FEN BİLİMLERİ ENSTİTÜSÜ
ALÜMİNYUM VE ÇELİK TESTERE TALAŞLARINDAN SİNTERLEME İLE
ÜRETİLEN METAL MATRİKS KOMPOZİTLERİN MEKANİK ÖZELLİKLERİ VE KIRILMA
DAVRANIŞLARI REŞAD GÜLÜZADE
DOKTORA TEZİ
Makine Mühendisliği Anabilim Dalı
Haziran-2011 KONYA Her Hakkı Saklıdır
Reşad GÜLÜZADE tarafından hazırlanan "Alüminyum ve çelik testere talaşlarından sinterleme ile üretilen metal matriks kompozitlerin mekanik özellikleri ve kırılma davranışları" adlı tez çalışması 09/09/2011 tarihinde aşağıdaki jüri üyeleri tarafından oy çokluğu ile Selçuk Üniversitesi Fen Bilimleri Enstitüsü Makine Mühendisliği Anabilim Dalı'nda DOKTORA TEZİ olarak kabul edilmiştir.
Yukarıdaki sonucu onaylarım.
Prof. Dr. Bayram SADE FBE Müdürü
TEZ BİLDİRİMİ
Bu tezdeki bütün bilgilerin etik davranış ve akademik kurallar çerçevesinde elde edildiğini ve tez yazım kurallarına uygun olarak hazırlanan bu çalışmada bana ait olmayan her türlü ifade ve bilginin kaynağına eksiksiz atıf yapıldığını bildiririm.
DECLARATION PAGE
I hereby declare that all information in this document has been obtained and presented in accordance with academic rules and ethical conduct. I also declare that, as required by these rules and conduct, I have fully cited and referenced all materials and results that are not original to this work.
İmza Reşad GÜLÜZADE Tarih: 14.07.2011
ÖZET
DOKTORA TEZİ
ALÜMİNYUM VE ÇELİK TESTERE TALAŞLARINDAN SİNTERLEME İLE ÜRETİLEN METAL MATRİKS KOMPOZİTLERİN MEKANİK ÖZELLİKLERİ VE
KIRILMA DAVRANIŞLARI
Reşad GULUZADE
Selçuk Üniversitesi Fen Bilimleri Enstitüsü Makine Mühendisliği Anabilim Dalı
Danışman: Prof.Dr. Ahmet AVCI 2011, 101 Sayfa
Jüri
Prof.Dr. Hacı SAĞLAM Doç.Dr. Mehmet ŞİMŞİR Doç.Dr. Hüseyin İMREK Doç.Dr. Behçet DAĞHAN
Son zamanlarda toz metalurji teknolojisi hızla büyümektedir. Bu ilerlemelerden biri ise atık malzemelerin toz metalurjisinde kullanılabilir olmasıdır. Metal ürünleri üretilirken, üretilen ürünlerden dikkate değer bir oranda metal talaş oluşmaktadır. Bu metal atıklar, ergitme yöntemi ile tekrar kullanılabilir hale getirilmektedir. Bu geri döşüşüm sürecinde oksidasyondan dolayı metal kayıpları, enerji ve iş maliyetleri ve bunlara ilaveten çevre koruma harcamaları geri döşüm maliyetlerini arttırmaktadır.
Bu çalışmada AlMg1SiCu aluminyum ve AISI 1040 çelik talaş kompozisyonlarının toz metalurji metodu ile üretimi yapılmıştır. Talaşların boyutları 1 mm olarak belirlenmiştir. Çelik talaşları takviye malzemesi olarak kullanılmış olup, aluminyum ise matriks malzeme olarak kullanılmıştır. AISI 1040 çelik, %20, %30 ve %40 oranlarında takviye edilmiştir. Kompozit malzemeler, talaşların granülüzasyonu, soğuk presleme (200MPa basınç altında), kalıp duvarını yağlamak için çinko sterat, 650oC’de koruma gazı ve vakum olmadan oksidasyon
önlemek için geliştirilen yeni sinterleme metodu prosesleri ile üretilmiştir.
ABSTRACT
Ph.D THESIS
FRACTURE BEHAVIOURS AND MECHANICAL PROPERTIES OF METAL MATRIX COMPOSITES PRODUCED BY SINTERING FROM ALUMINUM AND
STEEL SAW CHIPS
RASHAD GULUZADE
THE GRADUATE SCHOOL OF NATURAL AND APPLIED SCIENCE OF SELÇUK UNIVERSITY
THE DEGREE OF MASTER OF SCIENCE / DOCTOR OF PHILOSOPHY IN MECHANICAL ENGINEERING
Advisor: Prof.Dr. Ahmet AVCI 2011, 101 Pages
Jury
Prof.Dr. Hacı SAĞLAM Doç.Dr. Mehmet ŞİMŞİR Doç.Dr. Hüseyin İMREK Doç.Dr. Behçet DAĞHAN
There has been rapid growth in the powder technology in recent. One of these advances is using of waste materials.When metal products are manufactured, considerable amounts of waste in the form of chips and discards are produced. These waste and scraps are returned to smelters, whereby some of the metal is recovered and reutilized in production processes. During the recycling of the waste a lot of the metal is lost as a result of oxidation and the costs of labour and energy as well as the expenditure on environmental protection raise the general cost of such processes. In this paper, recycling aluminum (AlMg1SiCu) and AISI 1040 steel chip composition were produced with powder method. Aluminum and steel chip size were determined as 1000 µm. Steel chips were used as reinforcement into aluminum chip matrix. AISI 1040 steel was reinforced at the ratios of %20, %30, %40 respectively. The process was performed in following steps; granulation of chips (1 mm screening apparatus used ), using zinc stearate as lubricating for press molding, hot press molding (under 200MPa pressure), sintering process at 650oC which contain new method for oxidation without vacuum and
shielding gas.
Compression test, hardness measurement, tri point flexural test were applied to ascertain mechanical properties of composites.
ÖNSÖZ
İmalat endüstrisinin ihtiyaçları doğrultusunda bilim adamları tarafından geliştirilen yeni malzemeler, sunmuş oldukları üstün özellikler sayesinde araştırmacıların ve sanayinin dikkatini çekmişlerdir. Metal matrisli kompozit malzemeler bu kapsamda ortaya çıkan önemli bir malzeme grubudur.
Günümüzde; malzemelerin mekanik davranışlarının kullanımda önemli bir faktör olduğu bilinmekte, ürünlerin tasarım ve imalat süreçlerinde ve kullanım aşamasında oluşabilecek mekanik sorunlar ciddi şekilde dikkate alınmaktadır. Malzemelerin büyük bir bölümü için önem taşıyan mekanik özellikler, metal matrisli kompozit malzemeler içinde üzerinde durulması gereken bir konudur.
Çalışmalarım boyunca yardım ve katkılarıyla beni yönlendiren, destek olan hiçbir maddi ve manevi desteğini esirgemeyen, bilgilerini benimle paylaşan değerli hocalarım Prof. Dr. Ahmet AVCI’ya, Doç.Dr. Mehmet ŞİMŞİR’e, değerli arkadaşlarım Arş. Gör. Turan DEMİRCİ’ye, ve Arş. Gör. Hakan Burak Karadağa, deney numunelerinin hazırlanmasında makine parkını kullanmaya izin veren ÖNALLAR Tarım LTD.ŞTİ’nin Genel Müdürü Şenol ÖNAL’a ve deneylerin yapılmasında bana destek olan değerli hocam Yrd. Doç. Dr.Ahmet SAMANCI’ya, teşekkürü bir borç bilirim. Ayrıca her zaman yanımda olan ve bugünlere gelmemde çok büyük emeği olan, beni daima sabır ve anlayışla karşılayan eşime ve aileme teşekkür ederim.
