“
T.C.
SELÇUK ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ
AKIġ TĠPĠ ÇĠZELGELEME
PROBLEMLERĠNĠN PARALEL DOYUMSUZ ALGORĠTMA ĠLE ÇÖZÜMÜ
Cebrail ġAHĠN YÜKSEK LĠSANS
Endüstri Mühendisliği Anabilim Dalını
Ocak-2014 KONYA Her Hakkı Saklıdır
TEZ KABUL VE ONAYI
Cebrail ŞAHİN tarafından hazırlanan “Akış Tipi Çizelgeleme Problemlerinin Paralel
Doyumsuz Algoritma ile Çözümü” adlı tez çalışması 10/01/2014 tarihinde aşağıdaki jüri tarafından oy birliği ile Selçuk Üniversitesi Fen Bilimleri Enstitüsü Endüstri Mühendisliği Anabilim Dalı’nda YÜKSEK LİSANS TEZİ olarak kabul edilmiştir.
iv ÖZET
YÜKSEK LĠSANS
AKIġ TĠPĠ ÇĠZELGELEME PROBLEMLERĠNĠN PARALEL DOYUMSUZ ALGORĠTMA ĠLE ÇÖZÜMÜ
Cebrail ġAHĠN
Selçuk Üniversitesi Fen Bilimleri Enstitüsü Endüstri Mühendisliği Anabilim Dalı
DanıĢman: Doç. Dr. Orhan ENGĠN 2014, 69 Sayfa
Jüri
Doç. Dr. Orhan ENGĠN Yrd. Doç. Dr. Erdal CANIYILMAZ
Yrd. Doç. Dr. M. Emin BAYSAL
Üretim iĢlemlerinde bir iĢin çizelgelenmesinde yapılan küçük bir iyileĢtirme toplam maliyeti önemli ölçüde azaltabilir. Bu nedenle çizelgeleme günümüzde de önemli bir araçtır. Bu tezde AkıĢ Tipi Çizelgeleme Problemlerinin çözümü Paralel Doyumsuz Algoritma (PDA) ile gerçekleĢtirilmiĢtir. Bu metodun en önemli avantajı örnek problemlere uygulandığında çok kısa sürede hızlı çözüm elde edebilmesidir. PDA, yıkım ve inĢa aĢamalarından oluĢmaktadır. BaĢlangıç popülasyonu, alt grup sayısı, iterasyon sayısı, yıkım ve inĢa yöntemleri kontrol parametreleridir. Önerilen algoritmada yeni bir inĢa yöntemi kullanılmıĢtır. ĠnĢa yöntemi iĢlerin birbirleriyle uyumlu seçilebilmesi ve daha iyi sonuçlar elde edilebilmesi için önemlidir. Literatürde yer alan 1960’ta Heller, 1978’de Carlier, 1985’te Revees ve1989’da Taillard’ın yaptığı çalıĢmalar incelenmiĢ ve önerilen algoritma ile yazarların verdikleri problem çözümleri değerlerinin birçoğunda optimal çözümüne ulaĢılmıĢtır. Ayrıca yakın zamanda geliĢtirilen, 2012’de Ancâu tarafından önerilen Yapıcı Doyumsuz Algoritma (YDA), ve Stokastik Doyumsuz Algoritma (SDA) ve yine 2012’de Sündüz tarafından önerilen Çok Amaçlı Karınca Koloni Sistemi (ÇAKKS) çözümleri ile kıyaslandığında, daha iyi çözümler ortaya çıkmıĢtır.
Anahtar Kelimeler: AkıĢ Tipi Çizelgeleme, ĠnĢa, Paralel Doyumsuz Algoritmalar, Tamamlanma Zamanı, Yıkım
v ABSTRACT
MS THESIS
SOLVING OF FLOWSHOP SCHEDULING PROBLEMS WITH PARALLEL GREEDY ALGORITHM
Cebrail ġAHĠN
THE GRADUATE SCHOOL OF NATURAL AND APPLIED SCIENCE OF SELÇUK UNIVERSITY
THE DEGREE OF MASTER OF SCIENCE IN INDUSTRIAL ENGINEERING Advisor: Assoc. Prof. Dr. Orhan ENGĠN
Year 2014, 69 Pages Jury
Advisor Assoc. Prof. Dr. Orhan ENGĠN Asst. Prof. Dr. Erdal CANIYILMAZ
Asst. Prof. Dr. M. Emin BAYSAL
A small improvement in manufacturing operations can reduce a significant amount in total production costs. Fort his reason, scheduling is an essantial tool at the present time. Parallel Greedy Algorithm (PGA), were operated on the rotution of flow shop schedulig problems. The for most advantige of PGA is having faster solution when it is appliedon test problems. PGA is applied in two phases auch as destroying and building. Control parameters are initial popülation, the number of sub-groups, the number of iteration, the methods of destroying and building. A new building method was used in the proposed algorithm. Building method is important in order to be able to chose the jobs cohorently and get the beter solutions.The studies cames on Herler (1960), Carlier (1978), Revees (1985) and Taillard (1989) were revieved and the problem sets were solved by proposed algorithm succesfully. The optimal solutions were obtained for a great deal of the problems. Furthermore when it is compared with recently performed studies by Dağ (2012) Multi Objective Ant Colony, Ancâu (2012), Constuctive Greedy Algorithm (CGA), and Stochastic Greedy Algorithm (SGA) the proposed algorithm gives beter solutions.
