T.C.
SELÇUK ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ
GÖRÜNTÜ ĠġLEME ĠLE YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ VE ANALĠZĠ
Erkan HOROZOĞLU YÜKSEK LĠSANS
Elektronik ve Bilgisayar Sistemleri Eğitimi Anabilim Dalı
ġubat-2013 KONYA Her Hakkı Saklıdır
TEZ KABUL VE ONAYI
Erkan HOROZOĞLU tarafından hazırlanan “Görüntü ĠĢleme Ġle Yüzey Pürüzlülüğü Ölçümü ve Analizi” adlı tez çalıĢması 27/02/2013 tarihinde aĢağıdaki jüri tarafından oy birliği ile Selçuk Üniversitesi Fen Bilimleri Enstitüsü Elektronik ve Bilgisayar Sistemleri Eğitimi Anabilim Dalı’nda YÜKSEK LĠSANS TEZĠ olarak kabul edilmiĢtir.
Jüri Üyeleri Ġmza
BaĢkan
Yrd. Doç. Dr. Ömer Kaan BAYKAN
DanıĢman
Yrd. Doç. Dr. Hasan Erdinç KOÇER
Üye
Yrd. Doç. Dr. Ġlhan ASĠLTÜRK
Yukarıdaki sonucu onaylarım.
Prof. Dr. AĢır GENÇ FBE Müdürü
TEZ BĠLDĠRĠMĠ
Bu tezdeki bütün bilgilerin etik davranıĢ ve akademik kurallar çerçevesinde elde edildiğini ve tez yazım kurallarına uygun olarak hazırlanan bu çalıĢmada bana ait olmayan her türlü ifade ve bilginin kaynağına eksiksiz atıf yapıldığını bildiririm.
DECLARATION PAGE
I hereby declare that all information in this document has been obtained and presented in accordance with academic rules and ethical conduct. I also declare that, as required by these rules and conduct, I have fully cited and referenced all material and results that are not original to this work.
Erkan HOROZOĞLU Tarih: 27/02/2013
iv ÖZET
YÜKSEK LĠSANS
Görüntü ĠĢleme Ġle Yüzey Pürüzlülüğü Ölçümü ve Analizi Erkan HOROZOĞLU
Selçuk Üniversitesi Fen Bilimleri Enstitüsü
Elektronik ve Bilgisayar Sistemleri Eğitimi Anabilim Dalı DanıĢman: Yrd. Doç. Dr. Hasan Erdinç KOÇER
2013, 72 Sayfa Jüri
DanıĢman Yrd. Doç. Dr. Hasan Erdinç KOÇER Yrd. Doç. Dr. Ġlhan ASĠLTÜRK
Yrd. Doç. Dr. Ömer Kaan BAYKAN
Tornalama yapılan ürünlerin yüzeyinde oluĢan pürüzlülük, ürünün çalıĢmasını etkileyen en önemli faktörlerden biridir. Pürüzlülüğün en aza indirgenmesi amacıyla çeĢitli ölçümler ve analizler yapılmaktadır. Tornalama iĢlemlerinden sonra, iĢlenen yüzeyde oluĢan yüzey pürüzlülüğün ölçülmesinde izleyici uçlu yöntem sıklıkla kullanılmaktadır. Bu çalıĢmada iĢlenen yüzeylerde oluĢan yüzey pürüzlülüğünün, görüntüleme cihazları kullanarak alınan yüzey görüntüsü üzerinden, görüntü iĢleme teknikleri ile ölçme iĢlemi ve değerlendirmesi yapılmıĢtır. Görüntü alınarak yapılan yüzey pürüzlülüğü ölçümü, temassız olduğundan ölçme iĢlemini kolaylaĢtırmaktadır ve yüzeyde herhangi bir tahribata sebep olmamaktadır. Ayrıca yeterli Ģartlar sağlanabilirse, tornalama iĢlemi sırasında iĢlenen parça yerinden çıkartılmadan da görüntü alınabilirse yüzey pürüzlülüğü analizi yapmak mümkün olabilir. Bu tez çalıĢmasında alınan görüntüler yüzey pürüzlülüğü açısından analiz edilerek izleyici uçlu yöntemle karĢılaĢtırılmıĢtır.
Anahtar Kelimeler: görüntü iĢleme, tornalama, yüzey pürüzlülüğü, yüzey pürüzlülüğü ölçme
v ABSTRACT
MS THESIS
Surface Roughness Measurementand Analysis With Image Processing
Erkan HOROZOĞLU
THE GRADUATE SCHOOL OF NATURAL AND APPLIED SCIENCE OF SELÇUK UNIVERSITY
THE DEGREE OF MASTER OF SCIENCE
IN ELECTRONIC AND COMPUTER SYSTEM EDUCATION Advisor: Asst. Prof. Dr. Hasan Erdinç KOÇER
2013, 72 Pages Jury
Advisor Asst. Prof. Dr. Hasan Erdinç KOÇER Asst. Prof. Dr. Ġlhan ASĠLTÜRK
Asst. Prof. Dr. Yrd. Doç. Dr. Ömer Kaan BAYKAN
Turning to the roughness of the surface of products, is one of the most important factors affecting the operation of the product. A variety of measurements and analyzes are carried out in order to minimize roughness. After turning operations, the measurement of the surface roughness on the operand surface the follower jagged method is often used. In this project, the surface roughness on the operand surface,by using imaging devices, taken from the surface with the display image processing techniques the procedure of measurement and evaluation had been carried out.Surface roughness measurement made by taking image , (It is because non-contact) makes the measurement easy and do not cause any damage on the surface. In addition, if sufficient conditions can be achieved, if it is also possible to be taken image without removing the workpiece part during the process of turning,surface roughness analysis may be able to be done.In this thesis,the images have been analyzed and comparedto follower jagged method in terms of surface roughness.
Keywords: image processing, surface roughness, surface roughness measurement, turning
vi ÖNSÖZ
Yüksek Lisans Tez çalıĢmalarımda desteklerini benden esirgemeyen baĢta danıĢman hocam Yrd. Doç. Dr. Hasan Erdinç KOÇER’e, izleyici uç ile pürüzlülük ölçümü konusunda yardımcı olan Yrd. Doç. Dr. Ġlhan ASĠLTÜRK’E, görüntülerin alınmasında yardımları bulunan Prof. Dr. Ahmet DURAN ve Doç. Dr. H. Hüseyin DOĞAN’a ve eĢim MüĢerref HOROZOĞLU’na teĢekkür ederim.
Erkan HOROZOĞLU KONYA-2013
vii ĠÇĠNDEKĠLER ÖZET ... iv ABSTRACT ...v ÖNSÖZ ... vi ĠÇĠNDEKĠLER ... vii ġEKĠLLER LĠSTESĠ ... ix ÇĠZELGELER LĠSTESĠ ...x 1. GĠRĠġ ...1 1.1. Yüzey Pürüzlülüğü ve Ölçülmesi ...1 1.2. Tezin Amacı ...1 1.3. Kaynak AraĢtırması ...2 2. MATERYAL VE YÖNTEM ...6
2.1. Tez Ġçin Kullanılan Donanım ve Yazılımlar ...6
2.1.1. Torna Ġle ĠĢlenen Silindirik Malzeme ...6
2.1.2. KiĢisel Bilgisayar ...6
2.1.3. Görüntüleme Cihazı (Nikon Eclipse Ci Serisi Biyolojik Mikroskop) ...7
2.1.4. Görüntüleme Cihazı (Leica Z6 APO A)...7
2.1.5. Ġzleyici Uçlu Ölçüm Cihazı (Mitutoyo Surftest SJ-201P) ...8
2.1.6. Visual Studio 2010 ...9
2.2. Yüzey Pürüzlülüğü Hesabında Ġzlenen Yol ... 10
2.2.1. Yüzey Pürüzlülüğü Hesaplama Yöntemleri ... 11
2.2.2. Görüntü Üzerinden Yüzey Pürüzlülüğü Hesapları ... 11
3. TEORĠK ESASLAR ... 13
3.1. Görüntüyü Gri Seviyeye DönüĢtürme ... 13
3.1.1. Gri Seviye Hesaplama Yöntemleri ... 13
3.2. Görüntü Filtreleri ... 14
3.2.1. Ortalama Filtresi ... 14
3.2.2. Ortanca Filtresi... 15
3.3. Yüzey Kalitesinin Sayısal Olarak Değerlendirilmesi... 16
3.3.1. Ortalama Çizgi Sistemi (M) ... 17
4. TORNALAMA ve YÜZEY PÜRÜZLÜLÜĞÜ ... 21
4.1. Tornalama ... 21
4.2. TalaĢ Kaldırma Mekaniği ... 21
4.3. Kesme ÇeĢitleri ... 22
4.3.1. Dik kesme ... 22
viii
4.4. Tornada Kesme Parametreleri ... 24
4.4.1. Kesme hızı ... 24
4.4.2. Ġlerleme miktarı ... 25
4.4.3. TalaĢ derinliği ... 26
4.5. Yüzey Pürüzlülüğü ... 27
4.5.1. Yüzey Yapısının Özellikleri ... 28
4.5.2. Yüzey Pürüzlülüğünün Önemli Olduğu Durumlar ... 28
4.5.3. Yüzey Kalitesini Etkileyen Faktörler ... 29
4.5.4. Yüzey Pürüzlülüğü Ölçme Yöntemleri ... 30
5. UYGULAMA VE DEĞERLENDĠRME ... 32
5.1. Programın Ekran Görüntüleri ve Bölümleri ... 32
5.2. Programın Bir Görüntü Seçilerek ÇalıĢtırılması ... 34
5.3. Programdan Alınan Ölçüm Sonuçlarının Değerlendirilmesi ... 39
5.3.1. Kullanılan Filtrelerin Etkisi ... 39
5.3.2. Hesaplama Yöntemlerinin Değerlendirmesi ... 40
5.3.3. Aynı Yüzeyin Farklı Bölgelerinden Yapılan Hesaplamalar ... 42
5.3.4. Ġzleyici Uç Ġle Yapılan Ölçümlerle Görüntü Üzerinden Yapılan Ölçümlerin KarĢılaĢtırması ... 43 6. SONUÇLAR VE ÖNERĠLER ... 56 6.1. Sonuçlar ... 56 6.2. Öneriler ... 57 KAYNAKLAR ... 58 ÖZGEÇMĠġ... 62
ix ġEKĠLLER LĠSTESĠ
ġekil 2.1 Tornalama Yapılan Silindirik Parça ...6
ġekil 2.2 Nikon Eclipse Ci...7
ġekil 2.3 Leica Z6 Apo A ...8
ġekil 2.4 Yüzey Pürüzlülük Ölçme Aleti ...8
ġekil 2.5 Yüzey Karakteristiği ve Sembolleri (AkkuĢ, 2010) ...9
