T.C.
SELÇUK ÜNĐVERSĐTESĐ FEN BĐLĐMLERĐ ENSTĐTÜSÜ
LASER ABLASYON VE ĐYONLAŞTIRMA DĐNAMĐKLERĐ
NURĐYE KAYMAK
YÜKSEK LĐSANS TEZĐ FĐZĐK ANABĐLĐM DALI
iii
ÖZET
YÜKSEK LĐSANS TEZĐ
LASER ABLASYON VE ĐYONLAŞTIRMA DĐNAMĐKLERĐ
NURĐYE KAYMAK
Selçuk Üniversitesi Fen Bilimleri Enstitüsü Fizik Anabilim Dalı
Danışman: Prof. Dr. Hamdi Şükür KILIÇ 2010, 88 Sayfa
Jüri: Prof. Dr. Hamdi Şükür KILIÇ Yrd. Doç. Dr. Haziret DURMUŞ Yrd. Doç. Dr. Đlkay Hilal GÜBBÜK
Günümüzde, gelişen teknoloji ürünlerinden olan, oldukça yaygın kullanım alanına sahip laserler kullanım şekline, alanına ve amacına göre farklılık arz etmektedir. Malzeme sökme (ablasyon) ve iyonlaştırma amacıyla kullanılan laserlerden en fazla kullanılanı Nd:YAG laserdir. Bu çalışmada laser demetinin odaklandığı malzemeleri (bakır, titanyum, renyum, molibden ve demir) seçerken; günlük yaşamda ve üretim sanayisinde, özelliklerinden dolayı önemli rol oynayan malzemeler olması göz önünde bulundurulmuştur. Bu çalışmada yerli sanayi yapımı olan, lineer uçuş zamanlı kütle spektrometresi (TOF-MS) kullanılmıştır. 10-8 mbar basınç değerlerinde olan vakum çemberindeki malzemeler (Cu, Ti, Re, Mo. Fe), Continiuum, SureliteIII 10 Hz’den sağlanmış olan 5 ns atım süresine sahip Nd:YAG laserin 1064, 532 ve 355 nm dalga boyuna sahip demetlerinin bu malzemelere odaklanmasıyla ablasyon ve iyonlaştırma yapılmıştır. MCP detektörde elde edilen veriler direkt olarak 600 MHz, LeCroy, WaveRunner 64Xi, dijital–depolayıcı osiloskop ile görüntülenip, gerekli veriler okunup kaydedilmiştir ve analiz edilmiştir. Kütle spektrumu verileri SIMION 8.0 simülasyon programı kullanılarak analiz edilmiştir.
Anahtar Kelimeler: Laser, Ablasyon, Çok Fotonlu (Multifoton) Đyonizasyon, Uçuş Zamanlı Kütle Spektrometresi (TOF-MS).
ABSTRACT Mc. S. Thesis LASER ABLATION AND IONISATION DYNAMICS
NURIYE KAYMAK Selçuk University
Graduate School of Natural and Applied Sciences Department of Physics
Advisor: Prof. Dr. Hamdi Şükür KILIÇ 2010, 88 Pages
Jury: Prof. Dr. Hamdi Şükür KILIÇ Asst. Prof. Dr. Haziret DURMUŞ Asst. Prof. Dr. Đlkay Hilal GÜBBÜK
Nowadays, lasers which one of the developing technology products and have highly common area of use exhibit differences, according to usage, area and purpose. The most preferred lasers which is using for ablation and ionisation is Nd:YAG lasers. In this work, why we have selected materials which laser beam focus on (copper, steel, titanium, rhenium and molybdenum), have been considered play significant role for their characteristic in daily life and production industry. In this work, linear time of flight mass spectrometry (TOF-MS) that is domestic industry product have been used. Ablation and ionisation dynamics have made with laser beam an Nd:YAG laser having 5 ns pulse width and having at 1064, 532 and 355ns wavelength was provided from Continuum, Surelite III@10 Hz. which was focused on materials (Cu, Ti, Re, Mo, Fe) in the vacuum chamber at 10-8 mbar. The data which is achieved in MCP detector have been monitorized by direct LeCroy, WaveRunner 64Xi, digital-storage oscilloscope with direct 600 MHz, and necessary data has been examined in detail and recorded. The data in mass spectrum have been analysed by using SIMION 8.0 simulation program.
Key Words: Laser, Ablation, Multiphoton Ionisation, Time-of-Flight Mass
v
TEŞEKKÜRLER
Yüksek lisans tezimin hazırlanmasında Laser Spektroskopi Laboratuar imkanlarını sunan, hiçbir yardımı esirgemeyen, saygıdeğer hocam Prof. Dr. Hamdi Şükür KILIÇ’a sonsuz teşekkürlerimi sunarım.
TÜBĐTAK tarafından 106T679 numaralı ‘Uçuş Zamanlı Kütle Spektroskopisi (TOF-MS) ve Rezonans Laser Ablasyonu (RLA)’ isimli proje kapsamında verilen destekten dolayı TÜBĐTAK’a teşekkür ederim.
Sağladığı imkanlardan dolayı Selçuk Üniversitesi Fen Fakültesi Fizik Bölümü’ne, bu çalışma sırasında hiçbir zaman yardımlarını esirgemeyen Arş. Gör. Dr. Murat YILDIRIM’a ve özellikle SIMION 8.0 programını öğrenmemde katkılarından dolayı Arş. Gör. Ömer ŞĐŞE’ye (Afyon Kocatepe Üniversitesi, Fen-Edebiyat Fakültesi, Fizik Bölümü, Afyonkarahisar) teşekkürü bir borç bilirim. Ayrıca Arş. Gör. Raşit Aydın’a ve Arş. Gör. Ümmühan Uçar’a da teşekkür ederim.
Bütün öğrenim hayatım boyunca ve bu tez çalışmamın en başından itibaren maddi manevi desteklerini esirgemeyen aileme çok teşekkür eder saygılarımı sunarım.
ÖNSÖZ
Laserin icadıyla birlikte laserler 1958-1960 yılları arasında hızlı bir gelişme göstererek, önce bilim dünyasında sonra ise günlük hayatta yerini almıştır. Laserlerin bilimsel alt yapısını oluşturarak, teknolojide kullanımını sağlamak için Rusya ve Amerika bilimsel yatırımlara olağanüstü ölçüde büyük bütçeler ayırmıştır. Böylece yüzyılın harikası olarak nitelendirilen laser teknolojisinin gelişmesinde önemli rol oynamışlardır.
Bilim insanlarının, verilen imkânları doğru ve verimli bir şekilde değerlendirmesiyle, hem laserlerin kullanım alanının genişlemesi hem de ihtiyaçlar doğrultusunda laserlerin gelişmesinin hızlanması sağlanmıştır. Her geçen gün kullanım alanı genişleyen laser, başta Amerika ve Japonya olmak üzere gelişmiş ülkelerin sanayisinde başarılı bir şekilde kullanılan, vazgeçilmez bir cihaz haline gelmiştir. Ülkemizde de günden güne laserlerin kullanımı hızla artmaktadır.
Laserler günümüzde oldukça yaygın bir şekilde özellikle bilim, sanayi, tıp, askeri, uzay ve malzeme analizinde kullanılarak sosyal hayatta yerini almıştır. Sanayide; malzeme kesme, delme, kaynak yapma ve markalama gibi alanlarda oldukça kaliteli sonuçlar elde edilmektedir. Tıp alanında; laserle göz ameliyatında dermatolojide ve çeşitli ameliyatlarda sağlam dokulara zarar verilmeden iyileşme süresinin kısaltılmasını sağlamak ve başarılı sonuçlar elde etmek için kullanılmaktadır. Askeri alanda; yüksek çıkış gücüne sahip laserlerin çeşitli silah, füze ve roketlerin geliştirilerek hedefin uzaydan veya herhangi bir yerden, en az hatayla vurulmasına yönelik çalışmalar yapılmaktadır. Malzeme analizi yöntemleri arasında gerek sağlık açısından gerek çok az malzeme kullanmak suretiyle analiz yapıldığı için diğer malzeme analizi yöntemlerinden çeşitli üstünlükleri vardır.
Günümüzde laser ablasyon malzeme teknolojisinde önemli bir yer tutmakta ve imalat teknolojisinde malzeme işleme, kesme, delme gibi ihtiyaçların yüksek kalitede sağlanması çalışmalarına altyapı oluşturmaktadır. Bu doğrultuda; bu çalışmada çeşitli alanlarda yaygın olarak kullanılan malzemelerin laser ablasyon ve iyonizasyon dinamiklerini inceleyerek, malzemelerin uygun parametrelerini tespit ederek ve nelerin yapılabileceğini ortaya koyarak tartışılmıştır.
Laser ablasyon (LA) laser demetinin katı malzeme üzerine uygun geometriyle odaklanmasıyla malzeme sökme işlemidir. Ablasyon sırasında çatlak veya erimeden dolayı şekil bozukluklarının mikro boyutta olmasından dolayı oldukça kaliteli işleme yüzeyi elde edilebilmektedir.
Katı hedef malzeme LA iyonizasyonunda, aynı atımın ilk kısmıyla katı numune üzerinden malzeme sökülür, diğer kısmıyla ise iyonlar elde edilir. TOF-MS (time
of-vii
zamanına bağlı olarak gelen iyonların hangi numune ve iyon olduğu SIMION 8.0 simulasyon programı kullanılarak belirlenmek suretiyle kütle analizi yapılmıştır. Bölüm 1’de laserlerin çalışma prensipleri ve laser çeşitleri üzerinde durulmuştur. Bu çalışmada katı hedef malzeme kullanıldığı için ablasyon dinamikleri hakkında teorik bilgiler ve lineer TOF-MS için teorik bilgiler verilmiştir.
Bölüm 2’de deneysel sistem üzerinde sunulmuştur. Yerli sanayi alt yapısı kullanılarak üretilen TOF sistemi ve sistemde kullanılan cihazlar hakkında ayrıntılı bilgi verilerek, sistem ve cihazlar tanıtılmıştır.
Bölüm 3’de deneysel çalışmalar sunulmuştur. Cu, Mo, Ti, Re ve Fe malzemelerini kullanarak laser ablasyon ve iyonizasyon süreçleri ortaya konmuştur. Deneylerden 1064 nm, 532 nm ve 355 nm dalga boylarında laser gücünün, malzeme üzerine düşme açısının ve dalga boyunun fonksiyonu olarak spektrumlar elde edilmiştir. Elde edilen spektrumlar SIMION 8.0 kullanılarak analiz edilmiştir.
