BĠLGĠSAYAR DESTEKLĠ NAKIġ UYGULAMALARINDA KULLANILAN TEKNĠKLERDE SIKLIK DERECESĠNĠN BEZAYAĞI DOKUMA
TÜRÜNDEKĠ KUMAġLARA GÖRE BELĠRLENMESĠ
ZEKĠYE ġENTÜRK (REYHAN)
YÜKSEK LĠSANS TEZĠ
EL SANATLARI EĞĠTĠMĠ ANA BĠLĠM DALI
GAZĠ ÜNĠVERSĠTESĠ
EĞĠTĠM BĠLĠMLERĠ ENSTĠTÜSÜ
i
TELĠF HAKKI ve TEZ FOTOKOPĠ ĠZĠN FORMU
Bu tezin tüm hakları saklıdır. Kaynak göstermek koĢuluyla tezin teslim tarihinden itibaren 12 ay sonra tezden fotokopi çekilebilir.
YAZARIN Adı : Zekiye
Soyadı : ġentürk (Reyhan)
Bölümü : El Sanatları Üretimi ve Tasarımı
Ġmza :
Teslim tarihi :
TEZĠN
Türkçe Adı : Bilgisayar Destekli NakıĢ Uygulamalarında Kullanılan Tekniklerde Sıklık Derecesinin Bezayağı Dokuma Türündeki KumaĢlara Göre Belirlenmesi
Ġngilizce Adı : Desıgnatıon Of Densıty Usıng For Computer Supported Embroıdery Accordıng To Cotton Materıal Cloth
ii
ETĠK ĠLKELERE UYGUNLUK BEYANI
Tez yazma sürecinde bilimsel ve etik ilkelere uyduğumu, yararlandığım tüm kaynakları kaynak gösterme ilkelerine uygun olarak kaynakçada belirttiğimi ve bu bölümler dıĢındaki tüm ifadelerin Ģahsıma ait olduğunu beyan ederim.
iii Jüri Onay Sayfası
Zekiye ġENTÜRK ( REYHAN) tarafından hazırlanan "Bilgisayar Destekli NakıĢ Uygulamalarında Kullanılan Tekniklerde Sıklık Derecesinin Bezayağı Dokuma Türündeki KumaĢlara Göre Belirlenmesi” adlı tez çalıĢması aĢağıdaki jüri tarafından oy birliği ile Gazi Üniversitesi El Sanatları Eğitimi Anabilim Dalı‟nda Yüksek Lisans tezi olarak kabul edilmiĢtir.
DanıĢman: Yrd. Doç. Huriye ÇIRAKOĞLU ... (El Sanatları Bölümü, Gazi Üniversitesi)
BaĢkan: Yrd. Doç. Huriye ÇIRAKOĞLU ... (El Sanatları Bölümü, Gazi Üniversitesi )
Üye: Doç. Dr. Fatma YETĠM ...
(El Sanatları Bölümü, Gazi Üniversitesi )
Üye: Yrd. Dr. Hülya KÖKLÜ KASAPLI ...
(El Sanatları Bölümü, Gazi Üniversitesi )
Tez Savunma Tarihi: 30/06/2014
Bu tezin El Sanatları Eğitimi Anabilim Dalı‟nda Yüksek Lisans tezi olması için Ģartları yerine getirdiğini onaylıyorum.
Prof. Dr. Servet KARABAĞ ... Eğitim Bilimleri Enstitüsü Müdürü
iv
TEġEKKÜR
El sanatlarının en önemli dallarından biri olan geleneksel nakıĢlar, teknolojik geliĢmeler ve yaĢam Ģartlarının zamanla yarıĢır Ģekilde ilerlemesi, bu alanda da geliĢmelerin yaĢanmasına sebep olmuĢtur. Özellikle tekstil ve hazır giyim sektörünün vazgeçilmez bir parçası olan sanayi nakıĢları, bugün en çok ordu ve özel firmaların rütbe ve arma çalıĢmalarında, iç ve dıĢ giyim süslemelerinde, çanta ve ayakkabı gibi giyim aksesuarlarında, havlu, perde, örtü gibi her türlü ev tekstil ürününde kullanılmaktadır. Endüstriyel nakıĢ uygulamaları gün geçtikçe sektördeki yerinin sağlamlaĢtırmaktadır. Artık geliĢen ve değiĢen moda algısı ile pek çok tasarımcı çalıĢmalarında iĢlemelere yer vermektedir. Modern nakıĢ uygulamalarının yanı sıra geleneksel nakıĢlarda tasarım ürünlerindeki yerlerini almıĢlardır.
Bilgisayar destekli nakıĢ programlarında tekniklerin sıklık derecelerine ait daha önce yapılmıĢ bir çalıĢmaya rastlanmamıĢtır. Yapılan bu çalıĢma ile bilgisayar destekli nakıĢ programlarında uygulanan iĢleme tiplerinin sıklık dereceleri, çeĢitli kumaĢlara göre belirlenmiĢ ve en doğru uygulama Ģekli saptanmıĢtır.
AraĢtırmanın her aĢamasında desteğini ve rehberliğini esirgemeyen ve sürekli olarak deneyimlerinden yararlandığım danıĢmanım, Sayın Yrd. Doç. Huriye ÇIRAKOĞLU' na bütün katkılarından dolayı teĢekkür ederim.
Ayrıca maddi ve manevi hiçbir desteğini esirgemeyen eĢim KürĢat ġENTÜRK ve aileme; araĢtırmanın hazırlanmasında emeği geçen herkese teĢekkürlerimi sunmayı borç bilirim.
Zekiye ġENTÜRK Haziran, 2014
v
BĠLGĠSAYAR DESTEKLĠ NAKIġ UYGULAMALARINDA
KULLANILAN TEKNĠKLERDE SIKLIK DERECESĠNĠN BEZAYAĞI
DOKUMA TÜRÜNDEKĠ KUMAġLARA GÖRE BELĠRLENMESĠ
(Yüksek Lisans)
Zekiye ġENTÜRK
GAZĠ ÜNĠVERSĠTESĠ
EĞĠTĠM BĠLĠMLERĠ ENSTĠTÜSÜ
Haziran, 2014
ÖZ
“ĠĢleme” süsleme dalları içinde en yaygın olanıdır. Türklerin güzel sanatlar düzeyine çıkarmıĢ olduğu iĢleme sanatı, dünyanın hiçbir yerinde Türkiye' de olduğu kadar ilgi görmemiĢtir. Bu yüzden de Türk iĢlemeciliği, tarihi tekstil el sanatlarımız içinde önemli bir yer almaktadır.
Endüstriyel kalkınma ve kültürel değiĢime paralel olarak el ve makine yardımı ile yapılan nakıĢ, günümüz teknolojisi doğrultusunda bilgisayar destekli elektronik nakıĢ makineleri ile de iĢlenmektedir. Böylece nakıĢ bir yandan el sanatlarının içinde yer alırken, diğer yandan endüstriyel sanatlar içinde yer almaktadır.
Günümüzde, teknik imkânların geliĢmesi, ticari düĢüncenin her alanda ön plana çıkması, zaman ve maliyet kavramının önemsenmesi ve iĢ piyasasının taleplerinin karĢılanması, her alanda olduğu gibi iĢleme sanatlarında da etkili olmuĢ, bu durum bilgisayar destekli iĢlemeleri ön plana çıkarmıĢ ve bu iĢlemelerin önemini artırmıĢtır.
Bilgisayar destekli nakıĢ programlarında tekniklerin sıklık derecelerine ait daha önce yapılmıĢ bir çalıĢmaya rastlanmamıĢtır. Yapılan bu çalıĢma ile bilgisayar destekli nakıĢ programlarında uygulanan iĢleme tiplerinin sıklık dereceleri, çeĢitli kumaĢlara göre belirlenmiĢ ve en doğru uygulama Ģekli saptanmıĢtır.
Bu çalıĢma; bilgisayar destekli nakıĢ programlarındaki tekniklerin sıklık derecelerinin çeĢitli kumaĢlara göre belirlenmesi, yanlıĢ uygulama problemlerine çözüm bulunması, elde
vi
edilen verilerin bilimsel olarak paylaĢılması, geliĢtirilmesi ve bu konuda yapılacak muhtemel çalıĢmalara ıĢık tutması açısından önemlidir.
AraĢtırmada verilerin toplanması yönünden deneysel araĢtırma modeli uygulanmıĢtır. AraĢtırmada öncelikle değiĢkenler saptanarak, değiĢkenler arasındaki sonucu etkileyen sebep – sonuç iliĢkileri üzerinde durulmuĢtur.ÇalıĢmada 9 farklı kumaĢ üzerine 4 ayrı iğne tekniği 3 farklı sıklık ayarı ile uygulanarak 81 uygulama yapılmıĢ ve bu uygulamalar sonucunda kumaĢ türüne en uygun sıklık ayarı saptanmıĢtır.
Uygulamalar sonucunda elde edilen,sarma (dallar,kollar) 27,komplex dolgu / açı motifli çin iğnesi) 27,sargı (tek taraflı rastgele sargı – çift taraflı rastgele sargı) ve sargı (tek taraflı rastgele çin iğnesi – çift taraflı rastgele çin iğnesi) 27 olmak üzere toplam 81 kartela, program eğitimi veren 3 öğretim üyesi ve 2 öğretmen, tekstil sektöründe hizmet veren 3 program uzmanına sunulmuĢ, ürünleri değerlendirme kriterleri çerçevesinde değerlendirmeleri ve sınıflandırma ölçeğine göre sınıflandırmaları istenmiĢ ve elde edilen veriler tablolara yerleĢtirilmiĢtir.
Yapılan istatistiksel çalıĢmalarda bezayağı dokuma türündeki ipekli, keten ve pamuklu kumaĢlarda, kopmlex dolgu ve sarma tekniklerinde sıklık 6 ayarının, sargı (tek taraflı rastgele sargı – çift taraflı rastgele) ve sargı (tek taraflı rastgele çin iğnesi – çift taraflı rastgele çin iğnesi) tekniklerinde ise en uygun sıklık ayarının 7 olduğu sonucuna ulaĢılmıĢtır.
Sonuç olarak, Geleneksel Türk NakıĢlarının karakteristik özelliklerinin bozulmadan gelecek nesillere aktarılarak günümüz teknolojisi ile bütünleĢik olarak sürekliliğinin sağlanması ve nakıĢ sektöründe uygulanarak yaygınlaĢtırılması, ancak kaliteli ürünlerin var olması ile sağlanacaktır.Hazırlanan tezin, endüstriyel nakıĢ alanında çalıĢma yapacak olan araĢtırmacılara ıĢık tutacağı ve yeni çalıĢma alanları oluĢturacağı, nakıĢ sektöründe hizmet veren desen tasarımcılarına yazılı kaynak oluĢturacağı öngörülmektedir.