ġekil 2.6 Yüzey Görüntüleri (Sol: Deney 1, Sağ: Deney 2) ... 11
ġekil 2.7 Gri Seviye Grafiği ... 11
ġekil 2.8 Ra Değerinin Grafik Üzerinden Gösterimi ... 12
ġekil 3.1 Ortalama Filtre Maskesi ... 14
ġekil 3.2 Mean Filtresi Örneği ([online], homepages.inf.ed.ac.uk) ... 15
ġekil 3.3 Ortanca Filtre Örneği ([online], homepages.inf.ed.ac.uk) ... 16
ġekil 3.4 Median Filtresi Hesaplaması ... 16
ġekil 3.5 Ortalama Sistemine Göre Yüzey Pürüzlülük Profili ... 17
ġekil 3.6 Alanlarla Ra Değerinin Gösterimi (NeĢeli, 2006) ... 18
ġekil 3.7 On Nokta Yükseklik Parametresinin Tanımlanması ... 19
ġekil 3.8 Ordinatlarla Rq Değerinin Gösterimi ... 20
ġekil 4.1 Kesici Takımın Kullanıldığı Tornalama ĠĢlemi... 21
ġekil 4.2 Kesme ve Kesici Takımları ... 22
ġekil 4.3 Eğik Kesme ... 23
ġekil 4.4 Tornalamada Kesme Hız, Ġlerleme Miktarı ve TalaĢ Derinliği ... 26
ġekil 4.5 Ġzleyici Uç Prensibi... 30
ġekil 4.6 Ġzleyici Uçtan Kaynaklanan Ölçme Hatası ... 31
ġekil 5.1 Programın Ana Sayfa Görüntüsü... 32
ġekil 5.2 Görüntü Seçme Ekranı ... 34
ġekil 5.3 Görüntüyü Gri Seviyeye DönüĢtürme ... 35
ġekil 5.4 Görüntüye Filtre Uygulama ... 35
ġekil 5.5 Görüntü Üzerinden Hesaplamaların Yapılması ... 36
ġekil 5.6 Pürüzlülük Değerleri ve Grafikler ... 37
ġekil 5.7 Grafik 1 ... 37
ġekil 5.8 Grafik 2 ... 38
ġekil 5.9 Hesaplama Yapılan Bölgeler ... 38
ġekil 5.10 Ölçüm-I (sol) ve Ölçüm-II'nin (sağ) Parametre Değerleri ... 39
ġekil 5.11 Görüntü Bölgeleri (I-Sol Üst, II-Sağ Üst, III-Sol Alt, IV-Sağ Alt) ... 42
ġekil 5.12 Deney 2 Yüzey 2 Grafik-1 ... 50
ġekil 5.13 Deney 2 Yüzey 2 Grafik-2 ... 50
x ÇĠZELGELER LĠSTESĠ
Çizelge 3.1 ISO Tarafından Ra Değerinin Simgelenmesi ... 18
Çizelge 5.1 Pürüzlülük Ölçüm Değerleri (Filtreler Ġçin) ... 39
Çizelge 5.2 Pürüzlülük Ölçüm Değerleri (Hesaplama Yöntemleri Ġçin) ... 41
Çizelge 5.3 Yüzey Pürüzlülüğü Ölçüm Sonuçları ... 42
Çizelge 5.4 Deney 1 Ġçin Ġzleyici Uç Ġle Yapılan Ölçümler ... 44
Çizelge 5.5 Deney 2 Ġçin Ġzleyici Uç Ġle Yapılan Ölçümler ... 44
Çizelge 5.6 Deney 1 Ġçin Görüntü Üzerinden Hesaplanan Pürüzlük Değerleri ... 45
Çizelge 5.7 Deney 2 Ġçin Program Ġle Hesaplanan Pürüzlük Değerleri ... 45
Çizelge 5.8 Deney 1 Ġçin Ġzleyici Uç Ölçümlerinin Sıralaması ... 46
Çizelge 5.9 Deney 2 Ġçin Ġzleyici Uç Ölçümlerinin Sıralaması ... 47
Çizelge 5.10 Deney 1 Ġçin Görüntü Üzerinden Ölçümlerinin Sıralaması ... 47
Çizelge 5.11 Deney 2 Ġçin Görüntü Üzerinden Ölçümlerinin Sıralaması ... 48
Çizelge 5.12 Deney 1 Yüzeylerin Benzerlik Oranları ... 49
Çizelge 5.13 Deney 2 Yüzeylerin Benzerlik Oranları ... 49
Çizelge 5.14 Deney 1’de Ġzleyici Uç Ġle Yapılan Ölçümlerdeki Yüksek Farklılık Oranları ... 51
Çizelge 5.15 Deney 1 Ġzleyici Uç Ölçüm Farklılık Oranları ... 52
Çizelge 5.16 Deney 1 Görüntü Üzerinden Yapılan Ölçümlerin Farklılık Oranları ... 52
Çizelge 5.17 Deney 2 Ġzleyici Uç Ölçüm Farklılık Oranları ... 53
Çizelge 5.18 Deney 2 Görüntü Üzerinden Yapılan Ölçümlerin Farklılık Oranları ... 53
Çizelge 5.19 Normalizasyon ĠĢlemi Sonrası KarĢılaĢtırma (1. Deney) ... 54
1. GĠRĠġ
1.1.Yüzey Pürüzlülüğü ve Ölçülmesi
XVIII. yy’da buharlı makinelerin icadıyla beraber sanayi, her tür alanda çok hızlı bir Ģekilde geliĢme göstermiĢtir. Ġmalat sektörünün merkezinde yer alan tornalama ve talaĢ kaldırma iĢlemi teknolojinin geliĢmesiyle ilerleme kaydetmiĢtir.
Tornalama iĢlemi sonrasında iĢlenen ürünün yüzeyinin düz olmaması durumu pürüzlülük olarak tanımlanır. OluĢan bu yüzey pürüzlülüğü, tornalama iĢleminden sonra istenmeyen bir durum olarak ortaya çıkmaktadır. Yüzey pürüzlülüğünü ölçmek için günümüze kadar pek çok ölçme tekniği geliĢtirilmiĢtir. Bu ölçme iĢlemi en ilkel olan dokunma yöntemi ile baĢlar, çeĢitli cihazların ve teknolojinin yardımıyla çok hassas ölçümlere kadar varır.
Yüzey pürüzlülüğü ölçme yöntemlerini iki temel baĢlık altında değerlendirebiliriz. Bunlar; uygulama Ģekline göre (Tahribatlı, Tahribatsız, Temaslı, Temassız); ölçme hassasiyetine göre (Kaba, Orta, Hassas). Bu ölçme yöntemlerinde istenilen özellikler; pürüzlülüğü ölçülen yüzeye herhangi bir tahribatta ve temasta bulunulmaması ve hassas ölçüm yapılabilmesidir.
Bu tez çalıĢmasında, Visual Studio platformunda C# dilinde hazırlanan programdan yüzey pürüzlülüğü değerleri elde edilmiĢtir. Elde edilen bu değerleri test etmek için silindirik metalik bir yüzeye iki ayrı deneyde toplam on sekiz farklı tornalama iĢlemi uygulanmıĢ, bu sayede toplam otuz altı farklı yüzey elde edilmiĢtir. Elde edilen yüzeyler yüzey pürüzlülüğü belirlenmesinde sıklıkla kullanılan izleyici uç yöntemiyle ölçülmüĢtür. Daha sonra aynı yüzeylerin yüzey pürüzlülüğü, hazırlanan program ile de ölçülüp karĢılaĢtırılmıĢ ve değerlendirilmiĢtir.
1.2. Tezin Amacı
Bu çalıĢmada amaç, iĢlenen yüzeylerde oluĢan pürüzlülüğü temassız, tahribatsız ve hassas bir Ģekilde ölçmedir. Bunu sağlamak için iĢlenen yüzeyin mikroskobik görüntüsü alınır. Ardından bu görüntü literatürde yer alan görüntü iĢleme teknikleri ile analiz edilerek pürüzlülüğü hesaplanır. Literatürde yer alan yüzey pürüzlülüğü hesaplama yöntemlerini model alarak görüntü üzerindeki sayısal verilerle bir yüzey pürüzlülüğü değeri elde edilebileceği öngörülmüĢtür.
Kamera ile alınan görüntüye ait yüzey pürüzlülüğü değerleri, yaygın olarak kullanılan izleyici uçlu (elmas uçlu) yöntemle ölçülen değerlerle karĢılaĢtırılarak görüntü iĢleme ile yüzey pürüzlülüğü analizinin performans değerlendirilmesi yapılmıĢtır.
1.3.Kaynak AraĢtırması
Sanayi inkılabıyla birlikte endüstride geliĢtirilen ve yeni bulunan hareketli mekanizmalarda tornalama iĢlemi sıklıkla kullanılmıĢtır. Çünkü üzerinde kesme yapılan çalıĢan sistem elemanları sürtünmeyi minimuma indireceğinden daha fazla verim yani daha az enerji kaybı sağlamaktadır. Bundan dolayıdır ki tornalama iĢlemi ve bu iĢlem sonrasında ortaya çıkan iĢlenmiĢ parçanın yüzey pürüzlülüğü hakkında literatürde birçok araĢtırma yapılmıĢtır. Aynı Ģekilde biliĢim sistemlerinin sıklıkla kullanıldığı çağımızda önemli bir yer de görüntü iĢleme konusunda olmuĢtur. Bilgisayar sistemleri üzerinden görüntü iĢleme iĢlemleri de günümüzde yaygınlaĢmakla birlikte geliĢimini çok hızlı bir Ģekilde sürdürmektedir.
Hüseyin ÖZDEMĠR 2006 yılında hazırladığı çalıĢmasında (Tornalama ĠĢleminde Kesme Kuvveti Ölçümünde Kullanılacak Dinamometre Tasarımı Ve Üretimi, Yüksek Lisans Tezi) tornalama iĢlemi ve tornalama iĢlemini etkileyen faktörleri ele almıĢtır. Bu çalıĢmasında bizleri tornalama (talaĢ kaldırma), tornalamada kullanılan ilerleme miktarının, talaĢ derinliğinin, kesme hızının ve kesici takım aĢınmalarının kesme kuvvetine etkisi konusunda aydınlatmıĢtır. ÇalıĢmalarda gözlemler Ģu Ģekilde olmuĢtur, ilerleme miktarı ve talaĢ derinliği kesme kuvvetine doğru orantıda etki ederken, kesme hızı ve kesici takım aĢınmaları ters orantıda etki etmektedir.
Harun AKKUġ’un 2010 yılında yaptığı çalıĢmasında (Tornalama ĠĢlemlerinde Yüzey Pürüzlülüğünün Ġstatiksel ve Yapay Zeka Yöntemleriyle Tahmin Edilmesi, Yüksek Lisans Tezi) CNC tornalama iĢlemlerinde, yüzey pürüzlülüğü ve titreĢim değerlerinin önceden tahmini üretim açısından son derece önemli olduğunu belirtmiĢtir. Üretimin temel amaçlarından; parça kalitesinin artırılması ve maliyetin düĢürülmesi ancak kesme parametrelerinin en doğru Ģekilde seçilmesi ile mümkün olduğunu belirtmiĢ ve bu konuda Yapay Zeka yönteminin kullanılabilir veriler çıkardığını göstermiĢtir.