Reşad GÜLÜZADE KONYA-2011
İÇİNDEKİLER TEZ BİLDİRİMİ ………. iii ÖZET ... iv ABSTRACT ... v ÖN SÖZ ... vi İÇİNDEKİLER ... vii SİMGELER VE KISALTMALAR... x 1. GİRİŞ………... 1 2. KAYNAK ARAŞTIRMASI………... 2
3.TALAŞ KALDIRMA VE TALAŞ ŞEKİLLERİ………... 5
3.1. Talaş Kaldırma………... 5
3.2. Talaş Şekilleri………... 5
3.2.1. Sürekli talaş tipi………. 6
3.2.2. Yığma talaş(yapışık kararlı talaş) tipi………... 6
3.2.3. Segment tipi talaş ……….... 7
3.2.4. Süreksiz talaş(kesintili talaş) tipi………... 7
3.2.5. Dalgalı talaş………... 8
4.KOMPOZİT MALZEMELER………... 9
4.1. Kompozit Malzeme Elemanları ………... 10
4.1.1. Matris elemanı………... 10
4.1.2. Takviye elemanı………... 10
4.1.3. Bağlayıcı elemanlar ………... 10
4.2. Kompozit malzemelerin avantajları ………... 10
4.3. Kompozit malzemelerin dezavantajları………... 11
4.4. Metal matrisli kompozirler (MMK)………... 12
4.4.1. MMK Malzemelerde Kullanılan Matris Malzemeleri ... 15
4.4.1.1. Alüminyum ve Alaşımları………... 15
4.4.1.2. Alüminyum Matrisli Kompozit Malzemeler………….. 18
5. TOZ METALURJİSİ ………... 19
5.1. Toz metalürjisi nedir………... 19
5.1.2. Toz Metalurjisi Yönteminin Temel Basamakları…………... 19
5.1.3. Metal Tozların Üretimi………... 20
5.1.4. Mekanik Yöntemler………... 20
5.1.4.1 Talaş Kaldırma Yöntemi ………... 21
5.1.4.2. Değirmende Öğütme ………... 21
5.2. Metal Tozlarının Karakterizasyonu ………... 22
5.2.1. Fiziksel Özellikler ………... 22
5.2.2. Toz Tane Boyutu………... 22
5.2.3. Toz Tane Şekli………... 23
5.3. Toz metal parça üretimi ………... 24
5.3.1. Metal Tozlarının Karıştırılması………... 25
5.3.1.1. Kuru toz karıştırma………... 25
5.3.1.2. Sıvı bağlayıcılarla karıştırma ………... 26
5.3.2. Metal Tozlarının Sıkıştırılması ………... 27
5.3.2.1. Sıkıştırma Teorisi ………... 28
5.3.2.2. Sıkıştırma Yöntemleri ………... 29
5.3.2.2.1. Kalıpta Sıkıştırma ………... 29
5.3.3. Metal Tozların Sinterlenmesi ………... 31
5.3.3.1 Sinterlemenin tanımı ve esasları ………... 31
5.3.3.2 Sıvı faz sinterleme ………... 34
5.3.4. Toz Metalurjisi Uygulama Alanları ………... 35
6. KIRILMA MEKANİĞİ ………... 38
6.1. Lineer Elastik Kırılma Mekaniği ………... 39
6.2. Kırılma Tokluğu Test Yöntemleri ………... 40
6.2.1. Başlangıç Çentik Derinliği Metodu ………... 40
7. ALÜMİNYUM/ÇELİK TAKVİYELİ KOMPOZİTİN ÜRETİMİ ……….. 42
7.1. Numune üretiminde kullanılan alüminyum ve çelik talaşlar ………... 42
7.1.1. Talaşların elenmesi ve yıkanması ………... 43
7.1.2. Talaşların karıştırılması………... 43
7.1.3. Karışımın Homojenlik Kontrolü ………... 45
7.2. Talaşların kalıplanması ve sıkıştırılması ………... 45
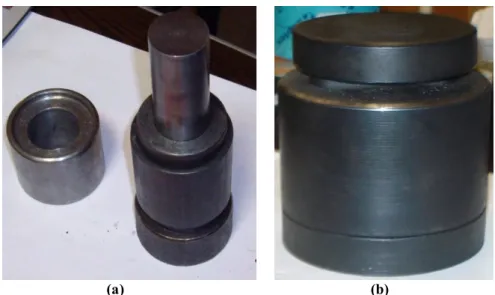
7.2.1. Kalıbının tasarımı ve hazırlanması ………... 45
7.2.2. Numune üretimi ………... 47
7.2.3. Gözeneklik hesabı ………... 48
7.3 Numunenin sinterlenmesi ………... 49
7.3.1. Uygun sinterleme sıcaklığının bulunması ………... 49
7.3.2. Numunelerin uygun sinterleme sıcaklığında sinterlenmesi ... 50
7.3.2.1. Sinterleme tüpünün tasarlanması ………... 50
7.3.2.2. Numunelerin sinterlenmesi ………... 51
7.3.2.3. Numunelerin deney ölçülerine getirilmesi ... 53
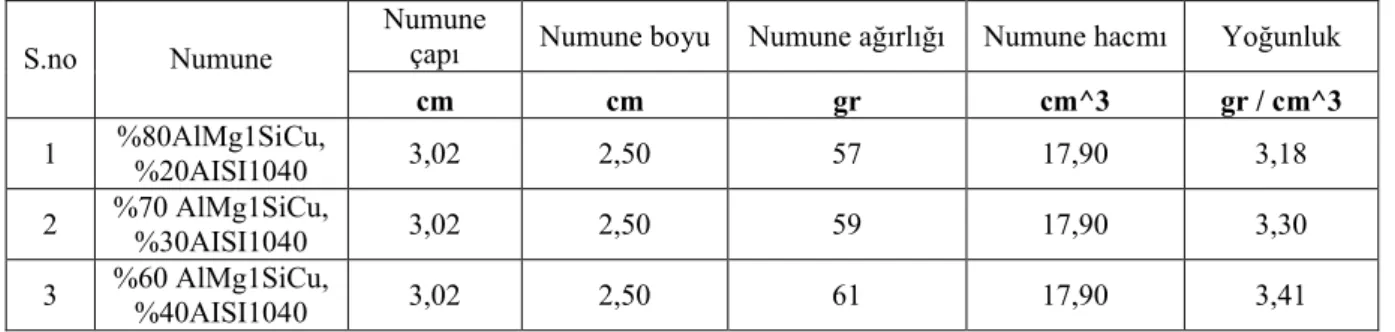
7.3.2.4. Basma ve eğilme numunelerin yoğunluk hesabı ... 53
7.4. Deneylerin yapılışı ... 54
7.4.1.Brinell Sertlik Deneyinin tanımı...54
7.4.2. Numunenin Deneye Hazırlanması ... 54
7.4.3. Deneyin Yapılışı ... 54
7.4.4. Yük Uygunluğunun Kontrolü ... 55
7.4.5. Basma Deneyi... 55
7.4.5.1 Deneyin tanımı ... 55
7.4.5.2. Deneyin Yapılışı ... 56
7.4.6 Üç nokta eğilme mukavemet testi ... 57
7.4.6.1. Deneyin tanımı ... 57
7.4.6.2. Deneyin Yapılışı ... 57
7.4.7. Kritik gerilme şiddet faktörünün bulunması ... 58
8. SONUÇLAR VE ÖNERİLER ... 61
8.1. Yoğunluk Hesabı ... 61
8.2.Brinel sertlik testi sonuçları ...63
8.3. Basma deneyi sonuçları ... 64
8.4. Üç nokta eğilme deneyi sonuçları ... 75
8.4. Kırılma tokluğu deneyi sonuçları ... 81
9. DEĞERLENDİRME VE ÖNERİLER... 88
KAYNAKLAR ... 90
EKLER ... 94
SİMGELER VE KISALTMALAR
Simgeler
N0 : Dönme hızı (m/s)
d : Silindrik haznenin çapı (m)
ρG : Ham yoğunluk
ρA : Görünür yoğunluk
H0 : Doldurma yüksekliği
H : Basılacak numunenin yüksekliği ρkarışım : Toz karışımının teorik yoğunluğu
(%W)n : Her bir bileşenin karışım içerisindeki ağırlıkça yüzdesi
ρn : Her bir bileşenin yoğunluğu
P : Uygulanan basınç
C : Numunenin malzemesine göre değişen katsayı
D : Bilya çapı
σ : Net gerilme
a : Başlangıç çentik derinliği ƒ (a/W) : Geometri faktörü
W : Malzeme genişliği
P : Kritik yük
S : Mesnetler arası mesafe (üç nokta eğilme testi için)
B : Malzeme kalınlığı
Kısaltmalar
ASTM : American Society for Testing and Materials. AMMK : Alüminyum metal matrisli kompozit
GŞF : Gerilme şiddet faktörü
MMK : Metal matris kompozit
1. GİRİŞ
Avrupa’da sanayi devrimi ile beraber artan makineleşme beraberinde birçok sorunları da yanında getirdi. Metalik malzemelerin dayanımını arttırmak, hafifletmek, maliyeti düşürmek gibi problemleri aşmak için birden çok farklı özelliklerdeki malzemeleri bir araya getirerek daha iyi özelliklerde ve kusurları iyileştirilmiş yeni bir malzeme üretimine yani kompozit malzemelere başvurulmuştur. Endüstride atık metal malzemelerin geri kazandırılması hem ekonomik hem çevresel olarak büyük öneme sahip olduğundan bu çalışmada talaşlı imalat sektöründen gelen metal talaşlarının geri dönüşüm malzemesi olarak değerlendirilerek geleneksel yöntemlerle üretilen malzemelere yakın mekanik özelliklere sahip metal matrisli kompozit malzeme üretimi amaçlanmış olup, üretilen bu malzemenin mekanik ve kırılma özellikleri incelenmiştir.
Bilindiği gibi metal talaşların geri kazandırılmasında en büyük pay talaşların eritilme işlemine dayanan döküm metodudur. Döküm metodu talaşların potada belirli bir erime sıcaklığında sıvı hale getirilme işlemidir. Fakat bu yöntemle üretim zamanı dökümden sonra malzemenin sadece %54 kullanılır hale gelirken, %46’sı ise kullanılmaz hale gelmektedir (%10 curuf, %10 erime kaybı, %8 döküm atığı, %18 ektrüzyon kaybı). Bunun dışında erime esnasında talaş üzerinde bulunan yağların yanması sonucu oluşan gazlardan dolayı çevrenin kirlenmesi, ekonomik açıdan bakıldığında da enerji sarfiyatının yüksek olması bilinen bir gerçektir. Öte yandan ise aynı mekanik özelliklere sahip kompozit malzeme toz metalurjisi tekniği kullanılarak üretildiği zaman malzemenin %95 kullanılır hale gelirken, sadece %5 ektrüzyon ve öğütme kaybına dönüşmektedir (Gronostajski,1997). Bu verimli metot ile toz metalurjisiyle üretilen parçaların sahip olduğu mekanik özelliklere yakın özellikte ve toz metalurjisinde kullanılan oldukça pahalı metal tozları ve uzun işlem sürelerine ihtiyaç duymadan çok kısa sürede ekonomik malzeme üretimi mümkün olmuştur.
Bu tez çalışmasında sırasıyla çalışma esnasında kullanılan yönteme, bu doğrultuda konuyla ilgili bazı teorik bilgilere yer verilmiştir. Daha sonra çalışmada kullanılan atık metal talaşları ile üç farklı oranda kompozit malzeme üretimi anlatılmış ve hemen ardından bu kompozit malzemelerin mekanik özellikleri ve kırılma davranışları araştırılmıştır. Mekanik özelliklerin ve kırılma davranışlarının tespiti için, ASTM (American Society for Testing and Materials), standartlarına uygun olarak sertlik, basma, üç noktadan eğme deneyi ve baslangıç çentik derinliği metodu tatbik edilmiştir. Bütün bu deneyler sonucunda elde edilen veriler değerlendirilip, kendi aralarında ve hali hazırda kullanımda olan endüstriyel malzeme ile mukayese edilmiş, kompozit malzemeye ait performans belirlenmiştir.
2. KAYNAK ARAŞTIRMASI
Gronotajski ve arkadaşları (1998), yapmış oldukları çalışmada Al ve AlMg2 alaşımın
granül talaşlarının tungsten tozu ile beraber sıcak haddelenmesini çalışmışlar. Talaşlar 4 mm’den daha küçük hale getirilmiş ve Al alaşımlı talaşlar karıştırılmıştır. Bu karışımdan sonra, 210 MPa basınç uygulanarak preslenmiş ve 500ºC sıcaklıkta ektrüzyon yapmışlar. Ektruzyonlanan numunelerin yoğunluğu, sertliği (HB) akma ve maksimum gerilme dayanımı, uzaması, yapı ve alan azalmasını incelemişler. Deney sonucunda metalürjik yöntemle üretilen numunelerin mekanik özelliklerinin sıcak ektruzyondan sonra çok az düşük olduğu tespit edilmiştir. Yüzey üzerinde gözeneklerin daha az görüldüğü ortaya çıkmıştır.