Keywords: Building, Completion Time, Destroying, Flowshop Scheduling, Paralel Greedy Algorithms
vi ÖNSÖZ
AkıĢ Tipi Çizelgeleme Problemlerinin (ATÇP) önemi son yıllarda artmıĢtır. Bu tip problemlerin çözümü için Paralel Doyumsuz Algoritması yöntemi sunulmuĢtur. PDA algoritması AkıĢ Tipi Çizelgeleme Problemleri için literatürdeki kıyaslama problemlerine uygulandığında faydalı sonuçlar elde edilmiĢtir. Ayrıca literatürdeki son dönem çalıĢmaları ile kıyaslandığında da sonuç bakımında baĢarılı olduğu görülmüĢtür. Tezin faydalı alanlarda kullanılmasını ümit ederim.
ÇalıĢmamda baĢarı lütfettiği için Allah’a sonsuz sayıda hamd ve Ģükrederim. Tez süresi boyunca yoğunluğuna rağmen vakit ayırıp ilgilendiği için Doç. Dr. Orhan ENGĠN hocama da çok teĢekkür ederim. Bilgisayarda programlama ile ilgili hızlı ve baĢarılı olan kardeĢim Ahmet KARADOĞAN’a ayrıca teĢekkür ederim. Uzun tez yolculuğunda kendilerine ayırdığım vakitlerden kullanmama rağman yine de sabırla destek olmaya çalıĢan saygıdeğer anneme ve babama, sevgili hanımıma ve güzel yavrularım Meryem’ime ve Hadîce’me çokça teĢekkür ederim.
Cebrail ġAHĠN KONYA-2014
vii ĠÇĠNDEKĠLER ÖZET ... iv ABSTRACT ... v ÖNSÖZ ... vi ĠÇĠNDEKĠLER ... vii
ġEKĠL LĠSTESĠ ... viii
TABLO LĠSTESĠ ... ix
SĠMGELER VE KISALTMALAR ... x
1. GĠRĠġ ... 1
2. KAYNAK ARAġTIRMASI ... 3
2.1. AkıĢ Tipi Çizelgeleme Ġle Ġlgili Kaynak AraĢtırması ... 3
2.1. Paralel Doyumsuz Algoritmalar Ġle Ġlgili Kaynak AraĢtırması ... 7
3. MATERYAL VE YÖNTEM ... 13
3.1. Materyal ... 13
3.1.1. AkıĢ Tipi Çizelgeleme ... 13
3.2. Metod ... 18
3.2.1. Paralel Doyumsuz Algoritmalar ... 18
3.2.2. Paralel Doyumsuz Algoritmanın Adımları ... 20
3.2.3. PDA Programı Ġçin Kullanılan Parametreler ... 26
3.2.4. PDA’nın uygulandığı örnekler ... 29
4. AKIġ TĠPĠ ÇĠZELGELEME PROBLEMLERĠNĠN PDA ĠLE ÇÖZÜMÜ ... 30
4.1 Programlama ve Veri Alma ... 30
5. SONUÇLAR VE ÖNERĠLER ... 47
5.1 Sonuçlar ... 47
5.2 Öneriler ... 48
KAYNAKLAR ... 49
viii ġEKĠL LĠSTESĠ
Sayfa No
ġekil 3.1. AkıĢ Tipi Çizelgeleme Problemlerinin Sınıflandırılması……… …16
ġekil 3.2. Genel AkıĢ Tipi Üretim Sistemlerinin ĠĢ AkıĢı………... …17
ġekil 3.3. Önerilen PDA’da Kullanılan Yeni Bir ĠnĢa Yöntemi………...22
ġekil 3.4. PDA’da Kullanılan Genel ĠnĢa Yöntemleri ……… …23
ix TABLO LĠSTESĠ
Sayfa No
Tablo 2.1. AkıĢ Tipi Çizelgeleme Problemlerine ĠliĢkin Literatür Taraması….. 4 Tablo 2.2. Paralel Doyumsuz Algoritmalar ile Ġlgili Literatür Taraması… …….. 7 Tablo 3.1. Taillard E., Problemlerinin Sınıflandırılması………… …... 27 Tablo 3.2. Revess C. Problemlerinin Sınıflandırılması……….. 28 Tablo 3.3. Carlier J. Problemlerinin Sınıflandırılması………. …….. 28 Tablo 4.1. Car1-Car8 Problemlerinin PDA ile Çözümü ve KarĢılaĢtırılması…. 31 Tablo 4.2. Hel1-Hel2 Problemlerinin PDA ile Çözümü ve KarıĢılaĢtırılması… 33 Tablo 4.3. Ta001-Ta010 Problemlerinin PDA ile Çözümü ve KarıĢılaĢtırılması……. 35 Tablo 4.4. Ta031-Ta040 Problemlerinin PDA ile Çözümü ve KarıĢılaĢtırılması ….. 37 Tablo 4.5. Ta061-Ta070 Problemlerinin PDA ile Çözümü ve KarıĢılaĢtırılması ….. 39 Tablo 4.6.Reeves C. Problemlerinin PDA ile Çözümü ve KarıĢılaĢtırılması…… 41 Tablo 4.7. Carlier J. Problemlerinin PDA ile Çözümü ve KarĢılaĢtırılması…. 43 Tablo 4.8. Taillard E. Problemlerinin PDA ile Çözümü ve KarıĢılaĢtırılması… 45