Abdulkadir GÜLLÜ, Ahmet ÖZDEMĠR ve Halil DEMĠR’in 2006 yılında yayınladıkları çalıĢmalarında (Yüzey Pürüzlülüğü Ölçme Yöntemleri Ve Mukayesesi) talaĢ kaldırarak imal edilen makine parçalarında elde edilen yüzey pürüzlülüğü, malzeme yapısının, seçilen iĢleme Ģartlarının ve yönteminin kesin bir göstergesi olduğunu söylemiĢlerdir. Yapılan çeĢitli araĢtırmalarda yüzey pürüzlülüğünün doğru olarak ölçülmesi ve üretim Ģekli için en uygun yüzey pürüzlülük ölçme yönteminin tercih edilmesi önemli bir adım olarak kabul edilmektedir. Bu çalıĢmada; meydana gelen pürüzlülüğün ölçülmesi veya kontrol edilmesinde, günümüzde kullanılan yöntemler ve bu yöntemlerin teknik özellikleri özetlenmiĢtir.
Kerem ASMAZ 2006 yılında hazırladığı çalıĢmasında (Görüntü ĠĢleme Ġle Ġki Boyutlu Cisimlerden Grafik Modeller Ġçin Veri Eldesi, Yüksek Lisans Tezi) günümüzde teknolojinin ilerlemesiyle geliĢen bilgisayar donanımları ve yazılımları sayesinde görüntü iĢleme ile yapılan çalıĢmalar ve bu konuya olan ilginin arttığını söylemiĢtir. Bununla birlikte günlük hayatta görüntü iĢleme tekniklerinden nasıl yararlanacağı araĢtırılmaya baĢlandığını, görüntü iĢleme teknolojisi tıp, güvenlik, üretim, bilim, alanlarında yenilikler ve kolaylıklar sağladığını savunmuĢtur. Görüntü iĢleme bir görüntünün dijital formata dönüĢtürülmesi ve bilgisayarda iĢlenmesi konularını içerir. Yazar bu çalıĢmasında öncelikle görüntü iĢleme yöntemlerine değinmiĢ daha sonra uygulama alanlarından bahsetmiĢtir.
Rajneesh Kumar ve ark. (2004) yaptıkları çalıĢmada makine ile alınan görüntü üzerinden yüzey değerlendirmesi yapmak için dijital resim büyütmenin uygulaması üzerinde çalıĢmıĢlardır. Makine görme sistemleri ile alınan görüntüler Cubic Convolition yönteminde büyütülmüĢlerdir. Daha sonra kenar belirleme algoritmaları ile görüntüler geliĢtirilmiĢtir. Yapılan uygulamalardan sonra görüntü büyütme indeksi ve yüzey pürüzleri arasında korelasyon kurmak için karĢılaĢtırmalar yapılmıĢtır.
B. Dhanasekar ve ark. (2007) yaptıkları çalıĢmada görüntü iĢleme kullanarak monokromatik leke (benek) korelasyonuna dayalı yüzey pürüzlülüğünün değerlendirilmesi konusunda yaptıkları araĢtırmada iĢlenmiĢ yüzeylerde pürüzlülük ölçümünün imalat sanayi için büyük önem taĢıdığını vurgulamıĢlardır. Bu çalıĢmada, iĢlenmiĢ yüzeylerdeki lazer ıĢığının sebep olduğu bağdaĢık benek dağılım Ģekline dayalı yüzey pürüzlülük ölçümüne deneysel bir yaklaĢım sunmuĢlardır. ÇalıĢmaya göre benek, karanlık ve aydınlık yüzeylerin kısmen ya da son derece uyumlu bir ıĢık demetiyle aydınlatıldığında görünen rastgele Ģeklidir. Aydınlatıcı kiriĢ yüzeyinden yansıyan ıĢık olduğunda, farklı dalga boylarındaki çeĢitli dalgacıklar arasındaki optik yolu farkı benek
olarak adlandırılan yoğunluklu granüler bir model olarak gösteren giriĢime neden olacaktır. Bu benek kalıbının özellikleri pürüzlülük parametrelerinin tahmini, ölçümü için kullanılır. Pratikte uygulanabilir benek görüntülerine dayalı zemin yüzeyleri ve tırtıklı yüzey kaplaması miktarı ya da tahmini için analiz yapmıĢlardır.
Y.C. TaĢan ve ark. (2004) görüntü iĢleme teknikleri kullanarak kaba düzeyde aĢınma ölçümü adlı çalıĢmalarında yerel yüzey yükseklikleri karĢılaĢtırmasına göre bir aĢınma ölçümü tekniği geliĢtirmiĢlerdir. Bir aĢınma deneyinin öncesi ve sonrasındaki iki pürüzlülük ölçümleri karĢılaĢtırarak geliĢtirilen algoritmalar bir yarı-çevrimiçi aĢınma ölçüm sisteminde (bir pin-on-disk ve parazit mikroskobu) kullanılmaktadır. Sistem üç serbestlik dereceli kontrol edilebilir bir tablodan (düzlem hareketleri x-y ve bir dönme θ), bir beyaz ıĢıklı parazit mikroskobu (yükseklik ve 1 nm ve 1 mikron uzaysal çözünürlükleri sırasıyla) ve parça üretiminde sürtünme ölçümlerinde olduğu gibi aĢınma için kullanılan bir cihazdan oluĢmaktadır. Pürüzlülük ölçümü belirli bir nokta üzerinde beyaz parazit ıĢık mikroskobu ile yapılabilmektedir. GeliĢmiĢ görüntü iĢleme algoritmaları kullanarak elde edilen ardıĢık yüzey görüntüleri arasındaki farklılıklar kaba düzeyde aĢınma miktarı hakkında bilgi verebilir. AĢınma sonuçları, belirli bir anda sürtünme kuvveti verileri ile iliĢkilidir. Bu yaklaĢımda, aĢınma fenomeninin daha iyi anlaĢılması mümkün olmaktadır.
B.Y. Lee ve Y. S. Tarng (2001) yaptıkları çalıĢmada iĢlenmiĢ yüzeylerin görüntüsünü dijital kamera yardımıyla elde edip yüzey görünümünün özelliklerini çıkarmıĢlardır. ÇeĢitli iĢlenmiĢ yüzey görüntüleri hakkında iliĢkiler oluĢturmuĢlar ve sonuç olarak eğer dönen yüzeyin ve dönüĢ parametrelerinin görünümü verilirse dönen parçanın yüzey pürüzlülüğü hakkında tahminler çıkarılabileceği yargısına varmıĢlardır.
Jian Zhou ve ark. (2007) yaptıkları çalıĢmada makine içinde hareket eden çiftlerin aĢınma yüzeylerinin görüntülerini, mikroskop CCD görüntü metodu ve bilgisayar görüntü iĢleme tekniklerini kullanarak araĢtırmıĢlardır. Görüntü iĢleme teknikleri aĢınma ve aĢınma aĢınmanın görüntülerini karakterize etmek için kullanılmıĢtır. Görüntü iĢleme teknikleriyle aĢınmıĢ bölge özelliklerini ifade eden farklı Ģekil dağılımlarını elde etmiĢlerdir. Sonuç olarak farklı aĢınmıĢ bölgelerin ölçümlerini gerçekleĢtirmiĢlerdir.
Chen Lu’nun (2007) yaptığı çalıĢmaya göre bir makine parçasının yüzey profili ve pürüzlülüğü için en önemli iki ürünü kalite özellikleri ve mekanik ürünler için çoğu durumda bir teknik gerekliliktir. Bir parçanın istenilen yüzey kalitesine ulaĢması
iĢlevsel davranıĢı için büyük önem taĢımaktadır. Bu çalıĢmada iĢlenen yüzeylerinin yüzey kaliteleri hakkında bilgi edinmemizi sağlayan yöntemleri sorgulamıĢtır.
M.B. Kıran ve ark. (1998) makine sistemleri yüzey pürüzlülüğü değerlendirme çalıĢmalarında yüzeyler üzerine uygulanan cilalama iĢlemlerinden sonra yüzeyin kalitesini sorgulama üzerine değerlendirmeler gerçekleĢtirmiĢlerdir. Alınan görüntüler üzerindeki verileri grafiksel olarak yorumlamıĢlardır.
2. MATERYAL VE YÖNTEM
2.1.Tez Ġçin Kullanılan Donanım ve Yazılımlar
2.1.1. Torna Ġle ĠĢlenen Silindirik Malzeme
Bu çalıĢmada tornalama yapılan silindirik parçanın görüntüsü ġekil 2.1’de verilmiĢtir. Malzeme, asetilen ortamda sementasyon yapılıp yağda su verilerek sertleĢtirilen 8620 62 HRC sementasyon çeliğidir. Deneyler, CNC torna tezgahında 2 defa 18 farklı kesme parametresi ile gerçekleĢtirilmiĢtir. Parça üzerinde her biri yaklaĢık 2 cm geniĢliğinde 18 bölge bulunmaktadır. Her bölgenin farklı noktalarından önce izleyici uçlu cihazla pürüzlülük ölçümü yapılmıĢ, ardından kamera ile görüntüleri alınmıĢtır. Elde edilen bu veriler bu çalıĢmada yüzey pürüzlülüğün ölçülmesi amacıyla kullanılmıĢtır.
ġekil 2.1 Tornalama Yapılan Silindirik Parça
2.1.2. KiĢisel Bilgisayar
Yüzey pürüzlülüğünde alınan görüntü üzerinde iĢlem yapmak için Visual Studio 2010 programı kullanılmıĢtır. Bu programı ve hazırlanan programı çalıĢtırdığımız bilgisayarın özellikleri:
ĠĢlemci: Çift çekirdek 2.5 Ghz Bellek: 6 GB DDR3
Sabit Disk: 750 GB
Bu özelliklere sahip bilgisayar ile hazırlanmıĢ olan yazılımın çalıĢmasında bir sıkıntı görülmemiĢtir. Ancak iĢlemci ve RAM özellikleri düĢük olan bilgisayarlarda iĢlenen görüntünün boyutu yaklaĢık olarak 2047*1533 piksel olduğu için iĢlemler daha uzun sürdüğü gözlemlenmiĢtir.
2.1.3. Görüntüleme Cihazı (Nikon Eclipse Ci Serisi Biyolojik Mikroskop)
Görüntü üzerinden pürüzlülük hesaplaması yapabilmek için üzerinde iĢlem yapacağımız görüntülerin yüzeye çok yakından elde edilmesi gerekmektedir. Bu amaçla kullanılan cihazlardan bir tanesi Nikon Eclipse Ci serisi biyolojik mikroskoptur (ġekil 2.2). Manuel olarak yakınlaĢtırma ve fotoğraf makinesi ile görüntüler alınmıĢtır. Bu cihaz 1. deneyde görüntü almak amacıyla kullanılmıĢtır.
ġekil 2.2 Nikon Eclipse Ci
2.1.4. Görüntüleme Cihazı (Leica Z6 APO A)
Kullanılan bir diğer cihaz ise Leica Z6 Apo A’dır. Leica Z6 APO A modüler zoom sistemleri, dünya çapındaki en yüksek kalite standartlarını, sağlamakta ve birinci kalite belgelendirme, üretim ve tetkiklere iliĢkin tüm gerekleri karĢılamaktadır. Yüksek kalitedeki, multi kaplamalı, kurĢunsuz camdan yapılmıĢ yüksek performanslı tam apokromatik optik aksamlar, planapokromatik objektiflerle kombine olarak, otantik, ayrıntıları zengin görsel malzeme sağlamak üzere, paralaksız görüntü temin etmektedir. Ancak, bu iki zoom sistemi, sadece optik aksamları açısından istisnai olmakla kalmayıp, aynı Ģekilde, en üst düzeyde çalıĢma konforu açısından da, oldukça üstün özelliklere sahiptir. ġekil 2.3’de kullanılan görüntü yakalama cihazı gösterilmiĢtir. Bu cihaz da 2. deneyde görüntü almak amacıyla kullanılmıĢtır.