Gronotajski ve Matuszak (1999), Al alaşım talaşlarının geri dönüşüm metotları üzerinde çalışmışlar. Yeni metotla eritme olmadan direkt olarak içermektedir. Ektrüzyon yöntemiyle toz metalürjisi tekniğinin kullanılması iyi özelliklerle karakterize edilen kompozit malzemelerin üretimine uygulanmıştır.
Gerard ve arkadaşları (1997), sinterlenmiş metal (çelik, paslanmaz çelik) takviyeli alüminym metal matris kompositlerin karakterizasyonunu incelenmişler. Komposit malzemelere dökme şartlarının etkisi ve mekanik özellikleri karşılaştırmak için sistematik deney tekniklerini kullanarak, sıcaklıkla döküm şartlarının çeşitliliğini incelemişlerdir. Deneyde AISI 1080, AISI 400 çelik kullanılmıştır, preslemeye yardımcı olmak için grafit toz kullanılmıştır. İki ayrı numune 675ºC ve 730ºC’de sinterlenmiş, 88 ve 164 MPa basınç altında preslenmiştir. Yazarlar, sinterlenmiş numunelerin mekanik özelliklerini ve SEM görüntülerini incelemiş, sinterlenmiş çelik tozların dökme alüminyuma uygulanabildiğini görmüşler.
W. Chumura ve Z. Gronotajski (2006), yaptıklari çalışmada geleneksel metalurjik proseslere ihtiyaç duymadan ekstrüzyon ile alüminyum ve alüminyum bronz talaşlarını kullanarak iyi yataklama özelliğine sahip malzeme üretimi üzerinde durmuşlardır. Alüminyum ve alüminyum bronz talaşları arasında sağlam kaynama olabilmesi için uygun sinterleme parametrelerinin seçilebilmesi hususunda deneysel çalışmalar yürütmüşlerdir. Bu çalışmada difüzyon hızının ve miktarının malzemeye etkisi üzerinde durulmuştur.
Bu çalışmada ;
Kompozit malzeme içerisinde oluşan sert fazların malzemenin tribolojik özelliklerinde olumlu yönde etki yaptığını görmüşlerdir.
Ekstrüzyondan sonra yapılan ısıl işlem sayesinde yeni fazların oluşumu ve difüzyon kaynağının artmasıyla malzemenin tribolojik özelliklerinin ve sertliğinin arttığı görülmüştür.
Yüksek basınçlarda sıkıştırılmış ve partiküller arası oksit tabakasıyla kaplı ürünlerde sinterlemenin sağlanabilmesi için yüksek kayma gerilmeleri ve yüksek basıncın uygulanması gerektiği belirlenmiştir.
J.Z.Gronostajski ve arkadaşları (2002), yaptıkları çalışmada alüminyum ve alaşımlarına ait talaşların geri dönüşümü hususunda yeni bir metot geliştirmişlerdir. Bu metotta amaç, atık talaşların metalurjik işlemlere gerek duymadan doğrudan bitmiş ürüne dönüştürülmesidir. Çalışmada talaşların geri dönüşümü için en uygun sinterleme kriteri tanımlanmış ve tartışılmıştır.
J.Z. Gronostajski ve arkadaşları (1997), yaptıkları çalışmada alüminyum ve alaşımlara ait talaşların doğrudan tamamlanmış ürüne dönüştürülmesi ile ilgili yeni bir metot tanımlamışlardır. Talaşların kırpılıp istenen boyuta indirgenmesi (5 mm ve daha küçük boyutlarda), 210 MPa basınç altında ön preslenmesi ve sıcak ekstrüzyon işlemi ile malzeme üretimi gerçekleştirilmiştir. Bu çalışmada eritme ve tekrar kalıplara dökme gibi geleneksel üretim yöntemlerindeki malzeme kayıpları büyük oranda elimine edilmektedir. Geleneksel yöntemlerle bir metalin sadece %54,1 kısmı tekrar ürün olarak geri kazandırılırken bu çalışmada sıcak extrüzyon sayesinde alüminyum talaşların % 95,2’lik bir kısmı ürüne dönüştürülmektedir.
J. Gronostajski ve arkadaşları (2000), yaptıkları çalışmada, Al ve alaşımlarının kısa sürede ve kısa proseslerle oda sıcaklığında ve yüksek sıcaklıklarda dayanımı yüksek kullanışlı ürünlere dönüştürmeye yönelik yeni bir proses üzerinde durmuşlardır. Bu metodun kullanımı esnasında yeni sinterleme parametreleri belirlemişlerdir.
H.Arıkan (2002), yaptığı çalışmada çelik fiber takviyeli polimer kompozitlerin kırılma davranışlarını araştırmış ve çelik, fiber, kum ve reçinenin birleştirilmesiyle kiriş şeklinde ürettiği polimer kompozitin eğilme modülü, eğilme dayanımını ve kritik gerilme şiddet faktörünü bulmuştur. Yaptığı çalışmada Kıc başlangıç çentik derinliği, J-integral metodunu ve
değişik metotlar kullanarak hesaplamış bu metotlarla elde edilen Kıc değerlerini
karşılaştırmıştır.
A.Samancı (2005), yaptığı çalışmada farklı oranlarda kafes çelik tel takviyeli polimer kompozit kiriş numunelerine, üç noktadan eğme testi uygulayarak eğilme gerilmesi ve eğilme elastisite modülleri bulmuş, çentiksiz ve farklı çentik oranlarında üretilen malzemelere üç noktadan eğme testi uygulayarak Mod I’ e göre kırılma davranışlarını incelemiştir. Kompozit sistemde, ağırlıkça %2, %4 ve %6 oranlarında kafes çelik tel ve ağırlıkça %16.5 oranında polyester reçine ve kalan kısmada dolgu malzemesi olarak maça kumu kullanmıştır. Kritik
gerilme şiddet faktörleri (Kıc), J-integral, başlangıç çentik derinliği ve kompliyans tekniği metodları kullanılarak hesaplamıştır.
Hashim ve ark. (1999), yaptıkları çalışmada, yüksek korozyon direncine ve aynı zamanda tatminkâr mekanik özelliklere sahip kompozit malzeme üretimi maksadıyla nispeten daha ucuz maliyete sahip karıştırmalı döküm (stir casting) metodunu silikon karbür/alüminyum alaşım metal matrisli kompozit malzeme üzerinde çalışmışlardır. Bu çalışmada ayrıca takviye elemanın üniform dağılım, bileşenler arasındaki ıslatma kabiliyeti ve düşük gözenekli malzeme elde edilebilmesi hususunda karşılaşılan teknik zorlukları tartışmışlardır.
Öveçoğlu, (1997), toz metalurjisi tekniği ile üretim metodunun tarihi gelişimi ve bu alandaki son gelişmeler hakkında detaylı bir araştırma yapmıştır. Özellikle de, üretim aşamalarındaki güncel gelişmeler üzerinde durmuştur.
Şahin, (2001), talaşın şekli, talaş tipleri ve talaş kaldırma prensipleri hakkında bilgi vermiş, özellikle talaş üretim tekniklerini detaylı şekilde incelemiştir.
3.TALAŞ KALDIRMA VE TALAŞ ŞEKİLLERİ
3.1. Talaş Kaldırma
Talaşın şekli, kesme koşulları ve yüzey kalitesi hakkında fikir veren önemli bir faktördür. Pratikte, kesme hızı, ilerleme hızı, talaş açısı, eğim açısı, kesme derinliği, takım geometrisi ve malzemesi gibi kesme koşullarına bağlı olarak talaş şekilleri vardır (Şahin, 2001).
Şekil 3.1 (a) Talaş kaldırma işleminin kesit görünüşü, (b) negatif talaş
açısıyla takım; (a)’daki pozitif talaş açısıyla karşılaştırın. (Şahin,2001)
3.2. Talaş Şekilleri
3.2.1. Sürekli talaş tipi
Bu tip talaşta, sürekli bir deformasyonla çatlaksız olarak takım ağzından talaş yüzüne çıkar. Dövme demir, yumuşak çelik, bakır, alüminyum, gibi sünek malzemelerin yüksek kesme hızı ile oluşur. Bu koşullarda kesme kararlıdır. Talaş takım yüzü boyunca kayar (Şahin,2001).
Sürekli talaş tipinde, metalin akması takım yüzeyine yakın olduğu, takım/talaş ara yüzeyinde ki sürtünme veya talaş sıvanmasıyla daha fazla ertelenmediği zaman oluşur. Sürekli talaşla çok iyi yüzey kalitesi sağlandığından verimli kesme işlemi içim ideal olmaktadır. Sünek malzemeler kesildiği zaman malzemede ki plastik akma, çok sayıda ki kristalografikler kayarak kayma düzlemi üzerinde metalin deformasyona uğraması ile meydana gelir. Kesikli talaşta olduğu gibi, metalin doğal sünekliği nedeniyle kırılmalar veya parçalanmalar meydana gelmez. Talaş oluşum işlemi, kesici yakımdan işlememiş iş parçası yüzeyine uzanan tek bir düzlemde oluşur. Kristal yapının plastik deformasyona uğradığı ve kaymanın olduğu alan kayma bölgesidir (Akkurt, 2004).
Şekil 3.3. Sürekli talaş (Şahin,2001)
3.2.2. Yığma talaş(yapışık kararlı talaş) tipi
Akma talaş tipine benzer. Bu tip talaşa kesme kenarının talaş yüzüne bir miktar talaş yapışarak kesme kenarının şeklini ve geometrisini bozar. Bu talaş oluşumunda talaş ve takım arasında sürtünme çok büyüktür. Talaş malzemesi takım yüzüne kaynar. Bu kaynaklı malzemenin varlığı sürtünmeyi arttırır. Bu sürtünme talaş malzeme tabakası üzerine yeni talaş yığılmasına sebep olur. Yığma ağız giderek büyür ve sonra kararsız olduğu zaman kırılır.