Bilim Kodu : El Sanatları Eğitimi Anabilim Dalı- NakıĢ Eğitimi Bilim Dalı Anahtar Kelimeler : Bilgisayar destekli iĢleme, sıklık, nakıĢ, EOS-Compucon Sayfa : 148
vii
DESIGNATION OF DENSITY USING FOR COMPUTER
SUPPORTED EMBROIDERY ACCORDING TO COTTON
MATERIAL CLOTH
(High Licence)
Zekiye SENTURK
GAZI UNIVERSITY
INSTITUTE OF EDUCATIONAL SCIENCES
June 2014
ABSTRACT
Embroidery is the one which is widespread in ornament branches. Embroidery art that has been come to fine art level by Turks never attracted interest in anywhere all over the world ,like in Turkey. That is why Turkish embroidery importantly takes place in our historical hand workings.
Embroidery which is done by hand or machine as parallel to industrial development and culturel transformation, has been embroidering by the electronical embroidery machines direction of recent technology. Thus, embroidery not only takes place in hand workings but also in industrial arts.
Recently, improving of technical possibilities, commercial opinion coming to the front in every area, importance of cost price concept, remedy of working market demands, have became effective in embroidery arts like in every area, so this issue made forward process which is supported by computer and it has increased the importance of them. It has not been coincided with any working formerly about designation of density using for computer supported. Density types of using embroidery by done computer supported determined according to several clothes and the best way was identified.
This study is important for designation of density using by computer supported, to find solution for wrong using problems, sharing obtained datas scientifically and developing them also to show the way for possible workings.
In this research experimental search model was used about collecting datas. Also in this research formerly variations were determined and evaluated effective reasons for the conclusion. In this study, 81 applications were done on 9 different clothes by using 4 different needle techniques with 3 designation of density.
As a result of applications obtained emboss (branches, arms) 27,complex act of filling (angle motivated chinese needle) 27,embossed (one side ordinary embossed-two sides ordinary embossed) and emboss (one side ordinary chinese needle) 27 totally 81 cartela
viii
have presented to 3 professors and 2 teachers and to 3 programme experts, so it was demanded to appreciate the products by criterions and getting datas were put on the scales. In statistical workings which were done onsilk, linen, cotton material clothes density using size is 6 for complex emboss and and filling techniques, embroidery (one side ordinary embroidery-two sides embroidery) and for embroidery (one side ordinary chinese needle-two sides ordinary chinese needle) techniques density size is 7.
As conclusion, traditional embroidery products will carry on to the next generations without spoiling with compound of recent technology and they will be widespread using in embroidery sector by quality products. Prepared thesis will show the way to the researchers who will search in embroidery area and also it will make new working areas and it will be a written source for designers who make facilities in embroidery sector.
ScienceCode : High License, ArtsAndCraftsDepartment
KeyWords : Computer-aidedprocessing, frequency, embroidery, EOS-Compucon PageNumber : 148
ix
ĠÇĠNDEKĠLER
TELĠF HAKKI ve TEZ FOTOKOPĠ ĠZĠN FORMU... i
ETĠK ĠLKELERE UYGUNLUK BEYANI... ii
JURĠ ONAY SAYFASI... iii
TEġEKKÜR………... iv
ÖZ...………... v
ABSTRACT………...……... vii
ĠÇĠNDEKĠLER………... ix
TABLOLAR LĠSTESĠ………... xiii
ġEKĠLLER LĠSTESĠ ………... xvi
KISALTMALAR LĠSTESĠ... xix
1. GĠRĠġ 1.1. Problem... 1 1.2. AraĢtırmanın Amacı ... 3 1.3. AraĢtırmanın Önemi ... 3 1.4. Varsayımlar ... 4 1.5. Sınırlılıklar ... 4 1.6. Tanımlar ... 4 2. KAVRAMSAL ÇERÇEVE 2.1.Sanat, El Sanatları, ĠĢleme ... 7
2.2.DikiĢ ve NakıĢ Makinelerinin Tarihi GeliĢimi... 9
2.3. NakıĢ Makinelerinin ÇeĢitleri ... 10
2.3.1. Aile Tipi DikiĢ Makineleri... 10
2.3.2. Sanayi Tipi NakıĢ Makineleri ... 11
2.3.3. Elektronik NakıĢ Makinelerinin Genel Özellikleri ... 12
2.3.4. Elektronik NakıĢ Makinelerinde Yapılan NakıĢ ÇeĢitleri ... 15
2.4. Bilgisayar Destekli ĠĢlemelerde Kullanılan Malzemeler... 16
2.4.1. Bilgisayar Destekli ĠĢlemelerde Kullanılan KumaĢlar ... 16
x
2.4.1.2. Dimi Bağlantılı Dokuma Yüzeyler ... 18
2.4.1.3. Atlas (Saten) Bağlantılı Dokuma Yüzeyler ... 19
2.4.2. Bilgisayar Destekli ĠĢlemelerde Kullanılan Ġplikler ... 20
2.4.3. Bilgisayar Destekli ĠĢlemelerde Kullanılan Telalar ... 22
2.4.4. Bilgisayar Destekli ĠĢlemelerde Kullanılan Ġğneler ... 23
2.5. Bilgisayar Destekli NakıĢ Makineleri Ġçin Kullanılan Desen Çizim Programları.... 23
2.5.1.Accurate ... 24
2.5.2. Pulse- Tajima... 25
2.5.3. EosCompucon... 26
2.5.3.1. Sistem Gereksinimleri ... 26
2.5.3.2. BaĢlıca Program Mönüleri ... 27
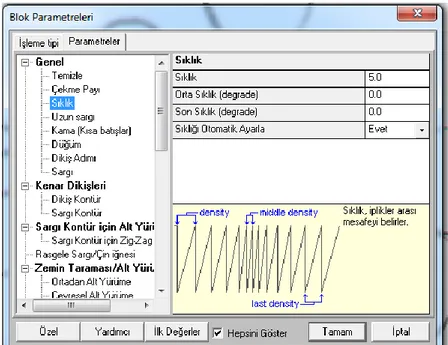
2.5.3.3. Sıklık Ayarları ... 33
2.6. Standardizasyon Ve Kalite Kontrol... 35
2.6.1. Standardizasyon ... 35
2.6.1.1. Standardizasyon Faydaları... 36
2.6.2. Kalite Kontrol... 38
2.6.2.1. Kalite Kontrolünün Faydaları ... 38 2.6.2.2. NakıĢ Üretim Sürecinde Kalite Kontrol ... 39
3. YÖNTEM 3.1. AraĢtırmanın Modeli ... 43 3.2. Evren ve Örneklem ... 43 3.3.Verilerin Toplanması ... 44 3.3. Verilerin Analizi ... 45 4. BULGULAR VE YORUM 4. 1. Sarma Tekniği Analiz Sonuçları... 47
4.1.1. Sarma Tekniği ile Ġpekli KumaĢlar Üzerine Yapılan ĠĢlemelerin Analiz Sonuçları... 47
4.1.2. Sarma Tekniği ile Keten KumaĢlar Üzerine Yapılan ĠĢlemelerin Analiz Sonuçları... 51
xi
Analiz Sonuçları... 4. 2. Komplex Dolgu / Açı Motifli Çin Ġğnesi (Verev Pesent) TekniğiAnaliz
Sonuçları... 61
4.2.1. Komplex Dolgu / Açı Motifli Çin Ġğnesi (Verev Pesent) Tekniği ile Ġpekli KumaĢlar Üzerine Yapılan ĠĢlemelerin Analiz Sonuçları... 61
4.2.2. Komplex Dolgu / Açı Motifli Çin Ġğnesi (Verev Pesent) Tekniği ile Keten KumaĢlar Üzerine Yapılan ĠĢlemelerin Analiz Sonuçları... 66
4.2.3. Komplex Dolgu / Açı Motifli Çin Ġğnesi (Verev Pesent) Tekniği ile Pamuklu KumaĢlar Üzerine Yapılan ĠĢlemelerin Analiz Sonuçları... 71
4.3. Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı) Tekniği Analiz Sonuçları ... 76
4.3.1. Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı) Tekniği ile Ġpekli KumaĢlar Üzerine Yapılan ĠĢlemelerin Analiz Sonuçları... 76
4.3.2. Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı) Tekniği ile Keten KumaĢlar Üzerine Yapılan ĠĢlemelerin Analiz Sonuçları... 81
4.3.3. Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı) Tekniği ile Pamuklu KumaĢlar Üzerine Yapılan ĠĢlemelerin Analiz Sonuçları... 86
4.4. Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi) Tekniği Analiz Sonuçları... 91
4.4.1. Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi) Tekniği ile Ġpekli KumaĢlar Üzerine Yapılan ĠĢlemelerin Analiz Sonuçları.. 91