ĐÇĐNDEKĐLER ÖZET...iii ABSTRACT ... iv TEŞEKKÜRLER ... v ÖNSÖZ... vi ĐÇĐNDEKĐLER ...viii ŞEKĐLLER DĐZĐNĐ... x TABLOLAR DĐZĐNĐ... xii BÖLÜM 1: TEORIK ÇALIŞMALAR ...- 1 - 1.1. Giriş...- 1 -
1.2. Laserler ve Laserlerin Çalışma Prensipleri ...- 2 -
1.2.1. Laserlerin Çalışma Prensipleri ... 2
-1.2.1.1. Kendiliğinden ve etkilemeli geçişler ... 2
-1.2.1.1.1. Kendiliğinden salma... 3
-1.2.1.2.2. Etkilemeli salma... 5
-1.2.2. Laserin Oluşması Đçin Gerekli Şartlar ... 6
-1.2.2.1. Aktif ortam (medium)... 6
-1.2.2.2. Nüfus terslenimi ... 6
-1.2.2.3. Geribesleme ... 6
-1.2.3. Laser Işığının Özellikleri... 6
-1.2.3.1. Tekrenklilik (monokromatiklik) ... 7
-1.2.3.2. Doğrultusunun olması... 7
-1.2.3.3. Eş zamanlılık (koherenslik) ... 9
-1.2.3.4. Parlaklık... 10
-1.2.3.5. Polarizasyon (kutuplanma) ... 11
-1.2.3.6. Laser demetinin periyot ve tepe gücü ... 11
-1.2.4. Ablasyonda Kullanılan Laserler... 12
-1.2.4.1. Laserler ... 12
-1.2.4.2. Nd:YAG laser ... 16
-1.2.5. Atımlı Laser Ablasyonu ... 19
-1.2.5.1. Fototermal ablasyon ... 21
-1.2.5.2. Fotofiziksel ablasyon ... 21
-1.2.5.3. Fotokimyasal ablasyon ... 22
-1.2.5.4. Termo ve fotomekanik ablasyon... 22
-1.3. Đyonlaştırma Teknikleri...- 22 -
1.3.1. Elektron Đyonizasyon (EI) ... 23
-1.3.2. Kimyasal Đyonizasyon (CI) ... 23
-ix
1.3.5. Hızlı Atom Bombardıman Kaynakları (FAB)... 25
-1.3.6. Çok Fotonlu Đyonizasyon (MPI) ... 25
-1.4. Kütle Analizörü ve Lineer Time-of-Flight (TOF) ...- 29 -
1.4.1. Kütle Analizörleri ... 32
-1.4.2. Uçuş Zamanlı Kütle Analizörü ... 33
-1.4.3. Lineer Uçuş Zamanlı Kütle Analizörü Teorik Çalışmaları ... 35
-1.4.3.1. Uçuş zaman denklemi... 36
-1.4.3.2. Kütle spektrumunun kalibrasyonu ... 37
-1.4.3.3. Kütle çözünürlüğü ... 38
-1.4.3.4. Zaman, uzay ve kinetik enerji dağılımları ... 39
-1.4.3.4.1. Zamansal dağılımlar... 39
-1.4.3.4.2. Başlangıç kinetik enerji dağılımları ... 40
-1.4.3.4.3. Uzaysal dağılımlar ... 41
-1.4.3.4.4. Uzaysal odak noktası... 42
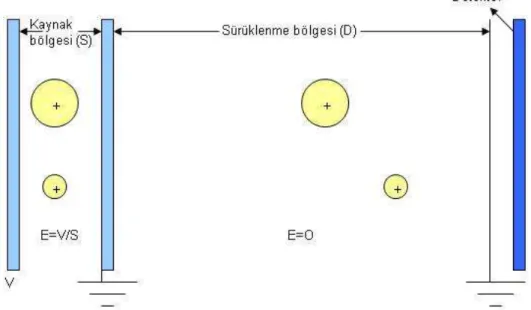
-1.4.3.5. Đki alanlı itme ve uzay odaklama ... 42
-1.5. SIMION 8.0 Programı ...- 44 -
BÖLÜM 2: DENEYSEL SISTEM...- 47 -
2.1. TOF-MS sistemi ...- 47 -
2.2. Deneysel Düzenek ve Ölçüm Sistemleri ...- 51 -
2.2.1. Laser Atım Biçiminin Belirlenmesi ... 53
-2.2.2. MCP Detektör ... 54
-2.2.3. Osiloskop ve Biligsayar Sistemleri ... 57
-BÖLÜM 3: DENEYSEL ÇALIŞMALAR VE SONUÇLAR ...- 59 -
3.1. Giriş...- 59 -
3.2. Deneysel Çalışmalar...- 60 -
3.2.1. Bakır (Cu) Atomunda Ablasyon ve Đyonlaştırma Çalışmaları... 60
-3.2.1.1. Laser gücüne bağlı Cu iyon pikleri... 65
-3.2.1.2. Cu iyon piklerinin laser geliş açısına bağlılığı... 68
-3.2.2. Titanyum (Ti) Atomunda Ablasyon ve Đyonlaştırma Çalışmaları... 69
-3.2.3. Renyum (Re) Atomunda Ablasyon ve Đyonlaştırma Çalışmaları ... 72
-3.2.4. Molibden (Mo) Atomunda Ablasyon ve Đyonlaştırma Çalışmaları... 74
-3.2.5. Demir (Fe) Atomunda Ablasyon ve Đyonlaştırma Çalışmaları... 77
-BÖLÜM 4: TARTIŞMALAR...- 79 -
KAYNAKLAR ...- 83 -
BĐREYSEL VE ÇALIŞMA GRUBU YAYINLARI...- 87 -
ŞEKĐLLER DĐZĐNĐ
Şekil 1.1: E1 ve E2 iki enerji seviyesi için kendiliğinden salım süreci gösterilmektedir...2
Şekil 1.2: E1 ve E2 iki enerji seviyesi arasında etkilemeli salım süreci gösterilmektedir. ...5
Şekil 1.3: Spot ölçüsünü gösteren şekil. ...8
Şekil 1.4: Lazer atımları...12
Şekil 1.5: Basit bir lazer şekli. ...13
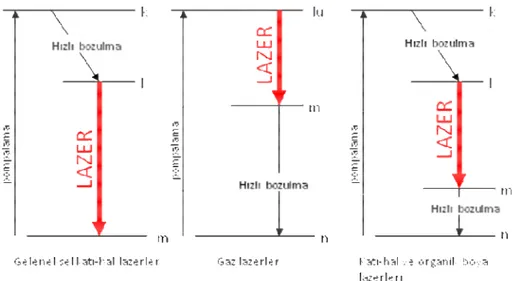
Şekil 1.6: Üç ve dört seviyeli lazerler için enerji seviyeleri, pompalama ve bozulma süreçleri. ..17
Şekil 1.7: Kristal 808-nm GaAs ile pompalandığında Nd:YAG kristalinin enerji seviyeleri arasında pompalama ve lazer geçişleri gösterilmektedir.. ...17
Şekil 1.8: (a) Tek foton iyonlaştırma süreci gösterilmektedir. (b) Rezonans olmayan çok fotonlu iyonlaşma süreci görülmekte. (c) Rezonans iyileştirilmiş çok fotonlu iyonlaştırma (üç foton uyarma, iki foton iyonlaştırma). ...29
Şekil 1.9: Bir kütle spektrometresinin bileşenleri. ...32
Şekil 1.10: Tek alanlı lineer uçuş zamanlı kütle spektrometresinin şematik resmi. ...36
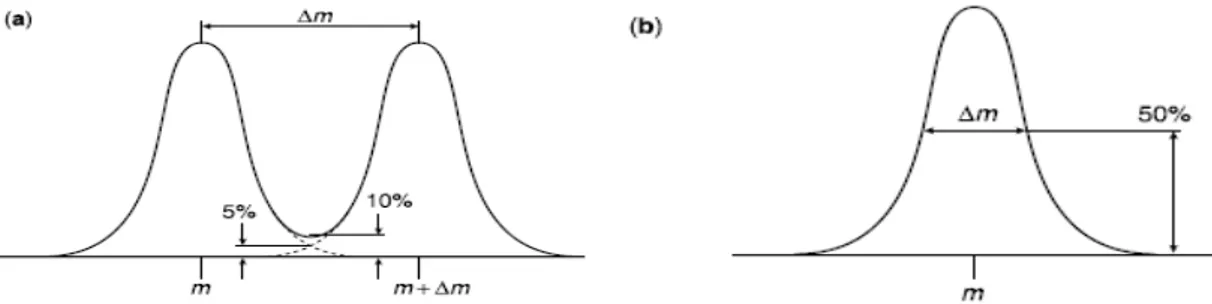
Şekil 1.11: Kütle çözünürlüğünü belirlemek için farklı biçimlerde m ve ∆m’nin belirlenmesi..38
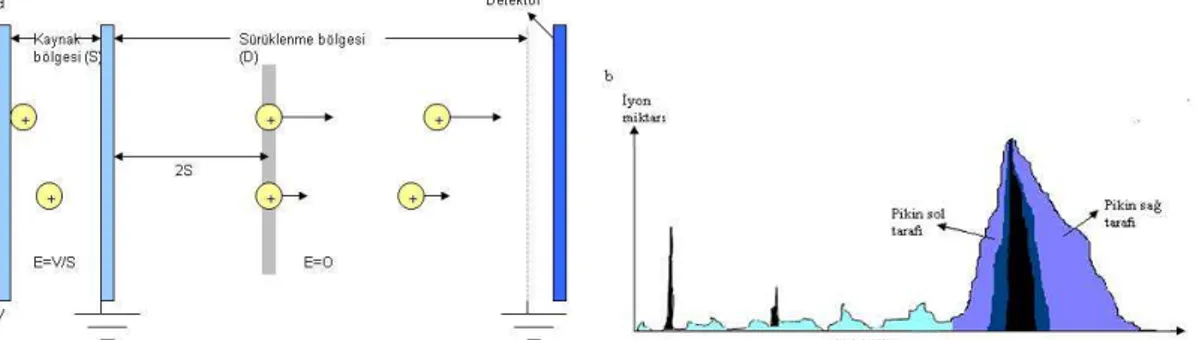
Şekil 1.12: a) Lineer TOF’da farklı başlangıç kinetik enerjili iyonlar. b)Farklı başlangıç kinetik enerjili iki iyon ve kütle spektrumunda kinetik enerji dağılımının etkileri. ...40
Şekil 1.13: Arka plakaya göre farklı yerlerde oluşan iki iyon ve uzaysal dağılımın kütle spektrumunda etkileri. ...42
Şekil 1.14: a)Tek alanlı ve b) çift alanlı itme bölgeli TOF’da uzay odak noktasının şematik gösterimiyle karşılaştırılması...42
Şekil 1.15: a)Üç alanlı lineer TOF-MS’nin SIMION 8.0’da XY ekseninden iki boyutlu görüntüsü. b)Aynı şeklin 3D görüntüsü...46
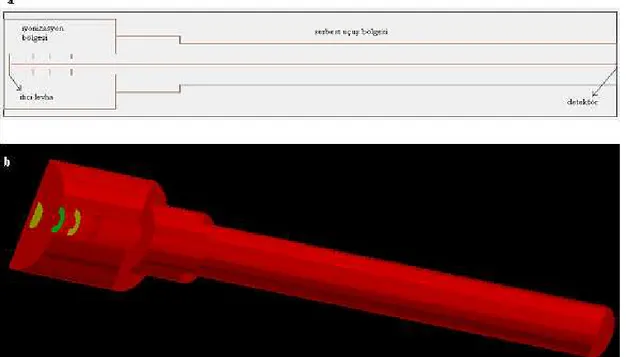
Şekil 2.1: Uçuş zamanlı kütle spektrometrisinin SIMION 8.0 3D ‘de kesit olarak şekli...47
Şekil 2.2: a)TOF-MS’nin x-y kesiti. b)Vakum çemberinin y-z kesitidir...48
Şekil 2.3: TOF-MS’nin üç boyutlu şekli. ...49
Şekil 2.4: TOF’un şematik gösterimi...51
Şekil 2.5: Đtici levhaya uygulanan gerilim-TOF değişimi.51 Şekil 2.6: Deney düzeneği. ...52
xi
Şekil 2.8: a)Lazer spektroskopi laboratuarında kullandığımız MCP detektör (Lazer Spektroskopi Lab. Konya.) b)Detektörün üst yüzeyi (Gross 2004). c)MCP cihazının bir kanalı (Watson ve ark. 2008). ...55 Şekil 2.9: Kazanç artırmak için MCP’nin dizilimi. Soldan itibaren: tek MCP, zikzak (chevron) levha, ve z-istifli biçimi...55 Şekil 2.10: Bakır numunesinin lazer gücü 2.3 W ayarlanarak 1064 nm dalga boyu kullanarak elde edilen bakır numunesinin spektrumu. ...56 Şekil 2.11: Cu+ bakır iyon miktarının detektör gerilimine bağlı değişimi...56 Şekil 2.12: Titanyum (Ti) atomu üzerinde farklı lazer gücü kullanılarak yapılan laser ablasyon ve iyonlaştırma çalışmalarının sonuçları, veri analizi için kullanılan osiloskop ekranındaki karşılaştırmalı presentasyonu. Osiloskop ekranının düşey ekranı iyon sayısını ve yatay ekseni ise uçuş zamanını (µs) temsil etmektedir...58 Şekil 3.1: Cu’nun üç farklı dalga boyunda iyonlaşması için gerekli foton sayıları. ...62 Şekil 3.2: Deneysel ve teorik kütle spektrumunun karşılaştırılması, uluslararası bir konferansta sunulmuştur...63 Şekil 3.3: Spektrumlar bir bakır levha üzerine laser demeti 25 cm odak uzunluğuna sahip bir mercekle odaklanmak sureti ile düşürülerek kaydedilmiştir...64 Şekil 3.4: a, b ve c grafiklerinde sırasıyla 355nm, 532nm ve 1064nm dalga boylarında