Kırılan parçalar bir miktar takım malzemesini de yerinden kopararak takım üzerinde mikro oyuklar oluştururarak (Adezyon aşınması) ve takımı zayıflatırlar. Kırılan partiküller talaşın alt yüzeyinde takım yüzeyine temas ederek taşınırlar ve takım yüzeyinde mekanik bir hareketle aşınma meydana getirirler (Abrezif aşınma). Kararlı yığma ağzın, takım geometrisini bozmasına rağmen takım ömrünü arttırıcı etkisi vardır. Bu tip talaşa yumuşak malzemelerin orta kesme hızlarında işlenmesinde rastlanır (Şahin, 2001).
Şekil 3.4. Yığma kenarlı sürekli talaş (Akkurt, 2004)
3.2.3. Segment tipi talaş
Testere dişi benzeri dalgalanma gösterir. Kalın kısımlar düşük oranlarda deformasyona uğrarlar ve birbirleriyle şiddetli bir şekilde şekil değişmiş ince kısımlarla birleşmişlerdir. Titanyum gibi düşük ısıl iletkenliğe sahip malzemelerin işlenmesinde segment tipi talaşların en tipik örnekleri görülebilir (Akkurt, 2004)
3.2.4. Süreksiz talaş(kesintili talaş) tipi
Bu tip talaş, takım ağzından parça parça veya parçalar birbirine çok zayıf olarak yapışmış bir şekilde çıkar. Talaş oluşumu esnasından malzeme şiddetli uzamalara maruz kalır. Süreksiz talaş dökme demir, pirinç gibi gevrek malzemeleri işlerken görülür. Düşük kesme hızlarında ve yüksek ilerleme ile sünek malzeme işlenirken de olabilir.
Sünek malzemeler işlendiğinde tezgah titreşimi veya takım otlaması mevcut ise yine kesikli talaşlar oluşur. Bunlara ilaveten kesikli talaşlar;
Küçük talaş açılı takım malzemeleri ile kesme yapıldığında, Fazla talaş derinliklerinde ve kaba ilerleme miktarında, Düşük kesme hızlarında,
Aşırı tezgah titreşimi ve takım otlaması mevcut olduğunda,
Şekil 3.5. Kesintili talaş (Şahin,2001)
Düşük hızlarda veya otomat çeliklerinde manganez sülfit artıkları veya grafit lamelli dökme demirler gibi gerilim konsantrasyonu ihtiva eden malzemeler işlenirken, kesikli talaşlar oluşmaktadır.
3.2.5. Dalgalı talaş
Özel koşullar altında sürekli talaşların kalınlığı periyodik olarak değişim sergileyebilir ve dalgalı tip talaş oluşur. Dalgalı talaşın kalınlığı sinüzoidal bir değişim gösterir. Kesme kuvvetlerinin periyodik olarak değişimi titreşim ve talaş kalınlığının değişmesine neden olur. Sıcaklığın talaşın yüzeyinden dışa doğru değişmesinin yanında kesici ucun yüzeyinde ki sıcaklığın yüzey altına göre düşük olduğu dikkat çekicidir. Yüzeye de dinamik hareketle ısı transferi oluşur (Akkurt, 2004).
4. KOMPOZİT MALZEMELER
Kompozit malzeme, iki veya daha fazla sayıdaki aynı ya da farklı malzemenin en iyi özelliklerini bir araya toplamak ve ortaya yeni bir özellik çıkarmak amacıyla makro veya mikro yapıdaki bileşimlerdir. En az iki bileşen ve bu bileşenlerden birinin özelliğinin arttırılmasıyla diğer malzemenin eklenmesiyle oluşturulan yeni yapıdır. Burada takviyelendirilen malzemeye matris, takviye edene ise takviye malzemesi denir (Doğanay ve Ulcay, 2007). Bir kompozit malzeme genel anlamda üç ana elemandan meydana gelmektedir. Bunlar;
Matris malzemesi, Takviye elemanı,
Bağlayıcı elemanlardır (Uluşen, 2008). Kompozit malzemelerde aranan temel özellikler;
Yüksek dayanım Yüksek rijitlik
Yüksek yorulma dayanımı İyi aşınma direnci
Isıya karşı yüksek direnç İyi korozyon direnci
Yüksek ısı ve elektrik iletkenliği Düşük yoğunluk
Estetik görünüm ve iyi yüzey kalitesidir (Uluşen, 2008).
Kompozit malzemelerde, bu özelliklere ek olarak geliştirilmesi istenen özellik uyarınca birçok geliştirme yapılabilir. Yeni oluşturulacak kompozitte hangi özelliğin geliştirilmesi ve iyileştirilmesi isteniyorsa, bu doğrultuda matris ve takviye elemanı seçilerek üretim yöntemi belirlenmektedir (Ekşi, 2007).
4.1. Kompozit Malzeme Elemanları
4.1.1. Matris elemanı
Kompozit malzemelerde matrisin üç temel fonksiyonu vardır. Bunlar, elyafları bir arada tutmak, yükü elyaflara dağıtmak ve elyafları çevresel etkilerden korumaktır. İdeal bir matris malzemesi başlangıçta düşük viskoziteli bir yapıda iken daha sonra elyafları sağlam ve uygun bir şekilde çevreleyebilecek katı forma kolaylıkla geçebilmelidir (Uluşen, 2008).
4.1.2. Takviye elemanı
Matris malzeme içinde yer alan takviye elemanı kompozit yapının temel mukavemet elemanıdır. Düşük yoğunluklarının yanı sıra yüksek elastiklik modülüne ve sertliğe sahip olan elyaflar kimyasal korozyona da dirençlidir. Günümüzde kompozit yapılarda kullanılan en önemli takviye malzemeleri sürekli elyaflardır. Bu elyaflar özellikle modern kompozitlerin oluşturulmasında önemli bir yer tutarlar. Aramid, karbon grafit, boron, silisyum karbür, cam ve polietilen malzemelerin kısa veya uzun sürekli elyaf formunda kullanıldığı ve matrisi yaklaşık %60 hacim oranında pekiştirici işlevi olan malzemelerdir (Uluşen, 2008).
4.1.3. Bağlayıcı elemanlar
Dolgular, kimyasallar ve diğer katkılar matrise niteliklerine göre özelliklerin geliştirilmesi amacıyla ilave edilirler. Bu gruptaki kompozit malzemeler yapı-inşaat, otomotiv, uçak sanayisi uygulamalarında kullanılmaktadır (Uluşen, 2008).
4.2. Kompozit malzemelerin avantajları (Şahin, 2000)
1. Yüksek mukavemet; kompozitler yüksek mukavemet değerleri sağlayan malzemeler arasında en etkin olanlardan birisidir.
2. Hafiflik; kompozitler birim ağırlığında hem plastiklere, hem de metallere göre daha yüksek mukavemet değeri sunmaktadır.
3. Tasarım esnekliği; kompozitler bir tasarımcının aklına gelebilecek her türlü karmaşık, basit, geniş, yapısal, dekoratif ya da fonksiyonel amaçlı olarak tasarlanabilir.
4. Yüksek dielektrik direnimi; kompozitlerin göze çarpan elektrik yalıtım özellikleri, birçok komponentin üretimi konusunda açık bir tercih nedenidir.
5. Korozyon dayanımı; kompozitlerin anti korozyon özelliği diğer üretim malzemelerinden üstün olan niteliklerinden biridir.
6. Kalıplama kolaylığı; kompozit malzemelerde geleneksel malzemelerde karşılanan birçok parçanın birleştirilmesi ve sonradan monte edilmesi işlemini tek parçada kalıplama olanağı ile ortadan kaldırmaktadır.
7. Yüzey uygulamaları; kompozitlerde kullanılan polyester reçine, özel pigment katkılarıyla renklendirilmek suretiyle, amaca uygun kendinden renkli olarakta üretilebilir.
8. Şeffaflık özelliği; cam kadar şeffaf olabilir, ışığı yayması sayesinde diffuze ışığın önem kazandığı seralarda ve güneş kolektörü yapımında önemli avantaj sağlıyor.
9. Demir yüzeylere uygulanabilirlik; demir üzerindeki yağ ve pas giderildikten sonra demirin yüzeyi kompozitle kaplanır ve korozyon direnci artırılmış oluyor.
10. Kompozitler sıcaktan etkilenmez; kompozit ürünler, termoset plastikler grubundan polyester reçineler ile yapıldığından yumuşamaz ve şekilde ğiştirmez.
4.3. Kompozit malzemelerin dezavantajları (Şahin, 2000)
1. Hammaddenin pahalı olması
2. Lamine edilmiş kompozitlerin özellikleri her zaman ideal değildir, kalınlık yönünde düşük dayanıklılık ve katlar arası düşük kesme dayanıklılık özelliği bulunmaktadır. 3. Malzeme kalitesi üretim yöntemlerinin kalitesine bağlıdır, standartlaşmış kalite yoktur. 4. Kompozitler kırılgan malzeme olmalarından dolayı kolaylıkla zarar görürler, onarımları
yeni problemler yaratabilir.
5. Malzemelerin raf ömrü sınırlıdır, kompozitlerin soğutularak saklanması lazımdır 6. Sıcak kurutma gerekir
7. Kompozitler onarılmadan önce çok iyi temizlenmeli ve kurutulmalıdır. Bazı durumlarda bu çok zor olabilir.
4.4. Metal matrisli kompozirler (MMK)
Metal malzemelerin iyi süneklik ve tokluk özelliklerinin, seramik malzemelerin yüksek mukavemet ve yüksek elastiklik modülü özelliklerinin bir araya getirilmesiyle oluşan metal matrisli kompozit malzemeler, yüksek elastiklik modülü ve mukavemet, düşük yoğunluk, yüksek aşınma direnci ve yüksek sıcaklıklarda kullanılabilme gibi önemli özelliklere sahiptirler (Atik vd.2006). Metal matrisli kompozitler için matris malzemesi olarak genellikle hafif metaller tercih edilmektedir. MMK malzemelerde matris malzemesi olarak, alüminyum ve alaşımları ilk sırayı almaktadırlar. Bu alaşımların tercih edilmesinin nedeni düşük yoğunluk, düşük ergime sıcaklığına sahip olmaları ve birçok seramik takviye elemanını kolay ıslatabilmeleridir. Metal matrisli kompozit malzemelerde en çok kullanılan takviye elemanları ise Al2O3, SiC, bor, TiC ve karbondur (Hiçyılmaz vd., 1999).