x
SĠMGELER VE KISALTMALAR
Simgeler
n : iĢ sayısı
d : seçilen iĢ adedi m : makine sayısı
j : iĢ
i : makine
π
R : rassal olarak seçilen kümexi Kısaltmalar
ATÇP : AkıĢ Tipi Çizelgeleme Problemleri CSD : Compbell, Dudek ve Smith Algoritması ÇAKKS : Çok Amaçlı Karınca Koloni Sistemleri ÇĠEATÇ : Çok ĠĢlemcili Esnek AkıĢTipi Çizelgeleme
DA : Doyumsuz Algoritma
EATÇ : Esnek AkıĢTipi Çizelgeleme EKKA : En Küçük Karar Ağacı EYES : En Yakin Ekleme Sezgiseli EYKS : En Yakin KomĢu Sezgiseli GSP : Gezgin Satıcı Problemi HC : Ho ve Chang Algoritması
NEH : Nawaz, Enscore ve Ham Algoritması PDA : Paralel Doyumsuz Algoritma
PKSODA : Parçacık KuĢ Sürüsü Optimizsayonlu Doyumsuz Algoritma SDA : Stokastik Doyumsuz Algoritma
1. GĠRĠġ
Dünya artık küçük bir köy haline gelmiĢtir. Aynı ülkedeki firmaların birbiriyle rekabeti yanısıra, dünyadaki aynı sektör içerisinde bulunulan tüm firmalarla rekabet yaĢanır olmuĢtur. Dolayısıyla rekabet edilen firma sayısı arttıkça rekabet etme imkanı azalmaktadır.
Rekabet etme açısından, imalat sanayisi özelinde düĢünülürse iĢletmelerin gelecekte varolabilmeleri, iç ve dıĢ piyasalarda rakiplerine karĢı sağlayabilecekleri rekabet gücü üstünlüğüne bağlı olabilir. Dünya piyasalarında fiyat ve fiyat dıĢı unsurlar itibariyle rekabet edebilen firmalar geliĢip güçlenirken, rekabette zorlananlar yada edemeyenler bu piyasalardan çekilmek zorunda kalabilirler (Bedir, 2009). Son yıllarda buna benzer örnekler görüldüğü gibi bu durum zamanla daha da artmaktadır.
Firmalar, aktivitelerini, daha ucuza ve daha farklı gerçekleĢtirdikleri ölçüde rekabet avantajı yakalarlar. Bu bakımdan, firmalar için iki tip rekabet avantajından bahsedilebilir: Maliyet Avantajı ve farklılaĢtırma.
Maliyet avantajının yüksek performansa dönüĢebilmesi için, firmanın, müĢterisine aktardığı değer ve rakiplerine göre daha düĢük tutacağı fiyat ayrıca vazgeçtiği kar marjından sonra tatmin edici bir kar marjına hala sahip bulunuyor olması ve böyle devam etmeye çaıĢması gerekmektedir (BaĢ, 2012).
Maliyet avantajının elde edilmesi için bir çok etken bulunmaktadır. Bunun için önemli faktörleri incelersek maksimum üretimi minimum sürede yapmak, maksimum ürünü minimum maliyetle yapmak gibi birbiriyle iliĢkili durumlar mevcuttur. Minimum maliyet için firmaların değiĢken maliyeti kalemlerinden birisi olan ürünün parça maliyeti ve iĢleme maliyeti kayde değer bir yer almaktadır. ĠĢleme maliyeti devamlı olan bir maliyet olduğu için uzun vadede bir çoğu sabit giderlere göre daha büyük meblağlara yol açabilir. Ürünün iĢleme maliyetlerinin azalması teknolojiye dayalı
makineler, makine hacimleri, aradaki mesafeler, makine ve ürün hazırlama gibi kalemlere sahip olsada çok ciddi bir paya sahip olan çizelgeleme problemleridir.
Günümüzde birçok endüstri alanında akıĢ tipi üretim yaygın Ģekilde kullanılmaktadır. Sanayi alanında seri imalat payı arttıkçada önemsenmektedir. Bu nedenle, AkıĢ Tipi Çizelgeleme Problemi, üzerinde dikkatle durulan bir problem olmuĢtur (ĠĢler ve ark, 2011).