lazer gücünün değişimine bağlı olarak TOF-iyon sayısı grafikleri görünmektedir.66 Şekil 3.5: 355nm, 532nm ve 1064nm dalga boylarına bağlı olarak TOF-iyon sayısı
değişimi. ...67 Şekil 3.6: Lazer demetinin hedef malzeme üzerine geliş açısıyla düşme şekli. ...68 Şekil 3.7: Farklı üç dalga boyunda geliş açısının bir fonksiyonu olarak Cu+ pikleri gösterilmektedir...69 Şekil 3.8: Ti atomunun üç farklı dalga boyunda iyonlaşması için gerekli foton sayıları. ...71 Şekil 3.9: Titanyumun 355nm, 532nm ve 1064nm dalga boylarında elde edilen spektrumları...71 Şekil 3.10: Renyumun enerji seviyeleri ve 355, 532 ve 1064nm dalga boylarında iyonlaşması için sırasıyla 7, 4 ve 3 iyonun gerekli olduğu gösterilmektedir...73 Şekil 3.11: Renyum (Re) hedef malzemesinin, 5 ns lazer atımlı Surrellite III Nd:YAG lazer atımları ve 355nm, 532nm ve 1064nm dalga boyları ve bir lineer uçuş zamanlı kütle (TOF) spektroskopisinden elde edilen kütle spektrumları görülmektedir. Đyon sayısı (rastgele) gelişigüzel birimlerde çizilmiştir. ...74 Şekil 3.12: Molibdenin 1064nm dalga boyunda elde edilen spektrumu...76 Şekil 3.13: 532 nm’de demir malzemesinden elde edilen iyonların TOF - iyon miktarı grafiği. ...78
Şekil 4.1: Laser gücüne bağlı olarak 355 nm, 532 nm ve 1064 nm dalga boyları
kullanılarak elde edilen Cu+ iyon sayısındaki değişim...80
Şekil 4.2: Laser yoğunluğuna bağlı olarak Cu+ iyon sayısı değişimi. ...80
Şekil 4.3: 1064 nm’de demir malzemesinden elde edilen Fe+ ve Fe+2 iyonların laser gücüne bağlı değişimi. ...81
TABLOLAR DĐZĐNĐ Tablo 1.1: Koherenslik...9
Tablo 1.2: Parlaklık...10
Tablo 1.3: Ticari olarak kullanılabilir lazerler ve endüstriyel uygulamaları...14
Tablo 1.4: Lazerin kullanım alanları...15
Tablo 1.5: Malzeme işleme amaçlı lazerler. ...16
Tablo 1.6: Nd:YAG ve CO2 için güç aralıklarına göre malzeme işleme. ...16
Tablo 1.7: Tipik Nd:YAG lazer parametreleri. ...18
Tablo 2.1: Vakum teknolojisinde basınç aralıkları. ...50
Tablo 2.2: Selçuk Ünv. Fen Fakültesi Fizik Böl. Laser Spektroskopi Laboratuarında bulunan Nd:YAG lazerin bazı parametreleri listelenmektedir. ...53
Tablo 3.1: Bakırın en fazla bulunan iki izotopu...61
Tablo 3.2: Deneyde kullandığımız laser dalga boylarında fotonların “eV” biriminden katları. ...61
Tablo 3.3: Titanyum izotopları. ...70
Tablo 3.4: Renyum izotopları. ...72
Tablo 3.5: Molibden izotopları. ...76
- 1 -
BÖLÜM 1: TEORĐK ÇALIŞMALAR 1.1. Giriş
“Light Amplification by Stimulated Emission of Radiation” kelimelerinin baş harfleriyle sembolize edilen Türkçe’si; “uyarılmış yayılma ile ışığın güçlendirilmesi” anlamına gelen LASER, morötesi bölge ile kızılötesi bölge arasında elektromanyetik dalga (EMD) üretebilen bir cihazdır.
Đlk olarak, 1960 yılında Maiman ve Javan, laser olayını bir sentetik yakut kristalinden elde etmişlerdir. Fakat laserin bulunuş tarihini 1960 olarak kabul etmek doğru olmaz. Daha gerilere giderek 1917 yılında Albert EINSTEIN’in “Stimulated Emission” (etkilemeli salma) adını verdiği hadiseyi göz önünde bulundurmak gerekir. Bu durum, uyarılmış bir atomun daha düşük bir enerji seviyesine foton salarak iki farklı biçimde geçebileceği 1917 yılında Einstein tarafından gösterilmiştir (Hecht 1999, Silfvast 2004, Webb ve ark. 2004). Bu durumlardan birincisi, atomun kendiliğinden enerji salarak taban enerji seviyesine geçmesi, diğeri ise, uygun frekanslı bir elektromagnetik radyasyon ile tetikleme yapılarak enerji yayınlanmasının sağlanmasıyla atomun düşük enerji seviyesine geçmesidir. Đkinci süreç etkilemeli salma olarak bilinir. Bu süreç laserin çalışmasının temelini oluşturur.
Fransız fizikçi Kastler, uyarılmış salma olayının meydana gelmesini sağlayabilmek için, parçacıkların enerji seviyelerindeki değişimini ortaya koydu. Böylece bütün veriler sonucunda Amonyak gazlı Maser yüksek frekanslarda titreşimlere başladı. Bundan sonra 1958’de Schawlow ve Townes “optik maser” ’in yani “Laser”’in teorisini yaptılar. 1960’da ilk defa Maiman yakut laseri icat etti. 1964 yılı Fizik Nobel Ödüllü C.H. Townes, N.B. Basow ve A.M. Prokhov tarafından yapılan maser-laser ilkesine dayanarak gerçekleştirilen kuantum elektroniği alanındaki temel çalışmaya verilmiştir (Milonni ve ark. 1988). 1962’den 1968’e kadar laserlerin temel gelişimi devam etmiştir. Neredeyse tüm önemli laser tipleri; yarı-iletken laserler, katıhal laserler (Nd:YAG laserler), gaz laserler (CO2 laserler), boya laserler ve diğer
gaz laserlerini kapsayan laserler hemen hemen tamamı bu zaman diliminde bulunmuştur. 1968’den sonra yapılan laserler daha güvenilir ve sağlam olarak
dizayn edildimiş ve daha üst düzy teknoloji kullanılarak üretilmiştir. 1970’lerin ortalarından sonra kesme, kaynak yapma, delme ve markalama yapmak gibi endüstriyel uygulamalarda pratik uygulamalar için daha güvenilir laserler üretilmiştir. 1980’lerde ve 1990’ların başında laserler ısıl işlem, kaplama, alaşımlama, parlatma ve ince film kaplama gibi yüzeyle ilgili uygulamalar için kullanılmaya başlanmıştır.
1.2. Laserler ve Laserlerin Çalışma Prensipleri 1.2.1. Laserlerin Çalışma Prensipleri
Laser süreci, gerekli olan üç temel adımın ve gerekli şartların oluşmasıyla gerçekleşmektedir. Bu şartlar;
1. Elektromagnetik spektrumun aktif bölgesinde ışıma yapan atom veya moleküllerden oluşan aktif ortam olmalıdır.
2. Aktif ortamda nüfus terslenimi elde edilebilir olmalıdır. 3. Optiksel geribeslemenin oluşması gerekir.
1.2.1.1. Kendiliğinden ve etkilemeli geçişler
Şekil 1.1 ile verilen seviyelerde E1 seviyeden E2 seviyeye gerçekleşen geçişler
durumunda soğurma, E2 seviyesinden E1 seviyesine olan geçişler durumunda ise
salma olayları gerçekleşmektedir.
Şekil 1.1: E1 ve E2 iki enerji seviyesi için kendiliğinden salma süreci gösterilmektedir.