4.4.2. Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi) Tekniği ile Keten KumaĢlar Üzerine Yapılan ĠĢlemelerin Analiz Sonuçları. 96 4.4.3. Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi) Tekniği ile Pamuklu KumaĢlar Üzerine Yapılan ĠĢlemelerin Analiz Sonuçları... 101
4.5. Bezayağı Dokuma Türündeki KumaĢlar Ġçin Belirlenen Sıklık Dereceleri... 107
5. SONUÇ VE ÖNERĠLER 5.1. Sonuç ... 109
5.2. Öneriler... 113
KAYNAKLAR... 115
xii
EK.1. Değerlendirme Formu... 118 EK.2. Hazırlanan Ürünler... 122
xiii
TABLOLAR LĠSTESĠ
Tablo 1. Teknik: Sarma - KumaĢ Türü: ÖdemiĢ Ġpeği Analiz Sonuçları... 48
Tablo 2. Teknik: Sarma - KumaĢ Türü: Ġpek Krep Analiz Sonuçları... 49
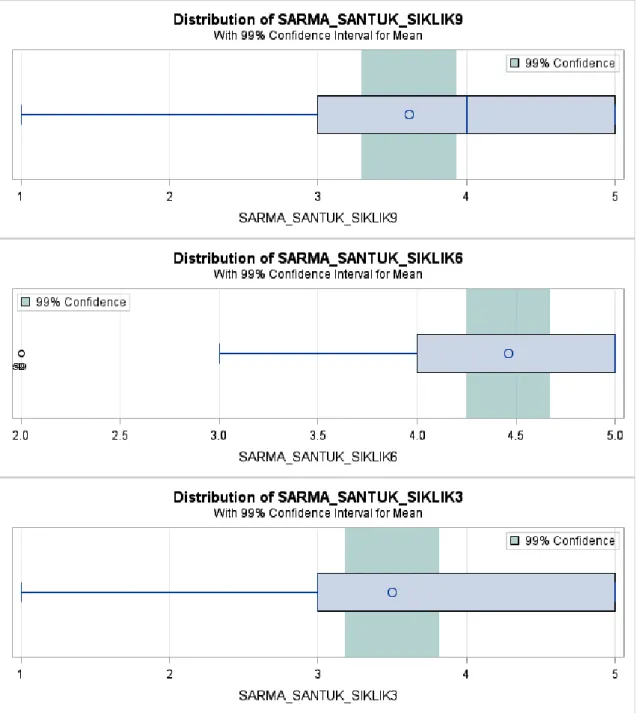
Tablo 3. Teknik: Sarma - KumaĢ Türü: Ġpek ġantuk Analiz Sonuçları... 51
Tablo 4. Teknik: Sarma - KumaĢ Türü: Bursa Keteni Analiz Sonuçları... 52
Tablo 5. Teknik: Sarma - KumaĢ Türü: Goblen Keten Analiz Sonuçları... 54
Tablo 6. Teknik: Sarma - KumaĢ Türü: Ġsviçre Keteni Analiz Sonuçları... 55
Tablo 7. Teknik: Sarma - KumaĢ Türü: Poplin Analiz Sonuçları... 57
Tablo 8 Teknik: Sarma - KumaĢ Türü: ĠĢ Keteni Analiz Sonuçları... 59
Tablo 9. Teknik: Sarma - KumaĢ Türü: ġile Bezi Analiz Sonuçları... 60
Tablo 10. Teknik: Komplex Dolgu / Açı Motifli Çin Ġğnesi- KumaĢ Türü: ÖdemiĢ Ġpeği Analiz Sonuçları... 62
Tablo 11. Teknik: Komplex Dolgu / Açı Motifli Çin Ġğnesi- KumaĢ Türü: Ġpek Krep Analiz Sonuçları... 64
Tablo 12. Teknik: Komplex Dolgu / Açı Motifli Çin Ġğnesi- KumaĢ Türü: Ġpek ġantuk Analiz Sonuçları ... 65
Tablo 13. Teknik: Komplex Dolgu / Açı Motifli Çin Ġğnesi- KumaĢ Türü: Bursa Keteni Analiz Sonuçları ... 67
Tablo 14 Teknik: Komplex Dolgu / Açı Motifli Çin Ġğnesi - KumaĢ Türü: Goblen Keten... 69
Tablo 15. Teknik: Komplex Dolgu / Açı Motifli Çin Ġğnesi- KumaĢ Türü: Ġsviçre Keteni Analiz Sonuçları... 70
Tablo 16. Teknik: Komplex Dolgu / Açı Motifli Çin Ġğnesi- KumaĢ Türü: Poplin Analiz Sonuçları... 72
Tablo 17. Teknik: Komplex Dolgu / Açı Motifli Çin Ġğnesi- KumaĢ Türü: ĠĢ Keteni Analiz Sonuçları... 74
Tablo 18. Teknik: Komplex Dolgu / Açı Motifli Çin Ġğnesi- KumaĢ Türü: ġile Bezi Analiz Sonuçları... 75
xiv
Tablo 19. Teknik: Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele
Sargı)KumaĢ Türü: ÖdemiĢ Ġpeği Analiz Sonuçları... 77 Tablo 20. Teknik: Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı)
KumaĢ Türü: Ġpek Krep Analiz Sonuçları... 79 Tablo 21. Teknik: Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı)
KumaĢ Türü: Ġpek ġantuk... 80 Tablo 22. Teknik: Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı)
KumaĢ Türü: Bursa Keteni Analiz Sonuçları... 82 Tablo 23. Teknik: Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele
Sargı)KumaĢ Türü: Goblen Keten Analiz Sonuçları... 84 Tablo 24. Teknik: Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı)
KumaĢ Türü: Ġsviçre Keteni Analiz Sonuçları... 85 Tablo 25. Teknik: Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele
Sargı)KumaĢ Türü: Poplin Analiz Sonuçları... 87 Tablo 26. Teknik: Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı)
KumaĢ Türü: ĠĢ Keteni Analiz Sonuçları... 89 Tablo 27. Teknik: Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele
Sargı)KumaĢ Türü: ġile Bezi Analiz Sonuçları... 90 Tablo 28. Teknik: Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin
Ġğnesi)KumaĢ Türü: ÖdemiĢ Ġpeği Analiz Sonuçları... 92 Tablo 29. Teknik: Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin
Ġğnesi)KumaĢ Türü: Ġpek Krep Analiz Sonuçları... 94 Tablo 30. Teknik: Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin
Ġğnesi)KumaĢ Türü: Ġpek ġantuk Analiz Sonuçları... 95 Tablo 31. Teknik: Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin
Ġğnesi)KumaĢ Türü: Bursa Keteni Analiz Sonuçları... 97 Tablo 32. Teknik: Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin
Ġğnesi)KumaĢ Türü: Goblen Keten Analiz Sonuçları ... 99 Tablo 33. Teknik: Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin
Ġğnesi) KumaĢ Türü: Ġsviçre Keteni Analiz Sonuçları ... 101 Tablo 34. Teknik: Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin
xv
Tablo 35. Teknik: Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi)KumaĢ Türü: ĠĢ Keteni Analiz Sonuçları... 104 Tablo 36. Teknik: Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift TaraflıRastgele Çin
Ġğnesi) KumaĢ Türü: ġile Bezi Analiz Sonuçları... 105 Tablo 37. Sıklık Dereceleri Tablosu... 107
xvi
ġEKĠLLER LĠSTESĠ
ġekil 1. Arma NakıĢı... 15
ġekil 2. Aplike NakıĢı... 15
ġekil 3. Pul-Payet NakıĢı... 16
ġekil 4. Bilgisayar Destekli NakıĢ... 16
ġekil 5. BezayağıDokuma... 18
ġekil 6. Dimi Bağlantı... 19
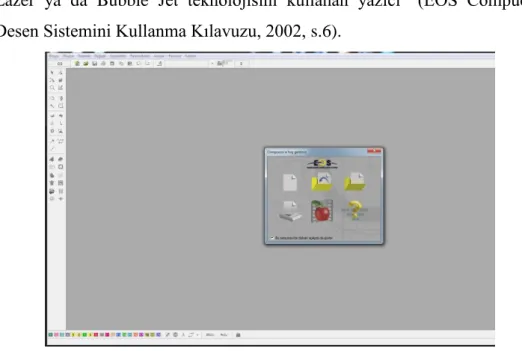
ġekil 7. EOSCompuconNakıĢ Desen Programı Ana Menü Görüntüsü... 27
ġekil 8. EOSCompuconNakıĢ Desen Programı Dosya Menüsü Görünümü... 28
ġekil 9. EOSCompuconNakıĢ Desen Programı Düzenle Menüsü Görünümü... 29
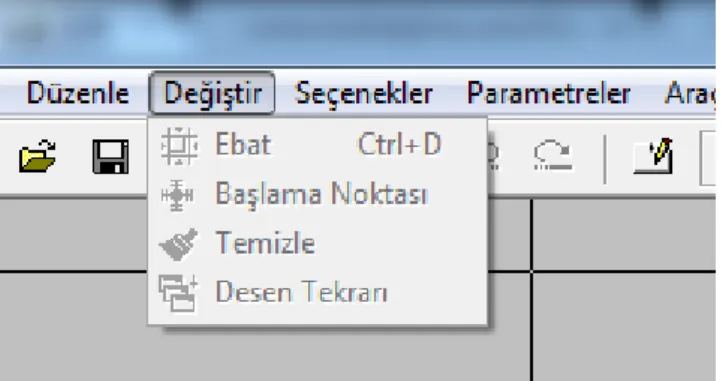
ġekil 10. EOSCompuconNakıĢ Desen Programı DeğiĢtir Menüsü Görünümü... 30
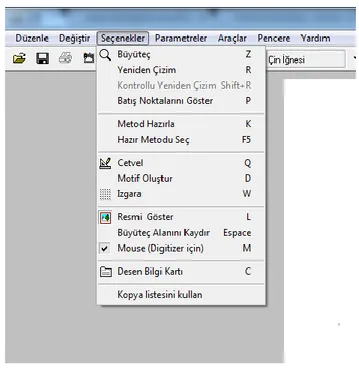
ġekil 11. EOSCompuconNakıĢ Desen Programı Seçenekler Menüsü Görünümü... 31
ġekil 12. EOSCompuconNakıĢ Desen Programı Parametreler Menüsü Görünümü... 32
ġekil 13. EOSCompuconNakıĢ Desen Programı Araçlar Menüsü Görünümü... 33
ġekil 14. EOSCompuconNakıĢ Desen Programı Parametler - Arayüz Görünümü... 34
ġekil 15. EOSCompuconNakıĢ Desen Programı Sıklık Ayarları Arayüz Görünümü. 35 ġekil 16. Sarma Tekniği - ÖdemiĢ Ġpeği, Güven Aralıkları ġeması... 48
ġekil 17. Sarma Tekniği- Ġpek Krep, Güven Aralıkları ġeması... 49
ġekil 18. Sarma Tekniği- Ġpek ġantuk, Güven Aralıkları ġeması... 50
ġekil 19. Sarma Tekniği- Bursa Keteni, Güven Aralıkları ġeması... 52
ġekil 20. Sarma Tekniği- Goblen Keten , Güven Aralıkları ġeması... 53
ġekil 21. Sarma Tekniği- Ġsviçre Keteni, Güven Aralıkları ġeması... 55
ġekil 22. Sarma Tekniği- Polin, Güven Aralıkları ġeması... 57
ġekil 23. Sarma Tekniği- ĠĢ Keteni, Güven Aralıkları ġeması... 58
ġekil 24. Sarma Tekniği- ġile Bezi , Güven Aralıkları ġeması... 60
xvii
ġeması... ġekil 26. Komplex Dolgu / Açı Motifli Çin Ġğnesi- Ġpek Krep, Güven Aralıkları
ġeması... 63 ġekil 27. Komplex Dolgu / Açı Motifli Çin Ġğnesi- Ġpek ġantuk, Güven Aralıkları
ġeması... 65 ġekil 28. Komplex Dolgu / Açı Motifli Çin Ġğnesi- Bursa Keteni, Güven Aralıkları
ġeması... 67 ġekil 29. Komplex Dolgu / Açı Motifli Çin Ġğnesi- Goblen Keteni, Güven Aralıkları
ġeması... 68 ġekil 30. Komplex Dolgu / Açı Motifli Çin Ġğnesi- Ġsviçre Keteni, Güven Aralıkları
ġeması... 70 ġekil 31. Komplex Dolgu / Açı Motifli Çin Ġğnesi- Poplin Güven Aralıkları
ġeması... 72 ġekil 32. Komplex Dolgu / Açı Motifli Çin Ġğnesi- ĠĢ Keteni, Güven Aralıkları
ġeması... 73 ġekil 33. Komplex Dolgu / Açı Motifli Çin Ġğnesi- ġile Bezi Güven Aralıkları
ġeması... 75 ġekil 34
.
Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı)- ÖdemiĢ
Ġpeği, Güven Aralıkları ġeması... 77 ġekil 35. Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı)- Ġpek Krep,
Güven Aralıkları ġeması... 78 ġekil 36. Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı)- Ġpek
ġantuk, Güven Aralıkları ġeması... 80 ġekil 37. Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı)- Bursa
Keteni, Güven Aralıkları ġeması... 82 ġekil 38. Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı) -Goblen
Keten, Güven Aralıkları ġeması ... 83 ġekil 39. Sargı ( Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı) -Ġsviçre
Keteni , Güven Aralıkları ġeması... 85 ġekil 40. Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı) - Poplin,
Güven Aralıkları ġeması... 87 ġekil 41. Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı) - ĠĢ Keteni,
xviii
ġekil 42. Sargı (Tek Taraflı Rastgele Sargı – Çift Taraflı Rastgele Sargı) - ġile Bezi Güven Aralıkları ġeması... 90 ġekil 43. Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi)-
ÖdemiĢ Ġpeği, Güven Aralıkları ġeması... 92 ġekil 44. Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi)-
Ġpek Krep, Güven Aralıkları ġeması... 93 ġekil 45. Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi)-
Ġpek ġantuk, Güven Aralıkları ġeması... 95 ġekil 46. Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi)-
Bursa Keteni, Güven Aralıkları ġeması... 97 ġekil 47. Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi)-
Goblen Keten, Güven Aralıkları ġeması... 98 ġekil 48. Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi)-
Ġsviçre Keteni, Güven Aralıkları ġeması... 100 ġekil 49. Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi)
Poplin, Güven Aralıkları ġeması... 102 ġekil 50. Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi)
ĠĢ Keteni, Güven Aralıkları ġeması... 103 ġekil 51. Sargı (Tek Taraflı Rastgele Çin Ġğnesi – Çift Taraflı Rastgele Çin Ġğnesi)-
xix
KISALTMALAR LĠSTESĠ
EOS EOSCompucon NakıĢ Desen Sistemi
YÖK Yüksek Öğretim Kurumu
MEB Milli Eğitim Bakanlığı
MEGEP Mesleki Eğitim ve Öğretim Sisteminin Güçlendirilmesi Projesi
1
BÖLÜM 1
GĠRĠġ
1.1. Problem
Ġnsanların kendilerini ifade etmek için kullandıkları sanatlar arasındandır el sanatları. El sanatları kiĢinin bilgi ve becerisine dayanan geleneksel karakteri olan, milli sanatı temsil eden, ekonomik değer taĢıyan bir üretim Ģeklidir (Güler ve Sarıkaya 2008, s.207).
Ġpek, yün, keten, pamuk, metal v.b. iplikler kullanılarak, çeĢitli, iğneler ve uygulama biçimleri aracılığıyla, keçe, deri, dokuma v.b. üzerine yapılan bezemelere iĢleme denir (BarıĢta, 1995, s.1).
“ĠĢleme” süsleme dalları içinden yaygın olanıdır. Türklerin güzel sanatlar düzeyine çıkarmıĢ olduğu iĢleme sanatı, dünyanın hiçbir yerinde Türkiye „de olduğu kadar ilgi görmemiĢtir. Bu yüzden de Türk iĢlemeciliği, tarihi tekstil el sanatlarımız içinde önemli bir yer almaktadır (Sürür, 1976, s.5).
Yeni teknolojik geliĢmeler doğrultusunda uzmanların kullanılan araca bağlı olarak iĢlemeyi, el iĢlemesi ve makine iĢlemesi olarak iki ana baĢlık altında topladıkları görülmektedir (BarıĢta, 1995, s.2).
XVIII. yy ortalarında, dikiĢ makinelerinin keĢfedilmesi ile günlerce uğraĢılarak yapılan dikiĢ, kolay ve zevkli bir iĢlem haline gelmiĢtir. 1900 yılında Villeox ve Gibbs tarafından triko, korse ve çamaĢır sanayinde çok hızlı dikiĢ yapan makineler geliĢtirilmiĢ, I. Dünya SavaĢı‟ndan bu yana sanayi tipi makineler kullanılmaya baĢlanmıĢtır. 1940 yılından sonra biye çeviren, ilik açan, düğme diken diğer makineler yapılmıĢtır (Yılmazkurt, 2002, s.2). Endüstriyel kalkınma ve kültürel değiĢime paralel olarak el ve makine yardımı ile yapılan nakıĢ, günümüz teknolojisi doğrultusunda bilgisayar destekli elektronik nakıĢ makineleri ile de iĢlenmektedir. Böylece nakıĢ bir yandan el sanatlarının içinde yer alırken, diğer yandan endüstriyel sanatlar içinde yer almaktadır (Köklü ve Koçak, 2008, s.310).
Bilgisayarlı nakıĢ makineleri hafıza ile ilgili iĢlemlerde mükemmel özellikler göstermekte, üretim kapasitesini artırmaktadır. KumaĢa iĢlenecek desen istenilen oranda büyütülüp
2
küçültülebilmekte, istenilen sayıda çoğaltılabilmekte, farklı düzenlemeler
oluĢturulabilmekte ve bu özellikler sayesinde ürünlerin hazırlık süreleri kısalmaktadır. Bilgisayar destekli nakıĢ makineleri bu alanda seri üretim yapan iĢyerlerinde kullanılmak üzere tasarlanmıĢtır. Günümüzde nakıĢ sektöründe Tajima, ZSK, SWF, Feiya, Happy, Barudan, Pfaff, Melko, Zhuguang, Celere vb. gibi elektronik nakıĢ makinesi markalarına rastlanmaktadır. ĠĢletmeler iĢleme tercihlerine göre bu makineleri ithal etmektedirler. Bu makinelerin çok sayıda iplik kullanabilme, değiĢik yüzeylere (kumaĢ, deri, tela vb.) isleme yapabilme, otomatik iplik kesip değiĢtirebilme, hafıza donanımına sahip olma, desen büyültme ve küçültme, çeĢitli derecelerde motif çevirme ve döndürme, desendeki vuruĢ sayısına göre mevcut dikiĢ sayısını artırma veya azaltma, devir seçimi ayarlanma gibi genel özellikleri vardır.
NakıĢ desenlerini bilgisayarlı nakıĢ makinesinde iĢlemeye elveriĢli hale getiren ve bunları katalog halinde düzenleyen desen programları bulunmaktadır. Bu programlar, nakıĢ desenlerini bilgisayar ortamına aktaran, makine verisini oluĢturan, bu çalıĢmaları ilgili makine formatlarında diskete yazan, desenlerden bir arĢiv oluĢturan, nakıĢ desen sistemi niteliğinde paket programlardır. Piyasada bulunan paket desen programlarından bazılarını Ģu Ģekilde sıralamak mümkünüdür; punch, stitchshoppro, melce letera, peritomoduto, eoscompucun, punto, edsdesignshop, melce sizer, gıs, accurate, millennıum III, embird pus, wilcom es8, tajima.
Bu programlar arasında sıkça kullanılan EOS Compucon, 20 yılı aĢkın süredir nakıĢ endüstrisinde hizmet vermekte olan nakıĢ desen sistemidir. EOS program mönüsünde farklı uygulamalar yapmak üzere tasarlanmıĢ iĢleme tipleri yer almaktadır. Dallar kollar, çevresel sargı, dikiĢ, komplex dolgu bunlardan bazılarıdır ve her bir iĢleme tipinin kendine has parametre ayarları vardır. ĠĢleme özelliklerinin bozulmadan uygulanabilmesi açısından bu ayarların hassasiyetle belirlenmesi gerekmektedir.
Bilgisayar destekli nakıĢ uygulamaları, günümüzde nakıĢ bölümü eğitim programlarında ve iĢ piyasasında oldukça talep gören bir alan olmuĢ ve baĢlı baĢına bir sektör oluĢturmuĢtur. Bu bağlamda bilgisayar destekli nakıĢ uygulamaları endüstriyel sanatlar içindeki yerini almıĢ ve önemini artırmıĢtır.
3 1.2. AraĢtırmanın Amacı
Yapılan bu çalıĢma ile bilgisayar destekli nakıĢ programlarında uygulanan iĢleme tiplerinin sıklık dereceleri, çeĢitli kumaĢlara göre belirlenmiĢ ve en doğru uygulama Ģekli saptanmıĢtır.
Bu araĢtırmanın temel amacı; “Bilgisayar destekli nakıĢ uygulamalarında kullanılan tekniklerde sıklık derecesi, bezayağı dokuma türündeki kumaĢlara göre nasıl olmalıdır?” sorusuna yanıt aramaktır.
Alt Amaçlar
Yukarıda belirlenen ana problem doğrultusunda saptanan alt amaçlar Ģunlardır:
1. Bezayağı dokuma özelliğine sahip keten, pamuk ve ipekli kumaĢlara göre, bilgisayar destekli nakıĢ uygulamalarında kullanılan sarma tekniğinin sıklık derecesi nasıl olmalıdır?
2. Bezayağı dokuma özelliğine sahip keten, pamuk ve ipekli kumaĢlara göre, bilgisayar destekli nakıĢ uygulamalarında kullanılan komplex dolgu (açı motifli çin iğnesi ) tekniğinin sıklık derecesi nasıl olmalıdır?
3. Bezayağı dokuma özelliğine sahip keten, pamuk ve ipekli kumaĢlara göre, bilgisayar destekli nakıĢ uygulamalarında kullanılan sargı ( tek taraflı rastgele sargı – çift taraflı rastgele sargı ) tekniğinin sıklık derecesi nasıl olmalıdır? 4. Bezayağı dokuma özelliğine sahip keten, pamuk ve ipekli kumaĢlara göre,
bilgisayar destekli nakıĢ uygulamalarında kullanılan sargı (tek taraflı rastgele çin iğnesi – çift taraflı rastgele çin iğnesi) tekniğinin sıklık derecesi nasıl olmalıdır?
1.3. AraĢtırmanın Önemi
Günümüzde, teknik imkânların geliĢmesi, ticari düĢüncenin her alanda ön plana çıkması, zaman ve maliyet kavramının önemsenmesi ve iĢ piyasasının taleplerinin karĢılanması, her alanda olduğu gibi iĢleme sanatlarında da etkili olmuĢ, bu durum bilgisayar destekli iĢlemeleri ön plana çıkarmıĢ ve bu iĢlemelerin önemini artırmıĢtır.
