T.C.
SELÇUK ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ
ELEKTRO ġOK UYGULAMASININ BROYLER GÖĞÜS ET KALĠTESĠ (Pectoralis
major) ÜZERĠNE ETKĠSĠ
Tuğba GEZGİN
DOKTORA TEZĠ
Gıda Mühendisliği Anabilim Dalı
Temmuz 2013 KONYA Her Hakkı Saklıdır
TEZ BĠLDĠRĠMĠ
Bu tezdeki bütün bilgilerin etik davranış ve akademik kurallar çerçevesinde elde edildiğini ve tez yazım kurallarına uygun olarak hazırlanan bu çalışmada bana ait olmayan her türlü ifade ve bilginin kaynağına eksiksiz atıf yapıldığını bildiririm.
DECLARATION PAGE
I hereby declare that all information in this document has been obtained and presented in accordance with academic rules and ethical conduct. I also declare that, as required by these rules and conduct, I have fully cited and referenced all material and results that are not original to this work.
Tuğba GEZGİN Tarih: 22.07.2013
iv
ÖZET DOKTORA TEZĠ
ELEKTRO ġOK UYGULAMASININ BROYLER GÖĞÜS ET (Pectoralis major) KALĠTESĠ ÜZERĠNE ETKĠSĠ
Tuğba GEZGĠN
Selçuk Üniversitesi Fen Bilimleri Enstitüsü Gıda Mühendisliği Anabilim Dalı DanıĢman: Prof. Dr. Mustafa KARAKAYA
2013, 84 Sayfa
Jüri
Prof. Dr. Nesimi AKTAġ Prof. Dr. Mustafa KARAKAYA
Prof. Dr. Ümit GÜRBÜZ Doç. Dr. Cemalettin SARIÇOBAN
Doç. Dr. Mehmet AKBULUT
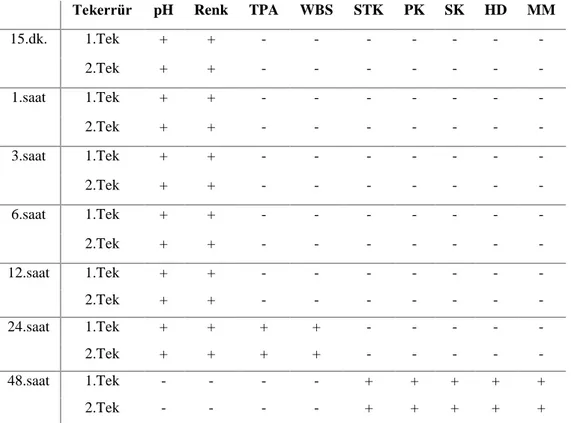
Bu araştırmada elektro şok yönteminin broyler göğüs eti kalitesi üzerine etkisi araştırılmıştır. 25 adet broylere kesimden önce elektro şok havuzunda 17 s boyunca 220 Hz, 30 mA, 30V alternatif akım (AC) ile elektro şok uygulanmış, 25 adet broylere ise elektro şok uygulanmamış, broylerlerin tamamı askıda elle kesilmiştir. Kan kaybı miktarının belirlenmesi için, kesim işleminden önce broylerlerin her biri ayrı ayrı tartılarak ağırlıklar belirlenmiş, kesimden sonra 150 s boyunca kanatılmış ve tekrar tartılmıştır. Kesimden sonraki 15. dakika, 1., 3., 6., 12. ve 24. saatte broyler Pectoralis major kas örneklerinde pH ve renk değerleri değişimi izlenmiş, 24. saatte Tekstür Profil Analizi ile Warner-Bratzler Shear (WBS) analizleri gerçekleştirilmiş, 48. saatte ise bazı fonksiyonel özellikleri (su tutma kapasitesi, sızıntı kaybı, pişirme kaybı) ile heme demiri ve metmiyoglobin miktarları araştırılmıştır. Kesimden sonraki 150 s.‘de ölçülen kan kaybı miktarı verilerine göre, elektro şok uygulaması kan kaybı miktarını önemli derecede düşürmüştür (p≤0.01). Elektro şok uygulandıktan sonra kesilen broylerlerden elde edilen göğüs etlerinde, kesimden sonraki 15. dak ve 24. saatte daha yüksek pH değerleri elde edilmiştir (p≤0.01). L* ve a* renk değerleri üzerine elektro şok uygulamasının etkisi önemsiz bulunmasına rağmen (p≥0.05), kesimden sonraki 24. saatte elektro şok uygulamasının broyler göğüs etlerinin L* ve a*
değerlerini kısmen düşürdüğü, elektro şok uygulanmadan kesilen broylerlere ait göğüs etlerinin daha kırmızımsı ve daha açık renkte olduğu görülmüştür. Tekstür Profil Analizi (TPA) ve Warner-Bratzler Shear (WBS) analizi sonucunda kesim yönteminin et kalitesini, etin sertliği ve iç yapışkanlık değeri açısından etkilediği, aynı zamanda WBS analizi ile TPA analizi sonuçları arasında önemli seviyede bir korelasyon bulunmadığı görülmüştür (p≥0.05). Çalışmamız sonucunda, elektro şok prosesiyle daha sıkı, sert et tekstürü ile daha yüksek pH‘lı ve daha yüksek su tutma kapasiteli göğüs etleri elde edilmiştir. Aynı zamanda göğüs etlerinin tekstürel değerinin belirlenmesinde, TPA analizi ve WBS analizleriyle tutarlı sonuçlar elde edilmekle beraber TPA analizinin daha fazla özellik hakkında bilgi vermesinden dolayı tekstürel kalitenin belirlenmesinde daha avantajlı olabileceği düşünülmektedir.
v
ABSTRACT
Ph.D THESIS
THE EFFECT OF ELECTRO SHOCK PROCESS ON BROILER BREAST MEAT (Pectoralis Major) QUALITY
Tuğba GEZGĠN
THE GRADUATE SCHOOL OF NATURAL AND APPLIED SCIENCE OF SELÇUK UNIVERSITY
DEPARTMENT OF FOOD ENGINEERING
Advisor: Prof. Dr. Mustafa KARAKAYA
2013, 84 Pages
Jury
Prof. Dr. Nesimi AKTAġ Prof. Dr. Mustafa KARAKAYA
Prof. Dr. Ümit GÜRBÜZ Doç. Dr. Cemalettin SARIÇOBAN
Doç. Dr. Mehmet AKBULUT
In this research, the effect of electro shock process on broiler breast meat was explored. The number of 25 broilers were applied electro shock process by using 220 Hz, 30 mA, 30 V alternative current (AC) in a water bath before slaughtering and the number of 25 broilers were not applied electro shock process and the slaughtering of all of the broilers was made by hand on hanger. Before slaughtering, broilers were individually weighed, bled for 150 s, and reweighed to determine percentage of blood loss. At 15 min. and 1, 3, 6, 12 and 24 h post mortem (PM) Pectoralis major samples were observed for pH and colour (L*, a*, b*) values. In the 24 h PM Texture Profil Analysis (TPA) and Warner-Bratzler Shear (WBS) analyses were performed and in the 48 h PM some functional properties (water holding capacity, cooking and drip loss) with heme iron and metmyglobin quantity of samples were researched. According to the blood loss values determined in the 150. second after bleeding, the electro shock process significantly decreased blood loss (p≤0.01). Higher pH values were found at 15 min PM and 24 h PM in breast meats obtained from broilers slaughtered after electro shock process. Although the effect of electro shock process on L* and a* colour values was found insignificant (p≥0.05), at 24 h PM, it was seen that the electro shock process was partially decreased the average of the L* and a* color values of the broiler breast meats, the breast meats obtained from broilers slaughtered without electro shock process had more reddish and lighter color. As a result of Texture Profile Analysis (TPA) and Warner-Bratzler Shear Analysis (WBS), we saw that slaughtering method affected the meat quality in terms of tenderness and cohesiveness and also there was not a higher correlation between TPA and WBS analysis results (p≥0.05). At the end of our study, meat texture with higher hardness, firmness and higher pH and higher water holding capacity was obtained with electro shock process. Also TPA analysis is thought to be more advantageous, to determine the quality of meat texture, because of informing about more properties although coherent results were obtained both with TPA and WBS.
vi
ÖNSÖZ
Türkiye‘de kanatlı eti sektörü, Avrupa Birliği ülkelerindeki kanatlı işletmeleriyle rakabet edebilecek seviyede modern bir alt yapıya sahiptir. Aynı zamanda geniş işgücü imkanı ve üretim kapasitesiyle Türkiye‘nin gözde tarım alt sektörlerinden biridir. Elektro şok uygulaması, Türkiye‘de kanatlı eti sektöründe hayvan refahı uygulamalarının bir gereği olarak aynı zamanda kesim esnasında hayvanı hareketsiz kılarak kesim işlemini kolaylaştırmak amacıyla yaygın olarak uygulanmakta olan bir kesim öncesi bayıltma yöntemidir. Türkiye‘de uygulanan elektro şok parametreleri, uygulanış amacı ve hitap ettiği tüketici profili nedeniyle, Avrupa Birliği, ABD ve diğer ülkelerde uygulanan elektro şok uygulaması parametrelerinden farklılık göstermektedir. Uluslarası alanda elektro şok uygulamasının broyler göğüs eti kalitesi üzerine etkisi konusunda yapılmış çok sayıda çalışma bulunmasına rağmen, Türkiye‘de bu konu üzerine yapılmış bir araştırmaya ise rastlanmamıştır.
Bu çalışma ile Türkiye‘de yaygın olarak uygulanmakta olan elektro şok uygulamasının broyler göğüs eti kalitesine etkilerinin objektif olarak belirlenmesine yönelik bilimsel bir araştırma yapılmıştır.
Projemizin gerçekleştirilmesinde emeği geçen, danışman hocam Sn. Prof. Dr. Mustafa KARAKAYA‘ya teşekkürlerimi sunarım. Aynı zamanda sağladığı maddi destekten dolayı S.Ü.B.A.P. Araştırma Fonu Başkanlığı‘na, projemizin deneme sahası oluşturma aşamasında işbirliği ve yardımlarını esirgemeyen BEYPİLİÇ A.Ş‘ne, projemizin tekstür analizlerinin gerçekleştirilmesi esnasında labotatuvar imkanlarını paylaşan Abant İzzet Baysal Üniversitesi Gıda Mühendisliği Bölümü‘ne, istatistiki analizlerin gerçekleştirilmesi sırasında katkı sağlayan Sn. Doç.Dr. İsmail KESKİN hocama, bu güne kadar yetişmemde maddi,manevi emekleri için sevgili anneme ve babama, biricik ablama ve kardeşlerime, çalışmalarım boyunca sunmuş oldukları destek ve yardımları için, değerli eşim Erdem GEZGİN‘e ve oğlum Emirhan‘a sonsuz teşekkürlerimi bildiririm.