Metal matrisli kompozit (MMK) malzemeler, istenen ve gerekli özellikleri sağlamak üzere en az biri metal olan iki veya daha fazla farklı malzemenin sistematik birleşimiyle elde edilen yeni malzemelerdir. Metal matrisli kompozit malzemeler tek bileşenli alaşımlarla elde edilemeyen özellikleri sağlamak üzere, bir metal matris içinde sürekli veya kısa fiber, whisker veya partikül şeklinde takviye fazı içerir. Günümüz şartlarında üretilebilen metal matrisli kompozit malzemeler üç gruba ayrılmaktadır (Şekil 4.1):
Elastiklik modülünün, belli oranda da mukavemetin artmasıyla sonuçlanan, bağlayıcı matris içine partikül şeklindeki takviye malzemelerinin ilavesi ile oluşturulan partikül takviyeli metal matrisli kompozitler.
Partikül takviyeli metal matrisli kompozitlere göre daha büyük yük iletimi yeteneğine sahip, yüksek dayanımlı whisker veya kısa fiber takviye metal matrisli kompozitler. Fiberin yüksek performanslı tüm özelliklerini taşıyan sürekli fiber esaslı metal matrisli
kompozitler.
Belirtilen kompozit sistemlerinin her birinin de ayrı ayrı üstünlükleri ve zayıflıkları söz konusudur. Örneğin, partikül esaslı metal matrisli kompozitler düşük maliyetlerinin yanısıra, rijitliklikte dikkate değer gelişme ve hemen hemen izotropik özellikler gösterir. Ancak mukavemetteki gelişme sınırlıdır. Ayrıca kopmadaki şekil değişiminin ve kırılma tokluğunun düşük olması bu kompozitlerin zayıf yönüdür. Whisker veya kısa fiber katkılı metal matrisli kompozitler, partikül esaslılara oranla daha pahalı, fakat daha mukavemetlidir. Sürekli fiber katkılı metal matrisli kompozitler elastiklik modülü ve mukavemetin en iyi kombinasyonunu
vermelerine karşın bu kompozitlerin özellikleri anizotropiktir ve asıl zayıflıkları, kullanılan fiberlerin ve kompozit üretim maliyetlerinin oldukça yüksek olmasından kaynaklanmaktadır (Cöcen ve Önel, 1997).
(a) (b) (c)
Şekil 4.1 Takviye malzemesinin geometrisine göre metal matrisli kompozitler, a- partikültakviyeli, b- kısa fiber
takviyeli, c- sürekli fiber takviyeli ( Befford, 2002)
Belli bir uygulama alanında kullanılmak üzere en uygun kompoziti elde edebilmek için metal matrisli kompozitin bileşenleri hakkında tam ve ayrıntılı bilgiye sahip olmak gerekmektedir. Takviye elemanının; cinsi, şekli, boyutu, dağılımı, yüzey özellikleri, kimyasal kompozisyonu, dağılım miktarı ve homojenliği gibi özgün ve yapısal özellikleri çok önemlidir. Bunun yanı sıra, metal matrisin de nitelikleri dikkate alınmalıdır. Matris, takviye fazını bir arada tutmaya yarayan bağlayıcı gibi davranır ve asıl işlevi katkı fazına yükü iletmektir. Takviye fazı ile matris alaşımının kimyasal olarak uyumluluğu da önemli bir konudur (Kök, 2001; Akoral vd., 2002).
Sürekli fiberler, metal matrisli kompozitlere yüksek elastiklik modülü ve dayanım kazandırır fakat anizotropik özellik gösterirler. İlk geliştirilen metal matrisli kompozitler, bor fiberleriyle güçlendirilmiş alüminyum alaşımlarıdır. Bu karma malzemelerde kullanılan bor fiberleri, volfram telden altlık üzerine bor kimyasal buharının yığılmasıyla elde edilmektedir. Çizelge 4.1, Bor ve SiC takviyelerle güçlendirilmiş bazı alüminyum metal matrisli kompozit malzemelerin mekanik özelliklerini vermektedir. Hacimce %51 bor katmakla, 6061 alüminyum alaşımının çekme dayanımı 310 MPa'dan 1417 MPa'a, çekme modülü ise 69 MPa'dan 231 GPa'a yükselmektedir. Al-Bor karma malzemelerinin uygulama alanına örnek olarak uzay mekiğinin gövde yapı elemanları verilebilir. Partiküllerle güçlendirilmiş metal matrisli kompozit malzemeler ise izotropik özellik gösterirler. Örnek olarak, alüminyuma yaklaşık 3 ile 20 mm çapında düzensiz şekilli alümina ve silisyum karbür partikülleri katılarak üretilen düşük maliyetli alüminyum metal matrisli kompozit malzemeler gösterilebilir. Çizelge 4.1’den görülebileceği gibi %20 SiC partikül katmakla alüminyum alaşımının çekme dayanımı 310 MPa'dan 496 MPa'a, çekme modülü ise 69 GPa'dan 103 GPa'a yükseltilebilmektedir.
Genellikle toz metalurjisi ve döküm yönetimi ile üretilen bu kompozitler, otomobil parçalarında kullanılmaktadır (Cöcen ve Önel, 1997; Smith, 2001).
Çizelge 4.1 Bazı metal matrisli kompozit malzemelerin mekanik özellikleri (Smith, 2001)
Metal Matrisli
Kompozit Malzeme Çekme Dayanımı(MPa) Elastiklik Modülü(GPa) Kopmadaki UzamaMiktarı (%) Sürekli Fiber (fiber yönünde özellikleri)
Al 2024-T6 (%45 Bor) 1458 220 0,81 Al 2024-T6 (%51 Bor) 1417 231 0,735 Al 2024-T6 (%47 SiC) 1462 204 0,89 Süreksiz Fiberli Al 2124-T6 (%20 SiC) 650 127 2,4 Al 6061-T6 (%20 SiC) 480 115 5 Partikül Takviyeli Al 2124-F (%20 SiC) 552 103 7 Al 6061-F (%20 SiC) 496 103 5,5 Güçlendirilmemiş Al 2124-F 455 71 9 Al 6061-F 310 68,9 12
Genel olarak bakıldığında metal matrisli kompozitlerin, metallere göre üstün olan özellikleri şunlardır:
Yüksek mukavemet / yoğunluk oranı, başka bir deyişle spesifik mukavemet Yüksek elastiklik modülü / yoğunluk oranı, başka bir deyişle spesifik modül Daha iyi yorulma direnci
Yüksek sıcaklıklarda mukavemetini koruyabilme ve düşük sürünme oranı gibi daha iyi yüksek sıcaklık özellikleri
Düşük termal genleşme katsayısı Daha iyi aşınma direnci
Metal matrisli kompozitlerin dezavantajları olarak ise şu maddeler sayılabilir :
Sürekli fiber takviyesinin söz konusu olduğu durumlarda zor ve karmaşık üretim prosesleri (döküm yöntemi hariç)
Metallere göre sünekliğin belli oranda azalması Yüksek maliyetli üretim sistemi ve teçhizat
Yeni gelişen bir teknoloji olması nedeniyle firmaların ve üreticilerin deneyimsiz oluşu özellikle döküm yönetimi ile üretilen partikül takviyeli MMK malzemeler, sürtünme ve aşınma dayanımının istendiği alanlarda küçümsenmeyecek oranda endüstriyel uygulama alanına sahiplerdir.
Örneğin, Al- Grafit ve Al-SiC MMK pistonlar, yüksek aşınma dayanımı sağlamaları ve yakıt tüketimini azaltmalarından dolayı ön plana çıkmaktadırlar. Bu tür kompozitlerin diğer kullanım şekilleri yatak malzemesi, elektrik kontak malzemesi ve silindir gömleği olabilmektedir (Cöcen ve Önel, 1997).
4.4.1. Metal Matrisli Kompozit Malzemelerde Kullanılan Matris Malzemeleri
Metal matrisli kompozitler için matris malzemesi olarak genellikle hafif metaller tercih edilmektedir. Matris malzemesi olarak MMK malzemelerde, alüminyum ve alaşımları ilk sırayı almaktadırlar. Bu alaşımların tercih edilmesinin nedeni düşük yoğunluk, düşük ergime sıcaklığına sahip olmaları ve bir çok seramik takviye elemanını kolay ıslatabilmeleridir.
Alüminyum saf olarak kullanılabildiği gibi alaşım olarakta kullanılabilmektedir. Yüksek aşınma dayanımı ve düşük sürtünme değerleri için Al-Si alaşımları, düşük yoğunluk ve yüksek termal iletkenlik için Al-Mg ve Al-Cu alaşımları matris alaşımı olarak kullanılabilmektedir (Hiçyılmaz vd., 1999; Şahin,2000).
Yüksek performanslı kompozit malzeme üretimi için matris malzemesi, takviye fiberleri veya partikülleri iyi ıslatabilmeli, iyi bir arayüzey bağı oluşturmalı, mümkün olan en düşük basınç ve sıcaklıkta hızlı şekilde katılaşma yapabilmelidir. Ayrıca üretim esnasında veya bundan sonraki işlemler esnasında, matris ve takviye elemanı arasında diğer kimyasal etkileşimler olmamalı ve matris kararlı kalmalıdır (Şahin,2000). Metal matrisli kompozit malzemelerde, matris malzemesi olarak genellikle Al, Ti, Mg, Ni, Cu, Co ve Zn gibi metaller ve alaşımları kullanılır. Fakat bunlardan sadece Al, Ti ve Mg alaşımları yaygın olarak kullanılmaktadır (Ünlü vd., 2007). Bu çalışmada alüminyum matrisli malzemeler incelendiğinden diğer matris malzemeleri ile ilgili bilgiye yer verilmemiştir.