Tekstil alanında bir çok iĢletme ürünlerinde ağırlıklı olarak nakıĢ uygulamalarına, örgün ve yaygın eğitim kurumları da eğitim programlarında geleneksel ve endüstriyel nakıĢlara yer vermektedir. NakıĢ, ev tekstilinden giyim aksesuarlarına, iç ve dıĢ giyiminden ayakkabıya
4
kadar pek çok alanda kullanılmaktadır. NakıĢ yapılan, tekniklerin uygulandığı kumaĢlarda, uygunsuz sıklıkların kullanıldığı ürünler gözlemlenmiĢtir.
Bu çalıĢma; bilgisayar destekli nakıĢ programlarındaki tekniklerin sıklık derecelerinin çeĢitli kumaĢlara göre belirlenmesi, yanlıĢ uygulama problemlerine çözüm bulunması, elde edilen verilerin bilimsel olarak paylaĢılması, geliĢtirilmesi ve bu konuda yapılacak muhtemel çalıĢmalara ıĢık tutması açısından önemlidir.
1.4. Varsayımlar
Yapılan araĢtırmalarda literatürden elde edilen bilgiler geçerli ve güvenilirdir.
ÇalıĢmada kullanılan kumaĢlar evreni temsil edecek niteliktedir.
ÇalıĢmada kullanılan kumaĢlar iĢ piyasanın ve eğitim kurumlarının ihtiyaçlarına cevap verebilecek niteliktedir.
AraĢtırmada kullanılacak kaynaklar konuyu açıklamada yeterlidir.
AraĢtırma için belirlenen yöntem ve teknikler amaçlara ulaĢmada yeterlidir.
1.5. Sınırlılıklar
AraĢtırma konusu, EOS Compucon nakıĢ programında uygulanan metotlar ile sınırlandırılmıĢtır.
AraĢtırmada bezayağı dokuma özelliğine sahip keten, pamuk ve ipekli kumaĢ çeĢitlerinden, farklı özellikleri sahip 9 adet kumaĢ türü ile sınırlandırılmıĢtır. Bu kumaĢlar; keten kumaĢ çeĢitleri, Bursa keteni, Ġsviçre keteni ve Goblen keten, pamuklu kumaĢ çeĢitleri, poplin, iĢ keteni, Ģile bezi, ipekli kumaĢ çeĢitleri ise ÖdemiĢ ipeği, ipek Ģantuk ve ipek krep olarak belirlenmiĢtir.
ÇalıĢmada, klasik rayon-viskos iplik, 75/11 numara iğne ve süper yırtılan tela kullanılmıĢtır.
1.6. Tanımlar
Ġpek KumaĢ: Doğal ipek lifinden veya rayon ve bükülebilir kimyasal liflerden (veya bunların karıĢımı) üretilen veya ipekli kumaĢ özelliği ve görünümü kazandıran ipek iplik kombinasyonundan üretilmiĢ bezayağı dokumada dokunmuĢ kumaĢtır. TuĢeleri ve yapıları
5
çok çeĢitlidir; çoğu kumaĢlar parlak yüzeye sahiptir. Özel bitirme iĢlemleri ile görünümü ve diğer nitelikleri değiĢtirilebilir. Ġç giyimde, çocuk ve kadın giysilerinde, moda aksesuarlarında, astarlarda ve erkek giysilerinde yaygın olarak kullanılır
Ġpek ġantuk: Bezayağı örgüde, doğal renkte ve düzgünsüzlükler ya da nopeler taĢıyan ipek ipliklerden dokunan pürüzlü yüzeyli bir kumaĢtır. 150 denye iplikten cm. 30 çözgü ve 28 atkı sıklıklarda dokunur.
Keten KumaĢ: Keten liflerinden veya keten görüntüsü vermek için keten liflerinin pamuk veya kimyasal liflerle yaptıkları karıĢımlardan üretilmiĢ kumaĢtır. Doğal parlaklığı, gayrı muntazam oluĢu ve yumuĢaklığı en belirgin özellikleridir. TuĢesi serttir, soğuk gelir, su emme kabiliyeti azdır ve kirlenmeye karĢı dirençlidir kolay yıkanır. Ġç çamaĢır olarak, kadın elbiselerinde ve takımlarında, etek takım elbiselerinde, iĢ giysilerinde ve teknik amaçlarla kullanılır.
Poplin: Ġnce çözgü ve kalın bezayağı örgüde kullanılan kumaĢlara poplin denilmektedir. Eskiden ipek iplik kullanılarak dokunan poplin kumaĢ Ģimdi merserize edilmiĢ ince numara penye pamuk ipliğinden yapılmaktadır. Çözgüde genellikle 30/1 Ne, atkıda 20/1-30/1 Ne iplik kullanılır daha ince poplinler ise 60/2-80/2 Ne çözgü, 60/2-20/1-30/1 Ne atkı kullanılarak dokunurlar.
7
BÖLÜM 2
KAVRAMSAL ÇERVEÇE
2.1.Sanat, El Sanatları, ĠĢleme
Ġnsanlar bilerek veya bilmeyerek yaĢamın her diliminde, bazen yoğun bir biçimde bazen de daha az, sanat ile iliĢki içinde olurlar. Çünkü insanlar günlük yaĢamlarının her anında, doğrudan veya dolaylı olarak bir sanat ürünü ile yüz yüze gelirler (AlakuĢ, 2009, s.1). Kullandığımız tüketim ürünlerinin ambalajlarında, ev eĢya ve tekstilinde, giyim ürünlerinde, izlediğimiz film veya tiyatro eserinde, baktığımız biz tabloda yani kısacası yaĢamın her alanda sanat ve tasarım insanı çevrelemiĢ durumdadır.
Sanat kavramı günümüzde genellikle plastik veya görsel dediğimiz sanatlar anlamında kullanılır. Gerek plastik gerek görsel tüm sanatların ortak özelliklerinde özgünlüğün (doğallığın) yakalanması, hoĢa giden bağlantıları oluĢturma çabası yatar. Sanat, insan ile doğa arasındaki nesnel gerçekler arasındaki estetik iliĢkilerin dıĢa vurumudur (Artut, 2006, s.19).
Sanat, gerek kavram olarak gerekse sınıflama olarak sürekli değiĢim gösteren bir fenomen olmuĢtur. Müzik, edebiyat sanatları iĢitsel (fonetik) sanatlar olarak sınıflandırılmaktayken, ritmik sanatların içerisinde tiyatro, bale, dans, sinema gibi sanat dalları yer almaktadır. Resim, heykel, mimarlık, fotoğraf v.b. sanatlar ise görsel (plasik) sanatlar olarak nitelendirilmektedir. Bu ana sanat dalları dıĢında üretilen ve kendi içinde sınıflandırma yapılan pek çok sanat dalı daha vardır. Halı, kilim dokuması, ahĢap oyma, kakma ve sedef iĢleri, yazmacılık ve iĢlemecilik gibi emeğe dayalı olarak yapılan geleneksel çabalar El Sanatları olarak sınıflandırılıp tanımlanmaktadır (Artut, 2006, s.21).
Ġnsanoğlunun; örtünmek, bir Ģeyleri taĢımak ve korumak gibi çeĢitli amaçlara bağlı olarak ortaya koyduğu el sanatları, süreç içerisinde geliĢerek içinde yer aldığı toplumun kültürel özellikleri ve estetik kaygılarla yoğrularak geleneksel el sanatları adını almıĢtır.
8
ĠĢleme sanatı, el sanatları içerisinde sınıflandırılan ve geleneksel olarak üretilen bir sanat alanıdır. Pamuk yada ipekten yapılmıĢ, beyaz ya da renkli, kalın ve ince kumaĢlar bazen de deri ve ya keçe üzerine; ipek, yün, keten, pamuk, metal v.b. iplikler kullanarak elde ve ya makinede, elde ve ya tığ ile düz ve kabarık değiĢik iğne teknikleri yardımı ile yapılan süslemelere iĢleme denilmektedir (Köklü, 2002, s.1) Ģeklindedir.
Geleneksel olarak yapılan, Türk iĢlemelerinin içerisinde yer alan ve günümüzde de sevilerek uygulanmakta olan Türk iĢi tekniği; Türk kadınının duygularını, estetik zevkini ve yaratıcılığını yansıtması bakımından büyük önem taĢımaktadır (Baykasoğlu, Özsarı, 2011, s.26). Osmanlı imparatorluğu döneminde iĢleme sanatının en parlak olduğu devir XVI. XVIII. yüzyıllar arası olduğu günümüze ulaĢan örneklerden anlaĢılmaktadır.
Türk mimari, porselen, Ģiir, müzik ve el sanatları en yüksek devrini XVII. ve XVIII. yüzyıl da yaĢamıĢtır (Züber, 1971, s.15). Bu çağda iĢlemeler, kıymetli kumaĢlar üzerine bol miktarda altın ve gümüĢ sim kullanarak ve ipeklerle iĢlenmiĢtir. Günümüzde hayat Ģartlarının değiĢmesi nedeniyle zor olan bu nakıĢlar az iĢlenir olmuĢ ve eski ince iĢleme Ģeklini kaybetmiĢtir. Günümüzde eski iĢlemeler renk ve desen karakteri bozulmadan modernize edilerek güzel ve zevkli iĢlemeler meydana getirilmektedir.
Türklerde eski çağlardan bu yana giyimden ev eĢyalarına, hatta at koĢumlarına kadar her türlü eĢyada görünen iĢleme sanatı, en ince tekstil süslemelerinden biri olmuĢtur. Bu devirde kadınlar ve genç kızlar ev iĢlerinden arta kalan zamanlarını kasnaklarının baĢında iĢleme yaparak geçirmekteydi. Bu yolla tüm duygu ve arzularını ifade etme yolu buluyorlardı. Fakat sanayi devrimi ile birlikte kadınların iĢ yaĢamına girmesi, ev dıĢındaki üretiminin artması el sanatlarını olumsuz yönde etkilemiĢ ve iĢlemelerin üretim sayısında azalmalar olmuĢtur. Bunun yanı sıra halen, Anadolu'nun pek çok bölgesinde, örf, adet, gelenek görenek gibi sosyal kurallara bağlı kalındığından, hediye verme, çeyiz hazırlama, sünnet düğünü gibi sosyal aktivitelerle iĢlemelerin yayıldığı ve güncelliğini koruduğu görülmektedir.
Bir sanatın kaybolmaması ve geliĢtirilmesi, o toplumun tarihinin bilinmesine, milli kültürünün ve kiĢiliğinin bozulmamasında önemli rol oynamaktadır. Öte yandan teknik geliĢmeler, toplumun el sanatı devrinden çıkıp endüstriye yönelmiĢ olması da kaçınılmaz bir gerçektir. Ġki unsuru bağdaĢtırıcı bir yol bulmak ve endüstri sanatları içerisine iĢlemeciliği dâhil etmek, geleneksel tekniklerden uzaklaĢmadan üretimler yapmaya devam etmek gerekmektedir.