Üst enerji seviyesine uyarılmış bir atom için iki yol vardır. Bu durumda, sistem ya uyarılmış seviyede iken ekstra foton yada fotonlar soğurarak daha büyük enerji değerine sahip enerji seviyesine veya iyonik seviyeye çıkmak, ya da foton salarak taban enerji seviyesine geri döner. Taban seviyeye geçme olayına “durulma” denir.
- 3 -
Durulma süreci iki yolla gerçekleşmektedir. Bunlar, birincisinde, uyarılmış enerji seviyesinde bulunan kuantum sistemi, uyarılmış enerji seviyesindeki sınırlı hayat süresini doldurduktan sonra kendiliğinden bir foton salarak taban enerji seviyesine geçer. Bu durumda alt enerji seviyesine geçerken sistem bir foton salar. Buna “kendiliğinden salma” denir. Đkincisinde ise, uyarılmış enerji seviyesindeki
kuantum sistemi, uyarılmış seviyedeki hayat süresi dolmadan önce bir foton tarafından etkilenerek durulmaya zorlanır. Bu zorlama sonrasında sistem bir foton salarak taban enerji seviyesine geçer. Bu geçişte de yine sistem tarafından foton salınımı gerçekleştirilir. Bu salınıma etkilemeli salma denir (Kılıç, H. Ş., Laser
Fiziği Ders Notları).
1.2.1.1.1. Kendiliğinden salma
Bir parçacık yüksek bir enerji seviyesinden düşük bir enerji seviyesine kendiliğinden geçerken yayılan fotonun frekansı
2 1
21
E E
h
ν = − 1.1
olur. Bu durum Şekil 1.1 ile şematik olarak gösterilmektedir.
E1 enerjili taban enerji seviyesinde başlangıçta parçacık sayısı N1, E2 enerjili
uyarılmış enerji seviyesinde parçacık sayısı N2 olsun. Parçacıkların iki enerji
seviyesi arasındaki toplam oranı
21 2 21 dN N A dt = − 1.2 biçiminde verilmektedir.
Eşitliğin sağ tarafının negatif işaretli olma sebebi, uyarılmış enerji seviyesinin popülasyonundaki azalmayı ima etmektedir. ∆t gibi küçük bir zaman aralığında kendiliğinden salma olasılığı, yani; 2 seviyesinden 1 seviyesine kendiliğinden geçiş olasılığı nicel olarak A21∆t ile ifade edilen A Einstein katsayısıyla verilir. A 21 teriminin birimi s−1 ’dir. A21∆t teriminin kendiliğinden salma olasılığını doğru ölçmek için A21∆t≪1 olduğundan zaman aralığının çok küçük olması gerekir.
Bir parçacık birinci uyarılmış durumdan daha üst seviyelerde ise genellikle bir düşük enerji seviyesinden daha alttaki seviyelere geçiş yapabilir. Parçacığın küçük bir zaman aralığında herhangi bir düşük seviyeye kendiliğinden geçiş yapma olasılığı
2
A t∆ ifadesi ile verilmektedir. Burada A ; 2
2 21
1
A =
∑
A 1.3ile ifade edilir. Bunu özetleyecek olursak, bütün üst enerji seviyelerindeki elektronlar daha düşük enerji seviyelerine geçmeyi tercih ederler. Kendiliğinden salma yoluyla değişen üst enerji seviyesinin popülasyonu olarak ifade edilen toplam oran 1.4 ifadesiyle verilmektedir.
2
2 2
dN
N A
dt = − 1.4
1.4 denklemindeki N ifadesi çözülerek 2
2
0
2 2
A t
N =N e− 1.5
şeklinde elde edilir. Burada N ; üst enerji seviyenin t=0 anında, yani kendiliğinden 20 salma süreci başlamadan hemen önceki popülasyonudur.
Üst enerji seviyesinin popülasyonu kendiliğinden salma yoluyla üstel olarak azalır. Üst enerji seviyesinin doğal yaşam süresi
τ
2, popülasyonun başlangıç değerinin 1/e değerine düştüğü süredir veτ
2 =1/A2 olarak ifade edilmektedir.Olması muhtemel geçişler izinli geçişler olarak adlandırılır, muhtemel olmayanlar ise yasak geçişler olarak adlandırılır. Görünür bölgedeki izinli geçişler özellikle 106-108 s-1 oranında A katsayısına sahiptir. Bu bölgedeki yasak geçişler 1021 4 s-1 oranından daha küçük bir A katsayısına sahiptir (Webb ve ark. 2004). 21
- 5 -
1.2.1.2.2. Etkilemeli salma
Kendiliğinden salma yoluyla yüksek enerjili seviyeden düşük enerjili bir seviyeye geçiş olabildiği gibi, Şekil 1.2’de görüldüğü gibi, parçacıkların uygulanan radyasyon alanının etkisiyle uyarılarak da bu geçişi yapmaları sağlanabilmektedir.
Şekil 1.2: E1 ve E2 iki enerji seviyesi arasında etkilemeli salma süreci gösterilmektedir.
Etkilemeli salma olasılığı bu sürece sebep olan dış radyasyon alanının yoğunluğuna bağlıdır,
ρ ν
( )
biçiminde yazılır ve birimi Jm-3Hz-1 olarak ölçülür. Küçük bir dν frekans aralığı içinde etkilemeli salma oranı( )
'( ) ( )
2 2 21 dN d N B d dtν ν
=ν ρ ν ν
s -1 m-3 1.6biçiminde tanımlanmaktadır. Burada B21'
( )
ν
E1 ve E2 seviyeleri arasındaki geçişolasılıklarıyla orantılı bir katsayıdır. N2 geçişlerin üst seviyesinde hacim başına
düşen parçacıkların sayısıdır. B21'
( )
ν
frekansa bağlılığı çizgi biçimi fonksiyonugibidir ve
( )
(
)
'
21 21 0,
B
ν
=B gν ν
. 1.7biçiminde ifade edilebilmektedir. Buradaki B etkilemeli salma için Einstein B 21 katsayısı olarak adlandırılır. Etkilemeli salma yoluyla E2 seviyesinde toplam parçacık
yoğunluğunun değişme oranı (1.8, 1.9) biçiminde ifade edilmektedir (Webb ve ark. 2004).
( ) ( )
' 2 2 21 dN N B d dtν ρ ν ν
∞ −∞ = −∫
1.8 N B2 21 g( , )ν ν ρ ν ν
0( )
d ∞ −∞ = −∫
1.91.2.2. Laserin Oluşması Đçin Gerekli Şartlar 1.2.2.1. Aktif ortam (medium)
Laser fotonlarının kaynağı ortamın belirli üst ve alt enerji seviyeleri arasındaki bir geçiştir. Nüfus terslenimi yapılabilecek her çeşit katı, sıvı, gaz veya yarı-iletken malzemeler aktif ortam olarak kullanılabilmektedir. He-Ne, Yakut, CO2, Nd:YAG
bunların en çok bilinenleridir. Aktif ortam bir yükselteç gibi davrandığından uyarılmış salma sebebiyle giren ışık demeti aktif ortamdan yoğunluğu artmış olarak çıkmaktadır.
1.2.2.2. Nüfus terslenimi
Laser olayının gerçekleşmesi için bir diğer şart ise aktif ortamın uyarılmış seviyesindeki atomların sayısının taban durumdaki atomların sayısından fazla olmasıdır. Bunu sağlamak için yarı-iletken ve gaz aktif ortamlarında elektrik akımı, katı ve sıvı aktif ortamlarda ise optik pompalama kullanılır. Katı hal laserler genellikle bir flaş lamba ile pompalanır.
1.2.2.3. Geribesleme
Geribesleme, uyarılmış salma yoluyla aynı frekanslı, aynı yönde ilerleyen daha fazda foton elde etmek için yapılır. Bu sistemde yoğun laser demeti, aktif medyum üzerinden çoksayıda laser üretimi gerçekleştirerek ışık foton sayısının artırılması maksatı ile iki aynadan oluşan bir kavite sistemi kullanılmaktadır. Bu aynalar medyumun iki ucuna yani medyumdan çıkan dalgalara dik olacak şekilde yerleştirilir. Böylece, aktif medyum tarafından salınan fotonlar aynalar tarafından daha fazla şiddet elde edilmek üzere aktif ortama geri gönderir. Bu yolla kazanç hücresinin boyunu etkin olarak artırmış oluruz.
1.2.3. Laser Işığının Özellikleri
Malzeme işlemeyi içeren uygulamaların bazısı için kullanışlı olan laserlerin bazı temel özellikleri vardır. Bunlar; tekrenklilik, doğrultusunun olması, koherens olması ve parlaklıktır. Laser ışığı, laserden çıkan her biri oldukça önemli ve etkili olan
- 7 -
ışığının gücü, atım enerjisi, uzaysal demet parametreleri (biçim ve genişlik), zamansal parametreler (atım süresi) ve uzaysal ve zamansal koherensliktir. Bunlara ek olarak laser ışığının sabit rezonatör modları, polarizasyon (kutuplanma) ve laser demetinin periyod ve tepe gücüyle ilgili özellikleri de vardır.
Laser ışığının belli bir noktaya odaklanması gibi uzaysal özellikler, malzeme işlemede oldukça önem arz etmektedir.
1.2.3.1. Tekrenklilik (monokromatiklik)
Aynı frekansa sahip foton grubunun özelliğine tekrenklilik denir. Laser demetleri oldukça tekrenklidir.
Laser kavitesinde fiziksel etkileşimin iki tipi vardır (Ready ve ark. 2001). 1) Laserle
dövülen malzemedeki kazanç ile elektromanyetik radyasyon arasında meydana gelen rezonans etkileşim, 2) Aynalar yoluyla şekil verilen rezonans kavitesi ve laser ışığı
arasındaki etkileşim. Laser kavitesinin eksenel modu veya boylamı ω=2πcq/ 2nL ile verilir. c boşlukta (vakum içinde) ışığın hızı, q bir tamsayı, n kazanç ortamında kırılma indisi ve L aynalar arası uzaklıktır.
Normalde hiçbir ışık kaynağı çok iyi bir ışık kaynağı üretme başarısına sahip değildir. Mükemmel bir tek renkli ışık elde etmek için ışığın filtrelenmesi gerekir. Yani, filtreleme kalitesine göre ışığın tekrenkliliği değişebilmektedir.