ġekil 2.3 Leica Z6 Apo A
2.1.5. Ġzleyici Uçlu Ölçüm Cihazı (Mitutoyo Surftest SJ-201P)
Yüzey pürüzlülüğü ölçmekte kullanılan en yaygın cihaz yüzey pürüzlülük ölçme aletidir (ġekil 2.4). Cihaz bir izleyici kafa ve bir sinyal yükseltici/kuvvetlendiriciden oluĢur. Ġzleyici kafada uç yarıçapı 0.013 mm (0,0005 in) olan bir elmas iğne vardır. Yüzeyde izleyici kafa otomatik olarak gezdirilir. Yüzeydeki pürüzlülükten kaynaklanan iğne hareketleri izleyici kafa tarafından elektrik dalgalarına çevrilir. Bu sinyaller yükseltici tarafından büyütülür ve cihaza kaydedilir. Göstergedeki değerler referans çizgisine göre yüzey pürüzlülüğünün aritmetik ortalamasını (Ra) veya düzeltilmiĢ yüzey
pürüzlülük değerlerini (Rq) (ortalamanın karekökü) verir.
ġekil 2.4 Yüzey Pürüzlülük Ölçme Aleti
Yüzey pürüzlülüğü ve karakteristiğini göstermekte kullanılan semboller ġekil 2.5’de gösterilmiĢtir. Yüzey üzerinde belirlenen uzunluk boyunca ilerletilen izleyici
uçlu cihaz aĢağıdaki Ģekilde verilen parametrelere göre ölçüm değerlerini hesaplayarak ekranında göstermektedir.
ġekil 2.5 Yüzey Karakteristiği ve Sembolleri (AkkuĢ, 2010)
2.1.6. Visual Studio 2010
Microsoft Visual Studio, Microsoft tarafından geliĢtirilen bir tümleĢik geliĢtirme ortamıdır (IDE). Microsoft Windows, Windows Mobile, Windows CE, .NET Framework, .NET Compact Framework ve Microsoft Silverlight tarafından desteklenen tüm platformlar için yönetilen kod ile birlikte yerel kod ve Windows Forms uygulamaları, web siteleri, web uygulamaları ve web servisleri ile birlikte konsol ve grafiksel kullanıcı arayüzü uygulamaları geliĢtirmek için kullanılır.
Visual Studio IntelliSense'in yanı sıra "coderefactoring" destekleyen bir kod editörü içerir. Entegre hata ayıklayıcı, hem kaynak-seviyesinde hem de makine-seviyesinde çalıĢır. Diğer yerleĢik araçlar, GUI uygulamaları, web tasarımcısı, sınıf tasarımcısı ve veritabanı Ģema tasarımcısı yaratabilmek için bir form tasarımcısı içerir. Hemen hemen her iĢlevsellik düzeyinde dahil olmak üzere, kaynak kontrol sistemleri için destek (Subversion ve Visual SourceSafe gibi) sunan eklentileri kabul eder.
Visual Studio, değiĢik programlama dillerini destekler, bu da kod editörü ve hata ayıklayıcısının neredeyse tüm programlama dillerini desteklemesini sağlamaktadır. Dahili diller C/C++ (Görsel yoluyla C++), VB.NET (Visual Basic .NET
üzerinden), C# (Visual C# ile) ve F# (Visual Studio 2010 itibariyle) içermektedir. ([online], http://tr.wikipedia.org)
2.1.6.1.Kod Editörü
Visual Studio, herhangi bir diğer IDE gibi, sözdizimi vurgulama ve kod tamamlama destekleyen sadece değiĢkenler, fonksiyonlar ve yöntemler değil, aynı zamanda döngüler ve sorgular gibi dil yapıları için IntelliSense kullanan bir kod editörü içerir. ĠntelliSense, web site ve uygulamaları geliĢtirirken dahil edilen diller ile beraber XML, CSS ve JavaScript desteklemektedir. Otomatik tamamlama önerileri, modsuz bir liste kutusu içerisinde, kod editörü üzerinde açılır.
Visual Studio kod editörü aynı zamanda hızlı navigasyon için kod ayarı yer imleri destekler. Diğer seyir yardımcıları, çöken kod blokları ve artımlı aramaya ek olarak normal metin arama ve regex arama içerir. Kod editörü aynı zamanda bir çoklu öğe panosu ve bir görev listesi içerir. Kod editörü ayrıca, tekrarlanan kod için kaydedilen ve üzerinde çalıĢılan proje içerisine yerleĢtirilebilen, kod parçacıklarını destekler.
Visual Studio arka plan derleme özelliği de içerir (artımlı derleme olarak da bilinir). Kod yazılırken, sözdizimi ve derleme hataları hakkında geri bildirim sağlayabilmek için (bu hataların altı kırmızı ile iĢaretlenir) Visual Studio arka planda derleme yapar. ([online], http://tr.wikipedia.org)
2.2.Yüzey Pürüzlülüğü Hesabında Ġzlenen Yol
Görüntü üzerinden yüzey pürüzlülüğü hesabı yapabilmek için görüntünün gri seviyeye dönüĢtürülüp her bir satırdaki gri seviye değerleri birer veri olarak kullanılmıĢtır. Görüntüde yer alan gri seviye piksel değerleri kullanılarak çıkarılan grafikler göstermiĢtir ki; görüntü üzerinde pürüzlülük olarak tanımlanan girinti ve çıkıntılar gri seviye değerleri grafiğinde de görülmüĢtür. ġekil 2.6’de bu çalıĢmada kullanılan deney-1 ve deney-2 den alınmıĢ yüzey görüntüsü örnekleri verilmiĢtir.
ġekil 2.6 Yüzey Görüntüleri (Sol: Deney 1, Sağ: Deney 2)
2.2.1. Yüzey Pürüzlülüğü Hesaplama Yöntemleri
Yüzey pürüzlülüğü hesabı birden farklı yöntemle yapılabilmektedir. Bu tez çalıĢmasında görüntü üzerinden yapılacak olan hesaplamalar için literatürdeki hesaplama yöntemlerinden Ra, Rq ve Rz değerleri dikkate alınmıĢtır. Bu değerlerin hesaplanması ile ilgili detaylı açıklama Bölüm 3.3.1’de mevcuttur.
2.2.2. Görüntü Üzerinden Yüzey Pürüzlülüğü Hesapları
Görüntü üzerinden yüzey pürüzlülüğü hesabı yapılırken görüntüde yer alan gri seviye değerleri kullanılmıĢtır. Bu gri seviye değerleri Ra, Rq ve Rz’nin hesaplanması için gereklidir. ġekil 2.7’da gösterilen gri seviye grafiğinde ölçümü yapılan yüzey üzerindeki girinti ve çıkıntılar gri seviye değeri olarak görünmektedir.
Ra hesaplanırken gri seviye değerlerinin her birinin görüntüde kullanılan gri seviye piksel değerlerinin ortalaması değerine olan uzaklıkları toplamını, hesaba dahil edilen değer sayısına bölünür. Rq hesaplanırken gri seviye değerlerinin her birinin, görüntüde kullanılan gri seviye piksel değerlerinin ortalaması değerine olan uzaklıklarının kareleri toplamını, hesaba dahil edilen değer sayısına bölüp karekökü alınır. Rz hesaplanırken gri seviye değerlerinden kullanıcının belirlediği sayıda max ve min değerleri toplamı farkının min ve max değer sayısına bölünür. ġekil 2.8’de Ra, Rq ve Rz’nin hesaplanmasında kullanılan gri seviye değer grafiği örnek olarak verilmiĢtir.
ġekil 2.8 Ra Değerinin Grafik Üzerinden Gösterimi
3. TEORĠK ESASLAR
Bu tez çalıĢmasında hazırlanan yazılımda kullanılan görüntü uygulamalarının açıklaması ve algoritma anlatımları aĢağıda yer almaktadır.
3.1.Görüntüyü Gri Seviyeye DönüĢtürme
Görüntüyü oluĢturan her bir noktaya piksel denir ve görüntüler bu piksellerin bir araya gelmesiyle oluĢur. Bir pikselin rengi, RGB renk sistemini baz alarak üç değerle ortaya çıkar ve bu değerler 0 ile 255 arasındadır. Örneğin bir pikselin rengi RGB (35, 45, 154) olabilir. Burada Red (Kırmızı) değeri 35, Green (YeĢil) değeri 45 ve Blue (Mavi) değeri de 154’tür.
Eğer bir pikselin rengini belirleyen Red, Green ve Blue değerlerinin hepsi eĢit olursa ortaya bir gri renk çıkacaktır. Gri rengin 0 ile 255 arası tonu olduğunu buradan çıkarabiliriz. Yapılan çalıĢmalarda görüntü iĢlemede gri seviyeye indirgenmiĢ görüntülerin kullanılması daha iyi sonuç verdiği görülmüĢtür.
3.1.1. Gri Seviye Hesaplama Yöntemleri
Bir görüntüyü gri seviye haline dönüĢtürmek için çok yaygın kullanılan iki yöntem vardır. Burada önemli olan RGB değerlerinin hepsini bir değere eĢitlemektir. ĠĢte bu değerin belirlenmesinde iki farklı hesaplama ortaya çıkmaktadır.
Birinci yöntemde RGB değerlerinin aritmetik ortalaması alınır ve ortaya çıkan bu değer (sonuç tam değilse tam kısmı alınır) yeni RGB değeri olarak karĢımıza çıkar. Örnek verecek olursak RGB (62, 94, 150) değerlerine sahip bir piksel gri seviyeye bu yöntemle dönüĢecek olursa yeni değer (62+94+150)/3 hesabından 102 olarak bulunur.
Ġkinci yöntemde RGB değeri ise daha farklı bir yöntemle hesaplanır. Bu yöntemde RGB değerlerinin her biri kendine ait sabit değerle çarpılır ve bu değerler toplanarak yeni renk değeri elde edilmiĢ olur. Bu yöntemde kullanılacak olan sabit çarpanlar Red için 0,11, Green için 0,59 ve Blue için ise 0,3’tür. Bu hesaplama yöntemi için de örnek verecek olursak RGB (62, 94, 150) değerlerine sahip bir piksel gri seviyeye bu yöntemle dönüĢecek olursa yeni değer (62*0,11+94*0,59+150*0,3)’den 62,84 olarak bulunur. RGB değeri tam sayı olmak zorunda olduğunda bu değerin tam kısmı yeni değerimiz olur.
Yapılan çalıĢmalar sonucunda görüntüyü gri seviyeye dönüĢtürme iĢleminde ikinci yöntemin daha iyi sonuçlar verdiği sonucuna ulaĢılmıĢtır.