9
Günümüzde teknik imkânların geliĢmesi, el emeği değerinin artması, ticari düĢüncelerin her alanda ön plana çıkması, batıda kopan moda fırtınalarının bu konudaki olumsuz etkisi, çağımızın yarattığı Ģartların insanları pratik olmaya zorlaması yönünden iĢleme sanatı farklı boyutlara sürüklenmiĢtir.
Ülkemizde hızlı nüfus artıĢı ve buna bağlı olarak iĢsizlik sorunu her yıl biraz daha artmaktadır. ZorlaĢan hayat Ģartları dolayısıyla ev halkından sadece bir kiĢinin gelir sağlaması yeterli olmamakta diğer aile bireylerinin de ek gelir elde etmesini gerektirmektedir. Bu anlamda iĢlemecilik kiĢiye iĢ imkânı sağlayacak bir sanat dalı halini almıĢtır. Teknoloji, geleneksel yaĢam biçimimizin değiĢmesi, nakıĢların sanayiye girmesi, nakıĢlardan gelir sağlanması, makine nakıĢlarına olan ilgiyi daha da artırmıĢtır.
Makine nakıĢlarının kısa sürede yapılması, kullanıĢlı ve gösteriĢli olması, değiĢik çalıĢmalar yapılabilmesi, büyük ilgi duyulmasını sağlamıĢtır. Gösterilen bu ilgi üzerine 1988-1989 öğretim yılında, Kız Meslek Liseleri müfredat programlarına el nakıĢı ile makine nakıĢlarına eĢ değerde ders saati ayrılmıĢtır. (Yılmaz kurt, 2002, s.1)
Yurdumuzda nakıĢ sanayi 1969 yılından bugüne iç ve dıĢ pazarda giyim ve tekstilcilere masa örtüsünden yatak örtüsüne arma ve amblemden deri ve her türlü kadın, erken, çocuk giysilerinde üretimini sürdürmektedir (Ed. GüneĢ, 2009, s.23).
GeçmiĢte tamamı el emeği göz nuru olan ve el iĢlemeleri adını alan iĢlemelerin pek çoğu, teknolojinin geliĢmesi ile birlikte makine ile iĢlenebilir hale geldiği görülmektedir. Bu bakımdan iĢlemeleri el iĢlemeleri ve makine iĢlemeleri olarak ikiye ayırmak mümkündür (Köklü, 2002, s.1).
Endüstriyel kalkınma ve kültürel değiĢmeye paralel olarak el ve makine yardımıyla yapılan iĢleme sanatı, günümüz teknolojisi ile birleĢerek artık bilgisayar destekli nakıĢ makineleriyle çok kısa sürede yapılabilmektedir. ĠĢlemeler bir yandan geleneksel sanatlar içerinde yer alırken bir yandan da endüstriyel sanatlar içerinde de yeni bir kimlik kazanmıĢtır.
2.2.DikiĢ ve NakıĢ Makinelerinin Tarihi GeliĢimi
XVIII. yüzyıl ortalarında dikiĢ makinelerinin keĢfedilmesi ile günlerce uğraĢılarak yapılan dikiĢ, zevkli ve kolay bir iĢlem haline gelmiĢtir. 1750 yılında Almam asıllı Charlas F. Weisenthol ilk defa makinede dikiĢ dikme denemesini gerçekleĢtirmiĢtir. Bu makinede ortası delik iki ucu sivri makine iğnesi kullanılmıĢtır. 1790 yılında Thomas Saint esnek
10
zincir iĢi yapan, ucu çengelli makine iğnesi geliĢtirmiĢtir. Ġlk kullanılabilir tamamen tahtadan makine 1830 yılında Borthlomaus Thimmonier adında bir Fransız tarafından yapılmıĢtır. Bu makinenin iğnesi sağa sola hareket etmektedir (Yılmaz kurt, 2002, s.2 ). 1851 yılında Isaac M. Singer, bütün eski icatların iyi taraflarını birleĢtirerek ilk kollu dikiĢ makinelerini yapmıĢtır. 1852 yılında delikli mekik yuvasını ilave etmiĢ, sonra ayaklı, daha sonra da elektrikle çalıĢan makineleri iĢler hale getirmiĢtir (www.singer.com.tr).
1862 yılında Almanya‟da George M. Pfaf adında bir müzisyenin imal ettiği dikiĢ makinesi piyasada büyük rağbet görmüĢtür. Zamanla oğulları George ve Jakob bugünkü fabrikaları kurup, makineleri daha da geliĢtirerek mükemmel hale getirmiĢlerdir.
1900 yılında Villeox ve Gibbs tarafından triko, korse ve çamaĢır sanayinde çok süratli dikiĢ yapan makineler geliĢtirilmiĢ, I. Dünya SavaĢı‟ndan itibaren sanayi tipi makineler kullanılmaya baĢlanmıĢtır.1940 yılından sonra biye çeviren, ilik açan, düğme diken diğer makineler yapılmıĢtır. Teknik buluĢların ilerlemesi ile 1960 yılından itibaren tam ve yarı otomatik dikiĢ ve nakıĢ makineleri kullanılmaya baĢlanmıĢtır. Böylece insan gücü ve zamandan tasarruf sağlanmıĢtır. Hızlı çalıĢıldığı için kısa zamanda fazla iĢ çıkarabilme imkânı doğmuĢtur. Zamanımızda bilgisayarlarla desen çıkaran ve kasnaksız çalıĢan makineler bulunmaktadır (Yılmaz kurt, 2002, s.2).
2.3. NakıĢ Makinelerinin ÇeĢitleri
Teknolojik geliĢmeler doğrultusunda iĢleme yapımında, aile tipi ve endüstriyel (Sanayi Tipi ) makineler kullanılmaktadır. Türkiye'de iĢleme yapımında;
-Düz dikiĢ makineleri
-Otomatik dikiĢ-nakıĢ makineleri
-Kasnak iĢi yapan makineler
-Bilgisayarlı dikiĢ-nakıĢ makineleri;
Aile tipi dikiĢ-nakıĢ makineleri
11 2.3.1. Aile Tipi DikiĢ Makineleri
Normal incelikte kumaĢları dikebilen hız seviyesi yüksek olmayan kollu ve ayaklı çalıĢan bir dikim aracıdır. DikiĢ nakıĢ yapılan aile tipi dikiĢ makineleri da oldukça yaygın kullanılmaktadır. Teknolojik geliĢmeler aile tipi dikiĢ makinelerine da yansımıĢtır. Aile tipi dikiĢ makineleriyle baĢlayan nakıĢ üretimi elektronik nakıĢ makineleriyle yeni boyutlar kazanmıĢtır (Eray, 1989, s.9).
Aile tipi zikzak nakıĢ makineleri
Genellikle evde kullanılmak üzere imal edilmiĢtir. Bu makinelerle yarı otomatik olarak veya dıĢarıdan kalıp takılmak sureti ile çeĢitli süslemeler yapılmaktadır. Bu makinelere zikzak nakıĢ makineleri adı verilir. DeğiĢik baskı ayakları ve iğneleri bulunur (Korkusuz, 1990, s.10).
2.3.2. Sanayi Tipi NakıĢ Makineleri
Sanayi tipi nakıĢ makinelerinin tanımı Ģu Ģekilde yapılabilir. Tam devir zikzak dikiĢ-nakıĢ makinelerinden farklı olarak yüksek devirle çalıĢan, birden fazla iplik kullanılabilen, otomatik iplik kesme, iplik değiĢtirme gibi özellikleri bulunan ince, orta, kalın dokulu çeĢitli uygun yüzeylere (tela, tül, kadife, deri, çeĢitli kumaĢlar v.b.) geniĢ kapsamlı üretim yapan, çok çeĢitli iĢleme özelliği gösteren tek baĢlı, çok baĢlı, otomatik ve elektronik nakıĢ makineleridir (Megep, 2011, s.8).
Sanayi tipi nakış makinelerinin çeşitleri:
a.ġeritli makineler: Bu makineler optik okuyuculudur. Özel olarak hazırlanan Ģerit, elektronik nakıĢ makinelerindeki disket görevini görmektedir. NakıĢ yapmak için özel olarak yapılmaktadır. ġeritler özel hazırlanır ve makinenin fonksiyonlarını devreye geçirir. Çok baĢlı makinelerdir.
b.Mekanik makineler: Eski mekanik makineler ile ilgili jakarlı nakıĢ makineleri birbirine benzemektedir. Bu makineler plakalarla çalıĢır. Çok baĢlı olması seri üretimde kullanılmasını sağlamıĢtır. Optik koruyucu yoktur. Günümüzde nakıĢ sanayinde kullanılan tek amaçlı nakıĢ makineler mekanik makinelerdir. Bunlar, zincir iĢi piko, kardonet, Ģerit diken, kroĢe (brode) nakıĢ yapan nakıĢ makineleridir.
12
Zincir iĢi yapan makineler: Dekoratif süslemelerde kullanılan zincir iĢinin yapımını da kullanılmak üzere tek amaçlı imal edilmiĢ makinelerdir. Makine aile tipi dikiĢ makinesinin yapısında görünmektedir. Desen özelliğine göre iĢlenen parçayı çevirerek, makinenin alt kısmından gelen iplikle iĢleme yapılır. Makinenin altındaki ufak bir kol sayesinde iĢlem gerçekleĢtirilir.
Piko (fisto) makineleri: Piko makineleri tek amaçlı imal edilmiĢlerdir. Tam devirli otomatik makinelerdir. Dekoratif süslemelerde, kenar temizleme iĢlemleri bu makinelerde yapılır.
Kordonet - ġerit makineleri: Kordonet en çok giyim süslemelerde kullanılan yüzeyde kordon tutturma gibi görünüm sağlayan iĢlemedir. Bu iĢleme, iğnenin yanından yürütülen kordonun iğnenin zikzak hareketleriyle yapılır. Aynı Ģekilde Ģerit yanındaki kanaldan düzenli olarak verilir, koordineli olarak desene göre hareketlerle dikiĢle tutturulur. Bu makineler tek amaçlı mekanik makinelerdir.
