelerine sahip farklı çevrim süreli test problemlerini çözmüĢlerdir. Önerilen yöntemin pratik boyuttaki problemleri çözen bir yöntem olduğu sonucuna varmıĢlardır.
Ağpak ve Gökçen (2007), geleneksel ve U-tipi R-MHD problemi için Ģans kısıtlı tamsayılı programlama modeli geliĢtirmiĢlerdir. Görev sürelerinin rassal süreler olduğu varsayılan durumlardada meydana gelen, sistem güvenliğini artırmak için bir hedef programlama yaklaĢımı önermiĢlerdir. GeliĢtirilen modelde amaç, istasyon sayısının minimize edilmesidir.
Baykasoğlu ve Özbakır (2007), R-MHD problemi için çok-kurallı genetik algoritma önermiĢlerdir. Önerilen algoritmada görevler 10 farklı kurala göre istasyonlara atanmaktadır. Atama kısıtında görevin tamamlanmama olasılığı %2 olarak tanımlanmıĢtır. Görev sürelerinin normal dağılımı uyduğu varsayılmaktadır.
Bagher ve ark. (2010), R-MHD probleminde istasyon sayısını, boĢ zamanı ve tamamlanmama olasılığını minimize etmeyi amaçlayan yeni bir melez algoritma önermiĢlerdir. Bu algoritma Comsoal, görev atama kuralı sezgiseli ve emperyalist
rekabetçi algoritmanın birleĢtirilmesinden meydana gelmektedir. Önerdikleri algoritmayı literatürdeki test problemlerine uygulamıĢlardır. Elde edilen sonuçları genetik algoritma ile kıyaslamıĢlardır ve daha iyi sonuçlara ulaĢmıĢlardır.
2.2. Montaj Hattı Dengelemede Karınca Kolonisi Optimizasyonu Algoritması
Bautista ve Pereira (2002), basit MHD problemi için KKOA önermiĢlerdir. Uyguladıkları KKOA feromon bilgi yönetim politikalarında görev-görev, görev-pozisyon ve görev-istasyon politikalarını uygulamıĢlardır. Ayrıca KKOA feromon okuma prosedüründe lokal arama ve lokal olmayan arama prosedürüne direk ve kümülatif prosedürleri uygulamıĢlardır. Tip-I MHD probleminde istasyon sayısını minimize eden Tepe Tırmanma (Hill Climbing) prosedürünü uygulamıĢlardır. Ele alınan problemlerde optimum çözüme bir ve beĢ dakika kısıtı altında ulaĢmayı hedeflemiĢlerdir. 267 test probleminin bir dakika kısıtı altında 180 probleminde optimum çözümü elde ederken, beĢ dakika kısıtı altında ise 182 probleminde optimum çözümü elde etmiĢlerdir.
Mcmullen ve Tarasewich (2003), paralel istasyonlu karıĢık modelli R-MHD problemini çözmek için karınca algoritması tabanlı bir yaklaĢım önermiĢlerdir. Görev sayıları 21 ile 74 arasında değiĢen 6 problemin sonuçlarını elde etmiĢlerdir. Elde edilen sonuçları literatürde bulunan 23 farklı yöntemle kıyaslamıĢlardır.
Dereli ve ark., (2004), çift taraflı MHD problemi için KKOA önermiĢlerdir. Elde ettikleri sonuçları genetik algoritma ve grup atama prosedürü ile karĢılaĢtırmıĢlardır. Uyguladıkları algoritmanın, çift taraflı MHD problemini için alternatif çözüm yöntemlerden biri olabileceği sonucunu elde etmiĢlerdir.
Baykasoğlu ve ark. (2005), çok amaçlı basit ve U-tipi MHD problemi için karınca kolonisi optimizasyonu tabanlı sezgisel bir algoritma önermiĢlerdir. Çok amaçlı basit ve U-tipi MHD probleminde optimum çözümü elde etmek için Comsoal algoritması, pozisyon ağırlığı derecelendirme sezgiseli ve KKOA sezgisellerini birleĢtiren yeni bir algoritma geliĢtirmiĢlerdir. Ġstasyon sayısının ve düzgünlük indeksinin minimize edilmesi amaçlanmıĢtır.
Mcmullen ve Tarasewich (2006), çok amaçlı MHD probleminde KKOA tabanlı bir algoritma önermiĢlerdir. Geleneksel montaj hattında sistem kullanımı, tamamlanma olasılığı ve sistem tasarım maliyetleri arasında ödünleĢtirme gerektiren bir amaç
fonksiyonu belirlemiĢlerdir. Önerilen yaklaĢımı 45 görevli bir MHD problemine uygulamıĢlardır ve tek amaçlı MHD problemiyle kıyaslamıĢlardır.
Bautista ve Pereira (2007), zaman ve yer kısıtlı MHD problemi için karınca algoritması önermiĢlerdir. Zaman ve yer kısıtlı MHD problemi için çevrim süresi, istasyon sayısı ve mevcut alana bağlı olarak 8 (varyant) çeĢit problem önermiĢlerdir. Problemlerde çevrim süresi, istasyon sayısı ve mevcut alan sabit bir değer veya optimizasyon kriteri olabilmektedir.
Vilarinho ve Simaria (2006), bölgeleme kısıtlı paralel istasyonlu karıĢık modelli MHD problemi için KKOA önermiĢlerdir. Belirli çevrim süresinde montaj hattındaki iĢçi sayısının minimize edilmesi amacının yanında istasyonlar arasındaki iĢ yükü düzgünlüğü de dikkate alınmıĢtır. 20 farklı problemi tavlama benzetimi sezgiseli ile kıyaslamıĢlardır. Elde ettikleri sonuçlara göre KKOA‟nın tavlama benzetimi sezgiselinden daha iyi sonuçlar verdiğini belirtmiĢlerdir.
Zhang ve ark. (2007), Tip-I basit MHD problemi için feromon toplama kurallı iyileĢtirilmiĢ bir KKOA önermiĢlerdir. Yapılan test problemlerinin sonuçlarına göre bu algoritmanın etkinliğini kanıtladığını ve diğer MHD problemleri için uygulanabileceği sonucuna varmıĢlardır.
Baykasoğlu ve Dereli (2008), bölgeleme kısıtlı çift taraflı MHD problemi için karınca kolonisi tabanlı bir sezgisel önermiĢlerdir. Bu çalıĢmanın, çift taraflı MHD problemine karınca kolonisi sezgiselinin nasıl uygulanacağına dair yapılan ilk çalıĢmalardan biri olduğunu belirtmektedirler. Ġstasyon sayısının minimize edilmesi ve görev iliĢkilerinin maksimize edilmesi amaçlanmıĢtır.
Baykasoğlu ve Dereli (2009), basit ve U-tipi MHD problemi için karınca kolonisi optimizasyonu tabanlı bir sezgisel algoritma önermiĢlerdir. Bu algoritma Comsoal, pozisyon ağırlığı derecelendirme sezgiseli ve KKOA‟nın birleĢtirilmesiyle oluĢturulmuĢ bir sezgiseldir. Literatürdeki farklı çevrim sürelerine ve görev sayılarına sahip test problemlerini çözmüĢlerdir. Elde ettikleri basit ve U-tipi MHD problemi sonuçlarını optimum istasyon sayılarıyla karĢılaĢtırmıĢlardır.
Khaw ve Ponnambalam (2009), düz ve U-tipi MHD probleminin hat etkinliğini ve düzgünlük indeksini optimize etmek için KKOA ve 15 görev atama kuralını birleĢtiren bir melez algoritma önermiĢlerdir. Önerdikleri melez algoritmayı çok-kurallı çok-amaçlı tavlama benzetimi ile karĢılaĢtırmıĢlardır. Problemlerin %50‟den fazlasının önerilen yönteme eĢit veya daha iyi sonuç verdiklerini elde etmiĢlerdir.
Sabuncuoğlu ve ark. (2009), tek modelli U-tipi MHD problemi için istasyon sayısını minimize etmeyi amaçlayan KKOA önermiĢlerdir. Öncelikle KKOA için bir parametre optimizasyonu önermiĢlerdir. Önerdikleri sezgiseli literatürde iyi bilinen ULINO ve tavlama benzetimi ile kıyaslamıĢlardır.