3.2.Görüntü Filtreleri
3.2.1. Ortalama Filtresi
Ortalama filtre, görüntüdeki gürültüyü azaltmak için yaygın olarak kullanılan, basit ve uygulaması kolay bir filtre çeĢididir. Ortalama filtreleme iĢleminde adından da anlaĢılacağı üzere, gürültülü görüntü üzerindeki her bir pikselin değeri o pikselin komĢuluğundaki piksel değerlerinin ortalaması ile değiĢtirilir. Ortalama filtreyi, konvolüsyon filtre olarak da düĢünmek mümkündür. Diğer konvolüsyon iĢlemlerinde olduğu gibi bunda da boyutu ve Ģekli bizim tarafımızdan belirlenecek bir maske ile pikselin komĢuluğundaki diğer pikseller belirlenir ve bu piksellerin ortalamaları alınır. Bu iĢlem sırasıyla görüntüdeki her bir piksel için tekrarlanır. (Akar, 2006)
Gürültü cinsine ve miktarına göre kullanılacak maske tipi seçilmelidir. Genellikle 3X3’lük maskeler kullanılmakla birlikte, daha Ģiddetli gürültü temizleme iĢlemleri için daha büyük boyutta (5X5, 7X7 vb. gibi) maskeler kullanılmalıdır. Küçük maskeleri görüntüye birden fazla arka arkaya uygulamak koĢuluyla da büyük maskenin sağladığı etkiye yaklaĢmak mümkündür. ġekil 3.1’de 3X3’lük ortalama filtre maskesi gösterilmiĢtir.
ġekil 3.1 Ortalama Filtre Maskesi
ġekil 3.1’deki maskeyle gürültülü görüntünün konvolüsyonu sonucu gürültüden arındırılmıĢ görüntü elde edilmekte ve bu iĢlem ortalama filtreleme iĢlemi olarak adlandırılmaktadır. ġekil 3.2’de ortalama filtre uygulanmıĢ görüntü örneği verilmiĢtir.
ġekil 3.2 Mean Filtresi Örneği ([online], homepages.inf.ed.ac.uk)
3.2.2. Ortanca Filtresi
Birçok alçak geçiren filtre uygulaması sonucunda gürültü büyük oranda süzülmekte fakat bulanıklaĢmanın olması sonucu kenarlar ve ayrıntılar keskinliğini kaybetmektedir. Daha az bulanıklaĢmaya karĢılık gürültünün zayıflatılması için kullanılan alternatif bir yaklaĢım ortanca filtreleme metodudur. Buna göre ortanca filtreleme iĢlemi, görüntüdeki her bir pikselin gri seviyesinin bu piksellerin komĢuluğundaki gri seviyelerin toplamının ortalaması ile değil, ortanca ile yer değiĢtirmesi mantığına göre çalıĢmaktadır. Eğer gürültünün etkisi çok büyük ise, o zaman bu filtreleme iĢlemi etkili olmaktadır. ortanca filtre, piksellerdeki tuzbiber (salt-pepper) gürültüsünü, benek (speckle) ve dürtü (impulsive) gürültüsünü azaltmak için kullanılan doğrusal olmayan bir alçak geçiren filtre çeĢididir. ġekil 3.3’de ortanca filtre uygulamasına bir örnek verilmiĢtir.(Akar, 2006)
ġekil 3.3 Ortanca Filtre Örneği ([online], homepages.inf.ed.ac.uk)
Ortanca filtrelemede belirlenmiĢ olan maske boyutuna göre merkez piksel etrafındaki gri seviye değerleri küçükten büyüğe doğru sıralanır. Ardından dizilimde yer alan piksel değerlerinin ortasındaki değer merkez pikselin yeni değeri olarak alınır. Bu iĢlem görüntüde yer alan tüm pikseller için tekrarlanır. ġekil3.4’de ortanca filtrelemeye örnek hesaplama gösterilmiĢtir.
ġekil 3.4 Median Filtresi Hesaplaması
Filtrede yer alan değerlerin dizilimi: 22, 28, 48, 77, [87], 93, 102, 120, 132 Ģeklindedir. Yukarıdaki durumu göre iĢaretli pikselin yeni değeri 87’dir.
3.3.Yüzey Kalitesinin Sayısal Olarak Değerlendirilmesi
Bu çalıĢmada yüzey pürüzlülüğü kalitesinin hesaplanması amacıyla literatürde sıkça tercih edilen Ortalama çizgi sistemi (M) kullanılmıĢtır.
3.3.1. Ortalama Çizgi Sistemi (M)
Standartlara göre yüzey pürüzlülüğünün değerlendirilmesi belirli kriterlerle yapılmaktadır. Bu kriterlere göre pürüzler, yüzeye dik olan bir kesitte, belirli bir numune uzunluğu boyunca, belirli bir referans profiline ve profil ortalama çizgisine göre tayin edilir. Referans profil olarak genellikle geometrik profil alınır. Profil ortalama çizgisinin yeri, bu çizginin üstünde ve altında kalan alanların toplamı eĢit olacak Ģekilde belirlenir. ġekil 3.5’de M sistemine göre yüzey pürüzlülük profili gösterilmiĢtir. (Turhan, 2008)
ġekil 3.5 Ortalama Sistemine Göre Yüzey Pürüzlülük Profili
Ortalama çizgi sistemi yönteminde kullanılan parametreler örnek uzunluk (l: mm), profil ortalama çizgisi (m), geometrik profil alt sınır çizgisi, geometrik profil üst sınır çizgisi ve pürüzlülük yüksekliği (Rt)’dir. Örnek uzunluk yüzey pürüzlülüğünün değerlendirilmesinde alınan etken uzunluktur. Profil ortalama çizgisi etken profilin alt ve üst sınır noktalarının ortasından paralel geçen çizgidir. Bu çizgi, alt ve üst alanları eĢit yapacak Ģekilde geçmelidir. Geometrik profil alt sınır çizgisi etken profilin alt sınırından geçen ve profile (V) noktasından değen çizgidir. Geometrik profilin üst sınır çizgisi etken profilin üst sınırında geçen ve profile (T) noktasından değen çizgidir. Pürüz yüksekliği örnek uzunluk içinde profil üst sınır çizgisi ile alt sınır çizgisi altındaki mesafedir. (AkkuĢ, 2010)
Tornalama iĢlemi için Rt değeri aĢağıdaki eĢitlikle ifade edilmektedir.
𝑅
𝑡=
𝑓28𝑟 (3.1)
Burada f değeri ilerleme hızı (mm/dk.) ve r değeri de takım uç yarıçapını (mm) ifade etmektedir.
Aritmetik ortalama sapma (Ortalama pürüzlülük değeri, Ra): Merkez ortalama çizgisi (CLA) olarak da bilinen, yükseklik aritmetik ortalaması kalite kontrolünde oldukça sık kullanılan pürüzlülük parametresidir.
Ortalama pürüzlülük değeri etken profille ortalama çizgi arasında kalan alanın örnek uzunluğa bölünmesi ile elde edilen değerdir. ISO tarafından Ra değerleri N ile simgelenmiĢ ve 0,025-50 µm arasında sınıflandırmıĢlardır. Çizelge 3.1’de ISO tarafından Ra değerinin simgelenmesi verilmiĢtir. (AkkuĢ, 2010)
Çizelge 3.1 ISO Tarafından Ra Değerinin Simgelenmesi
Pürüzlülük
Derecesi N1 N2 N3 N4 N5 N6 N7 N8 N9
Ra (µm) 0,025 0,05 0,1 0,2 0,4 0,8 1,6 3,2 6,4 Simge
Ra’nın değeri ġekil 3.6’da görüldüğü gibi, düzensiz bir alan eĢit uzunlukta bölünerek bu uzunluklara tekabül eden orta çizginin (eksen çizgisinin) üstünde (a) ve altında (b) kalan alanlar, planimetre ile ölçülüp bu alanların toplamının örnek uzunluğa (L) bölünmesi ile de belirlenebilir.
ġekil 3.6 Alanlarla Ra Değerinin Gösterimi (NeĢeli, 2006)
AĢağıda Ra için bu ifadenin eĢitliği verilmiĢtir.
𝑅
𝑎=
𝑎1+ 𝑎2+𝑎3+𝑎4+𝑏1+𝑏2+𝑏3+𝑏4
𝐿
=
𝐴𝑙𝑎𝑛 𝑎 + 𝐴𝑙𝑎𝑛 (𝑏)
𝐿 (3.2)
Ra değerini elde etmek için aĢağıdaki eĢitlikle ifade edildiği gibi toplam alanın örnekleme uzunluğuna oranı düĢey büyütmeye bölünür ve μm dönüĢümü için 103
ile çarpılır. (AkkuĢ, 2010)
𝑅
𝑎=
𝐴𝑙𝑎𝑛 𝑎 + 𝐴𝑙𝑎𝑛 (𝑏) 𝐿
103 µ𝑚
𝐷üş𝑒𝑦 𝐵ü𝑦ü𝑡𝑚𝑒 (3.3)
Tornalama iĢlemi için Ra ifadesinin f ve r değeri arasındaki iliĢkinin formülsel ifadesi aĢağıda verilmiĢtir. Burada f değeri ilerleme hızı (mm/dk.) ve r değeri de takım uç yarıçapını (mm) ifade etmektedir.
𝑅
𝑎=
0,0642 𝑓2𝑟 (3.4)
BaĢka bir ifade ile Ra aĢağıdaki gibi ifade edilir. Burada s C değeri takımın yardımcı kenar açısı, e C ise takım ayar açısıdır.
𝑅
𝑎=
𝑓4(𝑡𝑎𝑛 𝐶𝑠+𝑐𝑜𝑠 𝐶𝑒) (3.5)
Ortalama pürüz yüksekliği, Rz: Bu parametre yüksek tepe ve derin çukurları daha iyi ifade edebildiğinden dolayı Ra’dan daha hassastır. Uluslararası Standart Organizasyonuna (ISO) göre bu parametre profil değerlendirme boyunca en yüksek beĢ tepe ve en düĢük beĢ çukurun ortalamasının yükseklik farkı olarak tanımlar. ġekil 3.7’de on nokta yükseklik parametresinin tanımlanması gösterilmiĢtir (Motorcu, 2006).
ġekil 3.7 On Nokta Yükseklik Parametresinin Tanımlanması
Rz ifadesinin formülsel ifadesi aĢağıda verilmiĢtir
𝑅
𝑧=
𝑅1+𝑅3+𝑅5+𝑅7+𝑅9 −(𝑅2+𝑅4+𝑅6+𝑅8+𝑅10)Ortalamaların kareleri toplamının karekökü ( Rq, Rs, rms ): Seçilen
örnekleme uzunluk sınırlarında, eksen çizgisinin altında ve üstünde meydana gelen sapmaların geometrik ortalama değeridir (ġekil 3.8).
ġekil 3.8 Ordinatlarla Rq Değerinin Gösterimi
Rq değeri aĢağıdaki formülle hesaplanabilir.
𝑅
𝑞=
12+22+32+⋯+𝑛2𝑛 (3.7)
Profil maksimum dip derinliği (Rm): Seçilen örnekleme uzunluk sınırlarındaki en dip girintiye temas edecek Ģekilde ve eksen çizgisine paralel olarak çizilen doğru ile eksen çizgisi arasındaki mesafedir.
Profil maksimum üst derinliği (Rp): Seçilen örnekleme uzunluk sınırlarındaki en üst girintiye temas edecek Ģekilde ve eksen çizgisine paralel olarak çizilen doğru ile eksen çizgisi arasındaki mesafedir.