KroĢe-Brode NakıĢ makineleri: Gipür iĢleme yapan nakıĢ makineleridir. c. Elektronik nakıĢ makineleri
Yurdumuzda nakıĢ sanayi 1969 yılından bugüne iç ve dıĢ pazarda giyim ve tekstilcilere masa örtüsünden yatak örtüsüne arma ve amblemden deri ve her türlü kadın, erken, çocuk giysilerinde üretimini sürdürmektedir. 1985 yılında Türkiye ilk defa üstün teknolojiye sahip Japon Tajima elektronik nakıĢ makineleriyle tanıĢmıĢtır. Türkiye‟de Ģu anda sektörün % 80 bölümü Tajima nakıĢ makineleriyle üretim yapmaktadır. Tajima makinelerinin yanı sıra ZSK, Happy Borudan, Paff, Melco markalı elektronik nakıĢ makineleri sanayide kullanılan belli baĢlı makinelerdir. Ülkemizde henüz elektronik nakıĢ makinelerinin üretimi yapılmamaktadır ( KarakaĢ, 2006, s.72).
2.3.3. Elektronik NakıĢ Makinelerinin Genel Özellikleri
Tek kafadan 26 kafa sayısına ulaĢabilen muhtelif ölçülerde olmaları 7, 9, 11 iğne sayısıyla çalıĢabilmeleri, 750-850 devir/dk süratle çalıĢmaları bilgi aktarımının diskette yapılması genel özelliklerini oluĢturmaktadır (GülĢen,1997, s.19).
Elektronik nakıĢ kontrol ünitesi genel özellikleri -Yüksek hıza uygun iplik gerginlik ayarı,
13
- Ġplik kopmasını algılayan döner sistem yüksek hızda bile üst ve alt iplik kopması denetlenebilir,
- Horoz koruyucu ipliklerin karıĢmaması ve daha düzgün vuruĢlar için daha dengeli iplik beslemesi sağlar,
- Çağanozlarla yüksek hızda bile dengeli vuruĢlar sağlanır,
- Desen veri yönetimi ile nakıĢ veri detayları (desen adı, vuruĢ sayısı, renk değiĢimi sayısı vs.) kontrol edilebilir,
- Temizleme fonksiyonu; iplik kopmasını etkili biçimde engellemek için küçük dikiĢleri silmede faydalı bir fonksiyondur,
- Kullanıcı dostu, daha sessiz çalıĢma en son ses azaltma sistemi, operatörler için daha sessiz ve düzgün çalıĢma ortamı yaratılmasına yardımcı olur, Hafıza kapasitesi, maksimum 200 desen kaydetmek için 2.000.000 vuruĢtur.
- Durum hafızası,
- Renk sıralaması ve desen baĢlama pozisyonu gibi vuruĢ durumları nakıĢ verileriyle beraber diskete kaydedilebilir, kaydedilen nakıĢ durum bilgileri, tekrar üretimde veya diğer makinelere uygulanabilir, Büyütme/Küçültme, Döndürme; nakıĢ deseninizi %1 kademelerle, %50'ye kadar küçültüp, %200'e kadar büyütebilir veya 1 derecelik kademelerle döndürülebilir,
- Otomatik tekrarlama özelliği ile desenler hem yatay hem dikey yönde 99 defaya kadar otomatik olarak tekrarlanabilir,
- Ġzleme Fonksiyonu ile nakıĢa baĢlamadan önce desenin kasnak içerisine nasıl yerleĢtiği kontrol edilebilir,
- Desen oluĢturma, nakıĢ desenlerini ilmek ilmek değiĢtirilebilir, ilave edilebilir veya silinebilir,
- Ġplik artan/azalan sarma dikiĢ fonksiyonu ile desendeki vuruĢ uzunluğuna göre, mevcut dikiĢ uzunluğu artırılabilir veya azaltılabilir,
- Desen baĢlama noktası iĢlenecek nakıĢ v.s. için kolayca konumlandırılabilir.
- Kasnağın ileri/geri hareket ettirilmesi, N1,2,3' lük vuruĢ birimleri, stop kodları veya atanan vuruĢ sayılarına göre kasnak ileri/geri hareketi mümkündür. Dengeli vuruĢlar sağlanır,
- BaĢlama noktasına dönüĢ, izleme fonksiyonu, desenin uygulanacağı kasnak içerisine yerleĢtirilip yerleĢtirilemeyeceğini kontrol eder.
14 - Otomatik üst/alt iplik kesme aparatı,
- Güç kesilmesinde kontrol önlemleri, - Otomatik yağlama sistemi,
- Uzaktan kumanda sistemi,
- Bobin değiĢtirici alt iplik değiĢimi için makine durmasından kaynaklanan zaman kaybını önler ( Alyüz, 2007, s.52-53).
Elektronik nakıĢ makinelerinde kumaĢ germe
Bu makinelerde germe ihtiyaca göre iki Ģekilde yapılmaktadır. Birincisi tela, kumaĢ, elyaf vb. malzemenin üzeri komple iĢlenecek ise pantografa kıskaçlar ve yardımcı dikiĢlerle kumaĢı germek mümkündür. Ġkinci germe Ģeklide kasnak ile germektir. ÇeĢitli Ģekillerde ve büyüklüklerde kasnaklar bulunmaktadır. Pantograf üzerinde her kafa karĢılığında kasnak yuvaları bulunmaktadır. Kasnak ayakları bu yuvalara yerleĢtirilir. Kasnaklar vida ayarlıdır. Germe iĢleminde, iĢleme yapılacak kumaĢ-kalınlığına, iĢlemeye uygun tela seçilmesi gerekmektedir.
Elektronik nakıĢ makineleri için desen hazırlama ünitesi
NakıĢ makinesinde iĢlenen nakıĢ desenlerini bir katalog halinde düzenleyen onları daha düzgün ve iĢlemeye el veriĢli hale getiren çeĢitli bilgisayar programları bulunmaktadır. Desen ünitesinde iki aĢama bulunmaktadır.
a. Desen hazırlama
ĠĢlenecek desen çok muntazam bir Ģekilde çizilir. Daha sonra desen 3-4 kat büyütülerek yeniden hazırlanır.
Bu çalıĢmada dikiĢ, sargı, çin iğnesi, özel dikiĢ gibi teknikler uygun Ģekilde kullanılır. Desinatör bilgi ve becerisini kullanarak deseni hazırlar. Simetrik desenler, birbirinin tekrarından oluĢan desenlerde sadece esas motif üzerinde çalıĢılır. Simetrik desen desteği ile daha kısa sürede desen hazırlanır.
b. Desen düzeltme
Bilgisayar hafızasına aktarılan desenin geliĢtirilmesi, düzeltmelerle en iyiye ulaĢılması amaçlanmaktadır. Bu aĢamada desen programından yararlanılmaktadır.
Desen programının özellikleri şunlardır;
- Desenlere ulaĢmada kolaylık sağlayan bir yapıdadır. Desenleri isimlerine, müĢterilerine, desen tiplerine tarih ve vuruĢlarına göre sınıflandırır.
15
- NakıĢ disketlerinden 8 değiĢik formatı okur ve yazar. Tajima (DST ve DSZ), ZSK, Happy, Borudan, Paff, CSC Back-upDos.
- Her türlü yazıcı ve çiziciyi destekler.
- Uzak istasyona telefon aracılığıyla desen gönderir ve alır. - Fiziksel hasarlar ve virüslere karĢı bir yedek alma sistemi içerir. - Desen üzerine fonksiyon bilgisi ekler ve çıkarır.
- Elektrik kesilmesine karĢı istenilen zaman aralığı ile otomatik kayıt edilir.
- Simetrik desen desteği ile simetrik desenler hem daha kısa sürede hem de daha az bellek gereksinimi ile hazırlanır.
- OluĢturulan tüm desen nesneleri taĢınabilir, çevrilebilir. Koordinatlarına müdahale edilebilir. Ġkizleri oluĢturabilir (Alyüz, 2007, s.68).
2.3.4. Elektronik NakıĢ Makinelerinde Yapılan NakıĢ ÇeĢitleri
a. Arma: Arma nakıĢı iĢlendikten sonra kesilerek bir modelin istenilen yerine sonradan dikilir ve ya yapıĢkanlı tela ile yapıĢtırılır.
b.Aplikeli nakıĢ: Aplikeli nakıĢ, iĢlenen kumaĢın üzerine baĢka bir kumaĢ ve ya deri gibi parçaların eklenmesiyle oluĢur.
16
ġekil 2.Aplike nakıĢı (www.mekrultd.com)
c.Pul-Payet nakıĢı: Desen programı yardımıyla pulun iĢleneceği alan belirlenerek makineye pul –payet aparatı monte edilir. Elde yapılan pul iĢlemeciliğinden daha kısa sürede ve ekonomik olarak yapılır.
ġekil 3. Pul-payet nakıĢı (www.oncutekstil.com)
d.Evalı nakıĢ: Eva nakıĢın dolgulu ve kalın olmasını sağlar. KumaĢın üzerine iĢlenecek alan büyüklüğünde parça halinde tutturulur. Ġğne batıĢlarıyla kolayca kesilerek temizlenir.
e. Normal nakıĢ: Çin iğnesi, sargı, dikiĢ gibi iĢleme tiplerinin hepsini bir arada ve ya ayrı ayrı yapılmasıyla oluĢan ve genel olarak kullanılan bir nakıĢ çeĢididir (KarakaĢ, 2006, s.84).
17
2.4. Bilgisayar Destekli ĠĢlemelerde Kullanılan Malzemeler
2.4.1. Bilgisayar Destekli ĠĢlemelerde Kullanılan KumaĢlar
NakıĢ yapılacak kumaĢın, nakıĢ kalitesinin ortaya çıkmasındaki yeri çok önemlidir. KumaĢ seçiminde; iĢlenecek desenin Ģekli, iğne vuruĢ sıklığı, geniĢliği ve desenin ebatları göz önünde bulundurulmalıdır. Bilgisayar destekli iĢlemelerde genellikle dokuma yüzeyler üzerine iĢlemeler yapılmaktayken bunu yanı sıra keçe, deri ve sentetik yüzeyler üzerine de iĢlemeler yapılamaktadır.
Ġpliklerden elde edilen dokuma yüzeyler Ģu Ģekilde sınıflandırmaktadır. - Bezayağı bağlantılı dokuma yüzeyler
- Dimi bağlantılı dokuma yüzeyler - Atlas Bağlantılı dokuma yüzeyler
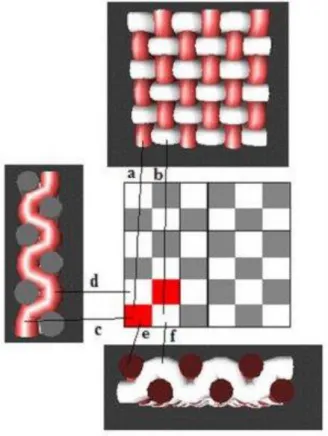
2.4.1.1.Bezayağı Bağlantılı Dokuma Yüzeyler
Bezayağı bağlantı en basit dokuma bağlantısıdır. Bağlantı noktaları her yönden birbirine değmektedir. Çünkü her bir çözgü ipliği değiĢmeli olarak atkı ipliğinin bir üstünden bir altından geçer. Bu özelliğinden dolayı en sağlam kumaĢların elde edildiği dokuma bağlantısıdır (Megep, 2011, s.9).