Simaria ve Vilarinho (2009), çift taraflı karıĢık modelli MHD problemi için matematiksel model ve KKOA önermiĢlerdir. Önerilen matematiksel modelde öncelikli amaç hattaki istasyon sayısının minimize edilmesidir. Aynı zamanda farklı modeller için istasyonlar arasındaki iĢ yüklerini de dengelemek amaçlanmaktadır.
Zhang ve ark. (2009), düz karıĢık modelli deterministik görev süreli MHD problem için karınca algoritması önermiĢlerdir. YapmıĢ oldukları uygulamada 33 görevli ve üç farklı modelli montaj hattı için optimum istasyon sayısını elde etmiĢlerdir.
Chica ve ark. (2010), yer ve zaman kısıtlı MHD problemi için çok amaçlı bir karınca algoritması önermiĢlerdir. Bautista ve Pereira (2007)‟nın önerdikleri otomotiv endüstrisinde karmaĢık ve çok kriterli bir problem olan zaman ve yer kısıtlı MHD probleminin belirli çevrim süresi kısıtı altında istasyon sayısını ve göreve ait gerekli alanı minimize eden varyasyonunu ele almıĢlardır.
2.3. Montaj Hattı Yeniden Dengeleme
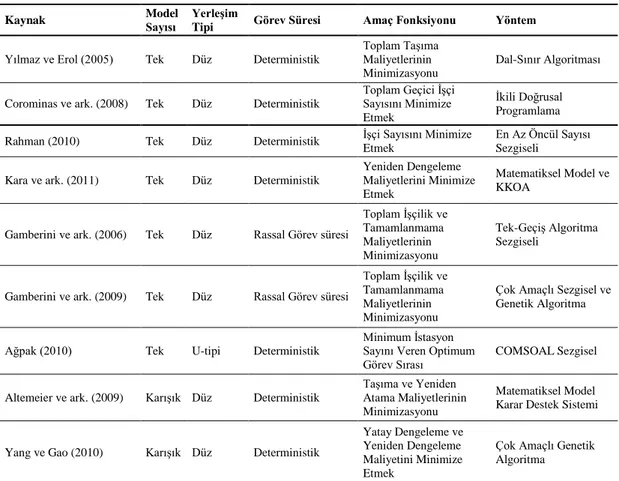
MHYD problemi birçok araĢtırmacı tarafından dile getirilmiĢtir fakat önerilen yaklaĢımlar ve uygulamalar son derece kısıtlıdır. Gunter ve ark. (1983), Dar-El ve Rubinovitz (1991), Miltenburg (1998, 2001), Falkenauer (2005), Boysen ve ark. (2007, 2008, 2009) yeniden dengelemeden bahsetmiĢlerdir. Yılmaz ve Erol (2005), Gamberini ve ark. (2006), Corominas ve ark. (2008), Altemeier ve ark. (2009), Gamberini ve ark. (2009), Ağpak (2010), Rahman (2010), Yang ve Gao (2010), Kara ve ark. (2011) ise bu alanda çalıĢmalar önermiĢlerdir.
Gunter ve ark. (1983), mühendislerle yaptıkları görüĢmelerin ve anketlerin sonuçlarına göre yeniden dengelemede iĢçiye veya iĢ alanına atanan iĢ yükünün son dengeye göre artmaması veya artması durumunda minimize edilmesi gerektiğini vurgulamıĢlardır. Yeniden dengelemede çevrim süresi değiĢtiğinde iĢçilere yüklenen iĢ yükünün artması sonucu iĢçilerde moral sorunları oluĢabileceğini vurgulamıĢlardır. Belirtilen bu amaç hattın ilk dengelenmesinde dikkate alınmamaktadır fakat meydana gelecek değiĢimler sonucu yapılacak bir sonraki yeniden dengelemede dikkate alınmaktadır.
Dar-El ve Rubinovitz (1991), yeni ürünler için, öğrenme teorisinden faydalanarak bir MHD algoritması geliĢtirmiĢlerdir. Öğrenme sonucunda görev sürelerinde değiĢiklikler olması nedeniyle geliĢtirilen bu algoritma, yeniden dengelemede görev sürelerinin güncellenmesini dikkate almaktadır. Önerilen algoritma yeniden dengelemede bölgeleme kısıtları dikkate alınarak, görevlerin mevcut hat dengesine göre istasyonlarında kalmasını maksimize etmede ve öğrenme kayıplarını minimize etmede iyi sonuçlar vermektedir. Öğrenmenin neden olduğu dengesizliğin giderilmesi ve görevlerin yeni istasyonlara atanmasından dolayı oluĢan öğrenme kayıplarının minimize edilmesi amaçlanmaktadır. MHD modeli genellikle küçük miktarlardaki fakat uzun görev süreli yeni ürünlerin montajı için geliĢtirilmiĢtir.
Miltenburg (1998), U-tipi üretim hatlarının değiĢen taleplere göre dengelenmesi ve yeniden dengelenmesinde istasyon tipi, yerleĢim, öncelik ve çevrim süresi kısıtlarını aynı anda dikkate alan ve istasyon sayısını minimize eden bir dinamik programlama yaklaĢımı önermiĢtir. Miltenburg (1998)‟a göre çok sayıda U-tipi hattan oluĢan bir sistemde, hatların çevrim sürelerinin birbirinden farklı olduğu durumda, birden fazla hatta görevler bulunduran ortak istasyonlar, görevlerini barındırdığı hatların çevrim sürelerinden en küçüğüyle iĢletilmek zorundadır. Ancak bu durumda bile iĢçiler, zamanlama zorlukları yaĢayabilecektir. Görevlerin istasyonlara ve U-tipi hatta atanmasının maliyeti de dikkate alınmıĢtır. Yeniden dengeleme ise, tüm görevleri taĢınabilmesi, bazı görevlerin sabit bazı görevlerin taĢınabilmesi ve hiçbir görevin taĢınamaması durumlarına göre yapılmıĢtır.
Miltenburg (2001), U-tipi montaj hatlarının üretim çıktıları değiĢtiğinde yeniden dengelenmesi gerektiğini belirtmektedir. Yeniden dengeleme, üretim oranı arttığında iĢçi eklenmesi veya üretim oranı azaldığında iĢçi çıkarılması, makine taĢınması veya standart operasyon Ģekilleri değiĢtiği durumlarda meydana gelmektedir. Miltenburg (2001), burada dikkat edilmesi gereken noktayı üretim talebi artmasının veya azalmasının üstesinden gelebilmek için gelecekte hatta ne kadar donanım eklenmesi veya çıkarılması gerektiğini belirlemek olduğunu ifade etmektedir.
Falkenauer (2005), yeni kurulacak bir fabrikada yeni kurulacak bir montaj hattını dengelemenin aksine mevcut bir fabrikada üründe meydana gelen değiĢim ihtiyacından, hatta dengelenecek ürün karıĢımından, montaj teknolojisinden, iĢgücünden veya üretim hedeflerinden dolayı yeniden dengelemenin yapılması gerektiğini vurgulamıĢtır. Ayrıca mevcut bir hattı yeniden dengelemenin, yeni bir üretim sistemini dengelemeyle aynı öneme sahip olduğunu belirtmektedir. Falkenauer (2005),
problemin karmaĢıklığından dolayı MHD alanında, pratik ve teorik arasında büyük boĢluk olduğunu vurgulamaktadır. Aynı zamanda problemin kısıtları ve amaçları pratikte ve teoride birbirinden uzak olduğundan dolayı da boĢlukların var olduğunu belirtmektedir.
Boysen ve ark. (2007), modern üretim sistemlerinde yeni bir üretim teknolojisi olduğunda veya talep yapısında değiĢimler meydana geldiğinde yeniden dengeleme veya yeniden Ģekillendirme gerektiğini belirtmiĢlerdir. Yeniden dengelemenin literatürde sıklıkla atama kısıtı olarak dikkate alındığını ifade etmektedirler. Ağır bir makinenin taĢınmasının zor olduğunu ama imkânsız olmadığını fakat iĢçinin istasyonunu değiĢtirmesi gibi taĢıma maliyeti ortaya çıkardığını belirtmiĢlerdir.