4.4.1.1. Alüminyum ve Alaşımları
Metal malzemeler içinde Al ve alaşımları, gerek saf olarak gerekse alaşım olarak en yaygın olarak kullanılan malzeme gruplarından birisidir. Saf alüminyumun oksijene ilgisinden dolayı döküm kabiliyetinin kötü oluşu ve düşük mekanik özellikler göstermesi gibi istenmeyen özellikleri vardır. Alaşımlama yapılarak bu özelliklerde gelişme sağlanabilmektedir (Şahin,2000). Çizelge 4.2’de saf alüminyumun önemli özellikleri gösterilmiştir.
Çizelge 4.2. Saf alüminyumun önemli fiziksel özellikleri (Şahin,2000).
Özgül ağırlığı (gr/cm3) 2.78
Ergime sıcaklığı (°C) 660
Ergime ısısı (KJ/kg) -390
Elastik modülü (Gpa) 66
Isıl genleşme katsayısı (1/K) 24x10-6
Isı iletim katsayısı (W/mK) 230 Elektrik iletim kts. (m/Ώmm2) 40
Al alaşımlarının yaygın kullanılmasının sebebi;
Dayanım / özgül ağırlık oranının yüksek olması,
Elektrik iletkenliği /özgül ağırlık oranının yüksek olması,
Atmosfere ve diğer ortamlara karşı korozyon direncinin iyi olması, Plastik deformasyon kabiliyetinin iyi olmasından kaynaklanmaktadır.
Alüminyum alaşımları, üretim yöntemlerine göre dövme alaşımları ve döküm alaşımları olarak iki ana gruba ayrılırlar. Bu iki ana grupta sertleştirilebilen ve sertleştirilemeyen alaşımlar olarak gruplandırılabilir (Şahin,2000).
Alüminyum: Alüminyumun fiziksel özellikleri çok düşük miktarlarda dahi olsa
safsızlıkların bulunmasından önemli ölçüde etkilenir. Saf alüminyum galvanik seride çok aktif bir metal olmasına karşın, yüzeyinde kolaylıkla oluşan koruyucu oksit tabakası onun yaygın olarak kullanılmasını sağlar. Alüminyum oksitten (Al2O3) oluşan bu geçirimsiz, sert ve
koruyucu oksit tabakası alüminyumun korozyon direncini önemli ölçüde arttırır. Buna bağlı olarak alüminyum saflaştırıldıkça korozyon direnci ve iletkenliği artar. Bu nedenle korozyona karşı oldukça hassas olan alüminyum alaşımları günümüzde saf alüminyum giydirilmesi (cladding) yoluyla korozyondan korunmaktadır. Diğer yandan saf alüminyum oldukça düşük olan mukavemeti soğuk işlemle arttırılabilir. Bugün alüminyum ve alaşımları sahip olduğu özellikleri itibariyle endüstride kullanılan en önemli yapı ve mühendislik malzemelerinden birisi halini almıştır. Saf haldeyken yüksek ısı ve elektrik iletkenliği, korozyon direnci gibi özelliklere sahipken, alaşımlama ile bu özellikler çok daha geniş bir aralığa yayılarak yaygın bir kullanım alanına sahip olmuştur. Bugün endüstride geniş çaplı olarak 100’ ün üstünde alüminyum alaşımı kullanılmaktadır (Ersoy, 2001). Önemli özelliklerini saymak gerekirse;
Hafifliği: Saf alüminyumun özgül ağırlığı yaklaşık 2,7 gr/cm3 ‘tür. Kütlesi demirin %
35’i, bakırın ise % 29’u kadardır. Bu düşük ağırlık özelliği başta uçak ve otomobil endüstrisinde olmak üzere, tüm taşımacılık sanayinde önemli bir konudur (Sınmazçelik, 2003).
Mekanik özellikler: Alüminyum alaşımlarının ısıl işlemleri sonucu, istenilen şekilde
mukavemet, tokluk, sertlik ve diğer mekanik özellikleri geliştirilebilir. Özellikle küçük miktarlarda Mg, Si, Cu ve Zn ilavesiyle mukavemeti daha da arttırılan alüminyum alaşımlarında ısıl işlem ile bugün çok yüksek çekme mukavemeti değerlerine ulaşılmıştır. Mekanik özelliklerin böyle değişebilir olması büyük avantaj sağlayarak, kullanım alanlarını genişletmektir (Ersoy, 2001).
Korozyon: Alüminyum yüzeyler, atmosferik korozyona maruz kaldığında, derhal çok
ince (20-25 A°) görünmez bir oksit tabakası oluşur ve bu tabaka daha fazla oksitlenmeyi önler. Alüminyumun bu özelliği yüksek korozyon direncinin temel nedenidir. Birçok aside karşı da aynı direnci gösterir. Ancak bazı alkaliler bu oksit tabakasını tahrip etme özelliğine sahiptir. Elektrolitik ortamlarda bazı metallerle doğrudan temas etmesi sonucunda galvanik korozyon olabilir. Bu durumda boya ya da yalıtkan bant uygulaması yapılmalıdır.
Toksilojik reaksiyonlara girmemesi: Zehirleyici olmama özelliği, gıda endüstrisinde ya
da mutfak malzemelerinde yaygın kullanım alanı bulmasına yol açmıştır. Bu özelliği sayesinde yiyecek ve ilaç ambalajlanmasında, sigara, çay paketlenmesinde geniş çaplı olarak kullanılır.
Isı ve elektrik iletkenliği : Alüminyum ve alaşımları ısı ve elektriği oldukça iyi iletirler.
Yüksek ısıl iletkenliği (çeliğin 6 katı), ısıtma/soğutma endüstrilerinde, gıda, kimya, petrol, havacılık sektörlerinde alüminyum ısı değiştiricilerinin yaygın olarak kullanımına yol açmıştır. Ticari alüminyum elektrik iletkenliği 37 siemens civarındadır. Elektriksel iletkenliği bakırın % 62’si mertebesindedir. Bakırın yoğunluğu 8,9, alüminyumun ise 2,7 gr/cm3 olduğu
düşünülürse; ağırlıkça kıyaslandığında alüminyumun bakırdan daha iyi iletken olduğu ortaya çıkar (Can, 2006).
Yüksek ısı ve ışık yansıtması : % 80’in üzerinde ışık yansıtma özelliği ile
aydınlatmada, yüksek ısı yansıtma özelliği dolayısıyla da çatı kaplamalarında kullanılmaktadır. Bu özelliğinden dolayı ışık reflektörlerinin kaplanmasında ve aynaların geri yansıtıcılığında kullanılırlar.
Metalotermik reaksiyonlarda kullanımı : Alüminyum oksijene olan ilgisinden dolayı,
diğer metallerin oksitlerini indirger. Bu özelliği nedeniyle toz alüminyum krom, vanadyum, baryum ve lityum gibi metal oksitleri indirgeyerek bu metallerin üretiminde kullanılır (Sınmazçelik, 2003).
Kolay şekillendirilebilirliği ve işlenebilirliği : Kolayca dökülebilir, kağıttan daha ince
şekilde haddelenebilir (folyo), çekilebilir (tel, ekstrüzyon ürünleri, profil). Alüminyum kolayca ve hızlı bir şekilde tornalama, frezeleme, delme uygulamalarına tabi tutulabilir.
Kaynaklanabilirliği : Her türlü birleştirme yöntemi uygulanabilir (kaynak, perçinleme).
Ayrıca havacılık ve otomotiv sektöründe yapıştırma uygulamaları da yaygındır.
Çok geniş aralıkta yüzey işlemlerine tabi tutulması : Koruyucu bir kaplama
gerektirmeyen durumlarda mekanik yüzey işlemleri olarak parlatma, kumlama veya fırçalama birçok durumda yeterlidir. Koruyucu kaplama olarak, kimyasal, elektrokimyasal boya uygulamaları ile eloksal ve elektro kaplamalar uygulanabilir. Uygulamaların büyük çoğunluğunda yukarıda belirtilen özelliklerden iki ya da daha fazlası bir araya gelerek belirleyici rol oynar. Örneğin, hafifliği ve mukavemeti uçak sanayinde, raylı sistem taşımacılık ekipmanlarında; korozyon direnci ve ısıl iletkenliği kimya ve petrol sanayinde, bu özelliklerine ilaveten zehirli olamaması özelliği ile gıda; albenili görünümü, atmosferik koşullara dayanımı ve düşük bakım maliyetleriyle inşaat sektöründe, yüksek yansıtma, mükemmel atmosferik direnç ve hafifliği ile çatı kaplamalarında yaygın kullanım alanı bulmasını sağlamıştır (Şahin, 2001).
Düşük maliyet : Alüminyumun ekonomik yönden avantajı diğer metallere göre büyük
bir hızla yükselmektedir. Bunun başlıca nedeni birim ünitesinin maliyetinin diğer metallere göre daha ekonomik olmasıdır. Alüminyumun diğer metallere göre daha hafif olması dökümde büyük bir avantaj sağlar. Aynı boyuttaki diğer metallere göre daha fazla döküm yapabilmek mümkündür. Ayrıca çok yüksek olmayan ergime sıcaklığı, döküm sırasında daha az enerji harcanması ve kalıp aşındırmaması sebebiyle önemli bir tercih nedenidir. Diğer bir avantajı ise alüminyum ve alaşımlarının yüksek atmosferik korozyon direnci sebebiyle kaplamaya ihtiyaç göstermemesidir (Hiçyılmaz, 1999).
4.4.1.2. Alüminyum Matrisli Kompozit Malzemeler
Geliştirilmiş fiziksel ve mekanik özellikleri, malzeme ve enerji kazancı bakımından hafif olmaları nedeni ile metal matrisli kompozitler (MMK) yeni malzemeler olarak dikkati çekmektedir. Bu özelliklerinin yanında iyi sürtünme ve aşınma özellikleri nedeni ile aşınmaya karşı uygulamalarda sürtünen ve aşınan bölgelerin veya parçanın tamamının bu malzemelerden yapılması giderek yaygınlaşan metal matrisli kompozit uygulamalarındandır (Çöçen, 1997). Alüminyum hafif bir metal olması nedeniyle, son yıllarda alüminyum matrisli kompozitler üzerinde yoğun bir araştırma yapılmaktadır. Bu çalışmalarda amaç hafif olan ve
üstün özelliklere sahip yapılar elde etmektir. Alüminyum içerisine katılan SiC, TiC, Al2O3 v.b.
seramik parçacıklar kompozit malzemenin çekme dayanımı, elastiklik sabiti, aşınma dayanımı ve özellikle yüksek sıcaklık dayanımı gibi özelliklerini olumlu yönde etkilemektedir (Kurt, 1992).