Tuğba Gezgin KONYA-2013
vii ĠÇĠNDEKĠLER ÖZET ... iv ABSTRACT ... v ÖNSÖZ ... vi ĠÇĠNDEKĠLER ... vii
SĠMGELER VE KISALTMALAR ... viii
1.GĠRĠġ ... 1
2. KAYNAK ARAġTIRMASI ... 7
3. MATERYAL VE YÖNTEM ... 27
3.1 Materyal ... 27
3.1.1 Örneklerin analize hazırlanması ... 28
3.2. Metot: ... 29
3.2.1. Deneme planı ... 29
3.2.2. Kan kaybı miktarı tayini ... 29
3.2.3. Laboratuvar analizleri ... 30
4. ARAġTIRMA SONUÇLARI VE TARTIġMA ... 34
4.1. pH Sonuçları ... 35
4.2. Renk Analizleri Sonuçları ... 37
4.2.1. L* Renk Değeri Sonuçları 4.2.2. a* Renk Değeri Sonuçları ... 40
4.2.3. b* Renk Değeri Sonuçları ... 42
4.5. Tekstür Profil Analizi(TPA) Sonuçları ... 43
4.6. Warner-Bratzler Shear (WBS) Analiz Sonuçları ... 46
4.7. Tekstür Profil Analizi - Warner Bratzler Shear Analizi Karşılaştırma Testi Sonuçları ... 50
4.8. Su Tutma Kapasitesi(STK), Pişirme Kaybı(PK), Sızıntı Kaybı(SK) Sonuçları ... 51
4.9. Hem demiri, Metmiyoglobin ve Kan Kaybı Miktarları Sonuçları ... 53
5. SONUÇLAR VE ÖNERĠLER ... 56 5.1. Sonuçlar ... 56 5.2. Öneriler ... 58 KAYNAKLAR………...59 EK ÇĠZELGELER………69 ÖZGEÇMĠġ ... 83
viii SĠMGELER VE KISALTMALAR Simgeler A :Amper AC :Alternatif Akım g :gram Hz :Hertz kg :kilogram mA :Miliamper N :Newton s :Saniye V :Volt Kısaltmalar 15 dak. : 15. Dakika
ABD : Amerika Birleşik Devletleri AB : Avrupa Birliği
EFSA : European Food Safety Authority = Avrupa Gıda Güvenliği Otoritesi FAO : Food and Agriculture Organization = Gıda ve Tarım Örgütü HD : Hem demiri
K : Elektro şok uygulanarak kesilen broylere ait örnek N : Elektro şok uygulanmadan kesilen broylere ait örnek MM : Metmiyoglobin
OIE : World Animal Health Organization = Dünya Hayvan Sağlığı Örgütü PK : Pişirme Kaybı
SK : Sızıntı Kaybı STK : Su Tutma Kapasitesi TPA : Tekstür Profil Analizi WBS :Warner- Bratzler Shear
1
1.GĠRĠġ
Tüm dünyada ve Türkiye‘de de başta tavuk eti olmak üzere kanatlı eti tüketimi son 20 yılda çok hızlı bir artış göstermiştir (Civaner, 2007). Tüketimdeki artışın; tavuk etinin ucuz, ekonomik bir hayvansal protein kaynağı olması, üretiminin kolay ve ekonomik olması, bayanların çalışma hayatında yer alması sonucu kolay hazırlanabilir olması ve pişirme kolaylığı gibi özelliklerinden dolayı daha çok tercih edilmesi, yüksek kolesterol nedeniyle ortaya çıkan hastalıkların artış göstermesiyle birlikte daha az yağlı olan beyaz ete talebin artması, hazır yemek sektöründeki gelişmelere paralel olarak artan et talebinin kırmızı etten karşılanamaması vb. nedenlerden kaynaklandığı düşünülmektedir.
Tüm dünyada son 10 yıldır kanatlı eti üretimi sürekli ve düzenli olarak artmıştır. Dünyada kanatlı eti ve ürünleri üretiminde başı çeken ülkeler sırasıyla ABD (üretim miktarı: 20 milyon ton), Çin Halk Cumhuriyeti (üretim miktarı: 17 milyon ton) ve Brezilya‘dır (üretim miktarı: 11 milyon ton) (Anonim, 2012a). AB‘de domuz eti üretiminden sonra 2. en büyük et üretim sektörü, kanatlı eti üretim sektörüdür. AB‘de, başlıca kanatlı eti üreticileri ülkeler arasında, Fransa, İngiltere, İspanya, Almanya, İtalya ve Polonya gelmektedir (Anonymous, 2007b).
Çizelge 1.1. Dünya‘da piliç eti üretimini gerçekleştiren ilk 10 ülke
Ülkeler Üretim Mik.(ton)
A.B.D. 19.583.788 Çin 16.999.360 Brezilya 11.140.140 Meksika 2.722.472 Rusya 2.580.400 Hindistan 2.337.700 Fransa 1.790.933 Endonezya 1.677.900 İran 1.661.700 Arjantin 1.641.910 İngiltere 1.557.970
Kaynak: Anonim, 2012a
AB ülkeleri, tavuk eti ihracatında A.B.D.‘nin en büyük rakiplerinden biridir. AB ülkelerinde ardı ardına yaşanan bazı olumsuz olaylar (Örneğin 2003 yılında kuş gribi vakası ile 2008 yılında ekonomik kriz) sektörü olumsuz etkilemiş olmasına rağmen, tavukçuluk sektörünün özellikle de ekonomik krizden en az zarar gören sektörlerden
2
biri olduğu belirtilmektedir. AB ülkeleri, kanatlı eti üretiminde % 106 oranında kendi kendine yetebilmektedir (Anonim, 2012a).
Çizelge 1. 2. AB‘ne üye ülkelerde 2000-2005 arası kanatlı eti üretim miktarı(x1000 ton)
Kaynak: Anonim, 2012a
Türkiye‘de ise; modern anlamda, tavukçuluğun geliştirilmesine yönelik devlet tarafından atılan ilk adım, 1930 yılında Ankara‘da ―tavukçuluk araştırma hizmetlerini yurt genelinde verimli ve ekonomik şekilde sağlayacak teknik, ekonomik ve teknolojik araştırmalar yapmak, alınan sonuçları değerlendirerek illerin yayım teşkilatına ve yetiştiricinin istifadesine sunmak amacıyla‖ Mustafa Kemal Atatürk tarafından Tavukçuluk Araştırma Enstitüsü‘nün, Ankara Üniversitesi Ziraat Fakültesine komşu 88 dekar genişliğinde bir arazi üzerinde kurulmasıyla atılmıştır.
Bu gelişmeye paralel olarak saf beyaz Leghorn yumurta ırkı ilk defa ithal edilmiştir. 1952 yılında, Amerikan Kiliseler Birliğinin bağışı olarak New Hampshire, Beyaz ve çubuklu Plymouth Rock, Leghorn ve Rhode Island Red saf ırkları günlük civciv olarak ülkemize gelmiştir. O yıllarda Marshall yardımı ile yollanan Petersime marka kuluçka makineleri de fonksiyonlarını yerine getirmiş ve bu saf ırklar üretilerek arzu eden meraklı yetiştiricilere dağıtılmıştır (Akbay, 2012).
1955 yılında Et ve Balık Kurumu tarafından ilk tavuk kesimhanesi, 1956‘da ise yem fabrikalarının kurulmasına katkıda bulunması amacıyla devlet teşekkülü olarak
AB Ülkeleri 2000 2001 2002 2003 2004 2005 Avusturya 106 108 110 112 114 118 Belçika 296 291 321 304 310 297 Danimarka 205 218 219 205 213 205 Firlandiya 64 76 83 84 87 86 Fransa 2243 2269 2145 2015 1975 1920 Almanya 923 986 1026 1077 1166 1196 Yunanistan 164 163 164 169 166 165 İrlanda 121 121 121 120 122 122 İtalya 1080 1134 1169 1097 1128 1092 Hollanda 695 717 705 485 555 565 Portekiz 293 317 311 270 281 286 İspanya 1125 1305 1331 1336 1310 1302 İsviçre 99 106 111 106 105 104 İngiltere 1526 1572 1544 1574 1574 1606 Çek Cumhuriyeti 214 234 238 227 228 235 Estonya 7 9 11 14 15 9 Macaristan 470 472 515 492 490 490 Letonya 7 9 11 12 14 15 Litvanya 25 30 33 39 42 45 Malta 6 6 7 8 8 8 Polonya 581 695 794 860 915 1020 Slovekya 57 64 69 70 74 74 Slovenya 66 72 77 76 80 80
3
Yem Sanayi T. A. Ş. kurulmuştur. Yem fabrikalarının kurulması ile yem kalitesinin artması tavukçuluk sektörüne bir hareketlenme getirmiş, 1970‘lere kadar birkaç özel teşebbüs tavuk kesimhanesi kurulmaya başlamış, 1973 yılında ise, Et ve Balık Kurumu tarafından kurulan Sincan Et Sanayi ve Tavuk Kombinası faaliyetine başlamıştır. 1980‘li yıllarda ithal edilen modern üretim teknolojisi ile üretilen hibrit ırklar da, tavukçuluk sektöründe hızlı bir gelişmenin ilk basamakları olmuştur.
Hibrit tavukların saflarla kıyaslanamayacak kadar yüksek verimleri o yıllarda Türkiye‘den yurt dışına çıkan üreticileri etkilemiş ve bu sayede Türkiye‘ye etlik piliç ebeveyni olarak ilk parti 1963 yılında getirilmiştir. Sonraki yıllarda hem etlik hem de yumurtacı hibritlerin ebeveyn hatları gittikçe artan miktarlarda ithal edilmiş ve 1980 yılında da büyük ebeveyn ana ve baba hatlarının ithaline izin verilmiştir. Bu ithallerle birlikte, modern teknoloji de ithal edilmiş ve 1970 yılından itibaren Türkiye‘de tavukçuluk sektöründe önemli gelişmeler görülmüştür. 1980‘li yıllarda, entegre tesislerin çoğalması ve sözleşmeli üretim modelinin uygulanması ile Türkiye‘de tavukçuluk sektöründe önemli bir yapısal değişim meydana gelmiştir. 1990‘lı yıllarda büyük yatırımlar yapılarak dünya standartları yakalanmıştır (Akbay, 2012).