Boysen ve ark. (2008), uygulamada hat dengeleme problemlerinin büyük çoğunluğunun ilk dengelemeden çok yeniden dengeleme olduğunu belirtmektedirler. Makine taĢıma maliyetleri ve iĢçinin eğitim maliyeti yönüyle dikkate alınmıĢ çalıĢma olmadığını ifade etmektedirler.
Boysen ve ark. (2009), talep hacmi ve/veya yapısı değiĢtiğinde çevrim süresinin görevlerin yeniden atanmasıyla ayarlanabileceğini belirtmektedir. Fakat üretim oranlarının (çevrim süresi) sabit üretim sipariĢleri ve/veya güvenilir satıĢ tahminleriyle belirlendiğini ifade etmektedir. Ġstasyon sayısı ve çevrim süresi çözüm uzayını sınırlayan zor kısıtlamalar olabilirler. Bu durumda boĢ zamanın ve iĢ yükünün azaltılması alternatif amaçlar olarak dikkate alınabilir. Makinelerin taĢınamaz olması durumunda atama kısıtı meydana gelmekte ve görev yeniden atanamamaktadır. Makine tamamen taĢınamaz olmadığında taĢıma maliyetlerine bağlı olarak yeniden dengelemede dikkate alınması gerektiğini vurgulamıĢtır. Buna benzer olarak iĢçinin görevinin değiĢmesi ek eğitim maliyetlerini getirmektedir. Gereksiz eğitimleri önleyecek iĢçi niteliklerini dikkate alan araĢtırmalar yapılması gerektiğini vurgulamaktadırlar. Montaj hattı dengelemede güçlü çözüm yöntemleri bulunmasına rağmen yeniden dengelemede bulunmadığını belirtmektedirler. Bununla birlikte bahsedilen kısıtları dikkate alan MHYD probleminin modellenmesi ve çözülmesi gerektiğini vurgulamaktadırlar.
Yılmaz ve Erol (2005), tek modelli deterministik görev süreli montaj hatlarının yeniden dengelenmesini incelemiĢlerdir. ĠĢlem sürelerinde değiĢiklik meydana geldiğinde denge gecikmesi belirlenen bir değeri aĢarsa yeniden dengeleme yapılmaktadır. Yeniden dengeleme için bir tamsayılı programlama modeli önermiĢlerdir ve bu modele özgü optimum çözümü veren bir dal sınır algoritması geliĢtirmiĢlerdir.
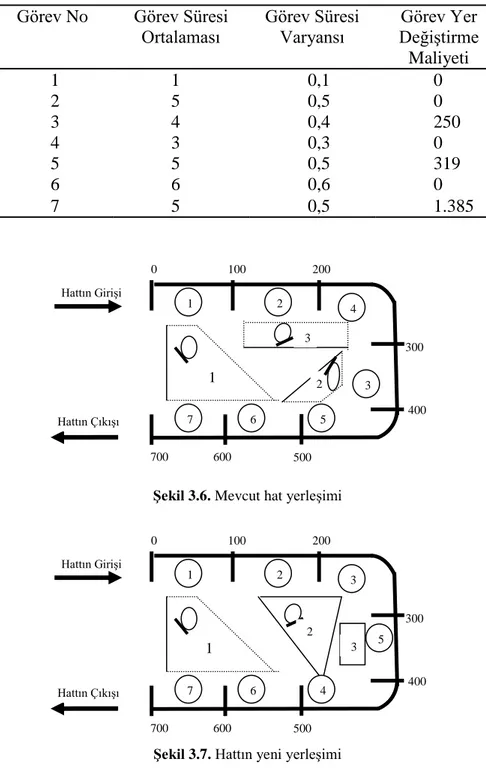
Önerilen modelde toplam taĢıma maliyetleri minimize edilmeye çalıĢılmaktadır. Modelde çevrim süresi, denge gecikmesi ve öncelik kısıtlarına ek olarak bölgeleme kısıtı, bölünmeme kısıtı, taĢıma kısıtı dikkate alınmaktadır. Bölgeleme kısıtında bazı görevlerin, makine, teçhizat vb. donanımları ortak kullanmalarından dolayı aynı istasyonda bulundurulmaları gerektiği varsayılmıĢtır. Ayrıca bazı görevlerin güvenlik ve yer kısıtından dolayı aynı istasyonda birlikte iĢlem görmeleri istenmemektedir. TaĢıma kısıtında bazı görevlerin sabit donanımlarla iĢlem görmesinden dolayı taĢınamaması veya taĢıma maliyetlerinin çok yüksek olması durumunda sabit bir istasyonda iĢlenmesi kısıtı bulunmaktadır. Yapılan uygulamada montaj hattında bulunan 8 görevin görev sürelerinin azalması sonucu en kötü denge gecikmesi değeri olan %30 değeri aĢılmıĢ ve hat yeniden dengelenmiĢtir. BaĢlangıçta 7 istasyondan oluĢan hat 6 istasyona indirilmiĢ ve denge gecikmesi %24,4 olarak bulunmuĢtur.
Gamberini ve ark. (2006), üründe bazı değiĢimler meydana geldiğinde mevcut bir montaj hattındaki görevlerin yeniden atanmasını, iĢçilik ve tamamlanmama maliyetlerini minimize eden yeniden dengelemeyi incelemiĢlerdir. Tek modelli R-MHYD problemi için Kottas ve Lau (1973)‟nun önerdikleri tek-geçiĢli algoritma ile Hwang ve Yong (1981) tarafından önerilen çok amaçlı karar verme tekniği olan TOPSIS yöntemi birleĢtirilmiĢtir. Amaç fonksiyonlarından ilki hem hat içindeki hem de hat dıĢındaki maliyeti dikkate alan tamamlanmama maliyetidir. Burada tamamlanmama olasılığı Kottas ve Lau (1978)‟nın normal dağılımlı görev süreleri için kullandığı yöntemden elde edilmektedir. Tamamlanmama olasılığı hesaplanırken her görevin görev süresinin diğer görev sürelerinden bağımsız olduğu varsayılmaktadır. Atamalarda görevler kritik, emin ve arzu edilebilir görev olmak üzere üç farklı gruba ayrılmaktadır. Arzu edilebilir görev tamamlanmama maliyetinden daha fazla iĢgücü tasarrufu elde eden görevdir ve atamalarda en son atanması gereken görevdir. TOPSIS için elde edilecek verilerde 1 değerini almaktadır. Emin görev ise tamamlanma olasılığı %99,5‟den az olmayan görevdir. Atamalarda 2 değerini almaktadır ve arzu edilebilir görevden önce atanmalıdır. Kritik görev ise arzu edilebilir olmayan görevdir. Atamalarda 3 değerini almaktadır ve ilk atanması gereken görevdir. Ġkinci amaç ise mevcut hat ile yeniden dengelenen hattın benzerliğini hesaplayan benzerlik faktörünü dikkate almaktadır. Benzerlik faktörü görevin kendisi hariç baĢlangıç dengesi ve yeni hat dengesinde aynı istasyonda bulunan aynı görevlerin kesiĢim elemanlarının sayısının baĢlangıç dengesindeki görev sayısına bölünmesi ile hesaplanır. Bütün görevlerin benzerlik faktörü hesaplanmakta ve ortalama benzerlik faktörü elde edilmektedir. Bu
faktör 0 ile 1 arasında bir değer almakta ve 1 olması yeni hat ile baĢlangıç hattın aynı olması anlamına gelmektedir. Yüksek benzerlik faktörü daha az görev taĢınması anlamına gelmektedir ve taĢıma maliyetlerini azaltan bir faktördür.
