T.C.
SELÇUK ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ
BAZI KAYAÇLARIN MEKANĠK ÖZELLĠKLERĠ ĠLE ÖĞÜTÜLEBĠLĠRLĠĞĠNĠN ĠLĠġKĠLENDĠRĠLMESĠ ALĠ ARAS DOKTORA TEZĠ
MADEN MÜHENDĠSLĠĞĠ ANABĠLĠM DALI KONYA, 2009
T.C
SELÇUK ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ
BAZI KAYAÇLARIN MEKANĠK ÖZELLĠKLERĠ ĠLE ÖĞÜTÜLEBĠLĠRLĠĞĠNĠN ĠLĠġKĠLENDĠRĠLMESĠ
Ali ARAS DOKTORA TEZĠ
MADEN MÜHENDĠSLĠĞĠ ANABĠLĠM DALI
Bu tez 02.01.2009 tarihinde aĢağıdaki jüri tarafından oybirliği ile kabul edilmiĢtir
Prof. Dr. Mehmet CANBAZOĞLU Prof. Dr. M. Kemal GÖKAY
(Üye) (Üye)
Prof. Dr. M. YaĢar KALTAKCI Doç. Dr. Alper ÖZKAN
(Üye) (Üye)
Doç. Dr. Salih AYDOĞAN (DanıĢman)
i ÖZET Doktora Tezi
BAZI KAYAÇLARIN MEKANĠK ÖZELLĠKLERĠ ĠLE ÖĞÜTÜLEBĠLĠRLĠĞĠNĠN ĠLĠġKĠLENDĠRĠLMESĠ
ALĠ ARAS
Selçuk Üniversitesi Fen Bilimleri Enstitüsü Maden Mühendisliği Anabilim Dalı
2009, 113 Sayfa
DanıĢman: Doç. Dr. Salih AYDOĞAN
Jüri: Prof. Dr. Mehmet CANBAZOĞLU Prof. Dr. M. Kemal GÖKAY Prof. Dr. M. YaĢar KALTAKCI Doç. Dr. Alper ÖZKAN
Doç. Dr. Salih AYDOĞAN
Bu tez çalışmasında; kalsit, barit, kolemanit ve boksitin mekanik dayanım değerleri, kırılma parametreleri ve öğütülebilirlik - Bond iĢ indeksi değerleri arasındaki iliĢkiler araĢtırılmıĢtır. Ġlk aşamada, kaya mekaniği deneyleri gerçekleştirilmiştir. İkinci aşamada, farklı besleme boyut fraksiyonlarına sahip numuneler, çelik bilyalı değirmende öğütülerek özgül kırılma hızı (Si) ve toplam
kırılma dağılım fonksiyonu (Bi,j) parametreleri belirlenmiĢtir. Üçüncü aĢamada ise
standart Bond değirmeninde öğütme işlemi yapılarak öğütülebilirlik ve Bond iĢ indeksi değerleri belirlenmiĢtir. Daha sonra ise belirlenen bütün değerler arasında iliĢkiler araĢtırılmıĢtır.
Deneysel çalıĢmalardan elde edilen sonuçların birbirleri ile iliĢkilendirilmesi neticesinde genel olarak, mekanik dayanım değerlerinin artıĢı ile özgül kırılma hızı (Si) ve aT değerlerinin azaldığı belirlenmiĢtir. Ayrıca, mekanik dayanımın artıĢına
ii
irileĢmektedir. Öğütülebilirlik (G) değerlerinin mekanik dayanım değerlerinin artıĢı ile azaldığı ve buna bağlı olarak Bond iĢ indeksi (Wi) değerlerinin arttığı
belirlenmiĢtir. Diğer taraftan, kırılma parametreleri özgül kırılma hızı (Si) ve aT
değerlerinin artıĢı ile öğütülebilirlik (G) değerlerinin arttığı, Bond iĢ indeksi (Wi)
değerlerinin ise azaldığı belirlenmiĢtir.
Anahtar Kelimeler: Kaya mekaniği, öğütme, öğütme kinetiği, kırılma parametreleri, Bond iĢ indeksi
iii ABSTRACT
PhD Thesis
CORRELATION OF MECHANICAL PROPERTIES OF SOME ROCKS WITH THEIR GRINDABILITY
ALĠ ARAS Selçuk University
Graduate School of Natural and Applied Sciences Department of Mining Engineering
2009, 113 Pages
Supervisor: Assoc. Prof. Dr. Salih AYDOĞAN
Jury: Prof. Dr. Mehmet CANBAZOĞLU Prof. Dr. M. Kemal GÖKAY Prof. Dr. M. YaĢar KALTAKCI Assoc. Prof. Dr. Alper ÖZKAN Assoc. Prof. Dr. Salih AYDOĞAN
In this thesis, correlations of mechanical strength values of calcite, barite, colemanite and bauxite with their breakage parameters and grindability - Bond work index values were investigated.
Firstly, rock mechanics experiments were carried out. Secondly, the samples of different feed particle size were ground in steel ball mill and the specific rate of breakage (Si) and cumulative breakage distribution function (Bi,j) parameters were
determined. Finally, the grindability and Bond work index values were determined using the standart Bond mill.
From the experimental studies, it was determined that, the specific rate of breakage (Si) and aT values decrease with increasing mechanical strength. Similarly,
(Bi,j) parameter value increases with increasing mechanical strength, thus particle
iv
Another relationship was determined between mechanical strength and grindability (G) - Bond work index (Wi). As mechanical strength increased,
grindability (G) values decreased and Bond work index (Wi) values increased.
As the specific rate of breakage (Si) and aT values increase, the grindability
(G) values also increase and Bond work index (Wi) values decrease.
Keywords: Rock mechanics, grinding, grinding kinetics, breakage parameters, Bond work index
v
TEġEKKÜR
Doktora tez çalıĢmamın hazırlanmasında her konuda yakın ilgi gösteren tez danıĢmanım sayın Doç. Dr. Salih AYDOĞAN’a teĢekkür ederim. Deneysel çalıĢmaların yapılmasında büyük desteklerini gördüğüm sayın Doç. Dr. Alper ÖZKAN’a, çalıĢmalarım sırasında beni yönlendiren sayın Prof. Dr. M. Kemal GÖKAY ve diğer hocalarıma da teĢekkürlerimi sunarım. Deneysel çalıĢmalarda kullanılan numunelerin hazırlanmasında yardımlarından dolayı Ġbrahim KÜÇÜK’e ve kaya mekaniği deneylerinin yapılmasında yardımlarından dolayı araĢtırma görevlisi arkadaĢlarıma teĢekkür ederim. Numunelerin XRD analizlerinin yapılmasında yardımlarından dolayı Doç. Dr. Murat ERDEMOĞLU’na teĢekkürlerimi bildiririm.
Ayrıca bugünlere gelmemi sağlayan ve doktora tez çalıĢmam sırasında bana verdiği her türlü destekten dolayı anneme ve kardeĢlerime teĢekkürü bir borç bilirim.
vi ĠÇĠNDEKĠLER ÖZET i ABSTRACT iii TEġEKKÜR v ĠÇĠNDEKĠLER vi ÇĠZELGELER DĠZĠNĠ ix ŞEKİLLER DİZİNİ xi SİMGELER DİZİNİ xv 1. GİRİŞ 1 1.1. Kaya Mekaniği 3
1.1.1. Kaya mekaniği laboratuar deneyleri için numune hazırlama 3
1.1.2. Kaya mekaniği laboratuar deneyleri 3
1.1.2.1. Schmidt çekici kaya sertlik deneyi 4
1.1.2.2. Tek eksenli basma dayanımı deneyi 4
1.1.2.3. Brazilian (endirekt çekme) dayanımı deneyi 5
1.1.2.4. Nokta yükleme dayanımı deneyi 6
1.2. Öğütme Kinetiği 7
1.2.1. Birinci derece öğütme hipotezi 8
1.2.2. Kırılma dağılım fonksiyonu 10
1.3. ĠĢ Ġndeksi Belirleme Yöntemleri 13
1.3.1. Berry ve Bruce yöntemi 14
1.3.2. Smith ve Lee yöntemi 15
1.3.3. Horst ve Bassarear yöntemi 15
1.3.4. Kapur yöntemi 16 1.3.5. Karra yöntemi 17 1.3.6. Magdalinović yöntemi 18 1.3.7. Hardgrove yöntemi 19 1.4. Ufalama Teorileri 20 1.4.1. Rittinger teorisi 20 1.4.2. Kick teorisi 20 1.4.3. Bond teorisi 21
vii
1.5. Malzemelerin Mekanik Dayanım ve Öğütülebilirlik Özelliklerinin
ĠliĢkilendirilmesine Yönelik ÇalıĢmalar 22
2. MALZEME ve YÖNTEM 24
2.1. Malzeme 24
2.2. Yöntem 24
2.2.1. Kaya mekaniği deneyleri 25
2.2.1.1. Sertlik belirleme deneyi 25
2.2.1.2. Tek eksenli basma dayanımı deneyi 25
2.2.1.3. Brazilian (endirekt çekme) dayanımı deneyi 26
2.2.1.4. Nokta yükleme dayanımı deneyi 26
2.2.2. Öğütme deneyleri 26
2.2.2.1. Kırılma parametrelerinin belirlenmesi 26
2.2.2.2. Bond iĢ indeksi değerlerinin belirlenmesi 29
3. BULGULAR 31
3.1. Mekanik Dayanım Deneyleri 31
3.2. Minerallerin Özgül Kırılma Hızları (Si) ve Toplam Kırılma Dağılım
Fonksiyonu (Bi,j) Parametrelerinin Belirlenmesi 32
3.2.1. Kalsit 32
3.2.2. Barit 37
3.2.3. Kolemanit 42
3.2.4. Boksit 47
3.3. Minerallerin Öğütülebilirlik (G) ve Bond İş İndeksi (Wi) Değerlerinin
Belirlenmesi 53
3.3.1. Kalsit 53
3.3.2. Barit 56
3.3.3. Kolemanit 59
3.3.4. Boksit 62
3.4. Minerallerin Kırılma Parametrelerinin ve Standart Bond Değirmeni
Deney Bulgularının Ġncelenmesi 65
4. MĠNERALLERĠN MEKANĠK DAYANIMLARI, KIRILMA PARAMETRELERĠ ve ÖĞÜTÜLEBĠLĠRLĠK - BOND Ġġ ĠNDEKSĠ DEĞERLERĠNĠN
ĠLĠġKĠLENDĠRĠLMESĠ 67
viii
4.1.1. Schmidt sertliği (N) - özgül kırılma hızı (Si) iliĢkisi 67
4.1.2. Schmidt sertliği (N) - aT iliĢkisi 68