1990‘lı yıllarda sektöre yapılan yatırımlarla modern üretim tesislerinin sayısı ve üretim kapasitesi hızla artmış, yüksek standartta üretim yaygınlaşmıştır. 1990 - 2000 döneminde ise, % 14,4 oranı yıllık üretim artış hızı ile üretimde patlama yaşanmıştır. 2000‘li yıllardan sonra, tavukçuluk sektöründe meydana gelen gelişmeler, üreticileri ihracata teşvik etmiş, AB‘ne uyum sürecine giren Türkiye‘de, tavukçuluk sektörü, AB standartlarını yakalama konusunda en uygun tarım alt sektörü olarak göze çarpmış, bu durum sektörün de ihracata açılmasını kolaylaştırmıştır. Ancak 2003 yılında Avrupa‘da ortaya çıkan kuş gribi Türkiye‘yi de olumsuz etkilemiş, özellikle AB‘ne ihracata hazırlanan tavukçuluk sektörüne bir müddet ket vurmuştur (Anonim, 2012a).
Türkiye‘de 2000‘li yıllarda kanatlı sektörünün AB uyum çalışmaları başlatılmış olup, kanatlı eti üreticisi sekiz firma AB‘ye işlenmiş kanatlı eti ürünleri ihracatı yapabilmek için ön izin belgesi almış olmasına rağmen, kesimhanelerin AB onayının olmaması, Avian influenza (kuş gribi/tavuk vebası) ve Newcastle hastalığı (yalancı tavuk vebası) tehdidi ve bazı politik sebepler nedeniyle, AB ülkelerine ihracat yapılamaması, ihracatın artmasını engellemiş, sektörün gelişme hızını yavaşlatmıştır (Keskin ve Demirbaş, 2012). 2005 yılında Türkiye‘nin AB ülkelerinin kanatlı eti ithal edebileceği üçüncü ülkeler listesine girmesi için ilk önemli adım atılmış ve kalıntı izleme programı onaylanmıştır. Aynı yıl kesimhaneler için onay beklenirken, Ekim
4
ayında kuş gribi ortaya çıkmasıyla AB ülkelerine ihracat 2006 yılı sonuna kadar yasaklanmıştır. Sonraki dönemde, çiğ etin ihraç izni konusunda zorlanılacağı düşünülerek işlenmiş ürünlerin (ısıl işlem görmüş kanatlı ürünlerinin) ihracı için başvurulmuştur. 2008 yılında AB heyetinin yaptığı incelemeler sonucunda 2009 yılı Mayıs ayında ısıl işlem görmüş ürünler için ihraç izni çıkmıştır. Fakat Türkiye‘de kesimhanelerin AB onaylı olmaması ve bazı hastalık endişeleri nedeniyle şu anda ihracat Türkiye‘nin istediği anlamda gerçekleşememektedir. AB‘ne ihraç konusunda bazı sorunlar yaşanmakla birlikte Türkiye‘de beyaz et üretim tesislerinin % 55‘i AB standartlarına ulaşmıştır (Akbay, 2012).
Günümüzde Türkiye‘de kanatlı eti sektörü, örgütlenmiş yapısı, sağladığı geniş işgücü, kanatlı eti ve ürünleri üretiminde teknolojik altyapısı, ihracat ve üretim miktarıyla gözde sektörlerden biri haline gelmiştir (Hekimoğlu ve Altındeğer, 2009).
Çizelge 1.3. Son yıllarda Türkiye‘deki kanatlı eti üretimi ve tüketimi
Yıllar Piliç eti üretimi (ton) Hindi eti üretimi (ton) Köy ve yumurta tavukları ve diğer kanatlı eti üretimi (ton) Toplam kanatlı eti üretimi (ton) Üretim artıĢı (%) Ġhracat ithalat farkı Nufus *(1000) KiĢi baĢı tüketim (kg/yıl) 2000 662.096 23.265 67.021 752.382 14.68 -1.854 67.986 11.05 2001 592.567 38.991 41.813 673.371 -10.5 -12.416 68.838 9.60 2002 620.581 24.582 60.043 705.206 4.73 -6.909 69.770 10.01 2003 768.012 34.078 51.255 853.345 21.01 -9.175 70.692 11.94 2004 940.889 46.248 58.295 1.045.432 22.51 -11.711 71.610 14.44 2005 978.400 53.530 52.850 1.084.780 3.76 -30.922 72.520 14.53 2006 945.779 45.750 40.250 1.031.779 -4.89 -17.832 73.423 13.81 2007 1.012.000 33.000 55.000 1.100.000 6.61 -24.775 70.586 15.23 2008 1.150.000 35.000 57.000 1.242.000 12.91 -50.235 71.517 16.66 2009 1.180.000 30.000 60.000 1.270.000 2.25 -82.585 72.561 16.36 2010 1.420.000 35.500 62.000 1.517.500 19.49 -116.011 73.723 19.01 2011 1.550.578 34.565 65.000 1.650.143 8.74 -198.362 74.724 19.43 Kaynak: Anonim, 2012b
Türkiye‘de kişi başına yıllık tavuk eti tüketim miktarı 2000 yılından 2010‘a kadar; 11.05 kg dan 19.01 kg‘a yükselmiştir. 2010 yılında Türkiye, dünya‘da 13. büyük kanatlı eti ve ürünleri üreticisi konumuna yükselmiş, 98 milyon tonluk dünya tavuk eti üretiminde 1459 bin ton ile Türkiye dünya üretiminden % 1.5‘luk pay almıştır. En fazla ihracatın ABD, Brezilya ve Hollanda tarafından yapıldığı dünya sıralamasında 21. sırada yer alan ülkemiz için en fazla ihracat yaptığımız ülkelerin başında Irak (ihracat miktarı: %65), Libya (ihracat miktarı: %5), Hong-Kong (ihracat miktarı: %5), İran (ihracat miktarı: %5), Vietnam (ihracat miktarı: %4) ve Azerbeycan (ihracat miktarı:
5
%3) gelmektedir. Türkiye tarafından 2010 yılında 211 milyon dolar olarak gerçekleştirilen kanatlı eti ve ürünleri ihracatı, 2011 yılında bir önceki yıla oranla değer bazında % 87 artış göstererek 394 milyon dolar düzeyine ulaşmıştır (Anonim, 2012a). 2011 yılında Türkiye‘de toplam 1.650 bin ton kanatlı eti üretilmiş olup, son 3 yıldır ise üretim sürekli artış göstermiştir (Anonim, 2012b).
Kanatlı eti üretiminde hayvan refahı uygulamaları, özellikle Avrupa‘da, önemli konulardan birisidir. Bu konu üzerine tüm dünyada artan bir ilgi mevcuttur (Van horne ve Acterbosch, 2008). Özellikle kanatlı refahı uygulamaları yasal anlamda diğer alanlara (ev hayvanları, hayvanat bahçesi, büyükbaş hayvan üretimi vb.) göre AB tarafından daha fazla önemsenmekte ve uygulanılırlığı direktiflerle desteklenmektedir.
Türkiye‘de de, Gıda, Tarım ve Hayvancılık Bakanlığı tarafından, hem ihracatı desteklemek hem de AB‘ne uyum sürecinde uygun mevzuatları hazırlamak ve uygulanabilirliğini yaymak amacıyla ―Çiftlik Hayvanlarının Refahına İlişkin Yönetmelik‖ 2011 yılında yürürlüğe girmiştir. Yönetmeliğin amacı ürün ve hizmetinden yararlanılan çiftlik hayvanlarının, gelişmesi, uyumu ve evcilleşme durumları ile fizyolojik, etiolojik ihtiyaçları ve davranışları dikkate alınarak bakıldıkları ve yetiştirildikleri koşulların asgari standartlarını belirlemektir (Anonim, 2011a).
Elektro şok ile kesim öncesi bayıltma yöntemi, tüm dünyada uzun yıllardan beri kesim esnasında hayvanın çırpınmaması için acıyı hissetmeyecek şekilde bayıltılması veya öldürülmesi amacıyla uygulanmakta olan bir işlemdir. AB direktiflerine bakılarak, hayvan refahı uygulamalarının başlangıcının, bayıltma yöntemlerinin uygulanmasıyla başlamış olduğu söylenebilmektedir. Raj (2006)‘a göre, elektro şok ile bayıltma yönteminin AB‘de yaygın olmasının sebepleri, hem çok uzun yıllardır kullanılıyor olması hem de kontrollü atmosferde bayıltma yöntemiyle ilgili yasal mevzuatın bulunmamasıdır. Türkiye‘de ise, modern anlamda tavukçuluğun gelişimiyle birlikte ortaya çıkmış olan ve günümüzde de kanatlı eti üretim tesisleri tarafından yaygın şekilde uygulanmakta olan bir kesim öncesi bayıltma yöntemidir.
Avrupa Birliği‘nde yaygın olarak uygulanan kesim öncesi elektro şok ile bayıltma yönteminin her ne kadar insani bir yöntem olduğu düşünülse de, araştırıcılar arasında et kalitesi ve etin besleyicilik değerine olan etkileri hep akıllarda soru işareti olarak kalmıştır (Bilgili, 1999). Bununla birlikte inanç, kültürel ve yasal düzenlemeler açısından ülkeler arasındaki farklılıklar, elektro şok uygulamasının küçükbaş ve büyükbaş hayvanların kesiminde de kabul görmesi ve yaygınlaşmasını zorlaştırmaktadır. Yeryüzündeki pek çok inanca (Müslüman, Yahudi v.s.) göre kasaplık
6
hayvanların kesimden önce ölmemiş olması gereklidir. Zira ölmüş hayvanların etleri leş olarak değerlendirilmekte ve insan gıdası olarak tüketilmesi hususunda katii kısıtlamalar söz konusudur. Elektro şok ile bayıltma esnasında kontrol olmaksızın elektro şok havuzunda broylere verilebilecek olan yüksek akım nedeniyle meydana gelebilecek olan ani hayvan ölümleri ve bu hayvanlardan elde edilen karkasların objektif olarak tespit edilmesinde tam etkili bir yöntem de henüz mevcut değildir. Aynı zamanda Türkiye‘de kesim öncesinde elektro şok ile bayıltmanın hayvanın ölmesini engelleyecek veya acıyı hissetmeyecek sınırda olmasını düzenleyen ve denetleyen herhangi bir yasal düzenleme veya standart bulunmamaktadır.