AkıĢ Tipi Çizelgeleme Problemlerinin çözümünde literatürde birçok analitik ve sezgisel yöntem kullanılmıĢtır. Esnek akıĢ tipi çizelgeleme problemlerinin çözülmesi
çok fazla çaba ve zaman gerektirdiğinden, son yıllarda bu problemler için sezgisel yöntemler, çözüm sürecinde etkin olarak kullanılmaktadır. Son yıllarda çizelgeleme problemlerinde kullanılan meta sezgisel yöntemlerden biri de Doyumsuz Algoritma (DA)’dır.
DA, optimum çözümü ayrıntılı bir Ģekilde bulmaz. Çünkü her veri üzerinde ayrıntılı çalıĢmaz. En iyi tüm çözümlerin sonradan bulunmasını önlemek için çok erken ve çabuk bir Ģekilde kesin çözümler bulur. Çabuk çözüm bulmak istemesinden dolayı her zaman optimum çözüme ulaĢamaz.
DA, problemin en iyi çözümünü her zaman veremese de genellikle gerçek çözümlerin tahminini iyi yapar. DA’nın temel prensibi, algoritmanın üzerinde çalıĢacağı elemanları bir kritere göre sıralamak ve sıra ile deneyerek en sonunda en uygun çözümü elde etmesidir.
Esnek AkıĢ Tipi Çizelgeleme (EATÇ) ve Çok ĠĢlemcili Esnek AkıĢ Tipi Çizelgeleme (ÇĠEATÇ) gibi AkıĢ Tipi Problemlerini çözmek için etkili bir Paralel Doyumsuz Algoritma (PDA) geliĢtirilmiĢtir (Öztürk, 2007).
PDA 2 aĢamadan oluĢmaktadır. Bunlar,Yıkım ve inĢa aĢamalarıdır.
Bu çalıĢmada PDA’nın AkıĢ Tipi Çizelgeleme Problemleri üzerindeki etkinliği incelenip baĢlangıç popülasyonu, yıkım ve inĢa kümeleri, iterasyon sayısı, çizelgeleme Ģekli ve bekleme süreleri tanımlanmıĢtır. Literatürdeki Taillard E., Heller J.,, Reeves C., Carlier J., AkıĢ Tipi Çizelgeleme Problemleri çözülmüĢtür. YayınlanmıĢ olan bir çoğu çalıĢmadan daha iyi sonuçlar vermiĢ olup en son yayımlanan Ancâu, M., (2012) ve Dağ S., (2012) çalıĢması ile kıyaslanmıĢtır.
Tezin ikinci bölümün de kaynak araĢtırması yapılmıĢtır. DA, PDA ve AkıĢ Tipi Çizelgeleme (ATÇ) problemleri ve bu problemlerin çözümleri ile ilgili öneriler sunulmuĢtur. Üçüncü bölümde tez kapsamında kullanılan materyal olan ATÇ ile ilgili problemleri çözmek için metod olarak kullanılan PDA yöntemi ve PDA yönteminin parametre teknikleri incelenmiĢtir. Dördüncü bölümde PDA yöntemi ile ATÇ problemlerinin çözümleri sunulmuĢ. Kullanılan program ve sonuçlar değerlendirip literatüreki çalıĢmalarla kıyalanmıĢtır. Sonuç bölümünde önceki bölümde bulunmuĢ olan sonuçların genel değerlendirilmesi yapılmıĢtır.
2. KAYNAK ARAġTIRMASI
Kaynak araĢtırması AkıĢ Tipi Çizelgeleme ve Paralel Doyumsuz Algoritmalar olmak üzere iki konuda yapılmıĢtır.
2.1. AkıĢ Tipi Çizelgeleme Ġle Ġlgili Kaynak AraĢtırması
AkıĢ Tipi Çizelgeleme Problemleri ile ilgili ilk çalıĢma Johnson (1954) tarafından yapılmıĢtır. Johnson, n-iĢli ve 2-makineli AkıĢ Tipi Çizelgeleme Problemleri üzerinde toplam tamamlanma zamanını minimize etmek için bir eniyileme algoritması tanımlamıĢtır. Göz önüne alınan problem için daha sonra kesin çözümler oluĢturan algoritmalar (dal-sınır algoritmaları, kiriĢ arama gibi) önerilmiĢtir.