4. TORNALAMA ve YÜZEY PÜRÜZLÜLÜĞÜ
4.1.Tornalama
Tornalama tek uçlu bir takımla gerçekleĢtirilen, silindirik parçalar üreten, birçok durumda döner bir iĢ parçası ve sabit bir takımın kullanıldığı bir iĢlemdir (ġekil 4.1). Birçok açıdan fazla karmaĢık tanımlamalar gerektirmeyen, en bilinen talaĢlı imalat yöntemidir. Genellikle tek kesici kenarın talaĢlı imalat iĢlemine katıldığı bir iĢlem olmasına karĢın tornalama iĢlemleri iĢ parçasının Ģekli ve malzemesi, iĢlemin tipi, iĢleme koĢulları, iĢleme maliyeti gibi faktörlere bağlı olarak farklılık gösterir. (Özdemir, 2006)
ġekil 4.1 Kesici Takımın Kullanıldığı Tornalama ĠĢlemi
4.2.TalaĢ Kaldırma Mekaniği
Belirli boyut, Ģekil ve yüzey kalitesine sahip bir parça meydana getirmek için kesici bir takımla ve güç kullanarak, iĢ parçası üzerinden tabaka Ģeklinde malzeme kaldırma iĢlemine “talaĢ kaldırma” denilir. Kaldırılan malzeme tabakasına “talaĢ” denir. TalaĢ kaldırma iĢlemi plastik Ģekil değiĢtirmeye dayanan, sürtünme, ısı oluĢumu, talaĢın oluĢumu, iĢlenen parçanın yüzey bütünlüğü, takım ucunun aĢınmasını içine alan, karmaĢık bir fiziksel olaydır. (Akkurt, 1996)
Parçanın üzerinden belirli bir malzeme tabakası kaldırılması için, takımın o malzemeye nüfuz etmesi gerekir. Bu da ancak takıma uygulanan kuvvetlerin yeterli ve takım malzemesinin parça malzemesinden daha sert olması halinde gerçekleĢir.
4.3.Kesme ÇeĢitleri
TalaĢ kaldırma sırasında kalemin kenarının iĢlenen parçaya göre dik (ortogonal) veya eğik konumda bulunmasına göre iki çeĢit kesme vardır.
4.3.1. Dik kesme
Kesici kenar dönme eksenine dik ise bu duruma dik kesme denir. Dik kesmede kesici takım açıları;
α = BoĢluk açısı β = Kama açısı γ = TalaĢ açısı θ = Kayma açısı
ġekil 4.2’deki dik kesme ile ilgili kesici takım açılarından, α kesici ağzın daha doğrusu taban yüzünün iĢlenen parçaya sürtünmemesini β ve γ açıları da kesici ağzın kesme iĢlemini yapabilmesini sağlar. β açısı çok küçük dolayısıyla γ açısı çok büyük ise kesici ağız zayıflayacağından kesici takım çok çabuk zayıflayacaktır. β açısı çok büyük γ açısı küçük ise kesici uç hantal ve küt olacağından aĢırı mukavemet ve oluĢan ısı dolayısıyla genelde daha çabuk bozulacaktır. (IĢık, 1995)
ġekil 4.2 Kesme ve Kesici Takımları
Bu açıların değerleri kesici ve iĢlenecek parçalara göre ayrı ayrı saptanmak durumundadır.
α açısının ancak sürtünmeyi önleyecek kadar büyük olması gereklidir. Genellikle 50 ile 80 arasında seçilir.
θ açısı, talaĢın kayma düzlemi ile takım hareket yönü arasındaki açıdır. Bu açının önemi büyüktür. Çünkü θ açısı değiĢtikçe deforme olmuĢ talaĢ kalınlığı (a2) da değiĢir. Paso derinliği sabit kabul edildiğinde θ açısı küçük ise a2 büyük, θ büyük ise a2 küçük olur. a2 talaĢ kalınlığının küçük yani talaĢın ince olması, talaĢ rijitliğinin daha az, dolayısıyla talaĢ ile talaĢ yüzeyi arasındaki sürtünme kuvvetlerinin daha küçük olmasını sağlar. Bu durum takım ömrünün artmasına neden olur. (Özdemir, 2006)
Deforme olmamıĢ talaĢ kalınlığı (a1), deforme olmuĢ talaĢ kalınlığı (a2) , kayma 1açısı (θ) ve talaĢ oranı (rc) arasında Ģu bağıntı vardır,
𝑎1
𝑎2
= 𝑟
𝑐𝑖𝑠𝑒 𝑡
𝑔𝜃 =
𝑟𝑐.cos 𝛾
1− 𝑟𝑐.sin 𝛾
(4.1)
4.3.2. Eğik kesme
Takımın kesici kenarının, kesici takım hareket yönüne göre Ф gibi bir açı yapması durumuna eğik kesme denir (ġekil 4.3).
α + β + γ = 90° (4.2)
bağıntısı her zaman geçerlidir. Mevcut bir takımın kesme kenarının Ф açısını hareket yönüne göre değiĢtirmekle kesme açıları değiĢtirilebilir. Takımın Ф açısı ne kadar büyütülürse takım tamamen aynı kaldığı halde β açısı küçülür. Bu durum dik kesmede takımın β açısı küçültülmüĢ gibi etki yapar. (IĢık,1995)
α açısı sabit kabul edilirse β’nın Ф’ ya göre değiĢmesi ile γ açısı da değiĢecektir. Hâlbuki talaĢ kaldırmada en karakteristik açı γ açısıdır. Bu açının değiĢimi kesme kuvvetini, parça yüzey kalitesini ve takım ömrünü doğrudan etkileyecektir.
Ф açısının en önemli etkilerinden biriside talaĢın akma yönünü belirlemesidir. Kesici bir takımın iĢlenen parçaya göre durumu ve kesme koĢulları;
1) Kesme açıları, 2) Eğim açıları,
ile belirlenir. Kesme olayı ile ilgili değerler tüm kesici takımlar için geçerlidir. Kesici takımlar için kesme açılarının en uygun değerleri aĢağıdaki genel kriterler irdelenerek belirlenir.
1) Takım ömrü,
2) Kesme kuvveti değeri ve güç tüketimi, 3) Yüzey kalitesi,
4) TalaĢ akıĢında kolaylık.
4.4.Tornada Kesme Parametreleri
Bir tornanın etkili çalıĢtırılması; kesme hızı, ilerleme miktarı ve talaĢ derinliğine bağlıdır. Tornalama iĢleminde uygun fener hızı ve uygun ilerleme miktarı seçilmezse çok zaman kaybedilebilir. ĠĢleme maliyeti artabilir ve yüzey kalitesi bozulabilir. Bu nedenle iĢ parçasının devir sayısı hesaplanmalıdır. Kaba ve bitirme iĢlemi için uygun ilerleme miktarının belirlenmesi ve parçanın iĢleme zamanının hesap edilmesi gerekmektedir. AĢağıda bu kavramlar hakkında temel bilgilere yer verilmiĢtir. (Özdemir, 2006)
4.4.1. Kesme hızı
Kesme hızı, sabit bir kesici takıma göre iĢ parçasının dönme hızı ile ilgili hareketi olup parça üzerindeki bir noktadan takımın dakikada metre cinsinden aldığı yol olarak tanımlanır. Kesme hızı V, ile gösterilir. Birimi genelde m/dk. olarak ifade edilir. Örneğin, bir metal için kesme hızı 30 m/dk. ise kesici takımın bir dakikada iĢ parçası çevresinden 30 m yol alması demektir. Kesme hızı ġekil 4.4’de gösterilmektedir. Üreticiler kesme iĢleminin mümkün olduğunca çabuk yapılmasını isterler. Bu nedenle de iĢlenecek malzeme cinsleri için doğru kesme hızları kullanılmalıdır. (Özdemir, 2006)
Kesme hızı çok yüksek seçilirse; kesici takım ucu hızlı aĢınarak bozulur. Kesici takımı tekrar eski konumuna getirmek için ya bilemek ya da yeni kesici takım hazırlamak gerekir ki bunlarda zaman kaybına yol açar ve maliyeti arttırır.
Kesme hızı çok düĢük ise kesme iĢlemi için daha çok zaman harcanır. Bunu sonucu olarak da parça üretim miktarı düĢer. Ancak belirlenen bu hızlar; tezgâh durumuna, iĢ parçası cinsine, sert ve yumuĢak malzeme gibi faktörlere bağlı olarak hafif değiĢiklikler gösterebilir. Dakikadaki fener mili dönme hızını hesaplamak için malzemenin kesme hızı ve iĢ parçasının çapı bilinmelidir. ĠĢ parçasının dönme hızı veya tezgâhın devir sayısı iĢ parçasının dıĢ çapı ile ilgili olduğundan kesme hızı ile iliĢkisi denklemdeki eĢitlik ile ifade edilmiĢtir.
𝑉 =
𝜋.𝐷.𝑛1000 (4.3)
Bu eĢitlikte; D: ĠĢ parçasının çapı (mm), V: Kesme hızı (m/dk.), n: ĠĢ parçasının dakikadaki devir sayısını (dev./dk.) ve 1000 sayısı ise makine üretiminde ölçüler mm olarak ifade edildiğinden, 1000 mm 1 m’ye eĢit olduğundan bu değerin m’ye çevrildiğini göstermektedir. Aynı formül diğer talaĢ kaldırma iĢlemleri içinde geçerlidir. Verilen iĢ malzemeleri için uygun olan bu kesme hızı değerlerine göre tezgâhların fener mili devir sayısı hesaplanmalıdır.
4.4.2. Ġlerleme miktarı
Ġlerleme miktarı, iĢ parçasının her bir dönüĢünde, yani; birim zamanda takımın iĢ ekseni boyunca hareket ettiği mesafe veya her bir pasoda kaldırılan malzeme miktarıdır. Ġlerleme miktarı birimi genelde mm/dev. veya mm/dk. olup, f ile gösterilir. ĠĢ parçası dönme eksenine paralel ilerleme hareketi yapar. Fakat alın tornalamada ise dik ilerleme hareketi yapar. Ġlerleme birimi iĢleme türüne bağlı olarak her devirde mm/dev, her çevrimde mm veya her diĢteki ilerleme mm/diĢ Ģeklinde olabilir. ġekil 4.4’de ilerleme gösterilmiĢtir. (Özdemir, 2006)
ġekil 4.4 Tornalamada Kesme Hız, Ġlerleme Miktarı ve TalaĢ Derinliği
4.4.3. TalaĢ derinliği
TalaĢ derinliği, talaĢ kaldırma iĢleminde üçüncü boyutu göstermekte olup takımın iĢ parçası içine dikey olarak daldığı mesafedir. Ġlk çapla son çap arasındaki farkın yarısına eĢittir. TalaĢ derinliği genellikle a ile gösterilir, birimi mm’dir. BaĢka bir ifadeyle kaldırılan malzemenin kalınlığı olup ġekil 4.4’de gösterilmiĢtir. TalaĢ derinliği denklemdeki eĢitlik ile ifade edilmektedir. (Özdemir, 2006)
𝑎 =
𝐷1−𝐷22 (4.4)
Takım tezgâhıyla farklı malzemelerin talaĢ kaldırma iĢlemine tabi tutulmasında giriĢ veri parametrelerinin belirlenmesi gereklidir. Tornalama iĢlemi için giriĢ parametreleri; talaĢ derinliği, ilerleme miktarı ve kesme hızıdır. Devir sayısının değeri de kesme hızının seçimine bağlıdır. Kesme hızı ise ilerleme ve talaĢ derinliği yanında diğer birçok faktöre bağlı olup en iyi kombinasyonu belirlemek için daha fazla tecrübe veya deney gereklidir. Uygun değerler için çizelgeler oluĢturulabilir.