1.2.3.2. Doğrultusunun olması
Geleneksel ışık kaynağında, ışık kaynağından bütün yönlere eşit olarak ışık yayılır. Geleneksel ışık kaynağı oldukça hızlı bir şekilde etrafa dağıldığı için belirli doğrultuda yönlenemez ve küçük bir noktaya odaklanamaz. Oysa laser iyi yönlendirilebilir ve küçük bir noktaya odaklanabilir. Laser demetinin doğrultulabilir olma özelliğinin bir ölçüsü demetin dağılma hızı olarak belirlenen demet sapmasıdır. Dağılma hızının bir ölçümü olarak demetin sapmasının tanımı ortalama dalga boyunun, λ, laser demetinin yarısına oranıdır. Bu sebeple demet sapma açısı olarak yarım açı (θ1/ 2) değil, tam açı (θ) kullanılmaktadır.
Laser demeti çeşitli optik aletler (ayna, mercek) yardımıyla yönlendirilebilmektedir ve odaklanabilmektedir. Bu sayede laser demetini istediğimiz hedef malzeme üzerine düşürebiliriz ve malzeme üzerindeki spot alanını değiştirebiliriz.
Demet sapması dairesel veya karesel geometriye ve laser ışığının özelliğine (dalga boyu gibi) bağlıdır. Demet çapı ve kullanılan merceğin odak noktasından faydalanarak malzeme üzerindeki spot genişliği deneysel olarak ölçülebilmekte ve teorik olarak hesaplanabilmektedir. Deneysel sapma açısı (θm) Ready ve arkadaşlarının (Ready ve ark., 2001) da belirttiği gibi, spot çapı veya genişliğinin mercekle spot arasındaki mesafeye ( f ) oranı olarak hesaplanabilmektedir. Ölçülen çap veya tam demet genişliği d ile gösterilirse, deneysel sapma s θm =ds/ f ile ifade edilir. Demet sapmasının bu biçimi basittir ama bütün laserler için oldukça kullanışlıdır.
Şekil 1.3: Spot ölçüsünü gösteren şekil.
Demetin geometrisi bilinirse demet sapması ve koherens genişliği doğrudan spot ölçüsüne bağlanabilir. Odaklanmamış demet çapı, D, olmak üzere uzak TEM00 için
odak spot ölçüsü;
0 1.22 / 0.61 ( c/ 2)
r = fλ D= f θ 1.19
ile verilen demet sapma açısı θc parametresine bağlı olarak r yarıçapı ile 0
belirlenebilmektedir (Ready ve ark. 2001). r ; 0 r=0 noktasından uzakta şiddet azalır ve şiddetin sıfır olduğu r değeridir.
1.19 denklemini modlara göre daha genelleştirmek gerekirse; TEMpl olarak ifade
- 9 - 0 2 0 2.44 f d r D λ = = 1.20.a ise; 0 2.44( / ) (2 1) d = fλ D × p l+ + 1.20.b
şeklinde yazılır (Steen 1991).
Bu örneksel tanım y’nin x ile yer değiştirmiş y koordinatını da kapsar. Gaussian laser demetinde gücün yaklaşık %86’sı merkezde toplanmıştır (Steen 1991). En düşük dizi Gaussian demeti için, 1/e2 ışınlama noktasında uzak kesit alan yarıçapı
0 0 2 g r f λ f θ πω = = 1.21
dir (Ready ve ark. 2001). θg Gaussian demeti için demet sapma açısıdır. 1.2.3.3. Eş zamanlılık (koherenslik)
Tablo 1.1: Koherenslik (Ready ve ark. 2001).
Eş zamanlılık Parametresi Đfade Demet Kesiti (beam cross section) Toplam eşzamanlılık uzunluğu 2 / / c c L =cT ≈ ∆ =c v λ ∆λ Uzaysal eşzamanlılık genişliğiyle birlikte Lineer mesafe Radyal mesafe 2 / wi i L = fλ D= fθ , i=x veya y 2.44 / w c L fλ D= fθ Dikdörtgensel Dairesel
Eş zamanlılık alanı Dikdörtgensel alan Dairesel alan 2 c wx wy x y A =L L = f
θ θ
(
)
2(
)
2 2 / 4 / 4 c w c A =π
L =π
fθ
Dikdörtgensel Dairesel Eş zamanlılık hacmiDikdörtgensel hacim Silindirik hacim
(
2)
2 / c c c x x V =A L = λ ∆λ f θ θ(
2)
(
)
2 2 / / 4 c c c c V =A L = λ ∆λ π f θ Dikdörtgensel DaireselLaser optiksel kalitesi doğrudan laserin koherenslik özelliklerine bağlıdır. Laser koherenslik iki kategoriye ayrılır; zamansal ve uzaysal koherenslik. Laser çizgi
genişliği son derece dar olduğu için, laser zamansal uzunluğu genellikle çok uzun olur (Ready ve ark. 2001). Bu da laserlerin oldukça tekrenkli olduğu ve tek frekensla, tekrenkle, elektromanyetik alan veya çoklu ayrık frekans alanlarının sonlu grubuyla iyi tanımlanabileceği anlamına gelmektedir. Koherens zamanı, tc, ışık
demetinin koherens olduğu zaman periyodudur.
1.2.3.4. Parlaklık
Parlaklık terimi inkoherent geniş band siyah cisim kaynaklarına, çok doğrusal ve koherent laser kaynaklarına uygulanmaktadır. Parlaklık tanımı farklı uygulamalar için farklı uygulanır. Koherent laser kaynağı için çıkış alanı As ve toplam güç P,
parlaklık B Tablo 1.2’de verilmektedir. Ω uzak alandaki veya laser kaynağından f mesafedeki inceleme alanındaki eşezamanlı (koherent) alan yoluyla karşılık bulan katı açıdır ve katı açı
2 2
/ /
c s
A f λ A
Ω = = 1.22
olarak verilir(Ready ve ark. 2001).
Tablo 1.2’de; B parlaklığı siyah cismin enerji yoğunluğunu ifade etmektedir, Bt
siyah cisim kaynağının enerji yoğunluğunu ifade eder.
Parlaklık ve toplam parlaklık ortalama dalga boyunun karesinin tersiyle orantılıdır. Bunlar uzak alan pik ısısına da (parlaklığına) (I0) bağlıdır. I0 toplam laser gücü (P)
ile kaynağın alanının (As) çarpımının, λ dalga boyu ve f odak mesafesinin karelerine
bölümüdür. Bu ifade 1.23 denklemiyle gösterilir
2 2 2
0 s/( ) t/
I =PA λ f =B f 1.23
Tablo 1.2: Parlaklık (Ready ve ark. 2001). Parlaklık Parametresi Đfade
Parlaklık
(
)
2 / s / B=P AΩ =Pλ
Toplam parlaklık 2 / / t s B =P Ω =PA λ Spektral parlaklık(
)
(
2)
2 / / / / v c c B =P Ω∆ =v PT A D F ve(
)
/ s Bλ =P AΩ∆λ
- 11 -
Kaynağın alanı sırasıyla dikdörtgen, dairesel ve Gaussian demet için;
s x y
A =D D , As =π(D2/ 4), As =πω02/ 2 1.24
denklemleriyle ifade edilir.
Laser malzeme işleme sürecinde; yüksek yoğunluklu bir laser, küçük demet sapması ve dar çizgi genişliği en çok arzulanan parametre değerleridir. Laserin bu özellikleri tek bir ifadeyle spektral parlaklıktır. Spektral parlaklık;
2 2
/( / ) /
v s s
B =P λ A ∆ =v PA λ ∆v 1.25
olarak tanımlanır. Kullanılan koherenslik zamanı, Tc = ∆1/ v, ve odak uzaklığının ( f ) demet yarıçapına (D) oranı, F = f D/ olarak verildiğinde, Bv
(
2)
2/ / /
v c c
B =PT A D F 1.26
olarak yazılabilir (Ready ve ark. 2001).
Böylece parlaklığın laser gücüne, odaklama yapılan merceğe ve zamansal ve uzaysal koherensliğe bağlı olduğu anlaşılabilir. Ready ve ark.’na (2001) göre parlaklığın dalga boyuna bağlılığı parlaklığın bütün ifadelerinde aynıdır. Isısal kaynak için band genişliğinin ∆v anlamı açıktır. Tekrenkli laserler için bant genişliği laser çizgi genişliği (linewidth) ∆v olarak tanımlanmaktadır. Atımlı laserler için band genişliğinin anlamı belirsiz olabilir. Bazı durumlarda koherens ışık atım genişliğiyle belirlenebilmektedir.
1.2.3.5. Polarizasyon (kutuplanma)
Laser çıkışı genellikle lineer kutupludur. Karakteristik bir foton osilatörleriyle ilişkilendirilen elektromanyetik alan yayılma doğrultusuna dik olan tek yöne paraleldir. Laserler tamamen koherent değildir. Polarizasyon doğrultusu hızlıca değişir, bunun en önemli sebebi rastgele polarizasyon olarak bilinen sebeptir.
1.2.3.6. Laser demetinin periyot ve tepe gücü
Işık demetini sürekli dalga biçiminde üreten laserlere sürekli dalga (CW, Continuous Wave) modlu laserler denirken, periyodik atımlar üreten laserlere ise atımlı laserler
denir. CW laserlerde ölçülen güç ortalama güçtür, atımlı laserlerde ise atım başına ortalama güç ve atımın tepe gücü olarak iki biçimde ölçülmektedir. Ortalama güç T periyodunda ölçülürken, tepe gücü ise
τ
süresi boyunca ölçülmektedir.Laser demetinin kesiti Gaussian yoğunluklu bir şekle sahiptir. Deneysel iyon ürünleri gücün değiştirilmesiyle sonuçlandığında, hesaplamaların sonuçlarıyla deneysel verilerin karşılaştırılması sırasında atım enerjisi değişken olarak kullanılabilir (Singhal ve ark. 1996).
Şekil 1.4: Laser atımları.
Enerjiye bağlı olarak akı: laser atım enerjisinin laserle aydınlanan alana bölümü şeklindedir. Güç birim zamanda üretilen ya da harcanan enerjidir. Laser yoğunluğu ise; gelen laser gücünün laser demeti tarafından aydınlanan alana bölünmesiyle elde edilir.
1.2.4. Ablasyonda Kullanılan Laserler 1.2.4.1. Laserler
Basit bir laserde, Şekil 1.5 ile gösterildiği gibi, aynalar arasında uyarılmış salma mekanizması tarafından artan ışık salınımları yapabilen aktif medyum (ortam) vardır. Enerji aktif hale gelsin diye aktif mediumu pompalamak için bir sistem (Steen 1991) daha vardır. Bu genellikle CO2 ve He/Ne laserler için DC veya RF güç kaynaklarıdır
veya Nd:YAG laser için atımlı ışığın odaklanmasıdır.
Aynalardan biri salınan gücün bir kısmını geçirecek şekilde kısmen şeffaf olarak dizayn edilmiştir (%99.999). Diğeri ise %100 yansıtıcı olarak seçilmektedir.
- 13 -
Şekil 1.5: Basit bir laser şekli.