Corominas ve ark. (2008), bir motosiklet fabrikasında ilkbaharın sonunda ve yaz aylarında taleplerin artmasına bağlı olarak montaj hattının yeniden dengelenmesi gerektiğini vurgulamıĢlardır. Hattın en önemli karakterini üretim arttığında geçici iĢçi almak olduğunu belirtmektedirler. Geçici iĢçi görevi tamamlanmak için gerekli olan standart zamandan daha fazla zaman harcamaktadır. Sonuç olarak görev süresi çalıĢan iĢçinin tipine bağlı olmaktadır. Standart zamanı belirlenirken daimi iĢçi için görev süresi aynen alınmaktadır fakat geçici iĢçi için ise görev süresi iki ile çarpılmaktadır. Ayrıca montaj hattında her geçici iĢçinin yanında ona yardım etmesi gerektiği durumda hazır olacak bir daimi iĢçi bulunmalıdır. Aynı zamanda bazı görevler arasında bölgeleme kısıtları bulunmaktadır. Hatta bulunan 16 görev temiz, 2 görev ise temiz olmayan manüel görevlerdir. ĠĢletme belli bir verimlilik düzeyinde 14 daimi iĢçi veya 12 daimi ve 4 geçici iĢçinin yeterli olduğunu belirtilmektedir. Amaç, geçici ve daimi iĢçi sayısını ve bununla aynı anlama gelen MHYD probleminde maliyeti minimize etmek olarak belirtilmektedir. BaĢlangıçta 138 görevden oluĢan problem, görev birleĢtirmeleri sonucu 103 görevli probleme indirilmiĢtir. Farklı görev sürelerine sahip iĢçiler bulunduran hat dengeleme problemini çözmek için ikili doğrusal programlama önerilmiĢtir. Talebin arttığı dönemlerde yeterli olmayan daimi iĢçilerin yanına geçici iĢçiler alınmıĢtır ve böylece istasyon sayısı artırılarak üretim artırılmıĢtır. Yapılan uygulama sonucu daimi 12 iĢçi ve geçici 2 iĢçi ile istenilen üretim hedeflerine ulaĢılmaktadır. Sonuç olarak hedeflenen geçici iĢçi sayısı 2 azaltılmıĢtır.
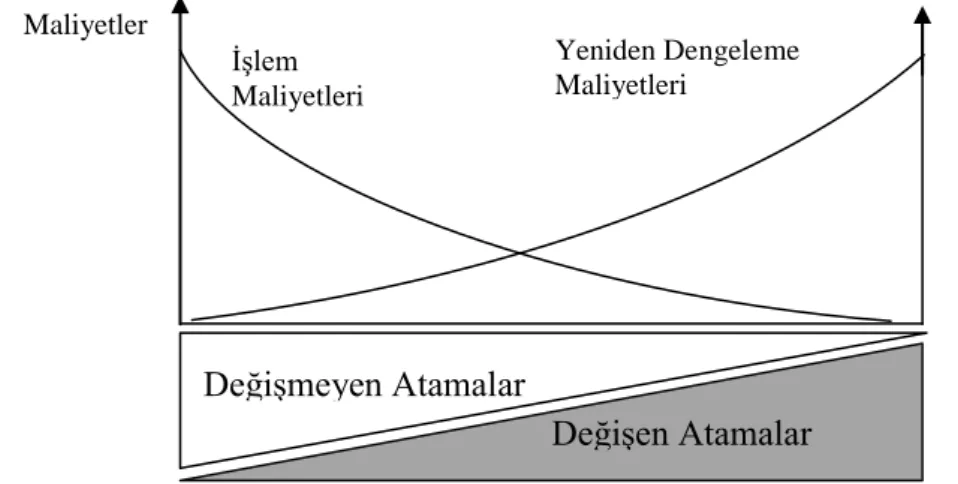
Altemeier ve ark. (2009), yeniden dengeleme maliyetinin mevcut atamaların her değiĢiminde ortaya çıktığını belirtmektedirler. Bundan dolayı beklenen planlama ufkunda iĢlem ve yeniden dengeleme maliyetlerinin toplamını minimize eden en iyi çözüm tanımlanması gerektiğini belirtmektedirler. Yeniden dengeleme maliyetleri genel olarak iĢçi yeniden eğitme, donanım ve ekipmanları yer değiĢtirme, parçaların teslimin ertelenmesi maliyetlerinden oluĢtuğunu ifade etmektedirler. SipariĢe göre üretim yapan ve büyük bir ürün çeĢitliliğine sahip karıĢık modelli MHYD problemini dikkate almıĢlardır. Kısa dönemde büyük oranda üretim programı bilinen hat dengelemede istasyonlar arası taĢınan ve yeniden atanan görevler sonucu oluĢan üretim maliyetini minimize etmeyi amaçlamıĢlardır. Yeniden dengeleme problemi için matematiksel bir model geliĢtirmiĢlerdir. Yeniden dengeleme ve sıralama problemlerinin farklı planlama
ufkundan dolayı eĢ zamanda çözülemeyeceği belirtilmektedir. Matematiksel modelde atanan görev için gerekli olan yer kısıtı da dikkate alınmaktadır. Aynı zamanda yeniden dengelemede yer değiĢtirmeyen görevlerde dikkate alınmıĢtır. Önerilen model için kesin ve sezgisel yöntemler geliĢtirilebileceği ifade edilmektedir. Aynı zamanda araba imalatında geçerli ve kapsamlı bir öncelik diyagramı elde etmek büyük bir problem olarak belirtilmiĢtir. Gerçek bir üretim hattında büyük sayıda pratik kısıtlar meydana gelmektedir. Bu yüzden yeniden dengeleme problemi için karar destek sitemlerinin kavramları ve uygulamaları önerilmiĢtir. Yapılan uygulamada değiĢen atama sayısında %43‟lük iyileĢtirme ve değiĢen iĢçi sayısında %35‟lik bir azalma meydana gelmiĢtir.
Gamberini ve ark. (2009), Gamberini ve ark. (2006) tarafından önerilen görev yeniden atamasını ve tamamlanmama maliyetlerini minimize etmeyi amaçlamıĢlardır. MHYD problemi için farklı sezgiselleri birleĢtiren çoklu tek-geçiĢ algoritması geliĢtirmiĢlerdir. Aynı zamanda çok-amaçlı bir genetik algoritma önermiĢlerdir ve önerilen çoklu tek-geçiĢ sezgiseliyle kıyaslamıĢlardır. Gamberini ve ark. (2006) tarafından belirtilen, toplam tamamlanmama maliyetini minimize eden ve önerdikleri benzerlik faktörünü maksimize eden ağırlıklandırılmıĢ bir amaç fonksiyonu önermiĢlerdir. Temel tek-geçiĢ algoritması belirtilen dört sezgisel yöntem vasıtasıyla atanabilir görevleri istasyonlara atar. Belirtikleri dört sezgisel yöntemden ilki Gamberini ve ark. (2006) tarafından geliĢtirilmiĢtir. Bu yöntemde maliyet faktörü ve benzerlik faktörü değiĢtirilmeden dikkate alınmıĢtır. Önerdikleri ikinci yöntemde benzerlik faktörü aynıdır fakat maliyet faktörü değiĢtirilmiĢtir. Bu yöntemde maliyet faktörü, yeniden dengelemede, görevin aynı istasyona atanması durumunda tamamlanmama maliyeti ile maliyet tasarrufu arasındaki fakı değerlendirmektedir. Üçüncü yöntemde ise maliyet faktörü, düĢük görev süreli görev ile düĢük tamamlanmama maliyetli görevin önce yapılmasını dikkate almaktadır. Önerdikleri son yöntemde görev atanabilecek görevler arasından rassal olarak seçilmektedir. Gamberini ve ark. (2009), 40 görevli bir problemin, öncelik diyagramının ve görev sürelerinin değiĢmesi durumunda hattı yeniden dengeleyerek elde ettiği verileri önerdikleri sezgiseli, Gamberini ve ark. (2006) ve Kottas ve Lau (1973)‟e göre kıyaslamıĢlardır. Önerdikleri sezgiselin daha iyi sonuçlar verdiğini belirtmiĢlerdir.