Elektro şok ile bayıltmanın karkas kalitesine olan etkileri üzerine Türkiye‘de sadece küçükbaş hayvanlar üzerinde yapılmış birkaç araştırma mevcut olup, bu çalışmalarda yalnızca pH, renk, duyusal analiz, tekstür, glikojen miktarı, kan kaybı, hemoraj ve peteşi benzeri kanama parametreleri açısından karkaslar incelenmiştir. Türkiye‘de kümes hayvanlarında elektro şok ile bayıltma konusunda yapılmış bir araştırmaya ise rastlanmamıştır.
Projenin içerisinde iki farklı kesim yöntemiyle elde edilen broyler göğüs etlerinin kalite parametreleri arasındaki farklılıklar tespit edilmiş, bu sayede geleneksel kesim yöntemi yerine elektro şok uygulamanın, broyler göğüs eti kalitesi üzerine etkisinin belirlenmesine yönelik somut veriler elde edilmiştir. Türkiye‘de kanatlı eti işletmelerinde hayvan refahı ve kesim işlemine getirdiği kolaylıklar nedeniyle yaygın olarak uygulanan bir kesim öncesi bayıltma yönteminin tüketmekte olduğumuz piliç etlerinde oluşturduğu farklılıkların objektif olarak belirlenmesine yönelik bir çalışma yapılmıştır. Çalışma sonucunda elde edilen verilerin, Türkiye‘de hazırlanacak olan elektro şok uygulamasının standart koşulları ve hayvanların kesimi esnasında refahı ve korunması ile ilgili yasal mevzuat ve standartlar konusunda, ilgili kurum ve kuruluşlara teknik hususta alt yapı bilgisi oluşturacağı kanaatindeyiz.
7
2. KAYNAK ARAġTIRMASI
AB‘de hayvanların kesimden önce bayıltılmasıyla ilgili ilk direktif 1974 yılında 74/577/EEC direktifi olarak yayımlanmış olup, yalnızca ―hayvanların kesimden önce uygun ekipman ve konusunda bilgi sahibi ve deneyimli eleman tarafından bayıltılması‖ konusundan bahsetmektedir (Anonymous, 1974). Direktif içerisinde bayıltma prosesini ―et veya sakatat üzerinde herhangi bir olumsuz etki oluşturmayan ve uygulandığı hayvanı hissiz(herhangi bir hareketi hissetmeyecek) hale getiren ve bu hali kesim işleminin sonuna kadar sürmesini sağlayan mekanik veya gaz anestezili sistemleri içeren proses‖ olarak tanımlamıştır. Daha sonra bu direktifin yerini daha kapsamlı hazırlanan ―kesim ve öldürme sırasında hayvanların korunması‖ başlıklı 93/119/EC (Anonymous, 1993) direktifi almıştır. Bu direktifte açıkça, ―hayvanların taşınması, transferi, bayıltılması, kesimi ve öldürmesi esnasında zorlanmaması, herhangi bir acı veya heyecan duymaması gerektiği‖ vurgulanmıştır. Direktifin içeriğinde hayvanların ahır veya kümeslerden kesimhaneye alınması, kesimhanede dizginlenmeleri (alıkonmaları), bayıltma ve öldürme prosesi ile kanatılmaları hakkında ayrıntılı şekilde bahsedilmiştir. Dini tören amaçlı yapılan kesimler için direktifin, ―bayıltma ve öldürme eki‖ zorunlu kılınmamıştır. Direktif içerisinde yer alan ―bayıltma ve öldürme eki‖, izin verilen metotlar, bayıltma için spesifik gereksinimler ve öldürme için spesifik gereksinimler, başlıklarından oluşmaktadır. Başlıklar içerisinde genel hatlarıyla bayıltma ve öldürme metotları ile bu metotların uygulanma şekilleri yer almaktadır (Anonymous, 1993). İlerleyen yıllarda, özellikle 2000‘li yıllardan sonra, tavuk eti tüketiminde meydana gelen artışa bağlı olarak artan üretimden dolayı işletmelerin kapasitelerinde meydana gelen artış sonucu, barınaklardaki hayvan refahı açısından, 93/119 nolu direktif yetersiz kalmıştır. Bu nedenle Mayıs 2007‘de Birlik tarafından yeni bir direktif yayımlanmıştır. 2007/43 nolu ve ―et üretimi için bakılan hayvanlar için asgari kurallar‖ adlı direktif içerisinde daha çok kanatlı barınaklarında asgari olması gereken gereksinimler ve yüksek kapasiteli işletmeler için kümeslerde m2
başına olması gereken maksimum hayvan ağırlığı vb. şartlar belirlenmiştir (Anonymous, 2007a). Bu direktife 2010 yılına kadar bütün AB ülkelerinin uyması zorunlu kılınmıştır. 2009 yılında, AB içerisinde kanatlı sektörü hakkında yapılan araştırmalar neticesinde, sektörün ihtiyaç duyduğu konularda genel hatlarıyla uygun kuralları belirleyen 2007‘de yayımlanan direktifin devamı niteliğinde ve 93/119 nolu direktifin çok daha geniş kapsamlı olarak hazırlanmış haliyle ―2009/1009: öldürme esnasında hayvanların
8
korunması‖ adlı direktif yayımlanmıştır (Anonymous, 2009). Yayımlanan bu direktif, kanatlılar için elektro şok havuzunda, farklı frekanslarda, hayvan başına uygulanması gereken minimum akım yönünden EFSA‘nın yayımlamış olduğu ―welfare aspects of animal stunning and killing‖ adlı rapor ile de uyumludur (Anonymous, 2004).
Bu direktifin ardından sektörün yenidoğan ihtiyaçlarına ve uygulanmakta olan direktiflerin uygulanılabilirliğindeki sorunlara göre yeni yaptırımların belirlenmesi amacıyla 15.02.2012‘de Hayvanların Korunması ve Refahına İlişkin AB stratejisi yayımlanmıştır (Anonymous, 2012a).
Çizelge 2.1. AB‘de kanatlı kesimhanelerinde uygulanan hayvan refahı uygulamaları
Violet mavi veya loş ışık İşletmelerin % 85‘i
Zincir hattının ıslatılması İşletmelerin % 81‘i
Etkin havalandırma İşletmelerin % 75‘i
Şok havuzu girişinde elektrikten izole giriş
rampası İşletmelerin % 68‘i
Askıdaki zincir hattının farklı kanatlı boylarına uygun olması
İşletmelerin % 65‘i Tuz koyarak şok havuzunun iletkenliğini artırma İşletmelerin % 18‘i
Diğerleri % 10
Kaynak: Anonymous, 2007b
AB üye ülkeleri arasında, kanatlı kesimi ile ilgili olarak yapılan geniş ölçekli bir anket çalışmasının sonuçlarına göre; İngiltere‘de kanatlı eti üreten bir şirketin bayıltmadan kesim(non-stunned) logosuyla satış yaptığı belirlenmiş ve yine Fransa‘da, bayıltmadan geleneksel yolla kesim yöntemini tercih eden sınırlı sayıda da olsa bir talebin olduğu ve bu talepte bulunan insanların sayısının her geçen gün arttığı bildirilmiştir. Fransa‘da bayıltılmadan kesilen havyanların etleri, Almanya, Avusturya ve bazı İskandinav ülkelerine ihraç edilmektedir. Ancak bu yolla kesim, AB üyesi olmayan İsviçre‘de, hayvan refahı uygulamalarına ters düştüğü için kabul edilmemiştir. İspanya ise, helal ete karşı artan bir talep olduğunu, bu durumun önemle üzerinde durulması gerektiğini bildirmiştir. Macaristan‘da bir işletme koşer hindi eti üretmektedir. Avusturya‘da 2007 yılı itibariyle bayıltma işlemi yapılmamaktadır (Anonymous, 2007b). İngiltere‘de, kanatlıların kesimi ve öldürülmesi sırasında
bayıltılması; Çevre, Gıda ve Kırsal Konular Bakanlığı tarafından zorunluluk olarak uygulanmış ancak, Müslümanlar ve Yahudiler için yapılan kesimler dini gerekliliklerden dolayı bu zorunluluktan muaf tutulmuştur (Anonymous, 2007c). Dini kesimler başlığı altında yer alan bölümde, bu kesimlere yalnızca bayıltma haricindeki
9
diğer hayvan refahı uygulamaları (hayvanın strese sokulmadan zorlamadan keskin bir bıçakla kesilmesi vb.) zorunluluk olarak belirtilmiştir.
Kesim öncesi kanatlıların bayıltma yöntemleri genel olarak 3 şekilde sınıflandırılmaktadır (Anonymous, 2004):
1. Mekanik bayıltma/ öldürme yöntemleri 2. Elektriksel bayıltma/öldürme yöntemleri
3. Kontrollü atmosferde bayıltma/ öldürme yöntemleri
Mekanik bayıltma/ öldürme yöntemleri, kanatlı kesiminde çok yaygın bir şekilde kullanılmamakla birlikte ABD ve AB‘de yedek yöntem olarak, rutin uygulanan bayıltma yönteminin yetersiz kaldığı durumlarda kullanılabilmektedir. Bu amaçla bayıltma tabancaları kullanılmaktadır. Tabancada kullanılan civatanın çapı, hızı ve penetrasyonu insani bir öldürmenin gerçekleştirilmesi için kritik önem taşımaktadır (Anonymous, 2007b).
Elektriksel bayıltma/öldürme yöntemleri, baş kısmından kuru elektrotlar uygulayarak bayıltma ve şok havuzunda bayıltma olarak 2 şekilde sınıflandırılmıştır (Anonymous, 2004).