Daha sonra yapılan çalıĢmalarda m-makina sayısı (m>2) için araĢtırmalar yapılmıĢtır. Makina sayısı (m>2) problemleri, NP-zor (Optimum çözümleri olmayan) kapsamına girdiğinden bu problemler için çeĢitli sezgisel yöntemler geliĢtirilmiĢtir (Chen ve ark.,1995). Bunlardan bazıları Ģunlardır: Palmer’in Eğim Dizisi Yöntemi (1965); Campbell, Dudek ve Smith (CDS) Algoritması (1970); Gupta Yöntemi (1971); Dannenbring Yöntemi (1972); Nawaz, Enscore ve Ham (NEH) Yöntemi (1983); Hundal ve Rajgopal Yöntemi (1998); Widmer ve Hertz Yöntemi (1989); Ho ve Chang (HC) Yöntemi (1991). (Engin ve ark, 2002)
Çok sayıda iĢ ve makine içeren AkıĢ Tipi Çizelgeleme Problemleri birleĢik eniyileme problemi özelliğindedir ve NP-zor tipi problemler sınıfındadır. Bu tip problemler için yaklaĢık çözümler tercih edilmektedir. Literatürde AkıĢ Tipi Problemleri için çok sayıda sezgisel yaklaĢım mevcuttur (Yağmahan ve ark, 2006).
Tablo 2.1’de AkıĢ Tipi Çizelgeleme Problemleri konusunda yapılan çalıĢmalar listelenmiĢtir.
Tablo 2.1. AkıĢ Tipi Çizelgeleme Problemlerine ĠliĢkin Literatür Taraması
YIL YAZAR KONU
2013 Rodoslu E.
AkıĢ Tipi Çizelgeleme Problemlerinin çözümünde çok ürünlü kafile bölme ve kaydırmaya yönelik sezgisel bir yöntem önermiĢtir.
2013 V. Modrak, P. Semanco and W. Kulpa
Çizelgeleme problemlerinin çözümünde sezgisel algoritmaların performans ölçümünü incelemiĢtir
2012 Pan Q., K., Ruiz R.
AkıĢ Tipi Çizelgeleme Problemlerinin minimizasyonunda yerel arama metodlarını incelemiĢlerdir.
2012 Akhshabi M., Akhshabi M., Khalatbari J.
AkıĢ Tipi Çizelgeleme Problemleri için bulanık Tavlama Benzetimi algoritmanın kullanılmasına yönelik bir çalıĢma yapmıĢtır
2012 Dağ S.
AkıĢ Tipi Çizelgeleme Problemlerinin çözümünde çok kriteli bir sezgisel algoritma geliĢtirmiĢtir. Bu yöntemle optimizasyon üzerinde durmuĢtur.
2012 Ancâu M. (2012).
AkıĢ Tipi Çizelgeleme Probleminin çözümüne yönelik yapısal doyumsuz sezgiseli ve stokastik doyumsuz algoritmaları önermiĢtir.
2011 Davendra D.
AkıĢ Tipi Çizelgeleme Problemleri için Kesikli Öz Örgütlenme Göç Algoritmasını önermiĢtir.
2011 ĠĢler M., C., Toklu B., Çelik V.
KOBĠ’lerin AkıĢ Tipi Çizelgeleme Problemlerinin çözümünde kullanılabilecek bir arayüz programı sunmuĢlardır.
2011 Pan Q., K., Ruiz R.
AkıĢ Tipi Çizelgeleme Problemlerinde akıĢ zamanının minimize olmasına yönelik yerel algoritma geliĢtirmiĢlerdir.
2011 Kouki S., Jemni M., Ladhari T.
AkıĢ Tipi Çizelgeleme yöntemleri ile ilgili matrisleri kullanarak etkili bir çözüm yöntemi önermiĢtir
Tablo 2.1. AkıĢ Tipi Çizelgeleme Problemlerine ĠliĢkin Literatür Taraması (devamı)
2010 Güçlü A.
Beklemesiz AkıĢ Tipi Çizelgeleme Problemlerinin çözümüne iliĢkin Karıca Kolonileri YaklaĢımını kullanmıĢtır.
2010 Werner F.
Çizelgeleme problemlerinin çözümünde Genetik Algoritmaların etkinliğine yönelik detaylı bir çalıĢma sunup akıĢ tipi çizelgeleme ile de ilgili önemli konulara değinmiĢtir.
2010 Keskin K.
Beklemesiz AkıĢ Tipi Çizelgeleme Problemlerinin çözümüne iliĢkin çok amaçlı Genetik Algoritmayı kullanmıĢlardır.
2010 Ronconi D., Birgin E., G.
AkıĢ Tipi Çizelgeleme Problemlerinin çözümünde çoklu sayısal programlamayı önermiĢtir
2010 Cihanlı Ö. Hibrit AkıĢ Tipi Çizelgeleme ile ilgili çalıĢma sunmuĢtur.
2009 Öztekin M., S.
AkıĢ Tipi Çizelgeleme Problemlerinin Kesikli Parçacık Sürü Optimizasyonu ve Diferansiyel Evrim Algoritması ile çözümünü önermiĢtir
2009 ĠĢler M., C., Toklu B., Çelik V.
Ġki makine akıĢ tipi öğrenme etkili çizelgelemede ortak teslim
tarihinden mutlak
sapmaların en küçüklenmesine yönelik bir çalıĢma sunmuĢlardır
2008 EkĢioğlu B.
AkıĢ Tipi Çizelgeleme Problemlerinin çözümünde tabu arama yöntemini önermiĢlerdir.