Ağpak (2010), farklı çevrim süresi varyasyonlarında yeniden dengelemeyi dikkate alarak hattı dengelemeyi amaç edinmektedir. Hat yeniden dengelenirken bazı makine veya donanımların yeri değiĢtirilememekte veya değiĢtirme maliyeti çok yüksek olmaktadır. Her bir çevrim süresi için minimum istasyon sayısını veren sabit görev
sıralaması bulmak için iki aĢamalı bir strateji önerilmiĢtir. Bu strateji hem düz hem de U-tipi MHD problemi için önerilmiĢtir. Önerilen iki aĢamalı stratejinin ilk aĢamasında dengeleme modülü çalıĢmaktadır ve ikinci aĢamasında öncelik diyagramı yeniden üretme modülü çalıĢmaktadır. Dengeleme modülünde hat sabit çevrim süresi için dengelenmekte ve görev sıralaması bulunmaktadır. Bu modülde Arcus (1966) tarafından önerilen Comsoal sezgiseli kullanılmaktadır ve belirlenen iterasyonlar sonucu elde edilen en iyi çözüm son çözüm olarak elde edilmektedir. Bununla birlikte Comsoal sezgiseli, her iterasyonda farklı çevrim süreleri için, öncelik diyagramı yeniden üretme modülünde de çalıĢmaktadır. Önerilen stratejinin ikinci aĢaması olan öncelik diyagramı yeniden üretme modülünde ise ilk çevrim süresi sonucu elde edilen çözüm öncelik diyagramını güncellemektedir. Bu modülde ilk baĢtaki öncelik diyagramına ek olarak elde edilen sıralamaya göre sıralamada sonra gelen görevle önce gelen görev arasında daha önce öncelik iliĢki olmaması durumunda bile öncelik kısıtı eklenmektedir. Her çevrim süresi sonucu elde edilen görev sıralamasına göre öncelik diyagramı güncellenmektedir. Bütün çevrim süreleri varyasyonları sonucu minimum istasyon sayısını veren sıralama optimum sıralama olarak dikkate alınmaktadır. Deterministik görev süreli düz ve U-tipi MHYD problemi için minimum istasyon sayısını veren sabit bir görev sıralaması bulmayı amaçlanmaktadır. Önerilen strateji, 3 farklı çevrim süresine sahip 55 problemde ve 5 farklı çevrim süresine sahip 29 problemde test edilmiĢtir. Düz MHD problemi için 16 optimum ve U-tipi MHD problemi için ise 13 optimum çözüm elde edilmiĢtir.
Rahman (2010), üç tekerlekli bisiklet üreten bir fabrikada deterministik görev süreli tek modelli düz MHD probleminde, talepte değiĢiklik meydana gelmesi durumunda yeniden dengelemeyi dikkate alan bir uygulama önermiĢtir. Talep değiĢikliğinde değiĢen iĢgücü ve üretimi karĢılamak için montaj hattının yeniden dengelenmesi gerektiğini vurgulamıĢtır. Mevcut montaj hattının %80 verimlilikle çalıĢacağını ve haftalık talep miktarını da daha önceden belirtmiĢtir. Elde edilen sonuçlara göre çevrim süresinin maksimum 50 sn ve optimum istasyon sayısının 6 olması gerektiğini belirtmiĢtir. Çevrim süresi kısıtını sağlayan ve öncül sayısı az olan görevi önce atayan bir sezgisel ile ilk dengelemeyi yapmıĢtır. Yeniden dengeleme sonucu ilk 5 istasyonda boĢ zaman oldukça azalmıĢtır fakat son istasyonda boĢ zaman azalması meydana gelmemiĢtir. Elde edilen sonuçlara bağlı olarak iĢletme yönetimine farklı alternatif yöntemler önermiĢtir. Bunlardan biri aynı ürünü monte eden daha uzun süreli çevrim süresine sahip çoklu montaj hatlarıdır. Bir diğer ikisi ise ekip çalıĢmasına
izin veren montaj hatları ve aynı görevleri kopyalayan paralel montaj hatlarıdır. Aynı zamanda alternatifler arasında U-tipi montaj hatları da önerilmiĢtir. Fakat önerilen bu alternatifler montaj hattına uygulanmamıĢ ve sonuçlar elde edilmemiĢtir.
Yang ve Gao (2010), mevsimsel olarak üretim talepleri değiĢtiğinde montaj hattının yeniden dengelemesi gerektiğini belirtmektedirler. Tam otomatik olmayan bir montaj hattında görevlerin yeniden atanması montaj hattında çalıĢan iĢçinin istasyonunun değiĢmesi ve yeniden eğitim alması anlamına gelmektedir. Görev yeniden ataması, hata maliyetleri ve eğitim maliyetlerini dolayısıyla toplam maliyeti artırmaktadır. Görev yeniden atamanın getirdiği maliyetleri değerlendiren iki yaklaĢım önermiĢlerdir. Bunlar yeniden atanan görev sayısı ve görev zorluk düzeyidir. Görev zorluk düzeyinde görevin zorluğu öğrenme sürecini uzattığı ve eğitim maliyetini artırdığı belirtilmektedir. Görev süresinin uzunluğunun görevin zorluğunu gösterdiğini belirtmektedirler. Yang ve Gao (2010), karıĢık modelli MHYD problemi için hem istasyonlar arası iĢ yükünü (dikey dengeleme) ve her modelin iĢ yükünü (yatay dengeleme) düzgünleĢtiren hem de yeniden dengeleme maliyetini minimize eden bir yaklaĢım önermiĢlerdir. Yeniden atamadan kaynaklanan yeniden dengeleme maliyeti için yeniden atanan görev sayısı ve görev zorluğu faktörünü dikkate almıĢlardır. Önerilen matematiksel modelde dikey dengelemede istasyonlar arası iĢ yükünü minimize eden, yatay dengelemede her modelin ortalama istasyon zamanı ile istasyon zamanı arasındaki farkı minimize eden ve toplam yeniden dengeleme maliyetini minimize eden bir amaç dikkate alınmıĢtır. Yeniden dengeleme problemi için çok amaçlı genetik algoritma önermiĢlerdir. Ġki modelli 10 görevli ve deterministik görev süreli bir montaj hattının ürün oranları değiĢtiğinde montaj hattı yeniden dengeleme dikkate alınmıĢtır. Önerilen modelin onayı yapılmıĢ ve algoritmanın performansı test edilmiĢtir.
Kara ve ark. (2011), deterministik görev süreli tek modelli MHYD problemi için istasyon iĢletme maliyeti, yer değiĢtirme maliyeti ve istasyon açma/kapatma maliyetlerini minimize etmeyi amaçlayan bir matematiksel model ve KKOA önermiĢlerdir. UygulamıĢ oldukları 88 test probleminde matematiksel modelin çözüm süresinin bir saat ile kısıtladıklarını, matematiksel model ile optimum çözüme ulaĢılan problemlerin tamamında KKOA ile optimum çözümlere ulaĢtıklarını, matematiksel model ile optimum çözümlere ulaĢılamayan problemlerde ise KKOA ile matematiksel modelin ürettiği çözümlere eĢit veya daha iyi çözümler elde ettiklerini belirtmiĢlerdir.