Kuru elektrotlar ile bayıltma yöntemi, yaygın olarak kullanılmamakla birlikte, bazı işletmelerde mekanik yöntemde olduğu gibi yedek yöntem olarak, rutin bir şekilde kullanılan yöntemin yetersiz kaldığı veya zayıf ve hasta hayvanların kesilmesinde kullanılmaktadır. Hayvan refahı savunucuları da, elektro şok havuzu yönteminin hayvanda acı ve strese neden olan bazı dezavantajlarından dolayı, kuru elektrotlarla bayıltma yönteminin, daha insani bir yöntem olduğunu ileri sürmektedirler. Bu işlemde kullanılan aparatın boyutu, şekli ve dizaynı hayvanın türüne (tavuk,hindi vs.) uygun olmalıdır. Elektro şok uygulaması boyunca, şokun sekteye uğramaması için hayvanın hareketsiz kalması sağlanmalıdır. Kuru elektrotlarla bayıltma ticari olarak işletmeler arasında pek rağbet görmemektedir. Ancak hayvan refahı savunucuları, kuru elektrot kullanımının teşvik edilmesini istemektedirler. Örnek bir kuru elektrotlarla bayıltma uygulamasında sabit voltaj tekniği ile hayvanın baş kısmına 240 mA, 50 Hz elektro şok 5 s süreyle uygulandıktan sonra, öldürme amaçlı olarak ikinci kez hayvanın vücuduna 1 s süreyle elektro şok uygulanırken, sabit akım tekniği ile bayıltmak için ise, hayvanın baş kısmına, 150 mA 50 Hz elektro şok en az 1 s uygulandıktan sonra öldürmek için de tekrar hayvanın vücuduna 1 s şok uygulanmaktadır (Anonymous, 2004).
Şok havuzunda elektro şok ile bayıltma yöntemi, kanatlı sektöründe en yaygın kullanılan bayıltma yöntemidir (Raj, 2006). Çoğunlukla bu durumun nedeni; ekonomik,
10
güvenilir ve yaygın olmasından kaynaklanmaktadır (Alvarado ve Sams, 2000). Kesim salonuna getirilen broylerler, sersemletmeden önce başaşağı ayaklarından askılara asılırlar. Daha sonra elektro şokun verildiği su havuzuna doğru ilerlerler. Su havuzuna gagalarından başları biraz yukarıda olacak şekilde batırılırlar. Ticari uygulamalarda bu yöntemde kullanılan akımın dalga boyu ve frekansı, kanatlı başına uygulanan akımın şiddeti, elektro şok havuzuna giren hayvanın sayısı ve kesimde boyunda zedelenen kan damarlarının sayısı işletmeler arasında farklılıklar göstermektedir. Elektro şok uygulaması geri dönüşümlü ve geri dönüşümsüz olarak 2 şekilde olabilmektedir. Avrupada‘ki işletmelerin büyük çoğunluğunda 200 Hz ve üzeri geri dönüşümlü bayıltma tekniği kullanılır. Bir kısmında ise 50-60 Hz arası geri dönüşümsüz bayıltma tekniği kullanılmaktadır. Yüksek frekanslı bayıltma, bayıltmadan hemen sonra kesimi gerektirir ve et kalitesi açısından daha iyi sonuçlar sağlar. Düşük frekanslı bayıltma tekniğinde ise, broyler başına verilen akım miktarı artacağından kalp krizi görülme riski artar, kemik kırılmaları ve damarların parçalanmasına neden olabilir (Anonymous, 2007b). Gregory ve ark. (1991), AB‘de yaygın olarak kullanılmakta olan düşük frekanslı bayıltma yönteminde kullanılan elektro şok akım şiddetinin 60 mA‘den 110 mA‘e çıkarıldığında ventriküler fibrilasyon1
görülme sıklığının % 20‘den % 99‘a yükseldiğini, ventriküler fibrilasyonunda geri dönüşümsüz bayılmaya neden olduğunu belirtmişlerdir. Gregory ve Wilkins (1989a.,b.,c.) tarafından yapılan bir dizi çalışma sonucunda ise; ventriküler fibrilasyonun her ne kadar kesim esnasında hayvanın baygın kalmasını sağlasa da, karkas üzerinde kırmızı kanat uçları ve hemorajların görülme sıklığının artışına neden olduğunu belirtmişlerdir. Düşük frekans ile yüksek akımın çok fazla tercih edilmediği ABD‘de elektro şok ile ilgili karkas kusurlarına da daha az rastlanmaktadır. Elektro şok ile bayıltarak kesimin rigorun tamamlanmasını geciktirici etkisinin elektro şok uygulama akım şiddetiyle doğru orantılı olarak artmakta olduğu da ortaya konulmuştur (Craig and Fletcher, 1997). Kanatlıların kesim öncesinde düşük akım şiddetiyle bayıltılmasının; kanatma derecesi, karkas kalitesi (Ali ve ark., 2007), et rengi (Ahn ve ark., 2003) ve et gevrekliği (Dickens ve Lyon, 1993) üzerine olumlu etkileri bulunduğu çeşitli araştırmalarla ortaya konmuştur. Contreras ve Beraquet (2001), kesim öncesinde elektro şok uygulamasında düşük akım ile yüksek frekans kombinasyonunun en yüksek kanatma derecesi ile minumum karkas kusuru elde edildiğini belirtmişlerdir.
1Karıncıklardan kaynaklanan tamamen düzensiz ve yetersiz kasılmalardan oluşan ölümcül bir ritim bozukluğudur. Karıncıklar bu durumda vücuda kan pompalayamaz (Alpman 2013).
11
Bununla birlikte, yapılan bir çalışmada, farklı elektro şok parametrelerinin hayvanlarda stresin bir indikatörü sayılan plasma kortikosteronuna etkisini ölçerek, en yüksek kortikosteron seviyesinin (47.5 ng/mL) en düşük akım ile gerçekleştirilen bayıltma yöntemi (35 V 47 mA 1000 Hz)‘nde elde edildiği, en düşük kortikosteron seviyesinin (39.1 ng/mL) ise yüksek akım ve düşük frekans kombinasyonu (65 V 87 mA 160 Hz) uygulanan elektro şok ile bayıltılarak kesilen hayvanlardan elde edildiği belirtilmiştir (Xu ve ark., 2011). Bununla birlikte, et kalitesi açısından da en gevrek ve en az pişirme kaybına sahip olan etin yüksek frekans ve yüksek akım kombinasyonuyla uygulanan elektro şok işlemiyle bayıltılarak kesilen hayvanlardan elde edildiği, elektro şok işleminde kullanılan akım şiddetinin çok düşük tutulduğu takdirde kesimin hayvanda acı hissine neden olacağı da bildirilmiştir (Von Wenzlowowicz ve Von Holleben, 2001).
Çizelge 2.2. Bazı AB ülkelerinde kanatlıların bayıltılmasında uygulanan elektro şok yöntemleri
Bayıltma yöntemleri kullanan ülke sayısı Ana yöntem olarak
Baştan kuru elektrotlarla 3
Geri dönüşümlü (200 Hz üzerinde) şok havuzu 15 Geri dönüşümlü (120-150 Hz) şok havuzu 1 Geri dönüşümsüz(50-60 Hz) şok havuzu 7
Kaynak: Anonymous, 2007b
Xu ve ark. (2011), yapmış oldukları araştırma sonucunda, havyan refahı uygulamaları ve et kalitesi açısından yüksek frekans ve düşük akım kombinasyonundan kaçınılması gerektiğini, ancak hem et tekstürü hem de pişirme kaybı sonuçlarına göre yüksek frekans ve yüksek akım kombinasyonunun (voltaj 50 V ve akım şiddeti 67 mA‘den yüksek olduğu durumlarda) et kalitesini olumlu yönde etkilediğini belirtmişlerdir. Ali ve ark. (2007)‘na göre pek çok araştırıcının hayvan refahı açısından tavsiye etmiş olduğu ve uygulandığı takdirde hayvanda kalp krizi veya ani ölüme neden olan yüksek akımda bayıltma yöntemi, et kalitesi açısından olumlu bir yöntem değildir. Bu nedenle düşük voltaj ile hayvanda ani ölüm veya kalp krizi riskine neden olmayacak şekilde uygulanan bayıltma yönteminin etkili kanatma, havyan refahı ve et kalitesi açısından etkileri üzerinde araştırmalar artırılmalıdır.
Yapılan bir araştırmaya göre AB‘de işletmelerin % 69‘u, 30-100 V arası elektro şok kullanmaktadır. % 79‘u ise tavuk başına 100 mA akım şiddetini tercih etmektedir. Bayıltma süresi ise 4-24 s arasında değişmektedir. Ortalama 8.5 s‘dir. Hindiler için bu değerler değişmektedir (Anonymous, 2007b). ABD‘de ise, bayıltma işleminde temel
12
amaç, bayılma işlemiyle ilişkili olarak en az karkas kusuru ile birlikte, kesim esnasında hayvanın acıyı duymaması değil, yalnızca hareketsiz kalmasının sağlanmasıdır. Bu nedenle işletmelerde çoğunlukla düşük voltaj düşük akım şiddeti ile bayıltma işlemini gerçekleştiren mekanizmalar kullanılmaktadır (Heath ve ark., 1994; Shields ve Raj, 2008). Shields ve Raj (2008),‘a göre ABD‘de kanatlı hayvan kesimhanelerinde kesim öncesinde uygulanan elektro şok tekniğinde yaygın olarak kullanılan elektro şok havuzu parametrelerinin (10-28 V, hayvan başına 10-45 mA, 350-500 Hz, 10-12 sn.) hayvanları anında sersemletmek için yetersiz kaldığına dair güçlü kanıtlar mevcuttur. Türkiye‘de de yaygın olarak uygulanmakta olan ve aynı zamanda tüketiciler tarafından helal gıda açısından kabul gören kesim öncesi elektro şok ile bayıltma tekniği, yüksek frekanslı geri dönüşümlü bayıltma tekniği olup, uygulama parametreleri daha çok ABD‘nin uygulama parametrelerine yakındır.