2008 Selvi Ö.
AkıĢ Tipi Çizelgeleme Problemlerinin iĢlem sürelerinin denetlenmesine yönelik bir çalıĢma yapmıĢtır.
2008 Günaydın C.
Beklemesiz AkıĢ Tipi Çizelgeleme Problemlerinin çözümüne iliĢkin Yapay Sinir Ağları yöntemini önermiĢtir.
Tablo 2.1. AkıĢ Tipi Çizelgeleme Problemlerine ĠliĢkin Literatür Taraması (devamı)
2006 Yağmahan B., Yenisey M., M.,
AkıĢ Tipi Çizelgeleme Problemlerinin çözümünde Karınca Kolonileri parametrelerinde en iyileme yöntemini önermiĢtir.
2006 Seçme G.
AkıĢ Tipi Çizelgeleme Problemlerinde Yapay Sinir Ağları ile modellenmesi üzerinde durmuĢtur.
2004 Döyen A.
AkıĢ Tipi Çizelgeleme Problemlerinin çözümünde Yapay BağıĢıklık Sistemi kullanıldığı durumlardaki parametre optimizasyonu üzerinde çalıĢma yapmıĢtır.
2003 Yamada, T.
AkıĢ Tipi Çizelgeleme Problemleri ile ilgili sezgisel yöntemleri incelemiĢlerdir.
2002 Engin O., Fığlalı A.
AkıĢ Tipi Çizelgeleme Problemlerinin Genetik Algoritma yardımı ile çözümünde uygun çaprazlama operatörünün belirlenmesi ile ilgili çalıĢma yapmıĢlardır.
2002 Arisha A., Young P., El-Baradie M.,
AkıĢ Tipi Çizelgeleme Problemlerinde sayısal simulasyonlu bir yaklaĢım geliĢtirmiĢtir.
2002 Tsutsui S., Miki M.
AkıĢ Tipi Çizelgeleme Problemlerinin çözümünde kenar histogramlı Genetik Algoritmayı model olarak sunmuĢtur.
1995 Revees C., R.
AkıĢ Tipi Çizelgeleme Problemleri için Genetik Algoritma yöntemini önermiĢtir.
1990 Taillard E.
AkıĢ Tipi Çizelgeleme Problemlerinde Tabu Arama algoritmasını önermiĢtir.
1989 Taillard E.
AkıĢ Tipi Çizelgeleme Problemlerinin kriterleri üzerinde durmuĢtur.
Tablo 2.1. AkıĢ Tipi Çizelgeleme Problemlerine ĠliĢkin Literatür Taraması (devamı)
1978 Carlier J.
Programların ayırıcı kısıtları üzerinde durarak literatür açısında problem sunup yöntem önermiĢtir. Bir çoğu araĢtırmacı onun problemleri üzerinde çalıĢmıĢtır.
2.1. Paralel Doyumsuz Algoritmalar Ġle Ġlgili Kaynak AraĢtırması
Paralel Doyumsuz Algoritmalar son dönemde çok sıkça kullanılmaya baĢlamıĢtır. Tablo 2.2. de son dönemde yapılan çalıĢmalar sunulmuĢtur.
Tablo 2.2. Paralel Doyumsuz Algoritmalar Ġle Ġlgili Literatür Taraması
Yıl Yazar Konu
2013
Mascia F., Lopez-ibanez M.,
Dubois-Lacoste J., Stutzle T.
Gecikme Ağırlıklı Permutasyon AkıĢ Tipi Çizelgeleme Problemleri için Ġterasyonlu Doyumsuz Algoritma kullanımını önermiĢlerdir.
2013 Sheibani K. Permütasyon AkıĢ Tipi Çizelgeleme Problemlerinin çözümü için Bulanık Doyumsuz Algoritmayı önermiĢtir
2013 Stolyer A., L., Zhong Y.
Büyük ölçekli servis sistemlerindeki asimtotik en iyi genel ambalaj kısıtalrı incelerken Doyumsuz Rassal Algoritmayı önermiĢlerdir.
2013 Mishchenko Y. PDA ile ilgili Gegin Satıcı Problemleri ve Bozuk Para Problemlerinde nasıl uygulandığı üzerinde durmuĢtur.
2013 Roughgarden T., Sharp A., Wexler T.
Doyumsuz Algoritmanin nasıl oluĢturulduğu vu temel yapıları ile ilgili Doyumsuz Algoritma klavuzu adında bir çalıĢma yapmıĢtır
Tablo 2.2. Paralel Doyumsuz Algoritmalar Ġle Ġlgili Literatür Taraması (devamı)
2012
Georgiadis G., Papatriantafilou
M.
Doğal enerji dağıtım problemlerinin depolanması ile ilgili çalıĢmalarında doyumsuz algoritmayı kullanmıĢlardır.
2012 Liu Y., Lv M., Zuo W.
Doyumsuz Algoritma temeline dayalı yeni bir KuĢ Sürüsü Algoritması geliĢtirmiĢtir.