4.1.3. Nokta yükleme dayanımı (Is(50)) - özgül kırılma hızı iliĢkisi 69
4.1.4. Nokta yükleme dayanımı (Is(50)) - aT iliĢkisi 70
4.1.5. Nokta yükleme dayanımı (Is(50)) - Bi,j parametresi () iliĢkisi 71
4.1.6. Nokta yükleme dayanımı (Is(50)) - Bi,j parametresi () iliĢkisi 72
4.1.7. Elastisite modülü - özgül kırılma hızı iliĢkisi 73
4.1.8. Elastisite modülü - aT iliĢkisi 74
4.1.9. Brazilian dayanımı - özgül kırılma hızı iliĢkisi 75
4.1.10. Brazilian dayanımı - aT iliĢkisi 76
4.1.11. Brazilian dayanımı - Bi,j parametresi () iliĢkisi 77
4.1.12. Tek eksenli basma dayanımı - özgül kırılma hızı iliĢkisi 78 4.1.13. Tek eksenli basma dayanımı - aT iliĢkisi 79
4.1.14. Tek eksenli basma dayanımı - Bi,j parametresi () iliĢkisi 80
4.2. Mekanik Dayanım - Öğütülebilirlik ve Bond ĠĢ Ġndeksi ĠliĢkileri 82 4.2.1. Nokta yükleme dayanımı (Is(50)) - öğütülebilirlik (G) ve Bond iĢ
indeksi (Wi) iliĢkisi 82
4.2.2. Schmidt sertliği (N) - öğütülebilirlik (G) ve Bond iĢ indeksi (Wi)
iliĢkisi 84
4.2.3. Tek eksenli basma dayanımı (c) - öğütülebilirlik (G) ve Bond iĢ
indeksi (Wi) iliĢkisi 86
4.2.4. Brazilian dayanımı (t) - öğütülebilirlik (G) ve Bond iĢ indeksi
(Wi) iliĢkisi 88
4.2.5. Elastisite modülü (E) - öğütülebilirlik (G) ve Bond iĢ indeksi (Wi)
iliĢkisi 90
4.3. Kırılma Parametreleri - Öğütülebilirlik ve Bond ĠĢ Ġndeksi ĠliĢkileri 92 4.3.1. Özgül kırılma hızı - öğütülebilirlik (G) ve Bond iĢ indeksi (Wi)
iliĢkisi 92
4.3.2. aT - öğütülebilirlik (G) ve Bond iĢ indeksi (Wi) iliĢkisi 94
4.4. TartıĢma 97
5. SONUÇLAR 99
6. KAYNAKLAR 101
ix
ÇĠZELGELER DĠZĠNĠ
Çizelge 1.1. Bazı cevher/kayaç/minerallere ait iĢ indeksi değerleri 14
Çizelge 2.1. Kullanılan minerallerin yoğunlukları 25
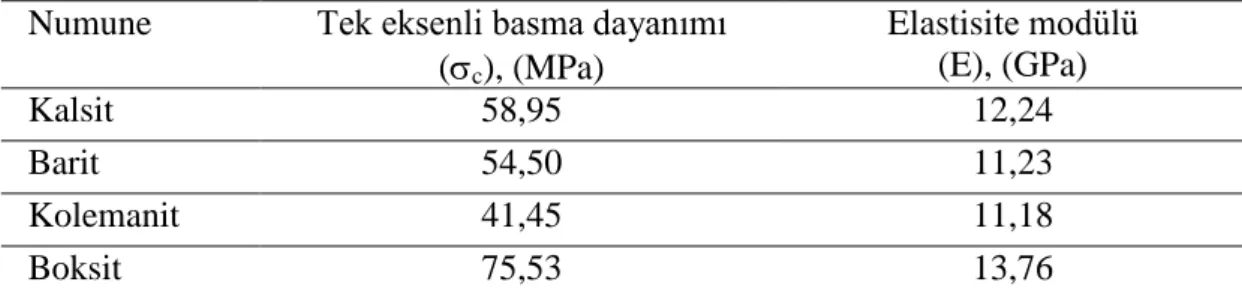
Çizelge 2.2. Bilyalı değirmen karakteristikleri ve deney koĢulları 28 Çizelge 2.3. Standart Bond değirmeni karakteristikleri ve deney koĢulları 30 Çizelge 3.1. Numunelere ait Schmidt sertlik değerleri 31 Çizelge 3.2. Numunelere ait tek eksenli basma dayanımları ve elastisite
modülleri 31
Çizelge 3.3. Numunelere ait Brazilian (endirekt çekme) dayanımları 31 Çizelge 3.4. Numunelere ait nokta yükleme dayanımları (Is(50)) 31
Çizelge 3.5. Kalsit mineralinin kırılma parametreleri 37 Çizelge 3.6. Barit mineralinin kırılma parametreleri 42 Çizelge 3.7. Kolemanit mineralinin kırılma parametreleri 47 Çizelge 3.8. Boksit mineralinin kırılma parametreleri 52 Çizelge 3.9. Bond değirmenine beslenen kalsit numunesinin elek analizi 53 Çizelge 3.10. Son üç periyottan elde edilen -300 µm kalsit numunesinin elek
analizi 54
Çizelge 3.11. Kalsite ait Bond iĢ indeksi öğütülebilirlik sonuçları 55 Çizelge 3.12. Bond değirmenine beslenen barit numunesinin elek analizi 56 Çizelge 3.13. Son üç periyottan elde edilen -300 µm barit numunesinin elek
analizi 57
Çizelge 3.14. Barite ait Bond iĢ indeksi öğütülebilirlik sonuçları 58 Çizelge 3.15. Bond değirmenine beslenen kolemanit numunesinin elek
analizi 59
Çizelge 3.16. Son üç periyottan elde edilen -300 µm kolemanit numunesinin
elek analizi 60
Çizelge 3.17. Kolemanite ait Bond iĢ indeksi öğütülebilirlik sonuçları 61 Çizelge 3.18. Bond değirmenine beslenen boksit numunesinin elek analizi 62 Çizelge 3.19. Son üç periyottan elde edilen -425 µm boksit numunesinin
elek analizi 63
Çizelge 3.20. Boksite ait Bond iĢ indeksi öğütülebilirlik sonuçları 64 Çizelge 3.21. Minerallerin kırılma parametrelerinin karşılaştırılması 65 Çizelge 3.22. Minerallerin öğütülebilirlik (G) ve Bond iş indeksi (Wi)
x
Çizelge 4.1. Schmidt sertliği - özgül kırılma hızı iliĢkisi 68
Çizelge 4.2. Schmidt sertliği - aT iliĢkisi 69
Çizelge 4.3. Nokta yükleme dayanımı - özgül kırılma hızı iliĢkisi 70
Çizelge 4.4. Nokta yükleme dayanımı- aT iliĢkisi 71
Çizelge 4.5. Nokta yükleme dayanımı - iliĢkisi 72
Çizelge 4.6. Nokta yükleme dayanımı - iliĢkisi 73
Çizelge 4.7. Elastisite modülü - özgül kırılma hızı iliĢkisi 74 Çizelge 4.8. Elastisite modülü - aT iliĢkisi 75
Çizelge 4.9. Brazilian dayanımı - özgül kırılma hızı iliĢkisi 76
Çizelge 4.10. Brazilian dayanımı -aT iliĢkisi 77
Çizelge 4.11. Brazilian dayanımı - iliĢkisi 78
Çizelge 4.12. Tek eksenli basma dayanımı - özgül kırılma hızı iliĢkisi 79 Çizelge 4.13. Tek eksenli basma dayanımı - aT iliĢkisi 80
Çizelge 4.14. Tek eksenli basma dayanımı - iliĢkisi 81 Çizelge 4.15. Nokta yükleme dayanımı - öğütülebilirlik iliĢkisi 82 Çizelge 4.16. Nokta yükleme dayanımı - Bond iĢ indeksi iliĢkisi 83 Çizelge 4.17. Schmidt sertlik değeri - öğütülebilirlik iliĢkisi 85 Çizelge 4.18. Schmidt sertlik değeri - Bond iĢ indeksi iliĢkisi 85 Çizelge 4.19. Tek eksenli basma dayanımı - öğütülebilirlik iliĢkisi 87 Çizelge 4.20. Tek eksenli basma dayanımı - Bond iĢ indeksi iliĢkisi 87 Çizelge 4.21. Brazilian dayanımı - öğütülebilirlik iliĢkisi 89 Çizelge 4.22. Brazilian dayanımı - Bond iĢ indeksi iliĢkisi 89 Çizelge 4.23. Elastisite modülü - öğütülebilirlik iliĢkisi 91 Çizelge 4.24. Elastisite modülü - Bond iĢ indeksi iliĢkisi 91 Çizelge 4.25. Özgül kırılma hızı - öğütülebilirlik iliĢkisi 93 Çizelge 4.26. Özgül kırılma hızı - Bond iĢ indeksi iliĢkisi 94
Çizelge 4.27. aT - öğütülebilirlik iliĢkisi 95
xi
ġEKĠLLER DĠZĠNĠ
ġekil 1.1. Birinci derece kırılma hızına ait örnek grafik 9 ġekil 1.2. Özgül kırılma hızının tane boyutu ile değiĢim grafiği 10 ġekil 1.3. Belirli bir boyut aralığındaki malzemenin daha küçük boyut
aralıklarına kırılması 11
ġekil 1.4. Kırılma iĢleminde kütle dengesi 12
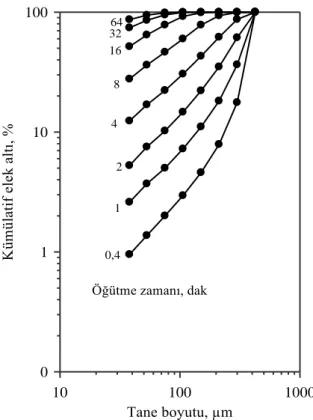
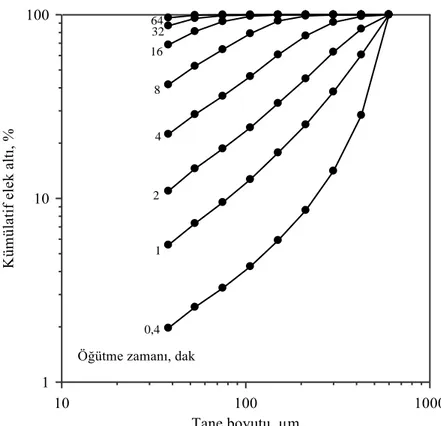
ġekil 1.5. Ġlk kırılma dağılımına ait tipik çubuk grafiği 13 ġekil 3.1. Kalsit mineraline ait özgül kırılma hızları 32 Şekil 3.2. Kalsit minerali için özgül kırılma hızlarının tane boyutuyla değişimi 33 ġekil 3.3. -850+600 µm besleme boyutundaki kalsitin öğütülmesi ile elde
edilen (Bi,1) değerleri 33
ġekil 3.4. -600+425 µm besleme boyutundaki kalsitin öğütülmesi ile elde
edilen (Bi,1) değerleri 34
ġekil 3.5. -425+300 µm besleme boyutundaki kalsitin öğütülmesi ile elde
edilen (Bi,1) değerleri 34
ġekil 3.6. Kalsit minerali için toplam kırılma dağılım fonksiyonu (Bi,j)
değerleri 35
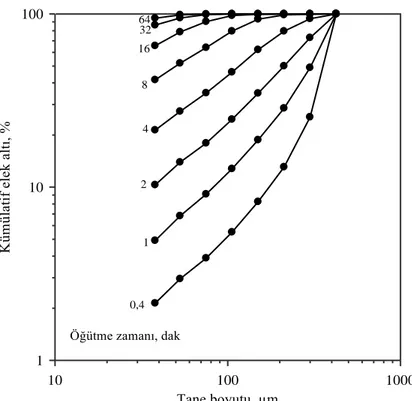
ġekil 3.7. -850+600 µm besleme boyutundaki kalsitin öğütülmesi ile elde
edilen ürünlerin tane boyut dağılımları 35 ġekil 3.8. -600+425 µm besleme boyutundaki kalsitin öğütülmesi ile elde
edilen ürünlerin tane boyut dağılımları 36 ġekil 3.9. -425+300 µm besleme boyutundaki kalsitin öğütülmesi ile elde
edilen ürünlerin tane boyut dağılımları 36 ġekil 3.10. Barit mineraline ait özgül kırılma hızları 38 ġekil 3.11. Barit minerali için özgül kırılma hızlarının tane boyutuyla değişimi 38 ġekil 3.12. -850+600 µm besleme boyutundaki baritin öğütülmesi ile elde
edilen (Bi,1) değerleri 39
ġekil 3.13. -600+425 µm besleme boyutundaki baritin öğütülmesi ile elde
xii
ġekil 3.14. -425+300 µm besleme boyutundaki baritin öğütülmesi ile elde
edilen (Bi,1) değerleri 40
ġekil 3.15. Barit minerali için toplam kırılma dağılım fonksiyonu (Bi,j)
değerleri 40
ġekil 3.16. -850+600 µm besleme boyutundaki baritin öğütülmesi ile elde
edilen ürünlerin tane boyut dağılımları 41 ġekil 3.17. -600+425 µm besleme boyutundaki baritin öğütülmesi ile elde