Elektro şokla bayıltma/öldürme tekniği, kanatlı hayvanın yakalanıp askıya asılma sürecinde oldukça stresli bir iştir. Kanatlıların çoğunda baş aşağı asılma ve askılara takılma stres ve acıyı tetiklediğinden, askıda kanat çırpma görülür. Bu safhada hayvanların büyük çoğunluğunda kemiklerde kırık ve çıkık görülme riski vardır. Hayvanların askıya alınmasıyla elektro şok havuzuna giriş sürecini azaltmak, askıya alınma alanında loş ışık kullanmak, şok havuzunun girişinde boylerlerin göğüslerini yumuşatıcı plakalar kullanmak, hayvanlarda stresi düşürerek kanat çırpmayı azaltan uygulamalardır. Şok havuzunun girişinde broylerler, kanat çıptığı takdirde, kanat uçları şok havuzuyla temas ettiği vakit, önceden şoku aldıklarından, bu uygulama, hayvanlar için çok daha acı ve stresli bir durum ortaya çıkarır. Tavuk ve hindilerin her ikisinin de kesiminin yapıldığı işletmelerde, hindiler için elektro şok havuzunun yüksekliği tavuklara göre farklı ayarlanmalıdır. Aksi durumda hindilerin geniş kanatları, hindilerin başından önce havuza girecektir. Elektro şok havuzunda birden fazla broylerin bayıltıldığı sistemlerde, her broyler başına dağılan akım şiddeti, broylerin iç direncine göre değişmektedir. Bu nedenle sabit akımlı bayıltıcı sistemler kullanılmadan bu durum kontrol edilemez. İşletmede bayıltmanın etkin bir şekilde gerçekleştirilebilmesi için şok havuzları göze ve kulağa hitap eden alarm sistemleriyle donatılabilir. Bu alarm sistemleri havuzdaki voltaj istenilen seviyenin altına düştüğünde uyarabilir. Tavukların askıya alınma sistemi iyi bir şekilde planlanırsa, tavuklarda eklem çıkmaları ve kemik kırılmaları azalır. Tavukların askıya alındığı zincir hattında, kanat çırpan tavukların kanatlarına zarar verecek eğim ve inişli-çıkışlı bölümlerin olmaması gerekir. Askıya alma ve şok havuzuna girme arasındaki süre mümkün olduğunca kısa tutulmalı 1
13
dak.‘yı aşmamalıdır. Sürüdeki ortalama tavuk iriliğinden küçük kalmış olan tavuklar, zincir hattında askıya alınmadan kesilmelidir.
Elektro şok havuzundan geçen broylerlerde, broyler başına düşen akım miktarı, hayvanın akıma karşı göstermiş olduğu iç direncine bağlı olarak değişkenlik göstermektedir. Hayvanın akıma gösterdiği iç direnç ise, hayvanın boyutuna, kas/yağlılık durumuna, tüylerinin durumuna (ıslak,kuru,kirli vs.oluşuna), şok havuzuna daldırma derinliğine ve hayvanın bağlı olduğu zincirin sıkılığına göre değişmektedir. Bundan dolayı bazı hayvanlar, elektro şok havuzundan geçerken, bayılması için yeterli miktarda akım şiddetine maruz kalamayabilmektedirler (Shields ve Raj, 2008).
Aynı zamanda şok havuzunun tuz içeriği, kirlilik durumu ve mineral bileşimi de elektrik akımının geçirgenliğini etkilemektedir. Akım şiddetinin yetersiz olduğu durumlarda uygulama süresinin uzun tutulması, hayvanı hareketsiz ve acıya karşı tepki gösteremeyecek konuma getirebilir ancak hayvanın acıyı duymasını engellemez. Bu açıdan bakıldığında akım şiddetinin yeteri kadar verilip verilmediğinin kontrolünün yapılmadığı şok havuzlarının hayvan refahı uygulamaları açısından sakıncalı bulunduğu bildirilmiştir (Shields ve Raj, 2008).
Çizelge 2.3. Bazı AB ülkelerinde elektro şok uygulamaları parametreleri Anket
çalıĢması cevap no
Frekans(Hz) Voltaj(V) Akım(mA)
Minumum Uygulama süresi(sn) Maksimum baygın kalma süresi(sn) 1 50 220 100 5 10 2 350 80 100 3-5 7 3 50 230 140 5 15 4 50 - 105 10 10 5 1000 50 - 11 6 6 375 60 900 13 5 7 400 100 - 7-27 3 8 503 53 - 8 11 9 360 80 2 16 7 10 200 110 - 10 10 Kaynak: Anonymous, 2007b
Kesimhanenin aydınlatması, kanatlıları sakinleştirecek seviyede olmalıdır. Elektro şok havuzunun yüksekliğinin, broylerin daldırma esnasında tamamen başıyla temas edeceği şekilde ayarlanması gerekir. Elektro şok havuzunun iletkenliğini artırmak için en az % 0.1 yenebilir kalitede tuz ilave edilmelidir (Anonymous, 2004).
Elektro şok ile bayıltarak kesim yönteminin, bayıltmadan kesim yöntemine göre post-rigor süreçte meydana getirdiği değişiklikler üzerine yapılan araştırmalarda, elektro
14
şok ile bayıltılmadan kesilen hayvanlarda, yaşanan kanat çırpma refleksinden dolayı post-rigor süreç daha başlamadan glikozisin başladığı, bu nedenle post-mortem sürecin daha hızlı gerçekleştiği, elektro şok ile hayvanın hareketsiz kalmasından dolayı, glikojenden faydalanımının neredeyse % 50 azaldığı, post-mortem süreçte glikoliz olayının daha yavaş gerçekleştiği, bunun sonucu olarak da erken rigor döneminde elektro şok ile bayıltarak kesilerek elde edilen broyler karkasında, elektro şok ile bayıltılmadan kesilen hayvanlardan elde edilen karkaslara göre daha yüksek pH değerleri gözlemlendiği belirtilmiştir (Lee ve ark., 1979; Thomson ve ark., 1986; Murphy ve ark., 1988). Hindiler üzerinde yapılan bir çalışmada, elektro şok ile bayıltılarak kesilen hindilerden elde edilen karkaslarda rigor sürecinin tamamlanışı 314 dk. olarak tespit edilirken, elektro şok ile bayıltılmadan kesilen hayvanlardan elde edilen karkaslarda ise 143 dk. olarak tespit edilmiştir (Ma ve Addis, 1973).
Kontrollü atmosferde bayıltma yöntemi, 1980‘lerde İngiltere‘de, elektro şok yönteminin et kalitesi üzerine dezavantajlarını gidermek amacıyla geliştirilmiş bir yöntemdir (Raj, 2006). Gaz ile bayıltmanın, elektro şok yöntemine göre, karkas kusurlarını azaltabileceği ve rigor gelişimini hızlandırabileceği aynı zamanda hem hayvan refahı hem de et kalitesi açısından, memnuniyet verici sonuçların eldesine imkân vereceği, çeşitli araştırmacılar tarafından ileri sürülmüştür (Kang ve Sams, 1999a; Mohan Raj ve ark., 1990; Raj ve ark., 1997; Hoen ve Lankhaar, 1999). Bazı araştırmalarda ise iki yöntem arasında (gaz ile bayıltma/öldürme- elektro şok ile bayıltma/öldürme) önemli derecede farklılık olmadığı belirtilmiştir (Hirschler ve Sams, 1993; Dzuik ve Sams, 1995; Kang ve Sams, 1995; Kang ve Sams, 1999b; Poole ve Fletcher, 1998). Bu tip çalışmaların sonucunda ulaşılan sonuç yargıları arasındaki farklıkların; çalışmalarda karşılaştırılan gaz ile bayıltma/öldürme ile elektro şok ile bayıltma/öldürme yöntemlerinin uygulama parametrelerinin farklı olmasından kaynaklandığı düşünülmektedir (Kang ve Sams, 1999b). AB‘de yaygın olarak kullanılan kontrollü atmosferde bayıltma yöntemleri şu şekildedir(Anonymous, 2007b):
-Anoksik Karışımlar : Argon, azot ve bunların en fazla %2 O2 ile
karışımları
-Anoksik gazlar ve CO2 :Argon, azot ve bunların en fazla % 5 O2 ve %30
CO2 ile karışımları
-İki aşamalı CO2 : % 40 CO2, % 30 O2 ve % 30 azot karışımını
takiben % 80 CO2
15
Kontrollü atmosferde bayıltma işlemi için yapılan çalışmalarda ve ticari anlamda işletmelerde en yaygın kullanılan gazlar, karbondioksit ve argon gazlarıdır (Mohan Raj ve ark., 1990; Mohan Raj ve ark., 1992; Raj ve ark., 1997; Kang ve Sams, 1999a). Karbondioksit; anestezi uygulamaları için benzersiz bir gaz özelliği taşımasından dolayı tercih edilmekle beraber, yapılan bir çalışmada ticari koşullarda % 55 oranında CO2
kullanımının broylerin öldürülmesinde ideal olduğu belirtilmiş olup (Kang ve Sams, 1999a), argonun da bulunduğu ortamda oksijeni baskılayarak oksijenin yerini alması nedeniyle öldürücü gaz olarak kullanıldığı (Poole ve Fletcher, 1998), karkas kusurlarını elektro şok ile bayıltma yöntemine göre azalttığı (Mohan Raj ve ark., 1990) ve et kalitesini iyileştirdiği (Mohan Raj ve ark., 1992) bildirilmiştir. Kontrollü atmosferde bayıltma/öldürme işleminde, broylerler kontrollü atmosferde bayıltma odasına alınırlar ve konveyörler içerisinde taşıyıcı bant üzerinde ilerlerler. Gaz karışımıyla bayıltmanın etkin şekilde gerçekleşebilmesi için gerekli olan süre, gaz karışımına ve broylerin iriliğine göre değişmekle beraber 15-45 sn. arası sürebilmektedir. Ancak işletmelerdeki uygulamalarında bayıltmanın etkin şekilde gerçekleştirilmesi ve kanatmaya kadar geçen süre içerisinde kanatlının ayılmaması için bu süre daha kısa tutulabilmektedir. Kontrollü atmosferde bayıltma yönteminin elektro şok uygulamasına göre dezavantajı, daha fazla iş alanı gerektirmesi, zaman zaman meydana gelen hayvan ölümlerinin fark edilememesi, kanatlı hayvanın tüyleri arasında kalan gaz kalıntılarının işletme havasını etkilememesi için etkin ve kapsamlı bir havalandırma sistemi gerektirmesidir. Bununla beraber, gaz ile bayıltma işleminde, elektro şok ile bayıltma işlemine göre hayvanın daha kısa sürede ayılması, gaz ile öldürme işlemini bayıltma işlemine göre daha avantajlı kılmaktadır(Mohan Raj ve Gregory, 1990). Kontrollü atmosferde bayıltma en az kullanılan yöntem olup, işletmeciler arasında, elektro şok uygulamasının dezavantajlarından dolayı bu yöntemin giderek öneminin arttığı belirtilmektedir (Anonymous, 2007b).
