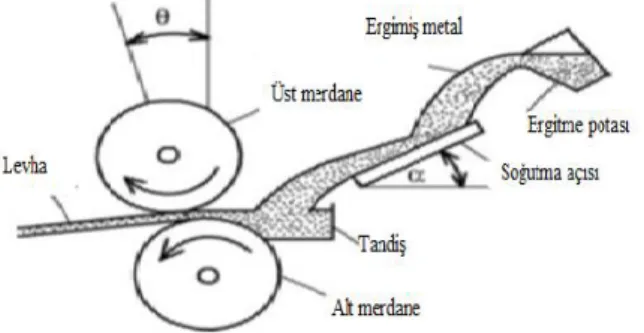
İkiz merdane yöntemi ile 1xxx serisi alüminyum levha üretimindeki proses parametrelerinin özellikler üzerindeki etkisi
Tam metin
Şekil


Benzer Belgeler
Türkiye ne zaman bu tür insanlarını Fransa’nın “Sartre Fransa’dır” dediği gibi görüşlerini paylaşmaksızm ama sanatını severek bağrına basacak.. Heinrich
According to the results, increasing Cd levels decreased the shoot dry weight (DW), root DW, root length, total chlorophyll (Chl) and carotenoid (Car) contents, the
Çalışmada, bitki boyu, ilk bakla yüksekliği, bitkide bakla sayısı, baklada tane sayısı, bitki biyolojik verimi, bitki tane verimi, yüz tane ağırlığı ve protein
İbrahim’in Nemrûd tarafından ateşe atılması karşısında hiç ümitsizliğe düşmeyip Allah’a tevekkül edip sığındığını belirten Kağızmanlı Hıfzı, bu
Hadiye Ünsal tarafından kaleme alınan üçüncü bölümde ise kısa bir Giriş’in ardından Sahabeye İsnat Edilen Nüzul Tertipleri, Tabiine Nispet Edilen
All the three-classification algorithm is been tested for the Iraqi liver patient dataset and the Indian liver patient dataset before apply z-score normalization, then
An examination and assessment of the proposed watermarking algorithm's effectiveness is carried out by considering medical images for all concerned potential
Ģartlarından büyük sapmalar nedeniyle alaĢım elementlerinin katı çözünürlülüklerindeki yüksek artıĢlar nedeniyledir [31]. Yüzeydeki yapı deforme edilmiĢ