edilen ürünlerin tane boyut dağılımları 41 ġekil 3.18. -425+300 µm besleme boyutundaki baritin öğütülmesi ile elde
edilen ürünlerin tane boyut dağılımları 42 ġekil 3.19. Kolemanit mineraline ait özgül kırılma hızları 43 ġekil 3.20. Kolemanit minerali için özgül kırılma hızlarının tane boyutuyla
değişimi 43
ġekil 3.21. -850+600 µm besleme boyutundaki kolemanitin öğütülmesi ile elde
edilen (Bi,1) değerleri 44
ġekil 3.22. -600+425 µm besleme boyutundaki kolemanitin öğütülmesi ile elde
edilen (Bi,1) değerleri 44
ġekil 3.23. -425+300 µm besleme boyutundaki kolemanitin öğütülmesi ile elde
edilen (Bi,1) değerleri 45
ġekil 3.24. Kolemanit minerali için toplam kırılma dağılım fonksiyonu (Bi,j)
değerleri 45
ġekil 3.25. -850+600 µm besleme boyutundaki kolemanitin öğütülmesi ile elde edilen ürünlerin tane boyut dağılımları 46 ġekil 3.26. -600+425 µm besleme boyutundaki kolemanitin öğütülmesi ile elde edilen ürünlerin tane boyut dağılımları 46 ġekil 3.27. -425+300 µm besleme boyutundaki kolemanitin öğütülmesi ile elde edilen ürünlerin tane boyut dağılımları 47 ġekil 3.28. Boksit mineraline ait özgül kırılma hızları 48 ġekil 3.29. Boksit minerali için özgül kırılma hızlarının tane boyutuyla
xiii
ġekil 3.30. -850+600 µm besleme boyutundaki boksitin öğütülmesi ile elde
edilen (Bi,1) değerleri 49
ġekil 3.31. -600+425 µm besleme boyutundaki boksitin öğütülmesi ile elde
edilen (Bi,1) değerleri 49
ġekil 3.32. -425+300 µm besleme boyutundaki boksitin öğütülmesi ile elde
edilen (Bi,1) değerleri 50
ġekil 3.33. Boksit minerali için toplam kırılma dağılım fonksiyonu (Bi,j)
değerleri 50
ġekil 3.34. -850+600 µm besleme boyutundaki boksitin öğütülmesi ile elde
edilen ürünlerin tane boyut dağılımları 51 ġekil 3.35. -600+425 µm besleme boyutundaki boksitin öğütülmesi ile elde
edilen ürünlerin tane boyut dağılımları 51 ġekil 3.36. -425+300 µm besleme boyutundaki boksitin öğütülmesi ile elde
edilen ürünlerin tane boyut dağılımları 52 ġekil 3.37. Bond değirmenine beslenen kalsit numunesinin kümülatif elek altı
eğrisi 54
ġekil 3.38. Son üç periyottan elde edilen -300 µm kalsit numunesinin
kümülatif elek altı eğrisi 55
ġekil 3.39. Bond değirmenine beslenen barit numunesinin kümülatif elek altı
eğrisi 57
ġekil 3.40. Son üç periyottan elde edilen -300 µm barit numunesinin
kümülatif elek altı eğrisi 58
ġekil 3.41. Bond değirmenine beslenen kolemanit numunesinin kümülatif
elek altı eğrisi 60
ġekil 3.42. Son üç periyottan elde edilen -300 µm kolemanit numunesinin
kümülatif elek altı eğrisi 61
ġekil 3.43. Bond değirmenine beslenen boksit numunesinin kümülatif elek altı
eğrisi 63
ġekil 3.44. Son üç periyottan elde edilen -425 µm boksit numunesinin
kümülatif elek altı eğrisi 64
xiv
ġekil 4.2. Schmidt sertliği - aT iliĢkisi 69
ġekil 4.3. Nokta yükleme dayanımı (Is(50)) - özgül kırılma hızı iliĢkisi 70
ġekil 4.4. Nokta yükleme dayanımı (Is(50)) - aT iliĢkisi 71
ġekil 4.5. Nokta yükleme dayanımı (Is(50)) - Bi,j parametresi () iliĢkisi 72
ġekil 4.6. Nokta yükleme dayanımı (Is(50)) - Bi,j parametresi () iliĢkisi 73
ġekil 4.7. Elastisite modülü - özgül kırılma hızıkorelasyonu 74
ġekil 4.8. Elastisite modülü - aT korelasyonu 75
ġekil 4.9. Brazilian dayanımı - özgül kırılma hızıiliĢkisi 76
ġekil 4.10. Brazilian dayanımı - aT iliĢkisi 77
ġekil 4.11. Brazilian dayanımı - Bi,j parametresi ()iliĢkisi 78
ġekil 4.12. Tek eksenli basma dayanımı - özgül kırılma hızı iliĢkisi 79 ġekil 4.13. Tek eksenli basma dayanımı - aT iliĢkisi 80
ġekil 4.14. Tek eksenli basma dayanımı - Bi,j parametresi () iliĢkisi 81
ġekil 4.15. Nokta yükleme dayanımı (Is(50)) - öğütülebilirlik iliĢkisi 83
ġekil 4.16. Nokta yükleme dayanımı (Is(50)) - Bond iĢ indeksi iliĢkisi 84
ġekil 4.17. Schmidt sertliği - öğütülebilirlik iliĢkisi 85 ġekil 4.18. Schmidt sertliği - Bond iĢ indeksi iliĢkisi 86 ġekil 4.19. Tek eksenli basma dayanımı - öğütülebilirlik iliĢkisi 87 ġekil 4.20. Tek eksenli basma dayanımı - Bond iĢ indeksi iliĢkisi 88 ġekil 4.21. Brazilian dayanımı - öğütülebilirlik iliĢkisi 89 ġekil 4.22. Brazilian dayanımı - Bond iĢ indeksi iliĢkisi 90 ġekil 4.23. Elastisite modülü - öğütülebilirlik iliĢkisi 91 ġekil 4.24. Elastisite modülü - Bond iĢ indeksi iliĢkisi 92 ġekil 4.25. Özgül kırılma hızı - öğütülebilirlik iliĢkisi 93 ġekil 4.26. Özgül kırılma hızı - Bond iĢ indeksi iliĢkisi 94
ġekil 4.27. aT - öğütülebilirlik iliĢkisi 95
xv
SĠMGELER DĠZĠNĠ Kaya Mekaniği Ġle Ġlgili Simgeler
N : Schmidt sertlik değeri c
σ : Tek eksenli basma dayanımı, (MPa) E : Elastisite modülü, (Gpa)
d
σ : DüĢey gerilme
d
ε : DüĢey birim deformasyon
t
σ : Brazilian (endirekt çekme) dayanımı, (kPa) Is : DüzeltilmemiĢ nokta yükleme dayanımı, (MPa)
De : EĢdeğer karot çapı, (mm)
Is(50) : DüzeltilmiĢ nokta yükleme dayanımı, (MPa)
Kırılma Parametreleri Ġle Ġlgili Simgeler i : Tane boyut aralığı
xi : Tane boyutu, (mm)
t : Öğütme süresi, (dakika)
wi(t) : i boyutu aralığındaki malzeme oranı
W : Değirmene beslenen toplam malzeme miktarı, (g) Si : Özgül kırılma hızı, (dak-1)
Bi,j : Toplam kırılma dağılım fonksiyonu
aT : Karakteristik sabit, (dak-1) : Karakteristik sabit x0 : Standart boyut, 1 mm Q : Düzeltme faktörü : Karakteristik sabit, (mm) : Karakteristik sabit : Bi,j parametresi : Bi,j parametresi : Bi,j parametresi
Pi(0) : Beslemedeki i boyutundan geçen toplam fraksiyon
Pi(t) : t zamanında i boyutundan geçen toplam fraksiyon
Nk : Kritik hız, (dev/dak)
D : Değirmen çapı, (m) d : Bilya çapı, (m) J : Bilya Ģarj oranı
U : Bilyalar arasındaki boĢluk oranı fc : Malzeme Ģarj oranı
xvi Bond ĠĢ Ġndeksi Ġle Ġlgili Simgeler
Wi : Bond iĢ indeksi, (kwh/t)
Pi : Test eleği boyutu, (µm)
G : Bond öğütülebilirlik değeri, (g/dev)
P80 : Ürünün %80’inin geçtiği elek boyutu, (µm)
1. GĠRĠġ
Cevher hazırlama iĢlemlerinde kırma ve bilhassa öğütme iĢlemleri, en çok maliyet getiren unsur olarak dikkat çekmektedir. Boyut küçültmede harcanan enerjinin çok az bir kısmından (%0,1-2) gerçek anlamda faydalanılabilmekte, büyük miktarda enerji ise kırma ve öğütme araçları tarafından sürtünme, gürültü ve ısı Ģeklinde kaybedilmektedir (Özdağ, 1992). Cevher hazırlama tesislerinde kullanılan enerjinin yaklaĢık %50’si öğütme iĢlemlerinde harcanmaktadır (Yıldız, 1999).
Öğütme makineleri tasarımı ile %3-16, sınıflandırıcıların tasarımı ile %9-13, proses kontrolü ile %9, öğütmede katkı maddesi kullanılması ile %3-6 ve diğer makine tasarımları ile %3 oranında enerji tasarrufu sağlanabileceği belirtilmiĢtir (Herbst ve Chairman, 1981).
Günümüzde yüksek tenörlü maden yataklarının hemen hemen tüketilmiĢ olması, düĢük tenörlü - büyük rezervli yatakların iĢletilmesini zorunlu kılmıĢtır. Bu zorunluluk tane serbestleĢmesine bağlı olarak öğütmenin öneminin artmasına sebep olmuĢtur. Öğütme iĢlemi ile ilgili en önemli sorun tüketilen enerjidir. Bundan dolayı bu konuyla araĢtırmacılar yakından ilgilenmiĢ ve birçok araĢtırma yapılmıĢtır (Öner ve ark., 1983).
Cevher hazırlamada, boyut küçültme iĢlemleri; cevher içerisindeki değerli mineralleri gang minerallerinden serbest hale getirmek, uygulanacak zenginleĢtirme prosesi için gerekli olan boyut ve yüzey alanını elde etmek ve mineralleri piyasanın istediği boyut ve yüzey alanına uygun hale getirmek için yapılır.