5. TOZ METALURJİSİ
5.1. Toz metalürjisi nedir?
Toz metalurjisi (TM), metalik toz veya bu tozların şekillendirilip sinerleştirilmesiyle elde edilen ürünlerin imalatını kapsar. Başka bir deyişle toz metalürjisi, metal tozlarının, kendine has yöntemler ile küçük, girintili çıkıntılı, diğer klasik metalürji yöntemleriyle üretilmesi zor olan iş parçalarının seri olarak üretilmesine olanak sağlayan toz malzeme teknolojisidir (Hanyaloğlu, 1999).
TM ile şekillendirmelerin ilk modern uygulamaları 1. Dünya Savaşı yıllarında başlamıştır. Gözenekli gereçler, mıknatıslar ve elektrik lamba flamalarının üretimi bu yıllarda başlamış ve geliştirilmiştir. Otomobil sanayisindeki gelişmelere paralel olarak toz metalürjisi üretim yöntemleri de artarak gelişmiştir. Günümüz endüstrisinde, bu yöntemle üretilen parçaların özellikle şekil ve ağırlık bakımından sağladığı avantajlar nedeniyle tercih edilmesi, bu yönde üretim ve araştırma yapan kuruluşların sayısını artırmıştır. Ülkemizde 2005 yılında dördüncüsü gerçekleştirilen Uluslararası Ulusal Toz Metalurjisi Konferansları, bu alandaki gelişmelerin daha da iyi olacağının bir göstergesidir (Tekeli, 1999).
5.1.2. Toz Metalurjisi Yönteminin Temel Basamakları
Gerekli boyut, şekil ve paketleme özelliklerine sahip metal tozunu güçlü, mükemmel ve yüksek performanslı bir şekle dönüştüren toz metalurjisinde temel basamaklar, toza şekil verilmesi veya sıkıştırma işlemi ve sinterleme yolu ile tozların ısıl birleştirilmesidir. Ancak TM parçalarının üretiminde genel olarak beş aşama mevcuttur;
1. Toz hazırlama 2. Presleme 3. Sinterleme
5. Tam yoğunluk işlemleri
Sıkıştırma işlemi bir kalıp içerisinde yapılır ve oluşturulan şekil, pişirilerek (sinterleme) gerekli mukavemete kavuşturulur. Böylece bu uygulama, bir tozun şeklini, özelliklerini ve yapısını bitmiş bir ürüne dönüştürür.
5.1.3. Metal Tozların Üretimi
Metal tozlarının üretiminde çeşitli yöntemler vardır. Tozların imalinde kullanılan yöntemler, tozlara ait bazı özellikleri de tayin eder. Bu yöntemlerden bazıları şunlardır; (Akbulut, vd.,1995). 1. Mekanik yöntemler a) Talaş kaldırma b) Değirmende öğütme c) Darbe yöntemleri d) Mekanik alaşımlama 2. Elektroliz yolu ile üretim 3. Kimyasal yöntemler
a) Gaz fazı ile ayrıştırma b) Termal ayrıştırma c) Sıvı fazdan çökeltme d) Gaz fazdan çökeltme 4. Atomizasyon yöntemleri
a) Gaz atomizasyonu b) Su atomizasyonu c) Santrifüj atomizasyonu
5.1.4. Mekanik Yöntemler
Bu yöntemlerde darbe, sıkıştırma ve burma kuvvetleri ile karmaşık şekilli tozlar üretilir. Bu yöntemlerle en az maliyetle toz üretimi için, kayma sistemi az olan kimyasal bağları zayıf, karmaşık kristalli yapıya sahip malzemeler ile çok sert ve kırılgan olan metal alaşımları ve seramikler kullanılır. Sünek malzemeler pul şeklinde tozların üretilmesine neden olacağından,
genellikle kolay parçalanan, gevrek malzemeler, bu metot ile tozu elde edilecek uygun malzeme gurubunu teşkil ederler (Akbulut, vd.,1995).
5.1.4.1 Talaş Kaldırma Yöntemi
Talaş kaldırma yöntemi ile genelde yüksek karbonlu çelik tozlar üretilir. Çeşitli metal kaldırma yöntemi ile üretilmiş metal talaşı, kırma ve öğütme gibi işlemlerle inceltilip sonrada reaksiyona sokularak tozlar üretilir. Yeterli gevreklikte olmayan metal parçalar içerisine katkı elemanı katılmak suretiyle gevrekleştirilir ve kırılganlık sağlanır. Talaş kaldırma yönteminde oksitlenme, soğutma sıvısından ve bir önceki işlemden kaynaklanan kirlenme problemi görülebilir (Lawley, 1992).
5.1.4.2. Değirmende Öğütme
Talaş kaldırma yöntemi ve diğer darbe yöntemleri ile elde edilen tozlar, genellikle köşeli ve pul şeklinde karmaşık şekle sahiptir. Bu tozlar öğütülerek inceltilebilir. Öğütme işleminde, aşınmaya dayanıklı bilyeler ile birlikte iri taneli toz malzeme öğütücü değirmen içerisine konur. Şekil 5.1’de görüldüğü gibi değirmen döndürülerek sert bilyeler ile toz malzemenin çarpışması sağlanarak iri taneli toz malzemenin daha ince hale gelmesi sağlanır (Akbulut, vd., 1993).
Bu yöntem ile karmaşık şekilli ve soğuk deformasyon sertleşmesi görmüş malzeme tozu üretilir. Değirmende öğütme işleminde, değirmen içerisine konulacak malzeme miktarı ve değirmenin dönme hızı belli sınırlar dahilinde olması gerekir. Bu yöntemin dezavantajları arasında, öğütücü bilyelerden kopan parçacıklar nedeni ile tozlarda meydana gelen kirlenme, sıvanma problemi nedeni ile sünek malzemelerin öğütülememesi ve gürültülü bir yöntem olması sayılabilir (Akbulut, vd., 1993).
5.2. Metal Tozlarının Karakterizasyonu
Metal tozlarının üretim teknikleri tozlara ait birçok özelliği tayin eder. Bu nedenle kullanım alanlarına göre değişik metotlarla üretilmiş tozlar, toz metal parçaların üretiminde kullanılabilir. Bazı durumlarda bir tek toz metal parçanın üretiminde, farklı üretim yöntemleri ile hazırlanmış tozlar kullanılabilir. Ancak bu istisnai bir durumdur. Genelde bir toz metal parçanın üretiminde belli özelliklere sahip tozlar kullanılır. Metal tozların karakteristik özelliklerini, fiziksel ve kimyasal özellikler olmak üzere iki ana başlık altında incelemek mümkündür. Tozlara ait fiziksel ve kimyasal özellikleri tespit edebilmek için toz kütleden numune alınır. Numune toz kütlenin tüm kesitinden alınmalı ve toz kütleye ait özellikleri tam olarak yansıtmalıdır. Numune alma işlemi, tüp şeklindeki numune alıcıları ile yapılır (Anonymous, 2002).
5.2.1. Fiziksel Özellikler
Tozların fiziksel özelliklerini toz tane boyutu, toz tane şekli, tane yapısı, tozların özgül yüzey alanı, görünür yoğunluk ve akış hızı gibi özellikler belirler. Presleme ve sinterleme özellikleri de bu özelliklerle yakından ilgilidir (Bardal, 1992).
5.2.2. Toz Tane Boyutu
Toz tanelerinin eleme yöntemi, Malvern Mastersizer E yöntemi ve elektron mikroskobu altında inceleme vb. gibi tane boyutu ölçüm teknikleri ile elde edilen boyutudur. Tozların tamamının aynı boyutta olduğu söylenemez, ancak ortalama tane boyutundan bahsedilebilir. Toz parçacıklarının şekli karmaşık hal aldıkça toz tane boyutu ölçüm teknikleri de değişir. Örneğin küresel tozlar için sadece çap ölçümü yeterli iken pul şeklindeki tozlar için hem kalınlık hem de boyutunun ölçülmesi gerekir.
Toz parçacıklarının şekli karmaşığa doğru gittikçe, birkaç boyutun ölçülmesi gerekir. Çok fazla karmaşık şekilli tozların tane boyutu yüzey alanından yola çıkılarak bulunabilir (Hanyaloğlu, 1999).
5.2.3. Toz Tane Şekli
Toz üretim yöntemleri ile üretilen tozların şekilleri birbirlerinin aynısı değildir. Üretim yöntemlerine göre toz tane şekilleri, Çizelge 5.1.'de görüldüğü gibi küresel, yüksek gözenekli, karmaşık, dendritik, pul ve iğnesel şekillerde olabilirler (Hanyaloğlu, 1999).
Çizelge 5.1. Üretim metotlarına göre toz tane şekilleri
Tozların şekli özellikle tozların akıcılığını etkiler. Küresel şekilli tozlar pul şeklindeki tozlara göre iyi akış özelliği gösterirken, genellikle düzgün olmayan şekilli tozlar ise hiç akmazlar. Toz şekli ayrıca tozların, görünür yoğunluk, sıkıştırılabilirlik, ham mukavemet, gerginlik, sinterlenebilirlik gibi özelliklerini etkiler. Görünür yoğunluğu en yüksek olan toz küresel tozdur. Köşeli ve yüksek gözenekli tozlar düşük yoğunluğa sahiptir. Düzgün şekilli tozlar kolay preslenirken, düzgün olmayan şekilli tozlar daha zor sıkıştırılırlar (Erdoğan, 1999). Sıkıştırılması zor olan tozlar preslenirken, toza yağlayıcı katmak suretiyle sıkıştırma kolaylaştırılır. Düzgün şekilli olmayan tozlarda sıkıştırma sonrası daha fazla bir mekanik bağlama meydana geleceğinden, sinterleme sırasında difüzyon daha hızlı olacak ve buna bağlı olarak mukavemet artacaktır (Ersoy, 2001).