Aşağıda laser çeşitleri kullanılan medium cinsine göre sınıflandırılmıştır. -Katı hal laserler:
• Kristal parametrik iyon laserler, • Cam laserler,
• Katı hal boya laserler, • Renk merkezli laserler, • Yarı-iletken laserler, • Polimer laserler, • Excimer laserler -Sıvı laserler:
• Organik boya laserler, • Nadir toprak laserler -Gaz laserler:
• Nötral atom, iyonize ve moleküler gaz laserler,
• Optiksel pompalı uzak kızılötesi ve milimetrik dalga laserler -Diğer laserler:
• Aşırı morötesi ve yumuşak x-ışını laserleri, • Serbest elektron laserleri,
• Nükleer pompalanan laserler • Doğal laserler,
• Terslenimsiz laserler (Weber 1999).
Laserin icadı ve gelişmesiyle farklı ve geniş kullanım alanları mevcut hale gelmiştir. Bunlardan iletişim, tıp, kayıt, mesafe ölçümü, kirlilik tespiti (Zhang ve ark. 2001),
denetim, atomik füzyon (Steen 1991) gibi, laser ölçüm biliminde
(uzunluk/hız/pürüzlülük ölçümü), eğlence(laser ışık gösterisi), tıbbi teşhisler, ameliyatlar, tedavi ve iletişimde çok avantajlar sağlayacak biçimde kullanışlıdır (Majumdar ve ark. 2003).
Laserler uygulama biçimine göre üç gruba ayrılır; optiksel kullanım, malzeme işlemede güç kullanımı ve atomik füzyon için aşırı güç kullanımı (Steen 1991).
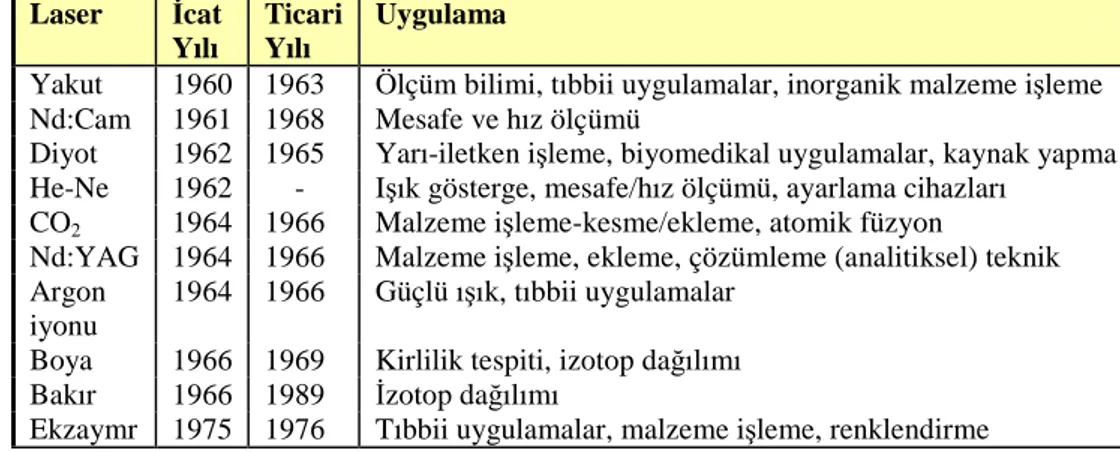
Tablo 1.3: Ticari olarak kullanılabilir laserler ve endüstriyel uygulamaları (Majumdar ve ark. 2003). Laser Đcat Yılı Ticari Yılı Uygulama
Yakut 1960 1963 Ölçüm bilimi, tıbbii uygulamalar, inorganik malzeme işleme Nd:Cam 1961 1968 Mesafe ve hız ölçümü
Diyot 1962 1965 Yarı-iletken işleme, biyomedikal uygulamalar, kaynak yapma He-Ne 1962 - Işık gösterge, mesafe/hız ölçümü, ayarlama cihazları
CO2 1964 1966 Malzeme işleme-kesme/ekleme, atomik füzyon
Nd:YAG 1964 1966 Malzeme işleme, ekleme, çözümleme (analitiksel) teknik Argon
iyonu
1964 1966 Güçlü ışık, tıbbii uygulamalar Boya 1966 1969 Kirlilik tespiti, izotop dağılımı Bakır 1966 1989 Đzotop dağılımı
Ekzaymr 1975 1976 Tıbbii uygulamalar, malzeme işleme, renklendirme
Laser üretim alanında; kesme, bükme, metal ve diğer metalleri kaynak yapmada ve markalamada, bilimde ise birçok uygulama için kullanılır, bunların en yaygını laser spektroskopisidir. Savunma amaçlı olarak mesafe ölçmede, hedef belirlemede ve ışıklandırmada kullanılır. Laserleri direkt enerji silahı olarak kullanmak için test aşamaları devam etmektedir. Laser ameliyat, teşhis ve tedavi uygulamalarında da kullanılmaktadır.
15 Tablo 1.4: Laserin kullanım alanları. (Majumdar ve ark. 2003).
Đletişim Ölçümbilim Depolama Eğlence Askeri Kimyasal Tıbbi Isı kaynağı Lazerin Kulanım Alanları
Yüksek güç uygulamaları Düşük güç uygulamaları
Optiksel Holografy, Malzeme Lazer ışık Hedef belirleme, Spektroskopi Anjiyoplasti Şekil verme, tel iletişimi, Uzunluk/ baskılama, gösterileri, Atomik füzyon, Đzotop ayırma, Tümör tedavisi, Kaynak,
Đletişim, hız ölçümü, Tarama, Gösterge, Gözetim. Fotokimyasal Cilt/diş/göz Prototipleme, Optiksel Denetim, Bilgi depolama. Đşitsel kaplama, ameliyatı, Đmalat, veriler Girişimölçer, akustik kayıt. Kirlilik kontrolü. Cildiye. Alttabaka depolama Düzenleme. kaplama, ve Yüzey
1.2.4.2. Nd:YAG laser
Laserlerin çok farklı çeşitleri geliştirilmektedir fakat bunlardan belli başlıları malzeme analizi için kullanışlıdır (Ready ve ark. 2001). Tablo 1.5 başlıca laser tiplerinin hangi tip uygulamalarda kullanılabildiklerini liste halinde ortaya koymaktadır. CO2 ve Nd:YAG laserleri laserle malzeme analizinde oldukça önemli
bir yere sahiptir (Ready ve ark. 2001). Tablo 1.6 başlıca iki tip laser olan CO2 ve
Nd:YAG laserlerin çeşitli enerji aralıklarında yaygın uygulamalarıyla ilgili bilgi vermektedir.
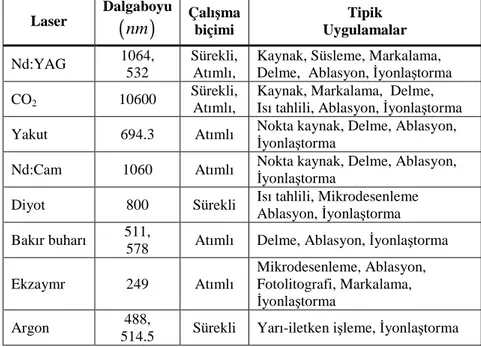
Tablo 1.5: Malzeme işleme amaçlı laserler (Ready ve ark. 2001).
Laser Dalgaboyu
( )
nm Çalışma biçimi Tipik Uygulamalar Nd:YAG 1064, 532 Sürekli, Atımlı,Kaynak, Süsleme, Markalama, Delme, Ablasyon, Đyonlaştorma
CO2 10600
Sürekli, Atımlı,
Kaynak, Markalama, Delme, Isı tahlili, Ablasyon, Đyonlaştorma Yakut 694.3 Atımlı Nokta kaynak, Delme, Ablasyon,
Đyonlaştorma
Nd:Cam 1060 Atımlı Nokta kaynak, Delme, Ablasyon, Đyonlaştorma
Diyot 800 Sürekli Isı tahlili, Mikrodesenleme Ablasyon, Đyonlaştorma Bakır buharı 511,
578 Atımlı Delme, Ablasyon, Đyonlaştorma
Ekzaymr 249 Atımlı
Mikrodesenleme, Ablasyon, Fotolitografi, Markalama, Đyonlaştorma
Argon 488,
514.5 Sürekli Yarı-iletken işleme, Đyonlaştorma
Tablo 1.6: Nd:YAG ve CO2 için güç aralıklarına göre malzeme işleme. (Ready ve ark. 2001).
Laser Isı verme Kaynak Delme Kesme Markalama Ablasyon Đyonlaştırma
Orta-güç CO2
(200-900W)
_
Evet Evet Evet _ Evet Evet
Yüksek-güç CO2
(>900W) Evet Evet Evet Evet _ Evet Evet
Düşük/orta-güç Nd:YAG (<100W)
_ Evet Evet _ Evet Evet Evet
Yüksek-güç Nd:YAG (>100W)
- 17 -
Şekil 1.6: Üç ve dört seviyeli laserler için enerji seviyeleri, pompalama ve bozulma süreçleri. Şekil 1.6’da geleneksel katı hal, gaz ve organik boya laserleri enerji seviyeleri belirtilerek gösterilmektedir. Laserlerin kaç seviyeli oldukları; pompalama, hızlı bozulma, ışıma yaparak bozulma gibi süreçlerde rol oynayan enerji seviyesi sayısına göre belirlenmektedir. Yukaıda birinci ve ikinci şekil üç seviyeli, diğer şekil ise dört seviyeli bir laseri temsil etmektedir.
Şekil 1.7: Kristal 808-nm GaAs ile pompalandığında Nd:YAG kristalinin enerji seviyeleri arasında pompalama ve laser geçişleri gösterilmektedir.
Genellikle dört seviyeli laserlerde daha düşük pompalama gerektiği için tercih edilirler. Şekil 1.7’de bir Nd:YAG laserinin enerji seviyeleri verilmektedir. Şekilden de anlaşılacağı üzere 1064 nm dalga boyuna sahip bir Nd:YAG laser demeti oluşturmak için 808 nm dalda boylu bir ışık ile pompalanması gerekmektedir.
Neodimum son zamanlarda geliştirilen laser malzemelerinin en kullanışlı olanıdır. Nd hem YAG (Y3Al5O12) hem de cam ana maddelerinde çok yaygın bir şekilde katkı
maddesi olarak kullanılmaktadır (Ready ve ark. 2001). Bir Nd:YAG laser, katkı iyonunun Nd+3 (Nd2O3 şeklinde ana malzemeye katkılanır) ve ana malzemenin
yttrium alüminyum garnit (YAG (Y3Al5O12)) olduğu bir laserdir. YAG içerisine
%0.5-1.1 oranında Nd+3 iyonlar dopinglenir. %0.5-1.1 oranı daha fazla olduğunda çarpışmalardan dolayı bozunma oranı artarak üst seviyedeki hayat süresi kısalmaktadır.