Öğütme iĢlemlerinde gereğinden çok ince malzeme üretimi hem maliyetleri artıracak, hem de istenilen ürünün elde edilmesine engel olacaktır. Bunun için, öğütülmüĢ ürünün tane boyut dağılımının bilinmesi gerekir. Aynı zamanda öğütülecek malzemelerin kırılma hızlarının bilinmesi de önem arz etmektedir.
Herhangi bir malzemenin öğütme kinetiğinin incelenmesinde iki önemli model çoğunlukla kullanılmaktadır. Bunlar, enerji-boyut iliĢkisi modeli ve populasyon-denge modelleridir. Populasyon-populasyon-denge modeli öğütme hızlarını oldukça ayrıntılı olarak açıklamaktadır. Kesikli öğütmede, öğütülen malzemenin süreye bağlı olarak tane boyut dağılımının belirlenmesi için, populasyon-denge modeli iki önemli kinetik fonksiyon kullanır. Bunlar; özgül kırılma hızı (S) ve toplam kırılma dağılım fonksiyonudur (B) (Austin ve ark., 1984; Rajamani ve Guo, 1992). Bu model
parametreler yardımıyla, değirmenden alınan ürünün tane boyut dağılımları önceden belirlenebilir.
Malzemelerin öğütülebilmeye karĢı dirençleri ve dolayısıyla enerji tüketimi onların Bond iĢ indeksi değerleri ile tayin edilir. Bir malzemenin iĢ indeksi, teorik olarak sonsuz boyuttaki cevherin % 80’inin 100 mikronun altına indirilebilmesi için gerekli olan enerji miktarı olarak ifade edilmektedir. Öğütme devrelerinin ve değirmenlerin tasarımında, değirmenlerin güç gereksiniminin belirlenmesinde ve çalıĢan sistemin performansının değerlendirilmesinde en çok Bond yöntemi kullanılmaktadır (Austin ve ark., 1984). Malzemelerin öğütülebilirlik ve Bond iĢ indeksinin bulunması için yapılan bu deneyin, uzun süren ve yorucu olması sebebiyle, birçok araĢtırmacı tarafından sürecin daha kolaylaĢtırılması için yöntemler önerilmiĢtir (Berry ve Bruce, 1966; Smith ve Lee, 1968; Horst ve Bassarear, 1976; Kapur, 1970; Karra, 1981; Magdalinović, 1989). Bu yöntemlerden bir kısmı Bond değirmenine gereksinim duymakta, bir kısmında ise herhangi bir laboratuar değirmeni kullanılmaktadır.
Bir kayacın mekanik dayanımı ile öğütülebilmeye karĢı gösterdiği direnci arasında iliĢkinin olması beklenebilir. Eğer bu iliĢki belirlenebilirse, malzeme dayanım özelliklerinden, malzemelerin iĢ indeksi değerleri ve kırılma karakteristiklerinin tahmin edilebilmesi büyük önem arz edecektir. Kaya maddesi ve kaya kütlesinin davranıĢları kaya mekaniği bilimi tarafından incelenir. Kaya mekaniğinde amaç; tünel, Ģev, baraj, galeri, nükleer atık depoları vb gibi yerüstü ve yer altı yapılarının emniyetli ve ekonomik bir Ģekilde tasarımıdır. Kaya mekaniği biliminin bu hedefine ulaĢabilmesi için, kayanın madde ve kütle olarak özelliklerinin belirlenmesi gerekir. Bu özelliklerin belirlenmesi, çeĢitli indeks ve tasarım deneylerinin yapılmasıyla gerçekleĢtirilir. Kaya mekaniğinde yapılan indeks deneyleri kayaları karakterize etmede faydalanılan basit deneylerdir. Tasarım deneyleri ise kayaların çeĢitli yükler altındaki davranıĢları ile ilgili parametreleri belirlemeye yöneliktir.
Kaya mekaniği deneyleri, Uluslararası Kaya Mekaniği Derneği (ISRM)’nin önerdiği standartlara göre hazırlanan numunelerle ve yöntemlerle yapılırlar.
Bu çalıĢmada; kayaçların mekanik dayanım değerleri, kırılma karakteristikleri
1.1. Kaya Mekaniği
Kayaların mühendislik amaçları için sınıflandırılmaları ve mühendislik özelliklerinin bilinmesi kaya mekaniğinin önemli bir parçasıdır. Mühendislik yapılarının inĢa edileceği kayaların tanımlanması ve daha sonra ise dayanım parametrelerinin belirlenmesi gerekmektedir. Kayaların hem madde olarak, hem de kütle olarak özelliklerinin belirlenebilmesi ise ancak arazide ve laboratuarda yapılan deneylerle mümkün olabilmektedir.
1.1.1. Kaya mekaniği laboratuar deneyleri için numune hazırlama
Kaya mekaniği deneylerinden düzgün değerler elde edebilmek, standartlara uygun deney numuneleri hazırlanmasına ve deneyler yapılmasına bağlıdır. Laboratuara alınan kayalar blok halinde olabileceği gibi, karot halinde de olabilmektedir. Blok halinde olan kayalardan karot alınabilmesi için, laboratuarda bazı ekipmanların bulunması gerekir. Bu ekipmanlar; karot alma makinesi, karot kesme makinesi ve karot yüzey düzeltme makinesi olarak sıralanabilir. Karot alma makinesinden, deney numunelerinin kaya bloklarından alınması gerektiğinde faydalanılır. Bu makineye farklı çaplarda karotiyerler takılarak, farklı çaplarda karotlar elde edilir. Karot kesme makinesi, bloktan alınan karotlardan standartlara uygun ebatta deney numuneleri hazırlanması amacıyla kullanılır. Karot düzeltme makinesi de deney numunelerinin üst ve alt yüzeylerinin düzgün olması için kullanılır (Ulusay ve ark., 2001).
1.1.2. Kaya mekaniği laboratuar deneyleri
Kaya mekaniği laboratuar deneylerini iki grupta toplamak mümkündür;
- Ġndeks deneyleri - Tasarım deneyleri
Ġndeks deneyleri, kaya maddesinin sınıflamasını yapmak ve doğal durumunu anlamak için yapılırlar. Tasarım deneyleri ise kaya maddesinin çeĢitli kuvvetler altındaki davranıĢlarını ve mühendislik tasarımında dikkate alınan parametreleri elde etmek için yapılırlar.
Ġndeks deneyleri ve tasarım deneyleri için, Uluslararası Kaya Mekaniği Derneği (ISRM)’nin belirttiği standartlar kullanılarak numuneler hazırlanmakta ve deneyler gerçekleĢtirilmektedir.
1.1.2.1. Schmidt çekici kaya sertlik deneyi
Kaya sertliğinin belirlenmesinde Schmidt çekicinin kullanımı basitliği, hızlılığı, kaya maddesine zarar vermemesi ve portatif olmasından dolayı giderek artmaktadır. Schmidt çekicinin farklı darbe enerjisi olan L (0,735 Nm) ve N (2,207 Nm) tipleri bulunmaktadır. Laboratuarda, karot numuneleri ve sağlam kaya blokları üzerinde bu deney gerçekleĢtirilebilmektedir (Kahraman ve ark., 2002).
Deney yapılırken Schmidt çekici, kayanın yüzeyine dik tutulur ve çekiç darbe yapıncaya kadar pistona baskı uygulanır. Çekiç darbe yaptıktan sonra, üzerinde yer alan göstergeden sertlik değeri okunur. Aynı kaya yüzeyinde 20 farklı noktada bu iĢleme devam edilir ve okumalar yapılır. Bu okumaların en yüksek 10 tanesi seçilir ve aritmetik ortalaması kayanın Schmidt sertlik değeri olarak belirlenmiĢ olur.
1.1.2.2. Tek eksenli basma dayanımı deneyi
Bu deney, kaya mekaniğinde çok önemli bir sınıflama ve tasarım parametresi olan tek eksenli basma dayanımının belirlenmesi amacıyla yapılmaktadır. Bu deneyde, düzgün geometrik biçime (silindirik karot yada prizmatik) sahip olan kaya maddesinin sabit hızda ve sürekli olarak düĢey ve tek eksenli uygulanan yük altındaki dayanımı belirlenmektedir.
Tek eksenli basma dayanımı deneyinde, uzunluk/çap oranı 2,5-3,0 arasında olan ve ISRM standardına göre hazırlanmıĢ en az beĢ, tercihen on adet NX çaplı (~54 mm) karotlar kullanılmaktadır.
Deney, numune üzerine düĢey yük uygulayan ve göstergesi olan bir hidrolik pres kullanılarak ve sürekli olarak 0,5-1,0 MPa/s sabit gerilme hızıyla gerçekleĢtirilir ve numunenin kırılma yükü kaydedilir. Numunenin tek eksenli basma dayanımı, EĢitlik (1.1) kullanılarak hesaplanır.
A F
σc (1.1)
Burada;
c tek eksenli basma dayanımını (MPa),
F kırılma yükünü (MN), A karotun yüzey alanını (m2
) göstermektedir.
Bu deney gerçekleĢtirilirken, hidrolik presin uyguladığı yükü ve numunede meydana gelen deformasyonu belirleyen bir ekipmanın kullanılması durumunda, numunenin elastisite modülünün de belirlenmesi mümkün olmaktadır. Elastisite modülü, düĢey gerilme-düĢey birim deformasyon eğrisinin eğimini ifade etmektedir.
d d ε σ E (1.2) Burada;
E elastisite modülünü (GPa),
d düĢey gerilmeyi (MPa),
d düĢey birim deformasyonu göstermektedir.
1.1.2.3. Brazilian (endirekt çekme) dayanımı deneyi
Bu deney, kaya numunelerinin tek eksenli çekme dayanımlarını, dolaylı olarak belirlemek için gerçekleĢtirilmektedir. Deneyin prensibi, disk Ģeklindeki kaya numunelerinin üzerine düĢey yönde basma kuvveti uygulanıldığında, yatay yönde
meydana gelen çekme kuvvetinden dolayı kırılmasıdır. Numune hazırlama kolaylığı ve deneyin kolay olması dolayısıyla tek eksenli çekme dayanımı deneyine göre kullanımı daha fazladır.
Brazilian dayanımı deneyinde, kalınlığı yarıçapına eĢit olan ve ISRM standardına göre hazırlanmıĢ on adet NX çaplı (~54 mm) karotlar kullanılmaktadır.
Deney, numune üzerine düĢey yük uygulayan ve göstergesi olan bir hidrolik pres kullanılarak ve sürekli olarak 200 N/s sabit yükleme hızıyla gerçekleĢtirilir ve numunenin 15-30 saniye içinde kırılması sağlanır. Numunenin Brazilian dayanımı, EĢitlik (1.3) kullanılarak hesaplanır.
L D F 0,636 σt (1.3) Burada;
t Brazilian (endirekt çekme) dayanımını (kPa),
F kırılma yükünü (kN), D numune çapını (m),
L numune kalınlığını (m) göstermektedir.
1.1.2.4. Nokta yükleme dayanımı deneyi
Bu deney, kaya maddesinin dayanım sınıflaması için kullanılan bir indeks deneyidir. Deneyden elde edilen sonuçların kullanılmasıyla, dolaylı olarak kaya maddesinin tek eksenli basma ve tek eksenli çekme dayanımları da hesaplanabilmektedir.
Nokta yükleme dayanımı deneyinde kullanılabilecek numuneler, karot Ģeklinde (çap deneyi ve eksenel deney) olabileceği gibi, bloklar yada düzgün olmayan parçalar da olabilmektedir.