Raj (2006)‘a göre, İngiltere‘de kesilen hindilerin %75‘i, piliçlerin %25‘i, inert gaz karışımı veya inert gaz ve % 30‘dan az CO2 karışımından biri kullanılarak bayıltma
geçekleştirilmektedir. Fransa‘da yalnızca 2 işletme CO2 metodu kullanırken,
Almanya‘da kanatlı kesimhanelerinin % 20‘si kontrollü atmosferde bayıltma yöntemi kullanmaktadır.
Kanatlıların bayıltılması/öldürülmesi için başka farklı yöntemler de denenmekte ve araştırılmaktadır. İğne şeklinde tabancalar veya mikrodalga ışınlama yöntemleri, bu konuda denenmiş ancak hayvan refahı uygulamaları, personel sağlığı ve güvenliği vb.
16
hususlar açısından uygun bulunmamıştır(Anonymous 2004). Vakumla bayıltma yöntemi de, gelişmekte olan ve denenmesi için girişimlerde bulunulan bir yöntemdir (Anonymous, 2007b).
Kanatlı hayvanlarda kesim öncesinde elektro şok uygulamasının farklı parametreler ile uygulanışının, karkas ve/veya et kalitesine etkisi ile bayıltmanın etkinliği üzerine yapılmış çok sayıda çalışma bulunmaktadır.
Thomson ve ark. (1986), elektro şok uygulaması ile bayıltılarak kesilen broylerlerden elde edilen göğüs etinde, post-mortem sürecin 20.dakikasında geleneksel kesim yöntemine göre daha yüksek pH değerleri gözlendiğini, son pH‘ nın ise önemli derecede farklılık göstermediğini belirtmişlerdir.
Gregory ve Wotton (1987), elektro şokla bayıltmanın canlı tavukların EEG (electroencephalogram) ‗lerine olan etkilerini araştırmışlardır. Düşük akım seviyelerinin (30-100 mA) tavukların EEG‘lerinde düşük frekanslı epileptik hareketliliğe sebep olduğunu, yüksek akım seviyelerinin (100 mA ve üzeri) ise epileptik aktiviteyi inhibe ettiğini belirtmişlerdir. Çalışmalarında elektro şokla bayıltma amacıyla kullanılan bayıltma havuzlarında tavukların % 40‘dan fazlasında elektro şok uygulama esnasında ölümün gerçekleştiğini, 148 mA elektrik akımında ise tavukların tamamında kalp krizinin görüldüğünü tespit etmişlerdir.
Murphy ve ark. (1988), kesim öncesi elektro şokla bayıltma işleminin hindi etinin fonksiyonel özellikleri üzerine etkisini araştırmışlardır. Elektro şokla bayıltma işlemiyle, elektro şok uygulanmadan kesilen hindilerin etlerini karşılaştırdıkları çalışmalarında, post-mortem sürecin 4., 8. ve 24. saatlerinde aldıkları kas örneklerinde, glikojen, pH, ATP, R değeri(inosin/adenozin), protein çözünürlüğü ve emülsiyon stabilitesi parametreleri incelenmiştir. Araştırmalarının sonucunda elektro şokla bayıltma işleminin glikoliz sürecini geciktirdiğini ancak bu durumun etin fonksiyonel özelliklerine önemli derecede etkili olmadığını belirtmişlerdir.
Gregory ve ark. (1991), tavuklara elektro şokla bayıltma esnasında uygulanan akım frekansıyla, ventrikular fibrilleşme ve kemiklerde meydana gelen kırılmalar arasındaki ilişkiyi araştırmışlardır. Çalışmalarında tek kutuplu dörtgen elektrik dalgası kullanıldığında, 125 Hz ve üzeri elektrik dalgasında, ventikular fibrilleşmenin meydana geliş sıklığının azaldığını, ancak sinüsidal elektrik dalgası kullanıldığında 50 Hz‘ in ölüme sebep olduğunu tespit etmişlerdir. Kemik kırılmaları ile elektrik akım şiddeti arasında ise bir ilişki görmemişlerdir. Araştırmalarının sonucunda kanatlı sektöründe yüksek frekanslı dalga kullanımının fazla bir avantajı olmadığı sonucuna varmışlardır.
17
Gregory ve Wotton (1991a), baş kısmından vurarak elektro şokla bayıltma ile şok havuzunda elektro şokla bayıltma işleminin, hindilerin beyin aktivitelerine olan etkilerini araştırmışlardır. Baş kısmından vurarak bayıltma işleminden sonraki 15-30 sn. içerisinde boğazlanan hindilerde duyu hissinin kaybolduğunu, şok havuzunda elektro şokla bayıltma işlemi uygulanan hindilerde ise 120-250 mA akım kullanıldığında, bazı hindilerin akım uygulandıktan sonra duyu hissini yeniden kazandığını tespit etmişlerdir.
Gregory ve Wotton (1991b), tavuklarda şok havuzunda elektro şokla bayıltma işleminde, daldırma derinliğinin bayıltma etkinliği ile ilişkisini araştırmışlardır. İki faklı daldırma derinliği kullanılan (gagaları, boyunları ile göğüs üst kısmına kadar daldırılan tavuklar ile sadece gagaları daldırılan tavuklar) araştırmalarının sonucunda daldırma derinliğinin işlemin etkinliğine çok az bir etkisi bulunduğunu tespit etmişlerdir.
Gregory ve Whittington (1992), tavuklarda şok havuzuna daldırarak elektro şokla bayıltma esnasında havuzdan suyun çekim miktarını araştırmışlardır. Araştırmalarında tavukların % 32‘sinin nefes borusuna, % 15‘inin ise ciğerlerine suyu çektiğini tespit etmişlerdir. Araştırmalarının sonucunda, şok havuzunda elektro şokla bayıltılan tavukların 0.5-1 ml civarında suyu içine çektiği ve bu durumun hijyenik açıdan tehlike oluşturduğu sonucuna varmışlardır.
Gregory ve Wotton (1992), tavuklarda elektro şokla bayıltma uygulamasının tüylerin ıslak veya kuru olması üzerine etkinlik derecesini araştırmışlardır. Araştırmalarında, 81 mA akım kullanılan tavuklarda, tüyleri ıslak olan tavukların kaslarının çalışmasının geri dönüşümünün daha çabuk olduğunu, 191 mA akım uygulanan tavuklarda ise tüylerin ıslak veya kuru olmasının bir etkisi bulunmadığını belirtmişlerdir.
Papinaho ve ark. (1995b), kesim öncesi uygulanan elektro şokla bayıltma işlemi ile çırpınmanın, broyler göğüs etlerinin rigor gelişimi ve et kalitesi üzerine etkisini araştırmışlardır. 50 veya 125 mA elektrik akımıyla bayıltılarak kesilen tavukların etiyle, bayıltılmadan kesilen tavukların etini karşılaştırdıkları çalışmalarında, post-mortem sürecin 15. dakikası ile 24. saatlerinde aldıkları göğüs eti örneklerinde pH, R değeri ile 48. saatte pişmiş et örneklerinde de Allo-Kramer kopma kuvveti parametreleri incelenmiştir. Araştırmalarının sonucunda elektro şokla bayıltma yönteminin erken rigor oluşumu etkisinin, ölüm öncesi çırpınmayı azaltmasından kaynaklanabileceğini belirtmişlerdir.
Anil ve ark. (2000), tavşanların beyin fonksiyonları üzerine elektro şok(bayıltma) işleminin etkinliğini araştırmışlardır. Araştırmalarında 8 tavşan için 1 sn.
18
100 V‘luk akım ile bayıltma işlemini gerçekleştirmişlerdir. Çalışmalarının sonucunda, bayıltma sonrasında 24 - 204 sn arasında duyu hissinin bulunmadığını, min. 140 mA akım uygulamasının hayvan refahı uygulamaları için uygun olacağını belirtmişlerdir.
Alvarado ve Sams (2000), bazı elektro şokla bayıltma yöntemlerinin; rigor gelişimini ve post-mortem biyokimyasal reaksiyonları inhibe ettiğini belirterek, elektro şokla bayıltma yöntemiyle kesilen hindilerin göğüs etinde, rigor gelişimi ile et kalitesini araştırmışlardır. Çalışmalarında, postmortem sürecin 15. dak. ile 1., 2., 4., 8., 12., 24. saatlerinde aldıkları göğüs eti örneklerinde pH, R değeri, renk, sarkomer uzunluğu ile kesme kuvveti gibi parametreleri belirlemeye çalışmışlardır. Çalışmalarının sonucunda, elektro şokla bayıltmanın postmortem süreci 2 saat geciktirdiğini ancak inceledikleri parametreler açısından sonraki saatlerde önemli bir farklılık görülmediğini belirtmişlerdir.
Savanije ve ark. (2000), elektro şokla bayıltma yönteminin kanatlı kesimhanelerinde kesim öncesi çırpınmaları engellemek amacıyla kullanıldığını, bu yöntemin beyinde doğal olarak epileptik ve iskemik2
zararlara neden olduğunu, bununla birlikte yeterli bir bayıltma için tüm vücudu bayıltmanın, yalnızca baş kısmını bayıltmaktan daha etkili olduğunu belirtmişlerdir.
Lamboij ve ark. (1999a), broyler et kalitesi üzerine; elektro şokla bayıltma ve hava basıncıyla bayıltmanın etkisini karşılaştırmışlardır. Söz konusu araştırmada 10 s, 110 mA, 300 Hz elektrik dalgasıyla şok havuzunda veya 0.5 sn 2 atm. basınçla bayıltılan broyler karkaslarında; gövde ısısı, pH, hemoraj ve peteşi benzeri kanamalar, pişirme kaybı, kan akıtma dereceleri parametreleri incelenmiştir. Araştırmalarının sonucunda, hava basıncıyla bayıltılan tavuklarda daha düşük kan kaybı ile daha fazla kasılma tespit ettiklerini, aynı zamanda kırık kemik görülme sıklığının elektro şokla bayıltma yöntemine göre azaldığını, elektro şokla bayıltma yöntemiyle elde edilen karkasların etlerinin ise, daha düşük pH ile but ve filetolarda daha az hemoraj benzeri kanamaya neden olduğunu belirtmişlerdir.