Nd:YAG laserin hayat süresi 230 sµ olarak nisbeten uzundur. Böylece, populasyon, laser ya Q-anahtarlama ya da bir yükseltici kullanıldığında pompalama aşamasında oldukça çok uzun bir süre biriktirilebilmektedir (Ready ve ark. 2001).
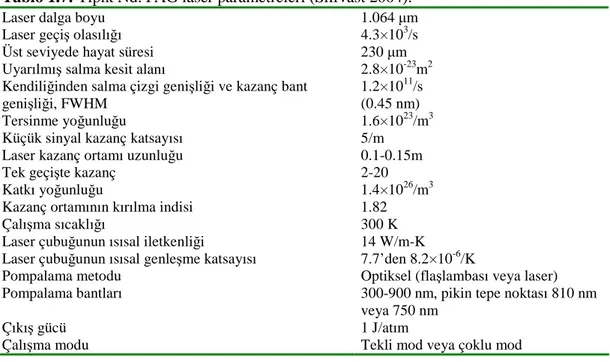
Tablo 1.7: Tipik Nd:YAG laser parametreleri (Silfvast 2004).
Laser dalga boyu 1.064 µm
Laser geçiş olasılığı 4.3×103/s
Üst seviyede hayat süresi 230 µm
Uyarılmış salma kesit alanı 2.8×10-23m2
Kendiliğinden salma çizgi genişliği ve kazanç bant genişliği, FWHM
1.2×1011/s (0.45 nm)
Tersinme yoğunluğu 1.6×1023/m3
Küçük sinyal kazanç katsayısı 5/m
Laser kazanç ortamı uzunluğu 0.1-0.15m
Tek geçişte kazanç 2-20
Katkı yoğunluğu 1.4×1026/m3
Kazanç ortamının kırılma indisi 1.82
Çalışma sıcaklığı 300 K
Laser çubuğunun ısısal iletkenliği 14 W/m-K
Laser çubuğunun ısısal genleşme katsayısı 7.7’den 8.2×10-6/K
Pompalama metodu Optiksel (flaşlambası veya laser)
Pompalama bantları 300-900 nm, pikin tepe noktası 810 nm
veya 750 nm
Çıkış gücü 1 J/atım
Çalışma modu Tekli mod veya çoklu mod
Pompalama sayesinde neodimum atomlarının enerjisi fotonları soğurduğu için artar ve 4F5/2 pompalama bandına çıkar. Atomların buradaki yaşam süresi dolduğunda
4
F3/2 üst laser enerji seviyesine ışıma yapmadan düşerler. Burada yaşam süresi daha
uzun olan atomlar nüfus terslenmesi sayesinde 4
I11/2 alt laser seviyesine ışıma
yaparlar. 4I11/2 seviyesi taban seviyesine,
4
I9/2, çok yakındır ve böylece atomlar
ışıma yapmadan taban seviyesine inerler. Enerji seviyeleri arasında ışıma yapmadan gerçekleşen geçişler sonucunda ısı enerjisi açığa çıkar. Bu ısı enerjisi optik çukur ve
- 19 -
laser çubuk tarafından soğrulur. Laser çubuğun ısıyı soğurmasıyla laserin oluşum sırasını ve ışımayı bozacak şekilde nüfus terslenimi meydana getirecektir. Bu yüzden, oluşan ısı enerjisinin laser çubuğa etki etmesi önlenmelidir. Bunun için soğutma sistemleri kullanılır. Soğutma sisteminin veriminin çok yüksek olması için soğutucu sıvı olarak saf su kullanılmaktadır. Saf su direkt laser çubuğa akıtılarak yapılır ve laser çubuğun zarar görmemesi için cam kılıf veya kuarts koruyucu kılıf içinde muhafaza edilir. Bu şekilde flaş lambanın da zarar görmesi önlenmiş olur. Ayrıca laser çubuğun yarıçapının küçük seçilmesiyle hem ısı enerji emilimi azaltılmış olur hem de soğutma daha da kolaylaşmış olur.
Nd:YAG kristali iyi optiksel kaliteye ve yüksek termal geçirgenliğe sahiptir. Bu da 100 Hz’in üstünde bir tekrarlama oranında atımlı laser çıkışı sağlanmasını mümkün kılar (Ready ve ark. 2001).
1.2.5. Atımlı Laser Ablasyonu
Kısa yüksek yoğunluklu laser atımları vasıtasıyla meydana gelen malzeme ayırma işlemi atımlı laser ablasyonu olarak adlandırılır. Ablasyon, laserin malzeme üzerine belirli bir geometride odaklanmasıyla yapılırsa laser ablasyon gerçekleşmektedir. Eğer ablasyon kısa güçlü laser atımlarıyla yapılırsa atımlı laser ablasyon olarak adlandırılır. Laser kullanarak malzemeden iyon veya nötral biçimde parçacıklar sökülür.
Numune analizinde laser ablasyonun (LA) kullanımı bazı özelliklerden dolayı çok rağbet görmektedir. Bu özellikler en az numune hazırlama gereksinimleri, hem iletken hem de yalıtkan malzemelerin analizi için yeterlilik ve yüzey analizidir. Hedef; katı malzemelerde bulunduğu gibi bileşenlerin benzer stokiyometrik oranlarıyla birlikte malzemenin düşük yoğunluklu gaz plazmasının üretilmesidir. Normalde, nicel elemental analiz için laser ablasyon yüksek güç kullanımı, ayarlı dalga boyu, numunenin ablasyonu için atımlı laserler içerir (Cleveland ve ark. 2005).
Katı malzemelerin atımlı laser ışınlarıyla bombardıman edilmesi (PLI) 1980 yıllarından beri nükleer fizikte, mikroelektronikte ve tıpta olduğu gibi farklı alanlarda geniş bir uygulama özelliği olan hızlı gelişen bir tekniktir. Örneğin oldukça sıcak
plazma üretimi için iyon demetleri oluşturmak veya elektron demetleri üretmek için farklı alttabakalar üzerine ince filmler çökeltmek için kullanılabilir (Torrisi ve ark. 2003).
Diğer geleneksel model tekniklerle karşılaştırıldığında, direkt katı malzeme analizi için laser ablasyonu çok açıkça avantajlara sahiptir (Peng ve ark. 2008); örneğin numune geometrisi ve iletkenlik gerekli değildir ayrıca kimyasal kirliliği ve parça kayıpları analizden önce göz ardı edilecek kadar az miktarda malzeme oranı ve az miktarda malzeme tüketimi vardır. Ek olarak, laser ablasyonu yüzey mikroanalizi, derinlik profili incelemek için ve elemental bileşiklerin uzaysal dağılımı için de uygulanabilmektedir.
Atımlı laser ablasyonu süreci atım sırasında ablate edilen hacimde uyarma enerjisinin dağılmasını büyük ölçüde yavaşlatmaktadır. Bu olay ısısal nüfuz derinliği
1/ 2
2( )
T
l ≈ Dτ veya optik nüfuz derinliği lα =α−1 biçiminde ifade edilir ve bunlardan büyük olanına bağlıdır (Bäuerle 1996). Atım başına ablate edilen tabakanın kalınlığı ( h∆ ) ile tanımlanır. Bütün bunlar
(
)
max T,
h l lα
∆ ≈ . 1.29
denklemiyle ifade edilir.
Atımlı laser ablasyonu, ablasyon oluşumu sırasında stokiyometrinin korunmasına izin verdiği için, bu teknik kütle spektroskopisiyle oluşturulan kombinasyonda çok bileşenli malzemelerin kimyasal analizinde kullanılır.
Kısa yüksek yoğunluklu laser atımlarıyla ışınlanan malzemelerin gösterdiği ortak özellikler: önemli yüzey ablasyonu sadece laser akısı (φ) belirli bir eşik akısını (φeşik ) aşaması durumunda gözlenmektedir. Buna karşılık tamamen farklı malzemelerle yapılan deneysel incelemeler φ φ< eşik, φ φ≈ eşik ve φ φ> eşik laser yoğunlukları bölgelerinde gerçekleştirilmektadir. Birçok organik yalıtkanlar için
eşik
φ parametresi, 0.5 ve 2J/cm2 arasında değerler almaktadır. Organik malzemelerde bu değerler 0.01≤
φ
eşik ≤1 /J cm2 aralığındadır (Bäuerle 1996).- 21 -
Uyarma enerjisi küçük bir hacim içinde sınırlandırılacağı için artan etkin soğurma katsayısı ile φeşik değerinin azalması hem termal hem de termal olmayan ablasyon mekanizmalar için belirlenir.
Etkin soğurma katsayısı(
α
) 1.30 denklemiyle ifade edilmektedir.0 ( )
NL DND i N
α α σ= + +α +α . 1.30
Burada α0 saf malzemenin lineer sıcaklığa bağlı soğurma katsayısını ifade etmektedir. Đkinci terim katkılanan malzemenin ışık soğurucu etkisini tanımlamaktadır. N hacim başına üretilen atom/molekül sayısıdır. Üçüncü terim D radyasyonun soğurmada indüklendiği hatalar tarafından sebep olan değişimlerin katkısını ifade etmektedir. αi laser atımının belli sayısından, N, sonra doyar. Geçici hasarlarla birlikte αi laser atımında tekrarlama oranına bağlıdır. Son terim αNL çoklu foton soğurma süreçlerinde yer alır. Çok yüksek laser gücüyle kendi kendine indüklenen şeffaflık, ısı denetimsizliği, çığ iyonizasyonu v.b. gibi durumlar önemli olduğunda bu yaklaşım önemini kaybeder (Bäuerle 1996).
Atımlı laser ablasyonu üç çeşittir, bunlar; fototermal, fotofiziksel ve fotokimyasal ablasyon olarak adlandırılır.
1.2.5.1. Fototermal ablasyon
Termal ablasyon, indüklenen laser sıcaklığına ve buharlaşmaya dayanır. Bu durumda uyarma enerjisinin kaybı, uyarma mekanizması ihmal edilebilecek kadar hızlı gerçekleşmektedir (Bäuerle 1996).
1.2.5.2. Fotofiziksel ablasyon
Fotofiziksel ablasyonda ısısal olmayan uyarmalar, ablasyon oranını doğrudan etkiler. Bunlardan biri elektron deşik çiftidir. Elektron deşik çiftleri, elektronik olarak uyarılmış numunelerden enerji transferine kadar yüzeyi terk ederler.