Çizelge 2.1. MHYD literatür özeti
Montaj Hattı Yeniden Dengeleme
Kaynak Model Sayısı YerleĢim
Tipi Görev Süresi Amaç Fonksiyonu Yöntem
Yılmaz ve Erol (2005) Tek Düz Deterministik
Toplam TaĢıma Maliyetlerinin Minimizasyonu
Dal-Sınır Algoritması
Corominas ve ark. (2008) Tek Düz Deterministik
Toplam Geçici ĠĢçi Sayısını Minimize Etmek
Ġkili Doğrusal Programlama Rahman (2010) Tek Düz Deterministik ĠĢçi Sayısını Minimize
Etmek
En Az Öncül Sayısı Sezgiseli
Kara ve ark. (2011) Tek Düz Deterministik
Yeniden Dengeleme Maliyetlerini Minimize Etmek
Matematiksel Model ve KKOA
Gamberini ve ark. (2006) Tek Düz Rassal Görev süresi
Toplam ĠĢçilik ve Tamamlanmama Maliyetlerinin Minimizasyonu Tek-GeçiĢ Algoritma Sezgiseli
Gamberini ve ark. (2009) Tek Düz Rassal Görev süresi
Toplam ĠĢçilik ve Tamamlanmama Maliyetlerinin Minimizasyonu
Çok Amaçlı Sezgisel ve Genetik Algoritma
Ağpak (2010) Tek U-tipi Deterministik
Minimum Ġstasyon Sayını Veren Optimum Görev Sırası
COMSOAL Sezgisel
Altemeier ve ark. (2009) KarıĢık Düz Deterministik
TaĢıma ve Yeniden Atama Maliyetlerinin Minimizasyonu
Matematiksel Model Karar Destek Sistemi
Yang ve Gao (2010) KarıĢık Düz Deterministik
Yatay Dengeleme ve Yeniden Dengeleme Maliyetini Minimize Etmek
Çok Amaçlı Genetik Algoritma
Yeniden dengeleme ile ilgili çalıĢmalar montaj hattının model sayısı, yerleĢim tipi, görev süresi türü, amaç ve kullanılan yönteme göre detaylı olarak sunulmuĢtur (Çizelge 2.1.). Çizelge 2.1.‟de gösterilen her satır o çalıĢmanın materyal ve yönteminin detaylarını belirtmektedir. Örneğin Yılmaz ve Erol (2005), tek modelli düz deterministik görev süreli bir montaj hattını dikkate almıĢlardır. Dal-sınır algoritması yöntemi kullanılarak toplam taĢıma maliyetleri minimize edilmeye çalıĢılmıĢtır.
3. MATERYAL VE YÖNTEM 3.1. Materyal
Montaj hatlarının tasarlanmasında ve talep değiĢikliklerine göre üretim hızının tekrar ayarlanmasında ortaya çıkan en önemli problem, MHD problemidir. MHD
problemi, montaj hattında yerine getirilecek görevlerin, aralarındaki öncelik iliĢkileri
ihlal edilmeden, belirlenen bir çevrim süresini aĢmayacak ve belirli bir performans ölçütünü en iyileyecek Ģekilde istasyonlara atanması problemidir (Baybars, 1986). Bu performans ölçütü genellikle, montaj hattında açılacak olan istasyon sayısı olmakla birlikte problemin amacı, bir istasyonda bir iĢçinin çalıĢacağını varsayarak ihtiyaç duyulacak iĢçi (istasyon) sayısını en aza indirmektir. MHD problemleri, ürün çeĢitliliği, hattın Ģekli, görev sürelerinin durumu ve problemin performans ölçütüne göre değiĢik açılardan sınıflandırılabilmektedir.
AĢağıda MHD problemlerinin bir sınıflandırması verilmiĢtir (Kara, 2004). Ürün çeĢitliliğine göre;
Tek Modelli Montaj Hattı Dengeleme Problemi: Tek çeĢit ürün üretilen montaj hatlarının dengelenmesi problemidir.
Çok / KarıĢık Modelli Montaj Hattı Dengeleme Problemi: Farklı ürünlerin veya aynı ürünün farklı modellerinin üretildiği montaj hatlarının dengelenmesi problemidir.
Hattın Ģekline göre;
Düz Montaj Hattı Dengeleme Problemi: Düz bir çizgi Ģeklinde yerleĢtirilmiĢ montaj hatlarının dengelenmesi problemidir.
U-tipi Montaj Hattı Dengeleme Problemi: U Ģeklinde yerleĢtirilmiĢ montaj hatlarının dengelenmesi problemidir.
Görev sürelerinin durumuna göre;
Deterministik Görev Süreli Montaj Hattı Dengeleme Problemi: Görev süreleri belli ve deterministiktir.
Rassal (Stokastik) Görev Süreli Montaj Hattı Dengeleme Problemi: Görev sürelerinin, ortalaması ve standart sapması bilinen bir dağılıma uyduğu kabul edilir.
Performans ölçütüne göre;
Tip-I Montaj Hattı Dengeleme Problemi: Problemin amacı, belirli bir çevrim süresi için hat boyunca açılan istasyon sayısını minimize etmektir.
Tip-II Montaj Hattı Dengeleme Problemi: Problemin amacı, belirli bir istasyon sayısı için hattın çevrim süresini minimize etmektir.
3.1.1. Temel kavramlar
MHD problemlerinde kullanılan temel kavramlar ve tanımlar aĢağıda verilmiĢtir (Kara,2004).
Montaj Hattı: Bir montaj hattı, birbirlerine bir malzeme taĢıma sistemi ile bağlanmıĢ, belirli sayıda ardıĢık istasyondan meydana gelir. Malzemeler, bu istasyonlar arasında sabit bir taĢıma hızıyla hareket ettirilir. Her istasyonda, ürünün görevlerinin tamamlanması için gerekli olan görevlerin bir kısmı tamamlanır ve hattın sonuna gelindiğinde, ürünün bütün görevleri tamamlanmıĢ olur.
Görev: Bir montaj hattında tamamlanması gereken toplam iĢin, iĢin niteliğine göre bölünebilecek en küçük parçasıdır. Görev i indisi ile gösterilir, problemdeki görev sayısı toplamı ise N ile gösterilir.
Görev Süresi: Bir görevin tamamlanabilmesi için gereken süredir. Bu süre deterministik olarak alınabileceği gibi rassal görev süreleri olarak da alınabilir.
Ġstasyon: Bir montaj hattındaki görevler, aralarındaki öncelik iliĢkileri göz önünde bulundurularak istasyon adı verilen yerlerde gerçekleĢtirilir. Her bir istasyonda ürünlerin üretilmesi için gereken N adet görevin bir alt kümesi gerçekleĢtirilir ve bu alt kümenin eleman sayısı k ile gösterilir. Toplam istasyon sayısı ise k ile ifade edilir.
Ġstasyon Zamanı: Montaj hattındaki bir istasyonda gerçekleĢtirilen görevlerin görev sürelerinin toplamıdır. Bir istasyonun istasyon zamanı, hattın çevrim süresinden küçük veya eĢit olmak zorundadır.
Çevrim Süresi: Standart bir çalıĢma temposu ile bir montaj hattının ucundan ardı ardına iki ürün çıkıĢı arasında geçen süredir. Çevrim süresi bir montaj hattını oluĢturan bütün istasyonlar için eĢittir ve hattan ardı ardına iki ürün çıkıĢı arasında geçen süreyi ifade eder ve genellikle C ile gösterilir. Montaj hattındaki görev sürelerinin en büyüğü, çevrim süresi için alt sınırdır. Belirli bir zaman dilimindeki talebi karĢılayacak Ģekilde bir ürünün üretilmesi için gereken süre ise çevrim süresi için üst sınırı oluĢturur.
Ġstasyon BoĢ Zamanı: Montaj hattının çevrim süresi ile hatta açılan bir istasyonun istasyon zamanı arasındaki farktır. k istasyonuna ait istasyon zaman S ile k
gösterilir.
Toplam BoĢ Zaman (TBZ): Montaj hattını oluĢturan bütün istasyonlarının boĢ zamanlarının toplamıdır (Denklem 3.1).
1 TBZ= K k k C S (3.1)
Öncelik Diyagramı: Bir montaj hattındaki görevler arasında bazı öncelik iliĢkileri olabilir. Öncelik diyagramı, bu öncelik iliĢkilerini ifade eder. ġekil 3.1.‟de sekiz görevli örnek bir öncelik diyagramı verilmiĢtir. Daire içindeki rakamlar görev numaralarını ifade etmektedir. ġekildeki 1, 2 ve 3 numaralı görevleri ele alırsak, 1 numaralı görev, 2 ve 3 numaralı görevden önce tamamlanmak zorundadır. Bu görevler arasındaki böyle bir iliĢkiye öncelik iliĢkisi adı verilir ve 1 numaralı görev, 2 ve 3‟ün öncülü; 2 ve 3 numaralı görev ise 1‟in ardılıdır denir. 2 ve 3 numaralı görevler arasında ardıllık veya öncelik bulunmamaktadır.