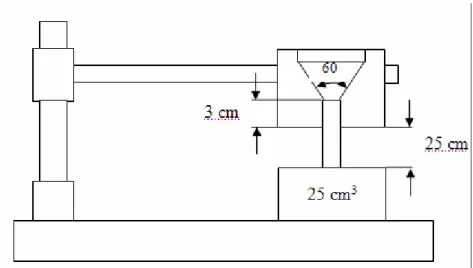
5.2.4. Görünür ve Teorik Yoğunluk
Görünür yoğunluk, Şekil 5.2’de gösterilen standart olarak hazırlanmış Hall akış aparatından geçilerek, 25 cm3 hacmindeki bir kaba gevşek olarak dolan toz kütlesinin
ağırlığıdır. Bir başka ifadeyle görünür yoğunluk, sıkıştırılmamış tozun ağırlığıdır. Görünür yoğunluk toz tane şekli, toz tane boyutu ve tozların yüzey alanı gibi faktörlere bağlı olarak değişir.
Şekil 5.2. Hall akış hunisi (Arık, 1999)
Teorik yoğunluk ise ergitilerek dökülen malzemenin yoğunluğudur. Ayrıca metal tozlardan parça üretimi sırasında, tozların titreşime maruz kaldıkları düşünülürse, tozlara ait vurgu yoğunluğunun da bilinmesi gerekir. Vurgu yoğunluğu, 50 gr toz kütlesinin, bir kaba doldurularak titreşime maruz bırakılması sonucu elde edilen sıkışık toz kütlesinin, tozun kap içerisinde kapladığı hacme oranlanmasıyla elde edilir (Arık, 1999).
5.3. Toz metal parça üretimi
TM ile parça üretimini nihai ölçülerde ve hassas boyutlarda parça üretimine imkan verdiğinden çok önemli ve üretim miktarı ve karmaşıklığı göz önüne alındığında oldukça ekonomik sayılabilecek bir üretim tekniğidir (Özçelik, 2007). Bu yöntem çeşitli aşamalardan oluşmaktadır:
1. Karıştırma 2. Sıkıştırma 3. Sinterleme
5.3.1. Metal Tozlarının Karıştırılması
Karıştırma işlemi; özel parçacık boyut dağılımı hazırlanması, sinterleme esnasında yeni alaşımların oluşturulması amacıyla tozların birleştirilmesi, sıkıştırma için yağlayıcıların eklenmesi ve şekillendirme için toz-bağlayıcı karışımının hazırlanması için gereklidir (German, 2007). Yaygın olarak kullanılan 2 tip karıştırma şekli vardır:
1. Kuru toz karıştırma
2. Sıvı bağlayıcılarla karıştırma
5.3.1.1. Kuru toz karıştırma
Toz karıştırma mekanizmaları şekil 5.3’de gösterildiği gibi yayınma, konveksiyon ve kesmedir.
Şekil 5.3. Karıştırma yöntemleri (German, 2007)
Yayınma ile karışım dönen silindir içerisinde, konveksiyon ile karışım vidalı karıştırıcıda ve kesme ile karışım ise bıçaklı karıştırıcıda yapılmaktadır. Yayınma ile karışım her parçacığın toz kütle içerisinde hareketi ile oluşur. Toz yatak düzlemi dış kenarda kırılarak yüzeyden akışın gerçekleşmesini sağlar. Sürekli dönen silindir taze tozları ve kesme düzlemlerini ortaya çıkarır ve bu durum parçacıkların birbiri içerisinde karışımlarını teşvik eder. Konveksiyon karışım toz gruplarının bir yerden diğer yere taşınması ile karışımlarını içerir. Vida küçük toz grubunu alt yüzeyden keserek harman içerisinde üstlerde bir yere taşır. Kesme ile karıştırmada sürekli ayrışma ve tozların kayma düzlemleri üzerinde akmaları ile oluşur (Wanibe,1998).
Bir karıştırıcı için en uygun dönme hızı N0 (dakikadaki dönme sayısı) aşağıdaki şekilde hesaplanır:
N0=32 / √d (5.1)
d- haznenin metre olarak dış yay çapıdır. Bu eşitliğe göre 1 metre çapında bir silindir için en
uygun dönme hızı 32 d/dk olacaktır. Küçük çaplarda eşit optimizasyon için yüksek hızlar gerekmektedir. (German,2007)
Tozun karıştırılmasında bazı olumsuz durumlar söz konusudur. Metal parçacıkların iş sertleşmesi ile sertliği arttığından daha zor sıkıştırılır. Karıştırma özellikle sert parçalarda kirlenmeyi de artırır. Yanlış tasarlanmış karıştırma süreci parçacık ayrışmasına neden olacağından, iki tozun arasındaki boyut, şekil ve yoğunluk farkı arttıkça sorun yaratır (Shanefield,1995).
5.3.1.2. Sıvı bağlayıcılarla karıştırma
Kuru tozlar için yaygın olarak kullanılan karıştırıcılar toz-bağlayıcı karışımlarının hazırlanması için uygun değildir. Eriyik bağlayıcıların tozlarla karıştırılması için kullanılan birleşik hazırlayıcıları parti tipi veya süreklidirler. Parti karıştırıcı tozu ve polimeri ısıtırken yüksek darbeli kesme hareketleri uygular. Şekil 5.4.’de gösterildiği gibi parti karıştırıcının pedalları Z şekilli kanatçıklardan oluşur, tipik bir parti 50 kg kadar olabilmektedir. (Conley,1996)
Şekil 5.4. İki farklı tip parti karıştırıcı (German, 2007)
Sürekli karıştırıcı toz ve polimeri ısıtılmış namlu içerisine besler. Burada polimer kesilirken ergime sıcaklığına çıkartılmaktadır. Bu tip karıştırıcıya ise örnek olarak şekil 5.5.’de gösterilen çift vidalı karıştırıcıdır.
Şekil 5.5. Çift vidalı karıştırıcı (German, 2007)
Karıştırma esnasında oluşan homojensizlikler sonradan zorluklara neden olmaktadır. Karışımın her bir bölümü aynı toz miktarına sahip olmalı ve tozun parçacık boyut dağılımı da her bir bölümde aynı olmalıdır. Karışımın iyi olmadığı bir bölümün viskozitesi daha yüksek olur. Bu nedenle viskozite muhtemelen homojenliğin doğrudan en iyi ölçüsüdür. (Narkis,1995)
5.3.2. Metal Tozlarının Sıkıştırılması
Bir toz kütledeki toz tanelerinin hepsi aynı boyutta ve şekilde değildir. Dolayısıyla sıkıştırma öncesi tozların homojen dağılımlarını elde etmek amacıyla tozlar yağlayıcılarla birlikte belli bir süre karıştırılırlar. Yağlayıcı kullanmanın amacı, tozların şekillendirilmesi sırasında toz kütlelerinin kalıp duvarlarını daha az aşındırması, kalıptan daha kolay çıkartılması ve toz taneleri arasındaki sürtünmeleri azaltmak suretiyle tozların akışını kolaylaştırmak, meydana gelecek enerji kayıplarını azaltmaktır. Yağlayıcılar düşük yoğunlukta olduklarından çok az miktarda toza ilave edildiğinde çok büyük bir hacmi işgal edebilir. Grafit tozu metal tozlara yağlayıcı olarak %1-1,5 oranında ilave edilebilir (Akbulut, Durman, 1995).
Şekillendirme sonrası parçanın kalıptan çıkartılması için gerekli olan sıyırma basıncını düşük tutan yağlayıcı iyi bir yağlayıcıdır. Yağlayıcı ve toz optimum bir sürede karıştırılmalıdır. Fazla karıştırma, düşük ergime derecesine sahip yağlayıcının ısınarak yapışkan bir hal almasına sebep olabileceği gibi, az karıştırma ise yağlayıcıdan beklenen özelliği karışıma yansıtmaz. Bazı yağlayıcılar yapıştırıcı görevi görüp mukavemet artışına sebep olduğu gibi bazıları ise sinterleme esnasında yanarak gözenek artışına sebep olur ve buna bağlı olarak sinterleme ile artması gereken yoğunluk düşebilir (Akbulut, Durman, 1995).
Yağlayıcı ile karıştırılan metal tozları, üretilecek parçanın sinterleme öncesi son şeklini vermek ve istenen oranda gözeneklilik sağlamak amacıyla üretilecek parça şekline göre hazırlanmış kalıplar içerisinde presle sıkıştırırlar. Sıkıştırmada kullanılan kalıp ve maça pimleri tungsten karbürden, alt ve üst zımbalar yüksek kaliteli takım çeliğinden yapılmalıdır.
Şekillendirme başlangıcında tozların yoğunluğu yaklaşık görünür yoğunluğa eşittir. Uygulanan basıncın artmasıyla tanecikler arası nokta teması bozulur ve gözeneklilik azalır. Başlangıç olarak temas sayıları, taneciklerin yeniden düzenlenip kayma meydana gelince artar. Artan basınçlarda plastik deformasyon ile birlikte temas yüzeylerinin artmasıyla yoğunluk artar. Böylece basınç temas yüzeylerinde bölgesel deformasyona sebep olur. Deformasyon sırasında meydana gelen soğuk kaynak, sıkıştırma sonrası ham mukavemet artışına sebep olur. Artan basınç ile birlikte gözeneklilik azalır ve temas sayısı artar, böylece bütün toz taneleri soğuk deformasyon sertleşmesine uğrar. Şekil 5.6’da sıkıştırma işlemi kademeli olarak gösterilmektedir (Kurt, 1992).
Şekil 5.6 Tozların sıkıştırılmasında işlem sırası (Kurt, 1992)
5.3.2.1. Sıkıştırma Teorisi
Sıkıştırma sırasında tozların kalıp içerisinde bir kütle hareketi meydana gelir. Sıkışma, genellikle presleme kuvveti doğrultusunda ve kalıp yan yüzeylerine doğru meydana gelir. Düşük yoğunluklu tozlarda temas yüzeyi az olduğundan, toz kütle hareketi daha kolay olacaktır. Sıkıştırma esnasında plastik deformasyonla birlikte tozlardaki gözenek miktarı azalır ve yoğunluk artışı gözlenir. Artan presleme kuvvetine bağlı olarak, presleme sonrası toz numunelerin mikro sertliklerinde gözlenen artış, plastik deformasyon sertleşmesinin bir