Bu çizelgelerde kullanılan iĢleme parametreleri; iĢlenecek malzeme, sertlik ve kesici takım malzemelerine göre düzenlenir. Kesme hızı ve ilerleme miktarı optimum kesme Ģartlarını elde etmek için operatör tarafından ayarlanabilen çok önemli iki parametredir. TalaĢ derinliği parçasının ilk boyutu ve istenen ölçüye göre tespit edilir. Kesme hızı genelde, kesici takım ve iĢ parçası cinsine göre değiĢmekle beraber 3-600 m/dk. Civarında olup bazı durumlarda ise 3000 m/dk.’ya kadar çıkılabilir.
Kompleks Ģekilli parçalar iĢlendiği zaman kesme hızı kesilen parça çapı ile değiĢebilir. Kesme hızı, tornalamada kesici uç boyunca sabit olarak düĢünülür. Son
yıllarda geliĢtirilen bilgisayar kontrollü takım tezgâhları iĢ parçası çapı değiĢtiğinde bile tezgâh durdurulmadan fener mili hızını değiĢtirerek istenilen kesme hızı kapasitesi elde edilebilmektedir. Her devirdeki ilerleme miktarı 0,0135 mm’ye kadar düĢebilir. Ağır kesme Ģartlarında ise 3,5 mm’ye kadar çıkabilmektedir. TalaĢ derinliği takım geometrisine bağlı olarak 0’dan 13,5 mm’ye veya daha fazla verilebilmektedir her dakikada 1600 cm3’ten fazla talaĢ kaldırmak mümkündür. Ancak bu miktar çok genel olmayıp normal olarak 160 cm3/dk talaĢ hacminin elde edilmesi oldukça hızlı
sayılmaktadır. (ġahin, 2000)
4.5.Yüzey Pürüzlülüğü
TalaĢ kaldırarak Ģekillendirme sırasında; seçilen yönteme, kesici cinsine ve iĢleme Ģartlarında bağlı olarak fiziksel, kimyasal, ısıl faktörlerin ve kesici-iĢ parçası arasındaki mekanik hareketlerin etkisi ile iĢlenen yüzeylerde genellikle istenmediği halde iĢleme izleri oluĢmaktadır. Nominal yüzey çizgisinin altında ve üstünde düzensiz sapmalar meydana getiren bu duruma yüzey pürüzlülüğü denmektedir. (ĠĢbilir, 2006)
Ġmalatı yapılan iĢ parçalarının yüzey pürüzlülüğü, elemanların yataklama ve aĢınma özelliklerinin incelenmesi ile malzeme yorulması için son derece önemli olduğu yapılan çalıĢmalar sonucunda elde edilmiĢtir. Yüzey kalitesinin değerlendirilmesi ve matematiksel büyüklüklere (parametrelere) çevrilmesi için pürüzlülük değerinin ölçülmesi gerekir. Pürüzlülük ölçümlerinin değerlendirmek maksadıyla ölçülen profilde pürüzlülük, form ve dalgalılık sapmaları birbirinden ayrılır. Günümüzde bu ölçümleri yeterli doğrulukla, hassasiyetle ve kısa sürede gerçekleĢtiren cihazlar; temaslı ölçüm yapan indüktifproblu yüzey pürüzlülük cihazlarıdır. Pürüzlülük ölçümünün doğru ve hassas yapılması ile aynı zamanda hangi pürüzlülük parametrelerinin kullanılacağının doğru tespiti ve bunların doğru değerlendirilmesi büyük önem taĢır.
ĠĢlenmiĢ yüzeylerde, kullanılan iĢ malzemesi ve iĢleme metodu ne olursa olsun (tornalama, frezeleme, taĢlama vb.) yüzey pürüzlülüğünün meydana gelmesi kaçınılmazdır. ĠĢlenen malzemelerde meydana gelen yüzey pürüzlülüğü, endüstride çok büyük önem teĢkil etmektedir. Üretici firmalar imalat sektöründeki ticari paydan mümkün olduğu kadar fazla pay alabilmek için bu alanda çok büyük yatırımlarla araĢtırma ve geliĢtirme faaliyetleri yapmaktadırlar. (ĠĢbilir, 2006)
TalaĢ kaldırma iĢleminin amacı, parçalara Ģekil vermenin yanında bunların geometri, boyut ve yüzey bakımından yapım resimlerinde gösterilen toleranslar
dâhilinde imal etmektir. Günümüzde seri üretime geçilmesi ile birlikte standart ürünler üretmek Ģart olmuĢtur. Bu standart ürünlerin üretilmesinde ölçü tamlıklarının yanında yüzey kalitesi de öne çıkan etkenlerden birisidir. Malzeme bilimi, yüzey kalitesini iyileĢtirmek için yeni malzeme arayıĢlarının sürdürmektedir. Yüzey kalitesini iyileĢtirmek için yalnızca malzeme alanında geliĢmeler olmamaktadır.
Kesici takım malzemesi, geometrisi, takım tezgâhı, takım tutucu, soğutma sıvısı ve iĢleme Ģekli gibi pek çok alanda geliĢmeler olmaktadır. (Tekaüt, 2008)
4.5.1. Yüzey Yapısının Özellikleri
Bir yüzey yapısının kontrolünde yorulma ömrü, yataklık etme özelliği ve aĢınma önemli faktörlerdir. ĠĢlenen yüzeylerde dalgalılık ve pürüzlülük olmak üzere iki tip yüzey sapması meydana gelir. Dalgalılık yüzeyin geometrik Ģeklini karakterize ederken, pürüzlülük yüzey kalitesini tayin eder. Yüzey pürüzlülüğü standartlara göre yüzeye dik olan bir kesitte, belirli bir numune uzunluğu boyunca, belirli bir referans profiline ve profil ortalama çizgisine göre tayin edilir. Referans profil olarak genellikle geometrik profil alınır. Profil ortalama çizgisinin yeri, bu çizginin üstünde ve altında kalan alanların toplamı birbirine eĢit olacak Ģekilde belirlenir. Düz bir yüzey denildiğinde dalgasız, pürüzsüz denildiğinde dalgalı, fakat gözle bakıldığında veya tırnakla kontrol edildiğinde, pürüzlülükleri fark edilemeyen yüzeyler anlatılmak istenir. Doğrultu, yüzey pürüzlerinin referans alınan bir alın yüzeyine göre durumunu belirler. Yüzey geometrileri, iĢleme metoduna bağlı olarak değiĢir.
4.5.2. Yüzey Pürüzlülüğünün Önemli Olduğu Durumlar
Yüzey pürüzlülüğü birçok alanda önemli bir parametredir. Bunların bazıları;
1. Sürtünmeli yataklar,
2. Korozyon ortamında çalıĢan parçalar, 3. Yuvarlanmalı yataklar,
4. BoyanmıĢ ve kaplanmıĢ yüzeyler, 5. Sızdırmazlık yüzeyleri,
6. Plastik enjeksiyon kalıp yüzeyleri, 7. Mastarlar vb.
4.5.3. Yüzey Kalitesini Etkileyen Faktörler
Genellikle yüzey kalitesini etkileyen faktörler Ģöyle özetlenebilir: 1. Takım tezgâhlarının yeterli rijitlikte olmaması,
2. ĠĢlenen malzemede bağlamadan dolayı oluĢan deformasyon, 3. TalaĢ akıĢının sebep olduğu bozukluk,
4. Ġlerleme hızında meydana gelen düzensizlikler, 5. ĠĢlenen malzemedeki yapı bozukluğu,
6. Kolay Ģekillendirilebilir malzemeler düĢük kesme hızlarında iĢlendiği zaman iĢlenen malzeme yüzeyindeki yırtılmalar,
7. Tezgahın kinematik mekanizması,
8. Yataklama sisteminden kaynaklanan tezgâh hataları,
9. Takım ucu ve takım tutucunun rijit olmamasından kaynaklanan imalat hataları, 10. Kesicinin tasarımı, geometrisi ve kesme kapasitesi,
11. Takım konumlama ve bağlama hataları, 12. Takım aĢınmasından kaynaklanan hatalar, 13. ĠĢlenen malzemeden talaĢ kaldırma Ģekli,
14. Çevrenin etkisi ile oluĢan hatalar olarak sayılabilir.
Bütün talaĢ kaldırma iĢlemlerinde temel amaç iĢ parçasında istenilen geometri ve hassas bir bitirme yüzeyi oluĢturmaktır. TalaĢ kaldırma iĢlemlerinde; istenilen geometri ve yüzey pürüzlülüğü olmak üzere iki önemli kalite karakteristiği üzerinde durulmaktadır. TalaĢ kaldırma iĢlemlerinde talaĢ akıĢı ve malzeme taĢınımının oldukça karmaĢık olmasından dolayı matematiksel modellenebilmesi için çoklu değiĢkene ihtiyaç vardır. Bu karmaĢık yapıya rağmen, kısmen yüzey pürüzlülüğünün kontrolü, öncelikli olarak üç önemli talaĢ kaldırma değiĢkeni olan kesme hızı, ilerleme ve talaĢ derinliği için uygun değerler seçilerek sağlanabilir. (NeĢeli, 2006)
Genel olarak, talaĢ derinliği ve ilerleme miktarının artmasıyla birlikte yüzey pürüzlülüğü miktarı artarken, buna zıt olarak kesme hızının artmasıyla birlikte yüzey pürüzlülük değerleri azalmaktadır.
4.5.4. Yüzey Pürüzlülüğü Ölçme Yöntemleri
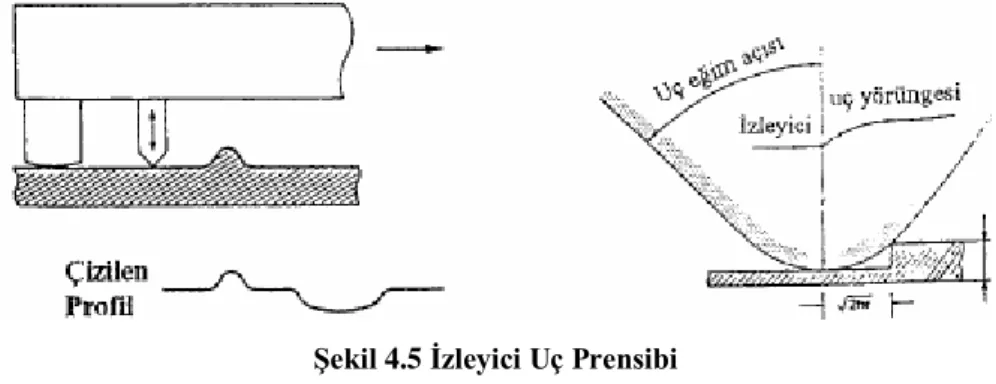
Günümüze kadar yüzey pürüzlülüğü ölçümünde kullanılması amacıyla çok çeĢitli yöntemler geliĢtirilmiĢtir. Bunlardan en eski ve halen kullanılan dokunma yönteminde tırnak ucunun yüzey üzerine iĢleme yönüne dik olarak sürtünmesi iĢlemi yapılır. Bunun yanı sıra hidrolik, pnömatik, mekanik, kapasitans, yüzey dinanometresi, X ıĢını, optik mikroskop, kesit alma, optik yansıtma, replika (mask), elektro fiber, ıĢık bantlı, interferans mikroskop, ksilev, levin, yaylı tip profilometre, hava mastarı gibi yöntemler de yüzey pürüzlülüğünün ölçülmesi amacıyla kullanılmaktadır. Biz bu çalıĢmamızda izleyici uçlu (Stylus) cihaz yöntemi kullanarak yüzey pürüzlülüğü analizini görüntü ile karĢılaĢtırmalı olarak gerçekleĢtirdik.