ġekil 3.1. Örnek bir öncelik diyagramı (Kara, 2008)
Öncelik Matrisi: Öncelik diyagramındaki iliĢkilerin matris sisteminde gösterimiyle oluĢturulan bir üst üçgen matristir. Öncelik diyagramındaki eğer i görevini
j görevi takip ediyorsa matriste i. satır j. sütun 1, aksi halde 0 değerini alır. Örneğin
ġekil 3.1.‟deki öncelik diyagramında 1 görevini 3 görevi takip etmektedir. Bu nedenle oluĢturulacak matriste 1. satır 3. sütun 1 değerini alacaktır. ġekil 3.1.‟deki öncelik diyagramı için hazırlanan öncelik matrisi Çizelge 3.1.‟de verilmiĢtir.
1 2 3 4 7 6 8 5
BoĢ zaman
Ġstasyon zamanı
1 2 3 4 5 Ġstasyon (k)
Çizelge 3.1. Öncelik matrisi
1 2 3 4 5 6 7 8 1 - 1 1 1 1 1 1 1 2 - 0 0 1 1 1 1 3 - 0 1 0 1 1 4 - 1 0 1 1 5 - 0 1 1 6 - 1 1 7 - 1 8 -
Montaj hattı problemlerinin genel gösterimi öncelik diyagramı ve öncelik matrisleriyle yapılır.
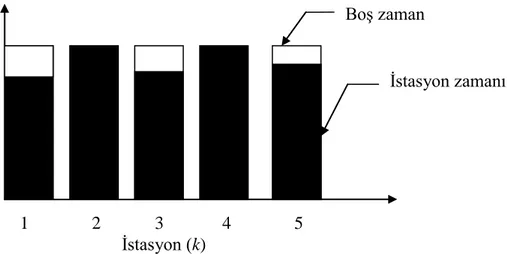
Denge Gecikmesi: Etkinliğin bir ölçüsü olan denge gecikmesi, toplam boĢ zamanın, ürünün hattın baĢından sonuna hareketi sırasında tüm istasyonlarda harcadığı toplam zamana kötü bir Ģekilde dağıtılması sonucunda, istasyonlardaki iĢçilerin boĢ kaldığı toplam süredir. Bu süre, montaj hattının dengesizliğinin de bir ölçüsü olarak kullanılır. Mükemmel dengelenmiĢ hatlarda denge gecikmesi sıfırdır.
ġekil 3.2. Denge gecikmesi olan bir üretim hattı
ġekil 3.2.‟de denge gecikmesi olan 5 istasyonlu bir üretim hattına ait grafik verilmiĢtir. Denge gecikmesi d ile gösterilir ve denklem 3.2‟deki gibi hesaplanır.
100 *
TBZ d
Hattın Etkinliği: Verimlilik ölçüsü olarak kullanılır ve denklem 3.3‟deki gibi hesaplanır. Bu oran her zaman 0 ile 1 arasında değer alır.
1 * K k k S e K C (3.3)
Düzgünlük Ġndeksi (DI): Bir montaj hattının dengesinin göreceli düzgünlüğünü gösteren bir indekstir. Ġndeksin 0 olması, denge düzgünlüğünün tam olduğu anlamındadır ve denklem 3.4‟deki gibi hesaplanır.
2 1 K k k k k DI Max S S (3.4)
Esneklik Oranı (E Oranı): Esneklik oranı montaj iĢlemindeki görevlerin öncelik iliĢkisine göre bulunabilecek uygun sıralamaların nispi belirleyicisidir. Bir öncelik diyagramının esnekliği öncelik matrisinden faydalanılarak tespit edilir. Esneklik, problem çözümünü kolaylaĢtıran veya zorlaĢtıran bir faktördür. Esneklik oranı denklem 3.5‟deki Ģekilde hesaplanır.
2*
* -1
Y E Oranı
N N (3.5)
Denklem 3.5‟teki Y değiĢkeni öncelik matrisindeki sıfır sayısını, N ise görev sayısını temsil etmektedir.
Esneklik oranı, 0 ile 1 arasında değiĢmektedir. Eğer esneklik oranı sıfır ise, tüm görevler ardıĢık olarak sıralanmıĢ demektir ve hatta herhangi bir esneklik söz konusu değildir. Esneklik oranının 1‟e yakın olması, problemde değerlendirilebilecek çok sayıda tasarım alternatifi oluĢturacağından, problemin çözümünü de güçleĢtirecektir. Esneklik oranı 1 olduğunda ise görevler arasında önceliği gösteren herhangi bir iliksi yoktur, yani Ģebekedeki düğümler birbirlerinden kopuktur. Bu durumda hat tamamen esnektir.
Görevlerin Paralelliği: Bir görevin birden fazla istasyonda yapılmasına müsaade edilmesidir.
Ġstasyonların Paralelliği: Hat boyunca belirli noktalarda, denk istasyonlara müsaade edilmesidir. Paralellik kavramı, bir hat tasarımını çeĢitli Ģekilde düzenlemek için kullanılır, böylece denge etkinliği geliĢtirilebilir.
Bölgeleme Kısıtları: Bu kısıtlar iki Ģekilde ifade edilebilir. Bunlardan ilki pozitif bölgeleme kısıtlarıdır ve burada belirli görevlerin aynı yerde veya aynı istasyonda yapılması gerekliliği vardır. Ġkincisi negatif bölgeleme kısıtlarıdır ki bu kısıtlar belirli görevlerin aynı istasyonda yapılmaması istenildiğinde kullanılmaktadır.
Ġstasyon Tıkanması (Blocking): Eğer istasyonda tamamlanmıĢ ürünler, yetersiz alan yüzünden stoklanamıyorsa veya bir sonraki istasyon iĢ yükünü tamamlamaması nedeniyle ürünler söz konusu istasyonda durmak zorunda kalıyorsa istasyon tıkanmıĢ demektir. Bu durumda istasyon, ürünün istasyondan çıkması için Ģartlar müsait olana kadar boĢ bekleyecektir.
Ġstasyon Açlığı (Starving): Eğer istasyon uygunsa ve iĢlemi baĢlatmak için mevcut ürüne sahip değilse, istasyon açtır denilir. Bu durumda istasyon ihtiyacı olan ürün gelene kadar boĢ bekleyecektir.
Gecikmesiz Hatlar (Paced): Her bir istasyona aynı süre miktarı (çevrim süresi) izin verilir. Her bir çevrim süresinden sonra ürün tamamlansın veya tamamlanmasın bir sonraki istasyona iletilir.
Gecikmeli Hatlar (Unpaced): Ġstasyon ilgili faaliyetlerini tamamladığında ürün bir sonraki istasyona iletilir. Görev sürelerindeki değiĢkenliğin çok fazla olduğu durumlarda bu hatlar tercih edilirler.
3.1.2. Montaj hattı dengeleme problemleri
Tek modelli deterministik görev süreli düz MHD problemi ilk olarak Salveson (1955) tarafından ortaya koyulmuĢtur ve basit MHD problemi olarak bilinmektedir. Bu tarihten günümüze kadar bu konu üzerinde yüzlerce çalıĢma yapılmıĢtır. ÇalıĢmalar bugün de hızlı bir Ģekilde devam etmektedir. Bu çalıĢmalarda problem, farklı açılardan ele alınmıĢ ve çok sayıda çözüm yöntemi geliĢtirilmiĢtir. Problemin tamsayılı modeli ise ilk olarak Talbot ve Patterson (1984) tarafından önerilmiĢtir.
Tek modelli deterministik görev süreli düz MHD probleminin varsayımları Ģunlardır:
Bazı performans ölçütleri optimize edilmelidir. Tip I ve Tip II olarak adlandırılan MHD sırasıyla, belirli çevrim süresinde istasyon sayısının minimize edilmesi veya belirli istasyon sayısında çevrim süresinin minimize edilmesidir (Baybars, 1986).