2012 Ancâu M.
AkıĢ Tipi Çizelgeleme Problemlerinin Yapıcı Doyumsuz Algoritma ve Stokastik Doyumsuz Algoritmalar ile çözümünü önermiĢtir.
2011
Akgöbek Ö., Kaya S., Değirmenci Ü.,
Engin O.
Açık Atölye Tipi Çizelgeleme Problemlerinin Paralel Doyumsuz Metasezgisel Algoritma ile çözümünü konu edinmiĢlerdir.
2011
Pirsiavash H., Ramanan D., Fowlkes C.,C.
DeğiĢken takip numarasına sahip nesnelerin optimizasyonunda genel uygun Doyumsuz Algoritmaları önermiĢlerdir.
2009 Kubach T.,Bortfeldt T., T., Gehring H.
EĢit büyüklükte olmayan kübik veya kübik Ģeritli cisimlerin paketlemesinde Paralel Doyumsuz Algoritmaları önermiĢtir
2009 Li X., Zhao H. Esnek AkıĢ tipi Çizelgeleme Problemlerinde Doyumsuz Algoritmayı önermiĢtir.
2009 ĠĢler M.
Bulanık Esnek AkıĢ Tipi Çizelgeleme Problemlerinin çözümünde Paralel Doyumsuz Algoritmayı önermiĢtir. Ayrıca bir hazır giyim iĢletmesinde uygulanması ve sonuçlarını konu edinmiĢtir.
2009 Wang Z., Duan H., Zhang X.
Gezgin Satıcı Problemlerinin çözümünde Doyumsuz Algoritma temeline dayalı bir Genetik Algoritma önermiĢtir.
Tablo 2.2. Paralel Doyumsuz Algoritmalar Ġle Ġlgili Literatür Taraması (devamı)
2007 Öztürk R., E.
Esnek AkıĢ Tipi Çizelgeleme ve Çok ĠĢlemcili Esnek AkıĢ Tipi Çizelgeleme Problemlerinin çözümünde Paralel Doyumsuz Algoritmayı önermiĢtir.
2006 Commander C., Festa P., Oliveira C., A., S., Pardalos P.,M., Resende M., G., C., Tsitselis M.
Koperatif plansız ağlarda iletiĢim problemleri için rassal Doyumsuz Algoritmaları yaklaĢımını önermiĢtir.
2005 Ruiz R., Stützle T.
Bağımsız sıralı tamamlanma zamanlı AkıĢ Tipi Problemlerinde Ġterasyonlu bir Doyumsuz Algortima önermiĢlerdir
2000
Zhang Z., Schwartz S., Wagner L.,
Miller W.
DNA dizilerinin sıralamasındaki uyumunda Doyumsuz Algoritmayı denemiĢtir.
2003 Kang J., Park S., DeğiĢken boyutlu kutuların ambalajlanmasında Doyumsuz Algoritmaları önermiĢtir.
1989 Dechter A., Dechter R.
Sıralama problemlerinde Doyumsuz Algoritmalar üzerinde durmuĢtur.
1998 Anily S., Glass C., A., Hassin R.
Bakımlarının servislerinin çizelgelemesi iĢleminde Doyumsuz Algoritmayı önermiĢlerdir.
1984 Anderson R., Mayr E.
Paralellik ve Doyumsuz Algoritmalar ile ilgili genel bir çalıĢma yapmıĢtır.
Liu ve ark., (2012), parçacık kuĢ sürüsü optimizasyonu algoritmasını doyumsuz algoritma temeline dayandırarak yeni bir çok modelli algoritma geliĢtirmiĢlerdir. Halka topolojisi bütün topolojilerdeki her biri ile tek tek ilgilenmeye çalıĢmıĢlardır. Bunlarda hiçbir niĢ parametre birimine dayanmazmıĢ. Parçacık KuĢ Sürüsü Optimizsayonlu
Doyumsuz Algoritma (PKSODA) geliĢtirilmiĢtir. Verimliliğin ve doğruluğun arttığı da görülmüĢtür. Standart test araçları belirlenmiĢtir. Deney sonuçlarının gösterdiği bilgiye dayanarak Ģunları belirtmiĢlerdir: önerilen algoritma, stokastik optimizasyon algoritmaları gibi iyi sonuç verdiği görülmüĢtür. Kompleks problemler için ise PKSODA çok daha iyi performans gösterip, analizlerde baĢarılı olmuĢtur.
Georgiadis ve Papatriandafilou (2012), doğal enerji dağıtım problemlerinin Smart Grids’de depolama ile programlanmasının doyumsuz algoritmalar ile çözümünden bahasetmiĢlerdir. Smart grid diye bilinen ledlerin yanıĢ sisteminin önemli özelliği Ģudur. Çok büyük ölçülerde de olsa Yenilenebilen enerjiyi sağlamak ve dağıtabilmek, çünkü bu tarz teknolojiler hem önemli hem karlıdır. Çünkü rüzgar ve güneĢ enerjisi devamlıdır, tükenmez kaynaklar olarak bilinir. Diğer Ģekilde ise depolama teknolojisi geliĢmektedir mesela elektrik arabaları gibi. Yani enerji depolanıp ileride kulllanılabilirdir. Enerjiyi depolama kapasitesinin çözüm dağılımını sunmaktadır. Bunu da devamlı Ģekilde değiĢen Ģartlardan dolayı depolanması gerekmektedir. Bilgisayarda modellenip, doğal olmayan enerji kaynağından model oluĢtuturulup makinede denenmiĢ, böylelikle bir çoğu çizelgeleme problemlerine yeni bir bakıĢ olarak sunulabilir. Çok yüksek bir düzeyde simulasyon yapılıp, bir algoritma sunmuĢlardır.