Lamboij ve ark. (1999b) devekuşlarında, elektro şokla bayıltma yöntemiyle, mekaniksel bayıltma yönteminin nöral ve davranışsal etkilerini araştırmışlardır. Çalışmada 58 devekuşu, 3 farklı elektro şokla bayıltma yöntemiyle bayıltılarak EEG‘leri incelenmiştir. İlk denemede 45 devekuşu 200 V elektrik, 1 sn. uygulanarak bayıltılmış, 20 devekuşunun EEG‘lerinde geri dönüş olmuş, 8 tanesi ise geri dönüşten
2
19
sonra ölmüştür. Bu uygulamada ölçülen akım 463 ± 120 mA, EEG‘deki bayılma süresi 25 ± 10 sn.dir. Diğer denemede 400 mA. sabit akım ile bayıltma uygulaması 13 devekuşuna uygulanmış, EEG‘ de toplam bayılma süresi 21 ± 8 sn. olarak tespit edilmiştir. Başka bir denemede farklı bayıltma yöntemleriyle 4 devekuşuna 200 V, 7 devekuşuna 48 V elektrik 6 sn. boyunca uygulanmış, uygulama sonunda devekuşlarının tamamı ölmüştür. Araştırmalarının sonucunda, devekuşlarında etkili bir elektro şokla bayıltma için en az 500 mA elektrik akımına ihtiyaç olacağını belirtmişlerdir.
Lamboij ve ark. (1999c), kesim öncesi elektro şokla ve basınçlı tabancayla bayıltmanın devekuşu eti kalitesi üzerine etkisini araştırmışlardır. Araştırmalarında 115 devekuşu üzerinde denemeler gerçekleştirilmiştir. Et kalitesinin belirlenmesi için post-mortem sürecin 45. dakikası ile 18. saatlerinde alınan örneklerde; renk, pH, sıcaklık, su tutma kapasitesi, hemoraj ve peteşi benzeri kanama parametreleri belirlenmiştir. Araştırmalarının sonucunda kesim öncesi bayıltma yöntemlerinin et kalitesini kesin olarak etkilediğini ve bu yönde daha fazla sayıda çalışmaya ihtiyaç olduğunu vurgulamışlardır.
Raj (1998), hayvan refahı uygulamaları ve et kalitesi açısından bayıltma yöntemleri arasında gazla bayıltma yönteminin, elektro şokla bayıltma yöntemine göre daha insani olduğunun yapılan çalışmalarla desteklendiğini belirtmiştir.
Mouchonıère ve ark. (2000), şok havuzunda elektro şokla bayıltma yönteminde uygulanan akım frekansının hindi beyninde oluşturduğu etkileri araştırmışlardır. Araştırmalarında sabit akım ile alternatif akım uygulamalarının bayıltma etkinliğini karşılaştırarak, çalışmalarının sonucunda, alternatif akım ile 150 mA‘ de yapılan bayıltma işleminin frekansının artırılmasının, bayıltmanın etkinliği üzerine azalanyönde etkili olduğunu belirtmişlerdir.
Poole ve Fletcher (1998), geleneksel yöntem ile kesim öncesinde düşük voltajla bayıltma, yüksek akımla bayıltma ve modifiye atmosferde bayıltma yöntemlerinin broyler göğüs etlerinde rigor gelişimi ve et kalitesi üzerine etkilerini araştırmışlardır. Araştırmalarında postmortem sürecin 15. dk‘sı ile 1., 3., 5. ve 24. saatlerinde aldıkları göğüs eti örneklerinde pH, renk, R değeri ve Allo-Kramer kesme kuvveti parametrelerini karşılaştırmışlardır. Çalışmalarının sonucunda, farklı elektro şok ile bayıltma parametrelerinin örneklerin pişirme kaybı ile rengi üzerine önemli derecede etkisi bulunmadığını, ancak tekstür değeri ve göğüs eti pH‘sının kesim öncesinde uygulanan bayıltma yönteminden önemli derecede etkilendiğini belirtmişlerdir.
20
Craig ve ark. (1999), kesim öncesi elektro şokla bayıltmanın broyler göğüs etinde rigor gelişimi ile et kalitesi üzerine etkisini araştırdıkları çalışmalarında, yüksek akım elektro şokla bayıltılan broylerlerde kan kaybının önemli derecede düşük olduğunu ve rigor oluşumunu geciktirdiğini belirtmişlerdir.
Craig ve Fletcher (1997), broyler göğüs etinde rigor gelişimi ve et kalitesi üzerine yüksek akımlı elektro şokla bayıltma ile düşük voltaj elektro şokla bayıltmanın etkisini araştırdıkları çalışmalarının sonucunda, yüksek akım ile bayıltma yöntemiyle kesilen broylerde kan kaybının azaldığını, rigor gelişimini geciktirdiğini, başlangıç pH‘ sını ise yükselttiğini, ancak farklı bayıltma yöntemiyleriyle elde edilen göğüs etleri arasında, kesimden 24 saat sonrasında, önemli derecede bir farkın olmadığını belirtmişlerdir.
Göksoy ve ark. (1999), broyler karkas kalitesi ve et kalitesi üzerine elektro şok uygulaması ve mekanik bir bayıltma yönteminin(tabanca) etkisini karşılaştırmışlardır. Çalışmada, 100 V 80 mA 50 Hz elektro şok uygulamasını 3 sn boyunca uygulayarak kesilen broylerlere ait karkaslar ile tabancayla bayıltılarak kesilen broylerlere ait karkaslar üzerinde kemik kırıkları, hemoraj, kan kaybı(%), ette kalite kusurları ve pH değerlerini karşılaştırılmışlardır. Çalışma sonucunda elektro şok ile bayıltılarak kesilen broylerlere ait karkaslarda, mekanik yolla bayıltılarak kesilen broylerlere ait karkaslara göre daha fazla kemik kırıkları ve hemoraj görüldüğü, kırmızı kanat uçları ve sırt hemorajının daha az olduğu, elektro şok ile bayıltılarak kesilen broylerlerde kan kaybının, mekanik yolla bayıltılarak kesilen broylerlere göre daha hızlı gerçekleştiği, elektro şok ile bayıltılarak kesilen broylerlere ait göğüs etlerinin, mekanik yolla bayıltılarak kesilen broylerlere ait göğüs etlerine göre, daha az gevrek olduğu, bildirilmiştir. Göksoy ve ark.(1999) çalışmalarının sonucuna göre, mekaniki bayıltma yönteminin, elektro şok yöntemine göre alternatif bir yöntem olarak kullanılabileceğini önermişlerdir.
Wilkins ve ark. (1998), farklı dalga boyu-frekans kombinasyonlarının broyler et kalitesi üzerine olan etkisini araştırmışlardır. Çalışmada 105 mA‘de ortalama 100 V uyguladıkları elektro şokun, 50, 100, 500, 1500 Hz frekanslarında et kalitesine olan etkilerini, ventiküler fibrilasyon görülme sıklığını, solunumun yeniden başlaması için geçen süreyi, karkas kusurlarını(kırmızı kanat uçları, kanat hemorajı, kırmızı tüy, kırmızı boyun, kanatta tıkalı damarlar), kırık göğüs kemiği, kırık kemikler kaynaklı hemoraj, kırık kemik kaynaklı olmayan hemoraj ve göğüs kası hemorajı görülme sıklığı parametreleri üzerinden karşılaştırmışlardır. Çalışmanın sonucunda 50 Hz üzerinde
21
uygulanan frekansların ventriküler fibrilasyon oluşumunun indüklenmesinde başarısz kaldığını, tüm dalga boyu frekanslarının bayıltma fazında eşit derecede etkin olduğunu, bayıltmadan tekrar geri dönüş sürelerinin frekans büyüklüğünden etkilenmediğini ancak daha ağır hayvanlarda daha uzun sürdüğünü, yüksek frekanslarda akım kullanımının et kalitesi açısından daha iyi sonuçlar verdiğini belirtmişlerdir.
Kang ve Sams (1999b), CO2 ile bayıltma, CO2 ile öldürme ve elektro şok
uygulamasıyla bayıltma yöntemlerinin etin kalite ve tekstür özellikleri üzerine etkisini araştırdıkları çalışmalarında, 3 bayıltma ve öldürme yöntemi arasında, etin son pH‘sı ve tekstür değerleri(R değeri ve shear force) açısından önemli derecede fark olmadığını, yalnız CO2 ile öldürmenin daha koyu et rengine neden olduğunu belirtmişlerdir.
Wilkins ve ark. (1998), hindiler için farklı elektro şok uygulama parametrelerinin et kalitesi üzerine olan etkilerini belirlemişlerdir. Araştırmalarında alternatif akımda düşük frekans ve doğru akımda yüksek frekans uygulamasını farklı dalga boylarında deneyerek, sonuçlarını bayıltmanın etkinliği ve karkas kalitesi açısından karşılaştırmışlardır. Araştırmalarının sonucunda, karkas kalitesi açısından en iyi sonuçların yüksek frekanslarda elde edildiğini ve göğüs hemorajının frekans büyüklüğü ile kanatlı ağırlığından etkilenirken, kanat hemorajının yalnızca hayvanın ağırlığından etkilendiğini, hayvanın ağırlığı arttıkça hemoraj görülme sıklığının arttığını belirtmişlerdir.
Wotton ve Sparrey (2002), devekuşlarına kesimden önce uygulanan 50 Hz‘de 400 mA uygulanan elektrik akımından sonra 60 sn içerisinde gerçekleşen kesimin, devekuşlarının % 90‘nından fazlasında ayılmadan önce kesimin gerçekleşmesini sağladığını belirtmişlerdir.
Contreras ve Beraquet (2001), sabit frekansta farklı voltajların ve sabit voltajda farklı frekansların broyler kan kaybı ve göğüs etinde bazı kalite parametrelerine olan etkilerini belirlemeye çalışmışlardır. Çalışmada; işletmeler tarafından en yaygın kullanılan frekansları (60, 200, 350, 500, 1000) ve voltajları (20, 40, 80, 100 V) kullanarak kesimden sonra gerçekleşen % kan kaybı değerleri ve elde edilen karkaslarda bazı karkas kusurlarını(hemoraj, kırık kemikler, kırmızı lekelenme vb.) karşılaştırmışlardır. Çalışma içerisinde en yüksek kan kaybı ve en az karkas kusuru gösteren frekans ve voltaj kombinasyonu (1000 Hz 40 V) ile elde edilen göğüs etleriyle, geleneksel kesim yöntemiyle elde edilen göğüs etlerinin bazı tekstürel özelliklerini objektif olarak kıyaslamışlardır. Araştırmalarının sonucunda, elektro şok uygulamasıyla daha gevrek et yapısı elde edildiğini, elektro şok uygulama parametreleri