Çap deneyinde uzunluk/çap oranı 1’den büyük numuneler, eksenel deneylerde ise 0,3-1,0 arasında olan numuneler kullanılır.
Deneyde, düĢey yük uygulayan ve göstergesi olan bir yükleme sistemi kullanılarak konik platenlerin aracılığıyla numunenin kırılması sağlanır. Numunenin nokta yükleme dayanımı, EĢitlik (1.4) kullanılarak hesaplanır.
2 e s D F I (1.4) Burada;
Is düzeltilmemiĢ nokta yükleme dayanımını (MPa),
F kırılma yükünü (N),
De eĢdeğer karot çapını (mm) göstermektedir.
Çap deneylerinde; 2 e
D = D2,
Eksenel deneylerde, blok ve düzgün olmayan parçalarda; D2 4WD
e
(W numune eni, D ise numune yüksekliğidir)
F katsayısı kullanılarak Is değerinin düzeltilmiĢ hali ise EĢitlik (1.5)’de
verilmiĢtir. Is(50) = F Is (1.5) 45 , 0 50 D F e (1.6) 1.2. Öğütme Kinetiği
Değirmenler, esasen büyük taneleri küçük tanelere dönüĢtüren bir reaktör olarak düĢünülebilir. Değirmene beslenen malzeme normal olarak çeĢitli boyutların karıĢımı olduğundan, beslemenin birçok reaktandan oluĢtuğu söylenebilir. Değirmenler beslemedeki bütün boyutlara öğütme iĢlemi yaparlar ve alınan ürün de aynen besleme malzemesi gibi çeĢitli boyutların karıĢımıdır. Belirli bir boyuttan kırılarak bir alt boyut aralığına geçen malzeme miktarı ürün olarak adlandırılabilir.
Bir boyutun kırılma hızının ve kırıldığı zaman oluĢturduğu ürünün içinde hangi boyutların olduğunun bilinmesi değirmenin “boyut-kütle dengesi”ni tanımlamaktadır (Austin ve ark., 1984).
1.2.1. Birinci derece öğütme hipotezi
Değirmene öğütülmek üzere kütlesi W olan tam karıĢmıĢ bir numunenin konulduğunu düĢünelim. Bu numune çeĢitli boyut aralıklarındaki tanelerden oluĢmaktadır. Bu boyut aralıklarına, geometrik ( 4
2 yada 2 ) bir elek dizisi oluĢturacak ve 1’den baĢlayacak Ģekilde numaralar verilmiĢtir. Eğer besleme malzemesinin hepsi en üst boyut aralığında (1 nolu boyut aralığı) ise w1(0) = 1
olacaktır. Bu besleme malzemesi t1 süresi kadar öğütülür, bir miktar numune alınır
ve elenir. Böylece, numune içerisindeki orijinal boyut aralığında kalan malzeme miktarı w1(t) bulunur. Alınan numune tekrar değirmene döndürülür ve toplam süre t2
olacak kadar süreyle değirmen çalıĢtırılır. Yukarıdaki iĢlemler artan öğütme süreleri için devam ettirilir. Bulunan w1(t) değerleri eğer süreye bağlı olarak lineer azalıyorsa
birinci derece öğütme hipotezine göre kırılmanın gerçekleĢtiği belirtilmiĢ olur. 1 nolu boyut aralığının kaybolma hızı, w1(t)W ile orantılıdır. BaĢka bir ifadeyle;
dt (t)W w d 1 w1(t)W (1.7)Değirmene beslenen malzeme miktarı sabit olduğu için
dw1(t)/dt = -S1w1(t) haline dönüĢür. (1.8)
EĢitlik (1.8)’deki S1 orantılılık sabitidir ve çoğunlukla (dak-1) birimi ile özgül kırılma
hızı olarak ifade edilmektedir. Burada eğer S1 zamanla değiĢmiyorsa, EĢitlik (1.9)
yada EĢitlik (1.10) elde edilir.
w1(t) = w1(0) exp (-S1t) (1.9)
log w1(t) = log w1(0) - S1t/2,3 (1.10)
Bu durumda 1 nolu boyut aralığında kalan malzeme oranı logaritmik ölçekte ve zaman ise lineer ölçekte olacak Ģekilde çizilen grafik düz bir doğru verir.
0.01 0.10 1.00 w1( t) / w1( 0) 0 2 4 6 8
Öğütme süresi, dakika
eğim = - 1/2,3S
ġekil 1.1. Birinci derece kırılma hızına ait örnek grafik (Austin ve ark., 1984)
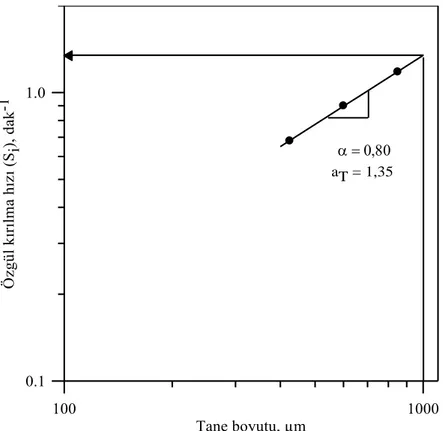
Farklı boyut aralıklarındaki besleme malzemelerinin öğütülmeleriyle özgül kırılma hızlarının belirlenmesine “tek boyut fraksiyon tekniği” adı verilmektedir. ġekil den, değiĢmeyen değirmen ve öğütme Ģartlarında tanelerin kırılma hızlarının tane boyutuna kuvvetli olarak bağlı olduğu net olarak görünmektedir. Böylece, eğer öğütülecek besleme malzemelerinin Si değerleri belirlenirse, tane boyutuna bağlı
olarak kırılma hızlarının değiĢimi ile ilgili bir eĢitlik geliĢtirilebilir;
Si = aT (xi / x0) (1.11)
EĢitlik (1.11) normal kırılma bölgesi ve küçük taneler için geçerlidir.
Burada, pozitif bir sayıdır ve değeri 0,5-1,0 arasında değiĢmektedir. Normal çalıĢma aralığında olmak koĢuluyla malzemeyi karakterize eder. Fakat aT değeri,
öğütme koĢullarına bağlı olarak değiĢir. x0 standart boyut olup 1 mm değerini
almakta ve böylece aT değeri x0=1 mm tane boyutundaki özgül kırılma hızıdır. xi
değeri ise besleme malzemesi boyut aralığının üst sınırını göstermektedir. Anormal kırılma bölgesi ve büyük taneler için Q düzeltme faktörü kullanılarak EĢitlik (1.12) geçerli olmaktadır.
Si = aT (xi / x0)Q (1.12)
Q = 1 / 1 + (xi / ) (1.13)
EĢitlik (1.13)’den görüleceği üzere küçük taneler boyutları için Q=1’dir ve değeri büyük tane boyutları için azalır. µ değeri, Q=0,5 olduğu tane boyutudur. değeri ise tane boyutu artarken, kırılma hızlarının nasıl azaldığını gösteren pozitif bir sayıdır. µ değeri değirmen koĢullarına bağlı iken, değeri bir malzeme karakteristiğidir.
10 100 1000 10000
Tane boyutu (xi), µm 0.01 0.10 1.00 Ö zg ül k ır ıl m a hı zı ( Si) , d ak -1
Si= aT(xi/x0) [1/(1+(xi/µ) )]
ġekil 1.2. Özgül kırılma hızının tane boyutu ile değiĢim grafiği (Austin ve ark., 1984)
1.2.2. Kırılma dağılım fonksiyonu
ġekil 3’de görüldüğü gibi, tek boyut aralığındaki malzemenin öğütülmesiyle, farklı boyutlarda taneler içeren bir ürün elde edilir. Öğütme iĢlemini tanımlayabilmek için boyutların dağılımını tanımlamak gerekir. Burada kullanılan mantığa göre kırılma, taneler sadece kendi boyut aralıklarının kırılmaları ile oluĢtuğunda tanımlanmaktadır. Ġlk kırılma Ģu Ģekilde tanımlanabilir; malzeme kırılır ve oluĢan ürünler değirmendeki malzemeye tekrar karıĢır. Eğer kırılan bu ürünlerin dağılımı daha ileri bir kırılma iĢlemi olmadan önce belirlenebilirse bu dağılıma “ilk kırılma dağılımı” adı verilir (Austin ve ark., 1984).
Orijinal tane Boyut Boyut Elek altı aralığı 2 aralığı 3 4 5 6 7 8
Kütle = Kütle + Kütle + + + + + Kütle ġekil 1.3. Belirli bir boyut aralığındaki malzemenin daha küçük boyut aralıklarına
kırılması
Ġlk kırılma dağılımının ifade edilmesinde iki yol izlenebilir. Bunlar;
1 nolu boyut aralığındaki malzeme kırıldığında, oluĢan ürün içindeki i boyut aralığındaki ağırlık oranı bi,1 olarak ifade edilir. Burada bi,1 gösterimindeki i değerleri
2’den baĢlayıp n’e kadar değerler almaktadır.
b değerleri en alt boyut aralığından baĢlayacak Ģekilde toplanmaktadır. Bi,1
gösterimi, 1 nolu boyut aralığındaki malzemenin kırılması ile i tane boyut aralığına geçen malzemenin kümülatif ağırlık oranını belirtmektedir (EĢitlik (1.14) ve EĢitlik (1.15)).
Bi,j = bn,j + bn-1,j + ... + bi,j (1.14)
Bi,j değerleri kısa süreli öğütme süreleri için hesaplanmaktadır ve öğütme
süresiyle değiĢmemektedir. Normal çalıĢma koĢullarında, B değerleri çoğu kez değirmen koĢullarına bağımlı değildir. Bi,j değerleri EĢitlik (1.16)’daki gibi ifade
edilebilmektedir.
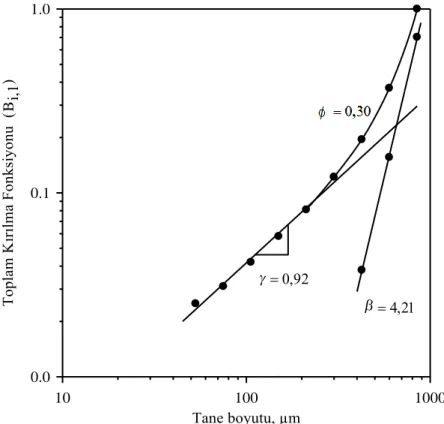
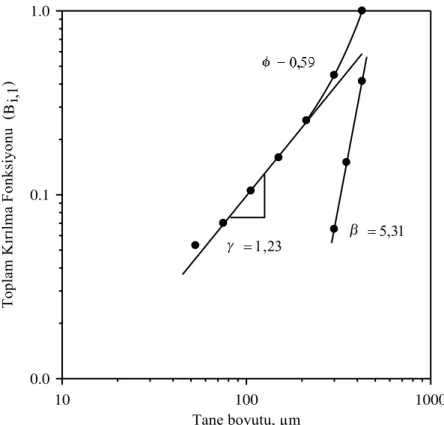
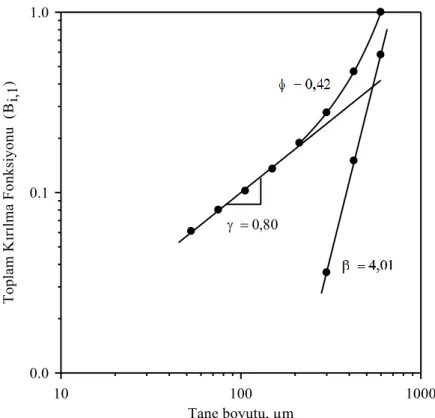
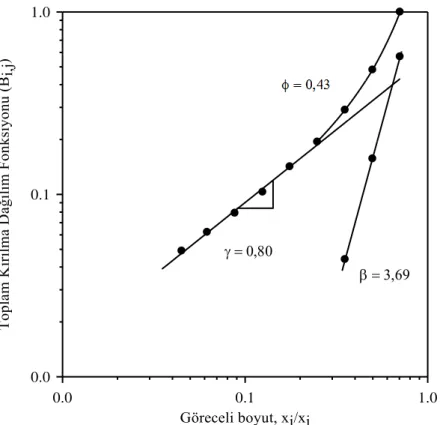
β j 1 -i j γ j 1 -i j j i, x x 1 x x Β 0 j 1 (1.16)EĢitlik (1.16)’da görülen , ve değerleri toplam kırılma dağılım fonksiyonun parametreleridir. Bi,j değerlerinin BII yaklaĢımı ile bulunması EĢitlik (1.17)’ye göre
ifade edilmektedir.