Ġzleyici uçlu cihazlar, çok sivri bir izleme ucu kullanılarak ölçüm yapılan yüzey üzerinde, yüzey düzensizliklerine çapraz yönde ve değerlendirme uzunluğu boyunca hareket ettirilirken meydana gelen titreĢimlerin büyütülerek, hareketli bir Ģerit üzerine kaydedilmesi veya göstergeden okunması esasına dayanmaktadır. Mekanik, pnömatik, elektronik veya optik destekli imal edilen cihazlarda izleyici ucun yüzey üzerindeki baskısı çok az, pürüzlülük büyütme oranı 100.000 kata kadar olabilmektedir. Ġzleyici ucun mekanik yer değiĢtirmelerini kolayca elektrik sinyallerine dönüĢtürebilen elektrik donanımlarda kullanılan iki çeĢit transdüser tercih edilmektedir. (Güllü ve ark., 2003)
ġekil 4.5 Ġzleyici Uç Prensibi
Pikap iğnesi gibi yüzeyde doğrusal bir hat boyunca kayıt yapan araçlar (Stylus tipi araçlar) iĢlenmiĢ yüzeylerin pürüzlülüğünün değerlendirilmesinde basit bir yöntem olarak yaygınlık göstermiĢtir. Ġğnenin uç yarıçapı, yüzeyin pürüzlülüğünü değerlendirmeye imkân verecek ölçüde küçük olarak seçilmelidir.
Ucun geometrisinin mükemmel olmayacağı ve elmas ucun dahi zamanla aĢınacağı dikkate alınırsa, uç yarıçapına bağlı olarak sonuçların okunmasına iliĢkin hataların çıkacağı belirtilmiĢtir. ĠĢlenmiĢ yüzeylerde oluĢan pürüzün Ģekli ve uç yarıçapından kaynaklanan hataya örnek olarak, 60º açılı konik izleyici bir ucun, hipotetik bir yüzeyde enine hareketi ile elde edilen temsili izinin Ģekli, ġekil 4.6’de gösterilmiĢtir.
5. UYGULAMA VE DEĞERLENDĠRME
Görüntü iĢleme ile yüzey pürüzlülüğünü ölçmek için kullandığımız programlama platformu Visual Studio 2010’da C# dili kullanılarak aĢağıda ayrıntılı Ģekilde anlatılan program hazırlanmıĢtır.
5.1. Programın Ekran Görüntüleri ve Bölümleri
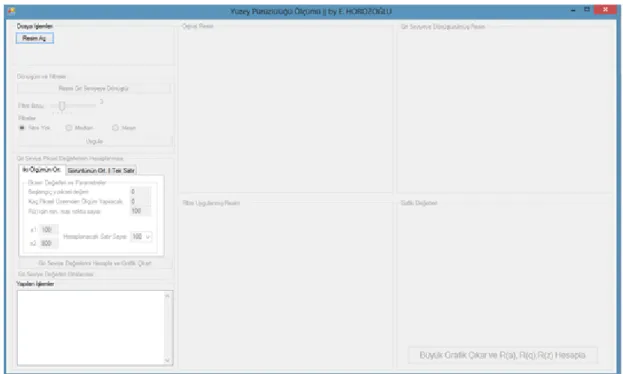
Hazırlanan programın ekran görüntüsü ġekil 5.1’de gösterilmiĢtir.
ġekil 5.1 Programın Ana Sayfa Görüntüsü
Dosya ĠĢlemleri: Pürüzlülüğü hesaplanacak olan görüntü bilgisayar üzerinden seçilir, seçme iĢleminden sonra DönüĢüm ve Filtreler alanı aktifleĢir.
DönüĢüm ve Filtreler: Seçilen görüntüyü gri seviyeye dönüĢtürme iĢlemi bu bölümden yapılır ve görüntüye filtre uygulanabilir. Bu kısımdaki seçenekler; Filtre Yok, Median Filtresi, Mean Filtresi ve bu filtrelerin filtre boyudur.
Gri Seviye Piksel Değerlerinin Hesaplanması: Gri seviye değerlerini hesaplama ve görüntü grafiğini çıkarma iĢlemleri buradan yapılabilir. Burada hesaplama yapılırken mevcut olan birden fazla hesaplama Ģekillerinden biri seçilir ve kullanılacak olan parametreler doldurulur. Bu parametrelerin giriĢi hesaplama için önem teĢkil etmektedir. Bunlar;
Başlangıç y Piksel Değeri: Girdiğimiz bu değer görüntünün yatayda hesaba
hangi pikselden baĢlanacağını belirler. Örneğin buraya “100” değeri girilirse görüntünün hesaplanmasına yatayda 100.(soldan) pikselden baĢlanır.
Kaç Piksel Üzerinden Ölçüm Yapılacak: Girdiğimiz bu değer baĢlangıç y piksel
değerinden sonra kaç piksel görüntü üzerinden sola doğru gidileceğini belirler. Örneğin “1000” değeri yazıldığından baĢlangıç değerinden sonra sola doğru 1000 piksel hesaplamalara dahil edilir.
Rz için min,max noktası: Görüntü üzerinden yapılan hesaplamalardan bir tanesin
de Rz pürüzlülük hesabıdır. Bu değer hesaplanırken görüntü üzerindeki kaç tane max ve min teper değeri hesaba alınacak bu belirlenir. Bu değer “Kaç Piksel Üzerinden Ölçüm Yapılacak” değerinden küçük olmalıdır.
x1 ve x2 yazınız: Bu gölümde giriĢi yapılacak olan x1 ve x2 değerleri seçilen
yönteme göre farklı anlamalar taĢımaktadır.
Ġki Ölçümün Ortalaması hesabında görüntü üzerinde yapılacak olan iki farklı bölgenin hesaplamasının yatayda baĢlangıç değerlerini bildirir. Hemen yanlarında yer alan “Hesaplanacak Satır Sayısı” parametresi ile bu baĢlangıç noktasından sonra kaç piksellik bir alanın hesaplamaya dahil edileceği belirtilir.
Bir diğer hesaplama yöntemi de görüntünün ortalaması üzerinden yapılmasıdır. Bu yöntemde görüntü üzerinden yapılan hesaplamanın düĢey için yazılan x1 ve x2 değerleri arasındaki gri seviye değerleri ortalaması alınarak tek bir satırmıĢ gibi hesaplanır. Burada amaç görüntüdeki sapmaları ortalama yolu ile indirgemektir. Varsayılan olarak görüntünün alttan ve üstten 10 pikseli hariç x1 ve x2 değerleri otomatik olarak yazılmaktadır. Görüntünün alttan ve üstten ilk piksellerinde bozukluk olabileceğinden bu değerler varsayılan olarak alınmamıĢtır.
Yapılan ĠĢlemler: Program üzerinde yapılan ve iĢlemi devam eden olayları sıralar.
Orijinal Resim: Görüntünün orijinal hali küçültülmüĢ Ģekilde gösterilmektedir. Gri Seviyeye DönüĢtürülmüĢ Resim: Görüntünün gri seviye yapılmıĢ hali görünmektedir.
Filtre UygulanmıĢ Resim: Görüntünün filtre uygulandıktan sonraki hali görünmektedir.
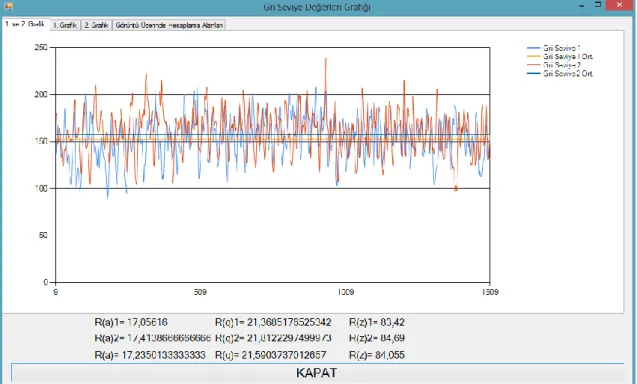
Grafik Değerleri: Görüntü üzerinde yapılan hesaplamalar sonrası ortaya çıkan grafiğin küçük hali görünmektedir. Burada yer alan “Büyük Grafik Çıkar ve R(a), R(q),
R(z) Hesapla” butonu ile grafiğin büyük halini ve pürüzlülük değerlerini açılan yeni pencerede görmek mümkün olacaktır.
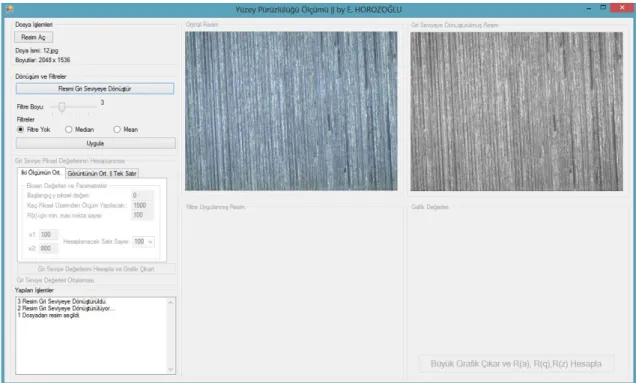
5.2. Programın Bir Görüntü Seçilerek ÇalıĢtırılması
Yüzey pürüzlülüğü ölçüm yazılımı ile örnek bir görüntünün uygulamasını adım adım açıklayalım. Ġlk adımda yüzey pürüzlülüğü analizi yapılacak görüntü “Resim Aç” butonuna tıklanarak seçilir (ġekil 5.2).
ġekil 5.2 Görüntü Seçme Ekranı
Bir sonraki adımda seçilen görüntüyü “Resmi Gri Seviyeye DönüĢtür” butonuna tıklayarak gri seviyeye dönüĢtürürüz (ġekil 5.3).

![ġekil 3.2 Mean Filtresi Örneği ([online], homepages.inf.ed.ac.uk)](https://thumb-eu.123doks.com/thumbv2/9libnet/4682454.87911/25.892.249.687.106.527/ġekil-mean-filtresi-örneği-online-homepages-inf-ed.webp)
![ġekil 3.3 Ortanca Filtre Örneği ([online], homepages.inf.ed.ac.uk)](https://thumb-eu.123doks.com/thumbv2/9libnet/4682454.87911/26.892.296.696.105.491/ġekil-ortanca-filtre-örneği-online-homepages-inf-ed.webp)