Montaj hattında tek çeĢit ürün büyük miktarlarda üretilir. Görev süreleri deterministiktir.
Görevler arasındaki öncelik iliĢkileri bilinmektedir.
Bir görevin tamamı bir istasyonda gerçekleĢtirilmek zorundadır.
Bir görevin öncülü varsa, o görevin baĢlayabilmesi için bütün öncüllerinin tamamlanmıĢ olması gerekir.
Tek modelli deterministik görev süreli düz MHD probleminin, atama kısıtları, çevrim süresi kısıtları ve öncelik iliĢkileri kısıtları olmak üzere üç çeĢit kısıtı vardır.
Atama kısıtları: Montaj hattındaki bütün görevler istasyonlara atanmak
zorundadır ve bir görev yalnızca bir istasyona atanabilir.
Çevrim süresi kısıtları: Montaj hattı üzerinde açılan her bir istasyona atanan
görevlerin görev sürelerinin toplamı çevrim süresini aĢamaz.
Öncelik ilişkileri kısıtları: Bir görevin bir istasyona atanabilmesi için o
görevin bütün öncüllerinin ya daha önceki bir istasyona veya üzerinde iĢlem yapılan istasyona atanmıĢ olması gerekir.
Problemin tamsayılı programlama modeli (Talbot ve Patterson, 1984):
Kısaltmalar:
i, r, s : görev
j : istasyon
C : çevrim süresi
mmax : maksimum istasyon sayısı
n : toplam görev sayısı
ti : i görevinin tamamlanma süresi
S : öncelik iliĢkileri kümesi
(r,s) S : bir öncelik iliĢkisi; r görevi s görevinin komĢu öncülüdür ij
k
Model: Minimize max 1 m j nj jk (3.6) 1 max 1 m j ij k i (3.7) n i ij ik C t 1 j (3.8) 0 ) ( max 1 m j sj rj k k j (r,s) S (3.9) 1 , 0 ij k i; j (3.10)
Problemin amaç fonksiyonu, öncelik diyagramındaki son görevi mümkün olan en erken istasyona atamak dolayısıyla montaj hattı boyunca açılan istasyon sayısını minimize etmektir. 3.7 numaralı kısıt, bütün görevlerin istasyonlara atanmasını ve her görevin bir kere atanmasını sağlamaktadır. 3.8 numaralı kısıt, açılan bir istasyondaki görevlerin görev süreleri toplamının çevrim süresini aĢmaması içindir. 3.9 numaralı kısıt öncelik iliĢkileri kısıtı olup, öncülü olan bir görevin ya öncülüyle aynı istasyona veya öncülünden sonraki bir istasyona atanmasını sağlamaktadır. 3.10 numaralı kısıt ise modeldeki bütün kij değiĢkenlerinin ikili düzende (0–1) olduğunu ifade etmektedir.
ġekil 3.3. DengelenmiĢ bir düz montaj hattı
ġekil 3.3.‟de düz olarak dengelenmiĢ 11 görevli ve 5 istasyonlu bir montaj hattı görülmektedir.
U-tipi MHD problemleri ise, düz MHD problemlerinin üzerine inĢa edilmiĢtir. Düz MHD problemleri için kullanılan atama ve çevrim süresi kısıtları, U-tipi MHD probleminde de aynen geçerlidir. Yalnızca öncelik ilişkileri kısıtı, U-tipi hatların özel yapısı gereği farklılık göstermektedir. U-tipi hatlarda hattın giriĢiyle çıkıĢının aynı yönde olması sebebiyle hat içerisinde çalıĢan bir iĢçi, hattın hem baĢlangıç hem de bitiĢ tarafındaki görevleri yerine getirebilecektir.
II 2 3 4 6 7 III 5 8 9 10 IV 11 V 1 I
Düz montaj hatları ile U-tipi montaj hatlarının öncelik iliĢkileri varsayımı birbirinden farklıdır. U-tipi montaj hatlarında bir görevin bir istasyona atanabilmesi için; o görevin bütün öncüllerinin veya bütün ardıllarının daha önce oluĢturulan istasyonlara veya üzerinde atama yapılmakta olan istasyona atanmıĢ olması gerekir (Miltenburg ve Wijingaard, 1994).
Basit U-tipi montaj hatları dengelenirken amaçlar farklı olabilir. Aynı düz montaj hatlarında olduğu gibi, sabit bir çevrim süresi dâhilinde istasyon sayısının minimize edilmesinin amaçlandığı duruma Tip-I U-tipi MHD problemi, sabit istasyon sayısı söz konusu iken çevrim süresinin minimize edilmesinin amaçlandığı duruma Tip-II U-tipi MHD problemi denir. Tip-I U-tipi MHD probleminde gereksinim duyulan istasyon sayısı, U-tipi hatta görevlerin oluĢturduğu uygun küme olasılığı daha fazla olduğundan, hiç bir zaman hattın düz hâlinde gereksinim duyulan istasyon sayısından fazla olamaz. Bu nedenle düz hattın istasyon sayısı, U-tipi hatların istasyon sayısı için bir üst sınır olarak alınabilir.
AĢağıda tek modelli deterministik görev süreli U-tipi MHD probleminin varsayımları, kısıtları ve Urban (1998) tarafından önerilen tamsayılı programlama modeli verilmiĢtir:
Problemin varsayımları:
Tek modelli deterministik görev süreli düz MHD probleminin öncelik ilişkileri dıĢındaki varsayımları tek modelli deterministik görev süreli U-tipi MHD problemi için de aynen geçerlidir. Öncelik ilişkileri ile ilgili varsayım ise Ģu Ģekilde değiĢiklik göstermektedir:
Bir görevin baĢlayabilmesi için bütün öncüllerinin veya ardıllarının tamamlanmıĢ olması gerekir.
Problemin kısıtları:
Tek modelli deterministik görev süreli U-tipi MHD probleminde, tek modelli deterministik görev süreli düz MHD probleminin atama ve çevrim süresi kısıtları aynen geçerliliğini korumaktadır. Yalnızca öncelik ilişkileri kısıtı farklılık göstermekte olup yukarıda belirtilmiĢtir.
Problemin tamsayılı modeli (Urban, 1998):
Kısaltmalar: i, r, s : görev j : istasyon
C : çevrim süresi
mmax : maksimum istasyon sayısı
mmin : minimum istasyon sayısı
n : toplam görev sayısı
ti : i görevinin tamamlanma süresi
S : öncelik iliĢkileri kümesi
(r,s) S : bir öncelik iliĢkisi; r görevi s görevinin komĢu öncülüdür ij
x
: 1, i görevi j istasyonuna orijinal diyagramdan atanmıĢ ise; 0, aksi halde ij
y
: 1, i görevi j istasyonuna gölge diyagramdan atanmıĢ ise; 0, aksi halde j
z : 1, j istasyonu açılmıĢ ise; 0, aksi halde
Model: Minimize max min 1 m m j j z (3.11) 1 ) ( max 1 m j ij ij y x i (3.12) n i ij ij i x y C t 1 ) ( j 1,2,...,mmin (3.13) n i j ij ij i x y Cz t 1 ) ( j mmin 1,...,mmax (3.14) 0 ) )( 1 ( max 1 max m j sj rj x x j m (r,s) S (3.15) 0 ) )( 1 ( max 1 max m j rj sj y y j m (r,s) S (3.16) 1 , 0 , , ij j ij y z x i; j (3.17)
Modelin amacı U-tipi hat boyunca açılacak istasyon sayısını minimize etmektir. 3.12 numaralı kısıt atama kısıtı olup, bütün görevlerin istasyonlara atanmasını aynı zamanda her görevin orijinal veya gölge diyagramdan olmak üzere yalnızca bir kere atanmasını sağlamaktadır. 3.13 ve 3.14 numaralı kısıtlar herhangi bir istasyona atanan görevlerin görev süreleri toplamının çevrim süresini aĢmayacağını garanti etmektedir. 3.15 ve 3.16 numaralı kısıtlar öncelik iliĢkileri kısıtlarıdır. 3.15 numaralı kısıt orijinal