1.2.5.3. Fotokimyasal ablasyon
Fotokimyasal laser ablasyonu hem foto ayrılmayla hem de hasarlar, safsızlık v.b. yollarla olan dolaylı enerji transferiyle ısısal olmayan bağ kopmasına dayanır. Atımlı laser ablasyonunda ısısal olmayan süreçlerin deneysel ifadesi organik polimerlerle, inorganik yalıtkanlarla ve yarı-iletkenlerle elde edilir.
Bu üç tip ablasyona ek olarak bir de termo ve fotomekanik ablasyon vardır.
1.2.5.4. Termo ve fotomekanik ablasyon
Mekanik ablasyon, laser ışığı tarafından yapılan basınç tarafından gerçekleştirilen bir ablasyon sistemidir. Isısal (ısısal genişleme, buharlaşma, ısısal oluşan hasarlar v.b.) veya ısısal olmayan etkilerden (direkt bağ kopmasından dolayı genişleme, ısısal olmayan hasar durumu v.b.) kaynaklanıp kaynaklanmadığına bağlı olarak, sırasıyla termomekaniksel ve fotomekaniksel ablasyon tanımlamalarını kullanırız. Ablasyon
Yüzeyden buharlaşan türlerin geri tepme kuvvetinin etkisi altında sıvı faz çıkarılması,
Işık tarafından indüklenen basınçların meydana geldiği inorganik yalıtkanlar ve yarı-iletkenlerde malzemenin soğurganlığındaki değişimler,
Polimer zincirinin hem ısısal hem de ısısal olmayan parçalanmasının hacim artmasına yol açtığı polimer ablasyon,
Mekaniksel basınçlarda bağ kopma enerjisini değiştiren durumlar,
Tabaka oluşması, seramiklerin belirli tipleri, bileşik malzemeler gibi farklı fiziksel özelliklerle farklı malzemelerin oluştuğu kuvvetli homojen olmayan sistemler, Biyolojik dokuların atımlı laser ablasyonu
durumlarında oldukça önemlidir (Bäuerle 1996).
1.3. Đyonlaştırma Teknikleri
Malzeme analizi için malzemenin iyonlaştırılması yoluyla kütle spektrometresine girişi sağlanan malzemelerin, öncelikle iyonlaştırılması gerekmektedir. Malzeme iyonlaştırmak için çeşitli yöntemler vardır (Ekman ve ark. 2009, Hoffman ve ark. 2007). Bu bölümde en fazla kullanılan yöntemlerden bahsedilmiştir
- 23 -
1.3.1. Elektron Đyonizasyon (EI)
Elektron iyonizasyon (EI) ilk defa lityum ve magnezyum izotoplarını ölçmek için kullanan Dempster tarafından 1921 yılında ortaya konulmuştur (Ekman ve ark. 2009). EI çok yaygın kullanılan bir iyonizasyon metodudur. Organik bileşiklerin incelenebildiği uygun bir metoddur. EI spektrumu elde edebilmek için bileşik uçucu olmalıdır ve en az 10-6 mbar buhar basıncına sahip olmalıdır. Kullanılan malzeme katı, sıvı veya gaz faz numune olabilmektedir. Gerekli basınca ulaşmak için belli bir sıcaklığa kadar (400 0C’a kadar) ısıtılması gerekebilmektedir. Đyonlaşma sonucunda iyonlar 70eV enerjiye sahip elektron demetinin gaz fazındaki numunenin moleküllerine çarpması neticesinde meydana gelmektedir. Numune moleküller çok fazla enerji ve çok parçalı iyonlara dönüşebilmektedir. Bu iyonlar moleküllerin yapısını belirlemede oldukça kullanışlı bilgi ortaya koymaktadırlar. Ama maalesef bazı bileşikler tamamen kırıldığından, moleküler iyonlar hakkında bilgi sağlanamamaktadır.
1.3.2. Kimyasal Đyonizasyon (CI)
Kimyasal iyonizasyon (CI) bir EI kaynağındaki reaktif bir gazın hesaba katılmasıyla Munson ve Field tarafından 1966 yılında ortaya konmuştur (Ekman ve ark. 2009). Kimyasal iyonizasyon, EI sürecinde elde edilemeyen bazı moleküler iyonların üretimini sağlamaktadır. CI, numuneye yavaşça proton transfer etmek için (eklemek için) reaktif gazlar (metan, izobütan veya amonyak) kullanılmaktadır. Elektron demetinin enerjisi 500 eV ile 1000 eV arasında olmasıyla EI kullanılan elektron demetindeki elektronların enerjisinden daha büyüktür.
Đyonlaşma bölgesindeki basınç ∼1 mbar’dır. Analizördeki basınç 10-5 mbar’ın altında tutulmaya çalışılmaktadır. Đyonlaşma bölgesindeki reaktif gazın malzeme gaz moleküllerine oranı 103 ile 104 arasında değişir. Bu farktan dolayı elektron demeti neredeyse sadece reaktif gaz molekülleriyle etkileşmeye girmektedir. Kimyasal iyonlaştırma spektrumunda genellikle bir protonun eklenmesiyle ya da bir protonun çıkarılmasıyla m+ veya m- pikleri meydana gelir.
1.3.3. Alan Đyonizasyonu (FI)
Alan iyonizasyonu E. W. Müller tarafından ortaya konulmuştur. 1954 yılında Inghram ve Gomer FI kaynağını bir kütle spektrometresiyle birleştirmiştir (Ekman ve ark. 2009). FI çok yüksek bir elektrostatik alanın etkisiyle meydana gelen bir iyonlaşma yöntemidir. Çok yüksek bir elektrostatik alan oluşturmak için küçük çaplı (1µm’den daha küçük) ince uçlardan meydana gelmiş yayıcılara yüksek potansiyel (10-20 kV) uygulanır. Kullanılan yayıcılar genellikle ∼10µm inceliğinde olan bir tungsten tel üzerinde, yüksek bir elektrik alanda (107-108 V/cm) mikroskobik boyutta karbon kılçıkları oluşturulmuş sistemler kullanılmaktadır. Bu yayıcılar yarık olarak kullanılırlar ve katottan 0.5 ile 2mm arasında değişen mesafelere yerleştirilirler. Gaz haline gelen numune anot etrafında oluşmuş olan karbon mikro kılçıklarının yakınındaki yüksek alana nüfuz eder. Moleküldeki bir elektron anodun mikro kılçıklarına geçer ve böylece iyonlaşma gerçekleşmiş olur.
1.3.4. Elektrosprey Đyonizasyon (ESI)
Elektrosprey iyonizasyon (ESI) yöntemi, ilk olarak 1968 yılında Dole ve ark. tarafından ortaya konmuş ve kütle spektrometresiyle birleştirilmesi ise 1984 yılında Yamashita ve Fenn tarafından yapılmıştır (Ekman ve ark., 2009). Bu teknikle proteinler, polipeptitler ve moleküler kütlesi 100000akb’den daha büyük oligonükleotitler gibi biyomoleküllerin analizi için kullanılmaktadır. Bu yöntem inorganik türler ve yapay polimerlerin incelenmesinde de kullanılır. ESI atmosfer basıncında ve oda sıcaklığında yapılmaktadır. Malzeme çözeltisi paslanmaz çelikten yapılmış olan bir kapiler vasıtasıyla dakikada birkaç mikrolitre hızla pompalanmaktadır. Đğneye birkaç volt potansiyel uygulanır ve meydana gelen elektrik yüklü oldukça küçük damlalar çözücü giderme kabından geçerler. Burada çözücünün küçülmesiyle birlikte damlalar küçülür dolayısıyla yoğunlukları artar, elektrik yükleri analit moleküllerine geçer ve sonuç itibariyle gaz fazına geçerler. Bu yöntemin en önemli özelliği büyük ve ısısal olarak hemen kırılan biyomoleküllerde çok az parçalanmaya yol açmaktadır. Đyonlar çok fazla yüklü olduğu için kütle-yük değeri oldukça azalır, böylece algılanmaları kolaylaşır.
- 25 -
1.3.5. Hızlı Atom Bombardıman Kaynakları (FAB)
Hızlı Atom Bombardımanı (FAB) diğer yöntemlerin başaramadığı numunelerin kütle spektrumunun elde edilebilmesini sağlamaktadır. Bu yöntem yüksek mol kütleli polar türleri iyonlaştırmada önemli bir yere sahiptir. Gliserin çözeltisinde (matris) yoğunlaştırılarak bulunan malzemeler 10∼ keV kinetik enerjili Ar ve Xe atomlarıyla bombardıman edilmek suretiyle iyonlaştırılırlar. Analitin negatif ve pozitif iyonları numune üzerinden uzaklaşır. Bu uzaklaşma işlemi numunenin parçalanmasını en aza indirgeyecek kadar hızlı gerçekleşmektedir. Matrisin kullanılmasındaki amaç; yoğun sıvı fazdaki bir iyonun, gaz fazına geçmesi için koparılması gereken örgü enerjisini düşürmek ve bombardımandan sonra meydan gelen yük dengesizliklerini ortadan kaldırmaktır. Bu yöntemle molekül ağırlığı yaklaşık 3000 olan moleküllerin yapıları ayrıntılı bir şekilde incelenirken, moleküler kütlesi 10000 akb’den daha fazla olan maddeler dahi incelenebilmektedir.
1.3.6. Çok Fotonlu Đyonizasyon (MPI)
Atomların çok fotonlu (multifoton) iyonizasyonu (MPI) atom fiziğinde laserlerle açılan yeni araştırma alanlarından birine tipik bir örnektir. Çok fotonlu iyonizasyon deneylerinde, güçlü atımlı laserlerin parametrelerini kontrol etmek mümkün değilken nitelikli araştırmalar için imkanlar sınırlıydı (Chin ve ark. 1984). Laser iyonlaştırma tekniği kullanılmaya başlanmadan önce tek foton geçişlerine dayanan çalışmalarda maddenin temel yapısını ortaya koyan atomik veya moleküler seviyeler arasında kuantum mekaniğine göre gerçekleşme olasılığı olmayan yasak geçişler diye adlandırılan geçişler, laserlerin kullanımıyla birlikte yoğun foton demeti sayesinde çok foton soğurma sistemine dayalı olarak mümkün hale gelmiştir.
Çok fotonlu çalışma süreçleri yüksek güçlü laserlerin kullanılmaya başlanmasıyla mümkün hale gelmiştir. Çok fotonlu iyonizasyon (Mejia-Ospino ve ark. 2004, Ledingham 1994, Lubman 1990) genellikle iki ya da daha fazla fotonun ya ilk iyonizasyon potansiyeline ya da iyonizasyon potansiyelinin üstündeki uyarılmış bir duruma ulaşmak için bir sistem (atomik veya moleküler) tarafından soğrulduğu bir sürecin gerçeklştiği anlamında tanımlanmaktadır. Yani yoğun görünür veya morötesi dalga boylarında radyasyona ait birkaç fotonun bir molekül tarafından soğrulmasına