1 P (0) /1 P (t)
log (t) P 1 / (0) P 1 log B 2 2 i i i,1 i > 1 (1.17)Burada, Pi(t), t zamanında i boyutundan geçen toplam fraksiyon, Pi(0),
beslemedeki i boyutundan geçen toplam fraksiyon, P2(0) ise 0.dk’da 2 nolu boyuttan
geçen toplam fraksiyondur (Austin ve ark., 1984).
ġekil 1.4. Kırılma iĢleminde kütle dengesi
Ağırlık ora nı, w i (t) Elek altı 5 4 3 2 1 Boyut aralığı, i
1 2 3 4 5 6 7 8 9 10 0.0 0.1 0.2 0.3 0.4 0.5 0.6 A ra lı kt ak i a ğı rl ık o ra nı , b i,1 Boyut aralığı b2,1 b3,1 b4,1 b5,1 b6,1 b7,1 b8,1 b9,1 b10,1 Elek Altı
ġekil 1.5. Ġlk kırılma dağılımına ait tipik çubuk grafiği
1.3. ĠĢ indeksi belirleme yöntemleri
Bir malzemenin iĢ indeksi, teorik olarak sonsuz boyuttaki cevherin % 80’inin 100 mikronun altına indirilebilmesi için gerekli olan enerji miktarı olarak ifade edilmektedir. Değirmenlerin tasarımında, enerji tüketim hesaplamalarında ve öğütme devrelerinin verimliliğinin değerlendirilmesinde kullanılan bir parametredir (Yıldız, 1999).
Çizelge 1.1. Bazı cevher/kayaç/minerallere ait iĢ indeksi değerleri (Bond, 1961) Cevher/kayaç/mineral Wi, (kwh/t) Cevher/kayaç/mineral Wi, (kwh/t)
Altın Cevheri 14,83 KireçtaĢı 11,61
Andezit 22,13 Kömür 11,37
Bakır Cevheri 13,13 Krom Cevheri 9,60
Barit 6,24 KumtaĢı 11,53
Boksit 9,45 KurĢun - Çinko Cevheri 11,35
Çakıl 25,17 KurĢun Cevheri 11,40
Demir cürufu 12,16 Kuvars 12,77
Dolomit 11,31 Kuvarsit 12,18
Feldspat 11,67 Manyetit 10,21
Fosfat Kayası 10,13 Molibden Cevheri 12,97
Gabro 18,45 Nikel Cevheri 11,88
Galen 10,19 Pirit Cevheri 8,90
Gnays 20,13 Pirotin Cevheri 9,57
Granit 14,39 Siyenit 14,90
Hematit 12,68 Takonit 14,87
Kil 7,10 Uranyum Cevheri 17,93
Bond yöntemi dıĢında iĢ indeksi belirlemek için kullanılan baĢka yöntemler de vardır. Bu yöntemlerden bir kısmı Bond değirmenine gereksinim duymakta, bir kısmında ise herhangi bir laboratuar değirmeni kullanılmaktadır.
1.3.1. Berry ve Bruce yöntemi
Bu yöntemde, iĢ indeksi belirlenecek olan cevher numunesi ile iĢ indeksi bilinen bir referans malzeme aynı Ģartlarda öğütülerek karĢılaĢtırılmaktadır. Normal laboratuar değirmeni kullanılarak uygulanan bu yöntemde, -10 meĢ boyutundaki cevher numunesi ve referans malzeme aynı sürede ve yaĢ olarak öğütülmektedir. Öğütme sonunda elek analizleri yapılarak her ikisi için de F80 ve P80 değerleri
bulunur ve EĢitlik (1.18)’den cevherin iĢ indeksi elde edilir (Berry ve Bruce, 1966). ) / 10 ) / 10 n ir r r n in (10/ P F W (10/ P F W (1.18)
Burada;
Win = Numunenin iĢ indeksi
Wir = Referans malzemenin iĢ indeksidir.
1.3.2. Smith ve Lee yöntemi
Bu yöntem Bond değirmeni kullanılarak gerçekleĢtirilmektedir. Smith ve Lee (1968) bu yöntemde, çeĢitli tane boyutlarındaki sekiz farklı malzeme için Bond öğütülebilirlik değerlerini ve kesikli öğütme testleri yaparak öğütülebilme değerlerini tespit etmiĢlerdir. Elde ettikleri bu sonuçları iliĢkilendirmiĢler ve öğütülebilirlik değeri belirlemiĢlerdir. Bu yöntemde iĢ indeksi hesaplanırken, EĢitlik (1.19) kullanılmaktadır. 100 / i 0,82 bp i P G 16 W (1.19) Burada;
Pi = Test eleği açıklığı bp
G = Cevherin öğütülebilirlik değeridir
1.3.3. Horst ve Bassarear yöntemi
Horst ve Bassarear (1976) yöntemine göre, -10 meĢ boyutundaki iĢ indeksi bilinen 1 kg ağırlıktaki referans malzeme, istenilen inceliğe kadar normal laboratuar değirmeninde öğütülmektedir. ĠĢ indeksi belirlenecek olan cevherin aynı boyut dağılımına sahip ve 1’er kg ağırlığındaki 3 numunesi de aynı öğütme koĢullarında fakat farklı sürelerde öğütülmektedir. Bu üç öğütmeden elde edilen ürünlere ait olan sonuçlar, birinci derece hız eĢitliğine uygulanır (EĢitlik (1.20)).
t k C C
Burada;
Ci = Elek üzerinde kalan kümülatif malzeme oranı
Coi = Öğütmenin baĢlangıcında yani t=0’daki elek üzeri kümülatif malzeme oranı
ki = Boyut küçültme katsayısı
t = Öğütme süresidir.
Zamana karĢı kümülatif elek üstü eğrisi çizildiğinde elde edilen doğrunun eğiminden ki değerleri belirlenir. Cevherin öğütülmeden sonraki boyut dağılımı,
referans malzemenin besleme boyut dağılımı kullanılarak hesaplanmaktadır. Referans malzeme ile cevherin F değerleri eĢit alınarak, cevherin iĢ indeksi EĢitlik (1.18)’e göre hesaplanır.
1.3.4. Kapur yöntemi
Kapur (1970) yönteminde Bond öğütülebilirlik testinin ilk iki periyoduna ait olan öğütülebilirlik değerleri kullanılmaktadır. Buna göre öğütme periyodundan sonra elek üzerinde kalan malzeme miktarı EĢitlik (1.21)’e göre belirlenmektedir;
R = r M Ø(t) (1.21)
Burada;
R = Birinci öğütme periyodundan sonra elek üzerinde kalan malzeme miktarı r = Besleme malzemesinin elek üstü oranı
M = Besleme malzeme miktarı
Ø(t) = zamana, beslemenin boyut dağılımına ve kırılma parametrelerine bağlı fonksiyondur.
Bond testinin ilk periyodu için elek üstü miktarı;
ikinci periyodu için elek üstü miktarı ise;
R2 = r M1 exp(G1t1+ G2t2) + r M2 exp(G2t2) (1.23)
Burada,
M1 = Birinci periyot için yeni besleme miktarı
M2 = Ġkinci periyot için yeni besleme miktarı
t1 = Birinci periyot öğütme süresi
t2 = Ġkinci periyot öğütme süresi
G1 = Birinci periyot öğütülebilirlik parametresi
G2 = Ġkinci periyot öğütülebilirlik parametresi
Kapur, aĢağıdaki eĢitlik uyarınca Bond öğütülebilirliğinin belirlenebileceğini belirtmiĢtir;
G = -r M1 G2 (1.24)
Bu yöntemde iĢ indeksi EĢitlik (1.25)’deki gibi hesaplanır;
-0,099 1 2 1 i (P -G (rM -r) W 2,648 )0,406( )0,810 )0,853(1 (1.25)
Burada P1, test elek açıklığıdır.
1.3.5. Karra yöntemi
Kapur yönteminin geliĢtirilmesi amacıyla Karra (1981) tarafından oluĢturulan bu yöntemin esası, Bond testi yapılırken kolay öğütülebilen tanelerin, zor öğütülen tanelere göre elek altına daha kolay geçecekleri ve böylece zor öğütülen tanelerin elek üstünde kalıp devreden yükü oluĢturacaklarıdır. Bu yöntemde Bond testinin ilk iki periyodu kullanılmaktadır. Öğütülebilme değeri bulunduktan sonra EĢitlik (1.26)’ya göre iĢ indeksi belirlenmektedir.
125 , 0 696 , 0 308 , 0 ) ) ( ) 934 , 9 (P G (F Wi 1 kr (1.26)
Burada,
Gkr = Karra öğütülebilirlik değeri
P1 = Test elek açıklığı
F = Test numunesinin F80 değeridir.
1.3.6. Magdalinović yöntemi
Magdalinović (1989) yöntemi, Bond değirmeninde yapılan öğütme iĢleminin birinci derece kinetiğe uyması esasına dayanmakta ve Bond testinden iki periyotta sonuç alınabilmesine imkan vermektedir. Bu yöntemde, Bond test yöntemindeki gibi hazırlanmıĢ besleme malzemesinin test elek açıklığından iri olan 2,5/3,5 oranındaki miktarı ile besleme malzemesinin 1/3,5 oranındaki miktarı karıĢtırılarak 2 öğütme periyodu için 2 adet numune elde edilir. Ġlk numune Bond değirmenine beslenerek seçilen herhangi bir dönüĢ sayısında (N = 50, 100 yada 150) öğütme iĢlemi yapılır. Ġlk periyot öğütme iĢleminden sonra tüm numune test eleğinden elenerek, elek üstü miktarı (R) ve hız sabiti (k) belirlenir. Ġkinci periyodun dönüĢ sayısı (Nc) hesaplanır.
Ġkinci numune Bond değirmenine beslenerek ikinci periyot öğütme iĢlemini yapılır. Ġkinci periyot öğütme sonrasında tüm numune test eleğinden elenerek elek üstü ve elek altı miktarları belirlenir. Elek altı malzemenin elek analizi yapılır. Bu yöntemde iĢ indeksi, Bond iĢ indeksi formülü ile bulunur.