Bezayağı örgünün özellikleri:
• Bezayağı örgüsü, en küçük raporlu dokuma örgüsüdür. Örgü raporunda iki çözgü ve iki atkı ipliği bulunur.
• Atkı ve çözgü bağlantılarının en sık olduğu dokuma Ģeklidir. Bu nedenle bezayağı örgülü kumaĢlar dayanıklıdır.
• Dokuma kumaĢlarda atkı ve çözgü ipliklerinin yüzme yapmadığı tek örgü Ģeklidir. Yüzme (atlama) dokumada bir ipliğin diğer iplik sisteminde iki ve daha fazla sayıda iplik üzerinden ya da altından geçerek bağlantı yapmasıdır.
• Bezayağı örgülü kumaĢın her iki yüzü de aynıdır. KumaĢa herhangi bir desen oluĢturma iĢlemi uygulanmamıĢsa bezayağı örgünün desen etkisi yoktur. Bezayağı örgüsü en basit ve dayanıklı dokuma örgüsü olduğundan pamuk, yün, ipek ve sentetik ipliklerle yapılan dokumalar için uygundur.Gömleklik, elbiselik, astarlık, pijamalık ve branda kumaĢlar,
18
yağmurluklar, mutfak, takımları, nevresimlikler, tülbentler, perdelikler, koltuk örtüleri gibi çok geniĢ kullanım alanına sahiptir (http://dokumatasarim.blogspot.com.tr).
ġekil 5. Bezayağı dokuma (http://dokumatasarim.blogspot.com)
2.4.1.2. Dimi Bağlantılı Dokuma Yüzeyler
Dimi örgülerinde her çözgü kendi atkısıyla ve birbirlerinin peĢi sıra bağlanır. Yani birinci çözgü birinci atkıyla ikinci çözgü ikinci atkıyla bağlanmıĢ olur. Bu nedenle bağlantı noktaları sağa veya sola doğru bir yol oluĢturur. KumaĢta diyagonal bir çizgi halinde beliren bu görünüme dimi yolu denir (Megep, 2011, s.12).
Dimi örgünün özellikleri:
• En küçük dimi örgü raporu, üç çözgü ve üç atkıdan meydana gelir. • Dimi örgü raporlarında çözgü ve atkı sayısı eĢittir.
• Dimi diyagonali sağ yollu (Z) dimi örgülerinde soldan sağa, sol yollu (S) dimi örgülerinde ise sağdan sola doğru yükselmektedir.
• Dimi örgülü kumaĢın her iki yüzü de birbirinden farklıdır. KumaĢın ön yüzünde dimi diyagonali sol yollu ise, tersinde sağ yolludur. Ön yüzde atkı ipliği hakimse arka yüzde çözgü ipliği hakimdir. • Bezayağı örgüye göre iplik sıklıklarının artırılmasına daha uygun
19
bir yapıdadır. Bundan dolayı bezayağı örgüye göre daha ağır, kalın ve dayanıklı kumaĢ dokumak mümkündür. Ağır olması kolay buruĢmasını engeller.
• Dimi örgülü kumaĢlar, bezayağı örgülü kumaĢa göre daha esnek ve dökümlüdür.
• Dimi örgülü kumaĢlar, Ģardonlama iĢlemi için uygun bir zemin oluĢturur (http://dokumatasarim.blogspot.com/2008/12/dimi.html).
ġekil 6. Dimi bağlantı (http://dokumatasarim.blogspot.com)
2.4.1.3. Atlas ( Saten ) Bağlantılı Dokuma Yüzeyler
Saten örgüler, örgü raporu içerisinde bağlantı noktalarının birbirleri ile hiç temas etmeyecek Ģekilde dağınık olarak yerleĢtirildiği temel dokuma örgülerinden biridir. Satende her çözgü ve atkı birbirini bir kez bağlar ancak bu bağlama dimi örgüsünde olduğu gibi sıralı değil, her bağlantı birbiriyle temas etmeyecek Ģekilde dağıtılmıĢ olduğu için yol oluĢturmaz (Megep, 2011, s.16).
Saten örgülerin özellikleri
• En küçük saten örgüsü 5‟li satendir. Bu örgü raporu 5 çözgü ve 5 atkıdan; en büyük raporu 20 çözgü ve 20 atkıdan oluĢur.
20
• Saten örgülü kumaĢlar, dimi örgüler gibi diyagonal yollar meydana getirmediğinden ve uzun atlamalar oluĢturduğundan parlak, pürüzsüz, yumuĢak ve dökümlü kumaĢlardır.
• Saten örgülerde bağlantı noktaları rapor içerisinde birbirleriyle temas etmez. Bu nedenle saten örgü ile dokunan kumaĢta iplik yüzmeleri görülür. Bu yapı kumaĢın sağlam olmasını engeller. Kullanım sırasında kumaĢta, dıĢa doğru iplik çekilmeleri ve iplik kaymaları oluĢabilir. Parlak diğer tarafı mat görünümlüdür. Genellikle kumaĢın ön yüzünde çözgü iplikleri, arka yüzünde ise atkı iplikleri hâkimdir.
• Saten örgü ile dokunan kumaĢların, ön ve arka yüzleri birbirinden farklıdır. KumaĢın bir tarafı parlak diğer tarafı mat görünümlüdür. Genellikle kumaĢın ön yüzünde çözgü iplikleri, arka yüzünde ise atkı iplikleri hâkimdir.
• Saten örgü raporundaki çözgü ve atkı sayısı her zaman birbirine eĢittir. En sık 5‟ li ve 8‟li saten örgüleri kullanılır. Daha büyük raporlu saten örgüleri iplik yüzmelerinin kullanım sırasında oluĢturacağı sorunlardan dolayı pek tercih edilmez.
• Dimi örgüsünde olduğu gibi atlamalar sağa doğru yapılırsa sağ yönlü sola doğru yapılırsa sol yönlü saten elde edilir. (http://dokumatasarim.blogspot.com)
2.4.2. Bilgisayar Destekli ĠĢlemelerde Kullanılan Ġplikler
NakıĢ makineleri için özel üretilen, çeĢitli lif yapılarında olan, renk, kalınlık ve parlaklıkları farklılıklar gösteren ipliklerdir. Lif yapılarına göre baĢlıca iplik çeĢitleri aĢağıda verilmiĢtir:
-Viskon, floĢ veya suni ipek: Bu iplik türü değiĢik adlarla anılmakla beraber temelde aynıdır. Lif yapısından dolayı parlak, yumuĢak, esnek gösteriĢli, fakat buna bağlı olarak bir merserize veya polyester ipliğe göre daha az dayanıklıdır. En uygun yıkama Ģekli; makinede 40 derece ılık suda klor içermeyen deterjanla yıkanabilir. Kurutulurken nakıĢlı ürünlerin ıslak olarak üst üste bekletilmemesi önerilir.
-Viscos No. 30 Numara iplik, kalın olduğu için kalın sargılarda çin iğnesinde tüylü kumaĢlarda havlu gibi vs. yerlerde kullanılır. En önemli özelliği daha az vuruĢla yapılması gereken alanın doldurmasıdır.
21
Viscos No. 40 Numara iplik, 30 numaradan ince olduğu için ince sargılarda, hassas desenlerde, dar alanlarda desenin bütün ince ayrıntılarını makinelerin daha seri ve rahat çalıĢmasını sağlar.
-Viscos No. 60 Numara iplik, 40 numara iplikten daha ince bir ipliktir. 1 mm nin altına
düĢen çok hassas yazılarda, efekt verilmek istendiğinde kullanılabilir.
(www.epiriler.com.tr)
- Pamuk ipliği veya merserize iplik: Lif yapısı itibarıyla merserize iĢlemi yapılsa dahi mat bir ipliktir. NakıĢta daha doğal bir görüntü sağlar. Dayanıklılığı viskona göre daha fazladır. Yıkama Ģekli; makinede 90 derece sıcak suda klor içermeyen, 30 derece suda normal oranda klor içeren deterjan ile yıkama yapılabilir.
- Trilobal polyester iplik (süpersheen, polysoft): Lif yapısı itibariyle pamuk ipliğine göre parlak, viskon ipliğe göre mat bir ipliktir. Kopma dayanımı pamuk ipi ayarındadır. Yıkama Ģekli; makinede 95 derecede sıcak suda klor içermeyen, 30 derece suda içinde (2gr/lt) oranını geçmeyen oranda klor içeren deterjan ile yıkanabilir. Genellikle yıkama veya eskitme yapılacak nakıĢlı mallarda kullanılır.
- Polyester veya kesik elyaf iplikler: Lif yapısı itibari ile sağlam ve sert bir ipliktir. Çağanozlu dikiĢ makinelerinde kullanılsa da esasen luperli (reçme, overlok verdiğinde, üretim bittikten sonra aynı makinede daha yumuĢak iplikler çalıĢmamaktadır, bunun için polyester iplikler kullanılır.
- Sim iplikler: Ġki değiĢik lif yapısına sahip ipliğin birleĢtirilmesi sonucu olan ipliklerdir. Genellikle taĢıyıcı viskon ipliğin üzerine sarılan, alüminyum alaĢımlı telciklerle yapılan bir ipliktir. NakıĢ esnasında ipliğin sert durmasından dolayı ipliğin kopma sayısı fazladır. Yıkama sekli makinede 40 derece ılık suda klor içermeyen deterjanla yıkanmalı, iyi durulanmalı ve simli nakıĢlar ultraviyole ıĢınlarından uzak tutulmalıdır.
- Yün ve akrilik iplikler: Lif yapıları yumuĢak, kaba ve mat ipliklerdir. EliĢi havası verilmek istenen nakıĢlarda kullanılır. Kaba görünüĢüne karĢılık yeterince sağlam değillerdir. En uygun yıkama Ģekli; makinede hassas yıkama programı seçilerek ve yün deterjanı kullanarak 45 derece ılık suda klor içermeyen deterjanla yıkanabilir. Kurutulurken nakıĢlı ürünlerin ıslak olarak üst üste bekletilmemesi önerilir (www.rralas.sitemynet.com)
- Masura ve masurada kullanılan iplik: NakıĢ makinelerinde yapılan iĢlemelerin tersi her zaman için tek renktir. Bunun nedeni, makinenin alt ve üst kısmından 2 iplik gelmesidir. Üst iplik iğne sayısı kadar takılan renkli iplerden oluĢur. Alt iplik ise, sadece masura adı