N lnR) -(lnR n k 0 (1.27) k ) 0,4r ln(1 n N 0 c (1.28) c 0 N r -(1 M 3,5 1 -m G ) (1.29)
Burada,
k = Öğütme hız sabiti
n = Bond değirmeninin standart dönüĢ hızı sabit olup, 70’dir R0 = Numunenin baĢlangıçtaki test elek üstü miktarı, g
R = Öğütmeden sonra test elek üstü malzeme miktarı, g N = Ġlk periyot için Bond değirmeni dönüĢ sayısı Nc = Ġkinci periyot için Bond değirmeni dönüĢ sayısı
r0 = Besleme malzemesinin test elek üstü oranı
G = Bond öğütülebilirlik değeri, g/dev
m = Ġkinci periyot öğütmeden elde edilen ürünün test elek altı miktarı, g M = Değirmen besleme malzeme miktarı, g
1.3.7. Hardgrove yöntemi
Hardgrove laboratuar değirmeni kullanılan bu yöntemde, genellikle kömürün öğütülebilirlik değeri belirlenmektedir. Kömürden baĢka malzemelerin öğütülebilirliklerinin belirlenmesinde de kullanılabilmektedir (AvĢar ve HoĢten, 1997; Tichánek, 2008). -1,18 + 0,6 mm tane boyutuna sahip olan 50 g numune değirmene beslenir. Değirmen 60 kez döndürüldükten sonra öğütülen numune 200 meĢ açıklığa sahip elekten elenir. Elek altına geçen miktar belirlenir. Hardgrove öğütülebilirlik indeksi EĢitlik (1.30) yardımıyla bulunur.
HGI = 13 + 6,93 D (1.30)
Burada,
HGI = Hardgrove öğütülebilirlik indeksi D = Elek altına geçen malzeme miktarıdır.
Hardgrove öğütülebilirlik indeksinden, Bond iĢ indeksinin hesaplanması, EĢitlik (1.31)’e göre yapılabilmektedir (Bond, 1961);
0,91 i
HGI 435
1.4. Ufalama teorileri
Ufalama iĢlemlerinde harcanan enerjinin boyut küçültme ile iliĢkisini belirleyebilmek amacıyla bazı teoriler geliĢtirilmiĢtir. Bu teorilerdeki esas kabul, ufalanacak malzemelerin kırılgan olduğudur. Bunun sebebi, plastik malzemelerde enerjinin yeni yüzeyler oluĢturmada değil, sadece Ģekil değiĢtirmede harcanacağıdır. Kırılgan malzemelerin ufalanmasını açıklayan üç teori geliĢtirilmiĢtir. Bunlar;
1.4.1. Rittinger teorisi
Rittinger (1867) teorisine göre ufalama iĢlemleri için gerekli olan enerji, oluĢan yeni yüzey ile doğru orantılı ve ürün tane çapı ile de ters orantılıdır. Bu teori, ufalamada gerekli enerjinin yalnızca yeni yüzey oluĢturmada kullanıldığını kabul etmektedir. Halbuki daha önce de belirtildiği gibi yeni yüzey oluĢturmak için harcanan enerji, tüketilen toplam enerjinin çok küçük bir kısmıdır. Bu teorinin matematik olarak ifadesi Ģöyledir;
E = CR(1/D2-1/D1) (1.32)
Burada,
E, enerji girdisi CR, Rittinger sabiti
D1 ve D2, besleme malzemesinin ve ürünün tane çaplarıdır.
1.4.2. Kick teorisi
Bu teoriye göre ufalama iĢlemleri için gerekli olan enerji, oluĢan yeni yüzey ile değil, hacim ile doğru orantılıdır. Kick (1885) teorisi, basınç uygulanan küplerin kırılması olayından türetilmiĢtir. Bu teori, baĢlangıç tane boyutunu dikkate almayıp farklı boyutlardaki malzemeleri aynı boyut küçültme oranında ufalama yapmak için
gerekli olan enerjinin sabit olduğunu savunmaktadır. Buna karĢın, ufalama iĢlemi malzeme tane boyutu azaldıkça zorlaĢmaktadır. Bu teorinin matematik olarak ifadesi Ģöyledir;
E = CK log (D1/D2) (1.33)
Burada,
E, enerji girdisi CK, Kick sabiti
D1 ve D2, besleme malzemesinin ve ürünün tane çaplarıdır.
1.4.3. Bond teorisi
Bu teoriye göre bir malzemeyi kırmak için gerekli olan faydalı iĢ, besleme ve ürün tane çapının kare kökü ile ters orantılı, oluĢturulan çatlak uzunluğu ile doğru orantılıdır. Bond teorisi, diğer iki teorinin enerji miktarını doğru hesaplamada uygun olmadığı düĢünülerek geliĢtirilmiĢtir. Bu teorinin matematik olarak ifadesi Ģöyledir;
1 2 i D D 10W E 1 1 (1.34) Burada, E, enerji girdisi Wi, iĢ indeksi
1.5. Malzemelerin Mekanik Dayanım ve Öğütülebilirlik Özelliklerinin ĠliĢkilendirilmesine Yönelik ÇalıĢmalar
Malzemelerin mekanik dayanımı ile öğütülebilmeye karĢı gösterdiği direnç arasındaki iliĢkileri belirleyebilmek amacıyla yapılmıĢ bazı çalıĢmalar bulunmaktadır. Bu çalıĢmalardan aĢağıda bahsedilmiĢtir;
Özkahraman (2005), barit, kireçtaĢı, mermer ve boksit numunelerinin fizikomekanik özelliklerini, ufalanabilirlik değerini, öğütülebilirlik ve Bond iĢ indeksi değerlerini belirlemiĢtir. Ufalanabilirlik değerinin artıĢı ile öğütülebilirliğin lineer olarak arttığını, buna karĢı Bond iĢ indeksinin ise logaritmik olarak azaldığını belirlemiĢ ve ufalanabilirlik değerinin, öğütülebilirlik değerine göre daha çabuk elde edilebildiğini belirtmiĢtir.
Deniz ve Özdağ (2003), sedimanter ve volkanik kökenli kaya numuneleri kullanarak ultrasonik dalga hızı ve Bond iĢ indeksi deneylerini gerçekleĢtirmiĢlerdir. Ultrasonik dalga hızı deneyi ile numunelerin dinamik elastik özellikleri (Young modülü, bulk modülü ve kesme modülü) belirlenmiĢtir. Elde ettikleri değerlerin iliĢkilendirilmesini, her iki grup kaya numunelerini kendi içinde ayrı ayrı yapmıĢlardır. Buna göre, hem sedimanter hem de volkanik kökenli kaya numuneleri için, dinamik Young modülü ve kesme modülü artarken öğütülebilirliğin lineer olarak azaldığını, Bond iĢ indeksinin ise üssel olarak arttığını belirlemiĢlerdir. Bulk modülü artıĢı ile de öğütülebilirliğin üssel olarak azaldığını, Bond iĢ indeksinin ise lineer olarak arttığını bulmuĢlardır.
Özer ve Çabuk (2007), dört farklı kalker ve iki farklı kromit numunesi kullandıkları çalıĢmalarında, Bond iĢ indeksi ile kaya parametreleri arasındaki iliĢkileri araĢtırmıĢlardır. Bu amaçla, numunelerin Bond iĢ indeksi değerlerini ve mekanik dayanım değerlerini belirlemiĢlerdir. Elde ettikleri sonuçlara göre, ultrasonik ses geçirgenliği, Shore sertliği, nokta yük indeksi ve tek eksenli basma dayanımı değerlerinin Bond iĢ indeksi ile en yüksek iliĢkileri verdiği ifade edilmiĢtir. Deniz (2004), deney malzemesi olarak kireçtaĢı numuneleri kullandığı çalıĢmasında, numunelerin kırılma parametreleri (Si, aT, , β) ile Bond öğütülebilirlik
(G) değerleri arasındaki iliĢkileri incelemiĢtir. Öğütülebilirlik değerinin artıĢı ile özgül kırılma hızının lineer olarak, aT değerinin ise logaritmik olarak arttığını
belirlemiĢtir. Yine artan öğütülebilirlik değerine karĢılık, kümülatif kırılma fonksiyonu parametreleri olan ’nın üssel olarak, ’nın ise kuvvet fonksiyonu ile azaldığını bulmuĢtur.
Bearman ve ark. (1991), kaya dayanım parametreleri ile kırma iĢlemlerinde harcanan güç ve ürün tane boyutu arasında iliĢkiler tanımlamaya çalıĢmıĢlar ve çekme gerilmesi bazlı mekanik dayanım parametrelerinin, kırıcı performansı ile yüksek iliĢkiler gösterdiğini belirlemiĢlerdir.
Bearman ve ark. (1997), kayaların ufalanma davranıĢlarını belirlemek amacıyla yaptıkları deneylerde ağırlık düĢürme yöntemini kullanarak, öğütme enerjisini belirlemeye çalıĢmıĢlardır.
Bearman (1999), ufalama makinelerinde meydana gelen kaya kırılmasının, çekme gerilmesi bazlı mekanik dayanımlar ile ve kırılma tokluğu ile en iyi iliĢkili olduğunu belirlemiĢ ve nokta yükleme dayanımı artıĢına bağlı olarak kırılma tokluğunun artıĢını belirlemiĢtir.
2. MALZEME ve YÖNTEM
2.1. Malzeme
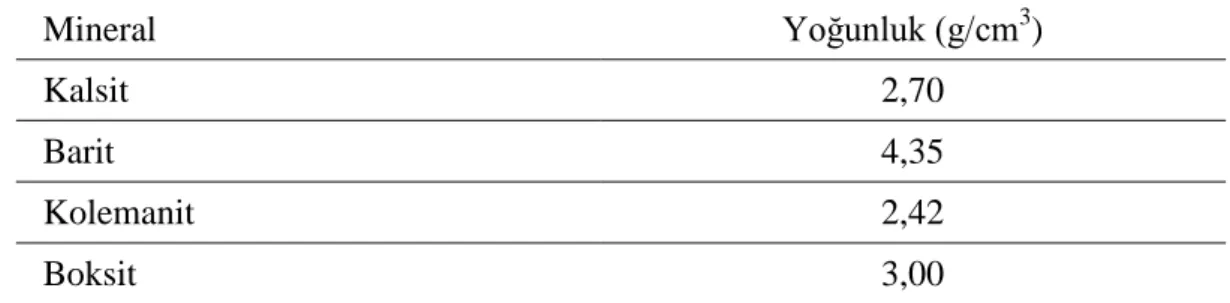
Tez çalıĢmasında kalsit (Muğla), barit (Hüyük), kolemanit (Bigadiç) ve boksit (SeydiĢehir) numuneleri kullanılmıĢtır.
Çizelge 2.1’de piknometre kullanılarak belirlenmiĢ olan yoğunluklar verilmiĢtir. Ayrıca mineralojik bileĢimlerinin belirlenmesi amacıyla XRD yaptırılmıĢtır. XRD sonuçları Ek’te verilmiĢtir.
2.2. Yöntem
Minerallerin (kalsit, barit, kolemanit ve boksit) mekanik dayanım değerleri, kırılma parametreleri, öğütülebilirlik ve Bond iĢ indeksi değerleri arasındaki iliĢkiyi araĢtırabilmek amacıyla, ilk olarak numune hazırlama çalıĢmaları yapılmıĢtır.
Mekanik dayanım deneylerinde her çeĢit mineral için ISRM deney standartlarına göre hazırlanmıĢ karot numuneleri kullanılmıĢ ve sertlik, tek eksenli basma dayanımı, Brazilian (endirekt çekme) dayanımı, nokta yükleme dayanımı ve elastisite modülü değerleri belirlenmiĢtir.
Öğütme deneyleri iki aĢamada yapılmıĢtır. Ġlk aĢamada minerallerin özgül kırılma hızı (Si) ve toplam kırılma dağılım fonksiyonu (Bi,j) parametreleri
belirlenmiĢtir. Ġkinci aĢamada ise minerallerin öğütülebilirlik ve Bond iĢ indeksi değerleri belirlenmiĢtir. Bu amaçla ilk aĢama öğütme deneyleri için her çeĢit mineralden -850+600 µm, -600+425 µm ve -425+300 µm besleme fraksiyonları hazırlanmıĢtır. Bu fraksiyonlar laboratuar tipi çelik bilyalı değirmende çeĢitli sürelerde öğütülmüĢtür.
Ġkinci aĢama öğütme deneyleri için her mineralden tamamı -3,35 mm olacak Ģekilde yaklaĢık 10 kg numune hazırlanmıĢ ve standart Bond değirmeninde öğütülerek minerallerin öğütülebilirlik ve Bond iĢ indeksi değerleri bulunmuĢtur.
Çizelge 2.1. Kullanılan minerallerin yoğunlukları Mineral Yoğunluk (g/cm3) Kalsit 2,70 Barit 4,35 Kolemanit 2,42 Boksit 3,00
2.2.1. Kaya mekaniği deneyleri
Minerallerin yoğunluklarının belirlenmesinden sonra mekanik dayanım deneylerine geçilmiĢ ve ISRM standartlarına uygun olarak deneyler gerçekleĢtirilerek sertlik, tek eksenli basma dayanımı, Brazilian (endirekt çekme) dayanımı, nokta yükleme dayanımı ve elastisite modülü değerleri belirlenmiĢtir.
2.2.1.1. Sertlik belirleme deneyi
Minerallerin sertlik değerleri L tipi Schmidt çekici kullanılarak belirlenmiĢtir. Deneyler blok halinde bulunan numunelerin üzerinde ve Schmidt çekici dik konumda tutularak gerçekleĢtirilmiĢtir. Aynı noktada 5 değer almak üzere 20 değiĢik noktada sertlik değerleri alınmıĢ ve en yüksek 10 tanesi seçilerek aritmetik ortalaması o numune için Schmidt sertlik değeri (N) olarak belirlenmiĢtir.
2.2.1.2. Tek eksenli basma dayanımı deneyi
Minerallerin tek eksenli basma dayanımı deneylerinde uzunluk/çap oranı 2,5-3 olan NX karotlar kullanılmıĢtır. Her bir minerale ait 10 adet karot, hidrolik pres kullanılarak 0,7 MPa/s yükleme hızında kırılmıĢ ve kırılma yükünden tek eksenli basma dayanımları hesaplanmıĢtır. Bu deneyde yük hücresi ve deformasyonu belirleyen LVDT’den oluĢan düzenek kullanılarak minerallerin elastisite modülleri de belirlenmiĢtir.
2.2.1.3. Brazilian (endirekt çekme) dayanımı deneyi
Minerallerin Brazilian (endirekt çekme) dayanımı deneylerinde NX karotlardan elde edilen ve kalınlığı yarıçapı ile eĢit olan numuneler kullanılmıĢtır. Her bir minerale ait 10 adet numune, hidrolik pres ile kırılmıĢ ve Brazilian (endirekt çekme) dayanımları hesaplanmıĢtır.
2.2.1.4. Nokta yükleme dayanımı deneyi
Minerallerin nokta yükleme dayanımı deneylerinde BX karotlardan elde edilen ve uzunluk/çap oranı 0,3-1,0 olan numuneler kullanılmıĢtır. Her bir minerale ait 10 adet numune, hidrolik pres ile kırılmıĢ ve nokta yükleme dayanımları hesaplanmıĢtır.
2.2.2. Öğütme deneyleri
2.2.2.1. Kırılma parametrelerinin belirlenmesi
ÇalıĢılan numunelerin kırılma parametrelerinin tespiti için 20 cm çapında bir çelik bilyalı değirmen ve öğütücü ortam olarak ise çelik bilyalar kullanılmıĢtır. Kullanılan bilyalı değirmen karakteristikleri ve deney koĢulları Çizelge 2.2’de verilmiĢtir.
Bilyalı değirmenlerin dönüĢ hızı genellikle değirmenin kritik hız değerinin %70-85’i arasında seçilmekte ve değirmen dönüĢ hızı EĢitlik (2.1)’den hesap edilmektedir. Kritik hız (Nk) = d) (D 42,2 (dev/dak) (2.1)
Burada; D değirmen çapı (m), d ise bilya çapıdır (m).
Öğütücü ortam olarak değirmene Ģarj edilen bilya yatağı hacminin değirmen hacmine oranı bilya Ģarj oranı (J) olarak ifade edilmektedir. Bilya yatağı porozitesi, genellikle 0,4 olarak kabul edilmektedir (Austin ve ark., 1984).
0,6 1,0 x hacmi Değirmen yoğunluğu Bilya / ağırlığı Bilya J (2.2)
Değirmene beslenen malzeme tarafından doldurulan bilyalar arasındaki boĢluk oranı U olarak ifade edilmiĢtir. Değirmende etkili bir öğütme elde etmek için U değerinin 0,6-1,1 arasında olması gerektiği verilmiĢtir (Austin ve ark., 1984).
0,4J f U c
(2.3)
Değirmene beslenen malzeme miktarının değirmen hacmine oranı da malzeme Ģarj oranı (fc) olarak tanımlanır. Malzeme yatağı porozitesi ise genellikle 0,4 olarak
alınmaktadır (Austin ve ark., 1984).
0,6 1,0 x hacmi Değirmen yoğunluğu Numune / ağırlığı Numune fc (2.4)
Özgül kırılma hızı (Si) ve toplam kırılma dağılım fonksiyonu (Bi,j)
parametreleri standart S ve B öğütme testi kullanılarak belirlenmiĢtir (Austin ve ark., 1984).
Kırılma parametrelerini belirlemek için bilyalı değirmende kullanılmak üzere kaya mekaniği deneylerinden arta kalan kırılmıĢ numuneler kırıcıdan geçirilerek her bir mineral için üç fraksiyon (-850+600 µm, -600+425 µm ve -425+300 µm) elde edilmiĢtir. Her üç fraksiyon da bilyalı değirmende çeĢitli sürelerde (0.4, 1, 2, 4, 8, 16, 32 ve 64 dakika) öğütülmüĢ ve her bir süre sonunda malzemenin tümü değirmenden boĢaltılmıĢtır. Bilyalar temizlendikten sonra konileme-dörtleme yapılarak yaklaĢık 45 g numune elek analizi için elde edilmiĢtir. Bu numune, her fraksiyonun alt sınırından baĢlayarak 2 sırasını takip eden en üst eleğe konulmuĢtur. Her bir elek yaklaĢık 5 dakika kadar yıkanmıĢ ve kurutucuda kurutulmuĢtur. Daha sonra eleklerin üzerindeki kurutulmuĢ malzeme elek sarsma makinesinde yaklaĢık 10 dakika elenmiĢ ve ağırlıkları belirlenmiĢtir. Elenen malzemeler, değirmenden boĢaltılan tüm malzeme ve bilyalar tekrar değirmene beslenerek sonraki süreler için öğütme
iĢlemine devam edilmiĢtir. Bilyalı değirmen deneylerinden elde edilen sonuçlarla, minerallerin kırılma fonksiyonu ve toplam kırılma dağılım fonksiyonu belirlenerek, Si (özgül kırılma hızı) (dak-1), aT (dak-1), , , ve değerleri bulunmuĢtur.
Çizelge 2.2. Bilyalı değirmen karakteristikleri ve deney koĢulları Değirmen Ġç çap, mm Uzunluk, mm Hacim, cm3 Kritik hız (Nk), dev/dak ÇalıĢma hızı, dev/dak 200 191 6000 101,1 76 Ortam (Bilyalar) Malzeme Çap (d), mm Sayı Özgül ağırlık, g/cm3
Bilya doluluk oranı, J
AlaĢımlı çelik 25 92 7,8 0,2 Numune Kalsit Özgül ağırlık g/cm3 Malzeme miktarı, g
Malzeme-bilya doluluk oranı, U Malzeme doluluk oranı, fc
2,70 388,8 0,5 0,04 Barit Özgül ağırlık g/cm3 Malzeme miktarı, g
Malzeme-bilya doluluk oranı, U Malzeme doluluk oranı, fc
4,35 626,4 0,5 0,04 Kolemanit Özgül ağırlık g/cm3 Malzeme miktarı, g
Malzeme-bilya doluluk oranı, U Malzeme doluluk oranı, fc
2,42 348,48 0,5 0,04 Boksit Özgül ağırlık g/cm3 Malzeme miktarı, g
Malzeme-bilya doluluk oranı, U Malzeme doluluk oranı, fc
3,00 432 0,5 0,04
2.2.2.2. Bond iĢ indeksi değerlerinin belirlenmesi
Bond iĢ indeksini belirlemek amacıyla standart Bond değirmeninde kullanılmak üzere herbir mineralden tümü -3,35 mm olan yaklaĢık 10 kg numune hazırlanmıĢtır. Daha sonra bu numune 1000 cm3’lük mezüre boĢaltılarak elek sarsma makinesi ile 700 cm3 hacme sıkıĢtırılmıĢtır. Bu numune tartıldıktan sonra elek analizi yapılmıĢ ve F80 değeri bulunmuĢtur. Bond değirmeninde çalıĢmaya baĢlanırken ilk periyot dönüĢ
sayısı 100 olarak seçilmiĢtir. Bu dönüĢ sayısı sonunda tüm malzeme ve bilyalar değirmenden boĢaltılmıĢ ve malzemenin tümü seçilen Pi eleğinden elenmiĢtir. -Pi
malzemesi atılmıĢ, aynı miktarda -3,35 mm’lik malzeme ise elek üstü ile birleĢtirilerek ikinci periyot için değirmene besleme yapılmıĢtır. Buradan, ilk periyodun birim dönüĢ için öğütülebilirlik miktarı G (g/dev) belirlenmiĢtir. % 250 devreden yüke ulaĢılacak Ģekilde öğütme sonunda değirmenden alınan malzemenin % 28,6’sının Pi eleğinden geçmesi hedeflenerek sonraki periyotların
dönüĢ sayısı bulunmuĢtur. Bu süreç sabit bir öğütülebilirlik G (g/dev) yani denge durumu elde edilinceye kadar devam ettirilmiĢtir. Denge durumu elde edildiğinde son üç periyodun öğütülebilirlik G (g/dev) değerlerinin ortalaması standart Bond öğütülebilirliği olarak kabul edilmiĢtir. Son üç periyodun elek altı malzemeleri birleĢtirilip elek analizi yapılmıĢ ve P80 değeri bulunmuĢtur. Her bir mineralin
öğütülebilirlik G (g/dev) değeri belirlendikten sonra Bond iĢ indeksi Wi (kwh/t)
değerleri hesaplanmıĢtır. Bond iĢ indeksi formülü EĢitlik (2.5)’de verilmiĢtir.
)] F (10/ ) P [(10/ G P 44,5 1,1 W 80 80 0,82 0,23 i i (2.5) Burada;
Wi = Bond iĢ indeksi (kwh/t)
Pi = Seçilen test eleği boyutu (µm)
G = Standart Bond öğütülebilirlik değeri (g/dev) P80 = Ürünün %80’inin geçtiği elek boyutu (µm)