Akgöbek ve ark., (2011)’de Paralel Doyumsuz Algoritmaları ile açık atölye tipi problemlerinin çözümünde uygulamıĢlardır.çalıĢmalarında literatürde yer alan ve Fang ve diğerleri tarafından kullanılan, 5-iş x 5- makine açık atölye çizelgeleme problemi üzerinde durmuĢlardır. Açık atölye çizelgeleme probleminin Paralel Doyumsuz Algoritma ile çözümünde optimum değere yakın sonuçlar elde etmiĢlerdir. Ama optimum değere ulaĢamamıĢlardır. Paralel Doyumsuz Algoritmalarda yapılacak parametre optimizasyonu yardımıyla, açık atölye tipi çizelgeleme problemlerine oldukça baĢarılı sonuçlar bulunabileceğini belirtmiĢlerdir.
Pirsiavash ve ark., (2011), video bağlantılı çok objeli takip problemleri üzerinde durmuĢlardır. Takipleri maliyet tabanlı analiz edip baĢlama ve bitiĢ sürelerine dikkate alınarak bir doyumsuz algoritma geliĢtirmiĢlerdir, anlık takipler ile birlikte akıĢ en kısa yolları tercih edilmeye çalıĢmıĢlar. DA’larda ön programlama yapmıĢlardır devamında dinamik programlama üzerine yakın optimum algoritma kurmuĢlardır. Doğrusal zamanlamada obje sayısı ve sıra uzunluğu kritelerin dikkate almıĢlardır, kısa ve pratik
bir algoritma ile derin bilgiler ayrıĢtırılarak, genel yüzeyler dikkate alınarak, en önemli noktalar takibi yapılarak fayda sağlanmıĢtır.
Kubach ve ark., (2009), üç boyutlu Ģerit paketleme programı (3B-ġPP) ve 3 boyutlu sırt çantası problemleri (3B-SÇP) üzerinde durarak bütün Ģekiller bir program geliĢtirmeye çalıĢmıĢlardır. Küp Ģeklinde Ģeritlerin geniĢliği ve yüksekliği sabit cisimler üzerinde durarak kübik Ģekil boyu minimuma getirilmeye çalıĢılır. Sırt çantası problemleri, küre Ģeklinde değil, kübik Ģeklinde olmalıdır ki boĢluklar minimuma indirilmelidir. Bu tarz problemler için doyumsuz algoritma geliĢtilmiĢ. Ġlk olarak huang tarafında yapılmıĢ olan problemlerin daha geliĢimiĢi olan, yardımcı yaklaĢımlarla çözmüĢlerdir.
Li ve Zhao (2009), esnek akıĢ tipi çizelgeleme problemleri ile ilgili, doyumsuz algoritmayı önermiĢlerdir. Algoritmanın performansı üzerinde durmuĢlardır. Algoritma kapasite çizelgeleme problemleri için değerlendirilmiĢ ve faydalı olduğunu görmiĢlerdir.
ĠĢler (2009), çalıĢmasında, NP (polinomiyel olmayan) zor sınıfında yer alan Esnek AkıĢ Tipi Çizelgeleme Problemlerinin, Paralel Doyumsuz Algoritma ile çözümünü amaçlamıĢtır. Problemin çözümünde bir hazır giyim iĢletmesinde örnek olarak uygulama yapmıĢtır. Hazır giyim üretim süreci, iĢlem süreleri belirsiz olduğundan bulanıktır. Bu yapı göz önüne alınarak bulanık mantığın üyelik fonksiyonlarından faydalanılarak bir Paralel Doyumsuz Algoritma geliĢtirilmiĢ ve bir hazır giyim iĢletmesinde elde edilen verilerle test etmiĢtir. Paralel Doyumsuz Algoritmanın test edilmesi için Genetik Algoritma ile kıyaslamalar yapmıĢtır. Yapılan kıyaslama sonucunda Paralel Algoritmanın Genetik Algoritmaya göre daha iyi sonuçlar verdiği ortaya çıkmıĢtır.
Isımkhan ve Zamanifar (2010), Gezgin Satıcı Problemleri (GSP) üzerinde çalıĢma yapmıĢlardır. Genetik Algoritmada sunulan yöntemlere karĢın doyumsuz algoritmayı benzeterek yeni bir Genetik Algoritma (GA) uygulamıĢlardır. ÇalıĢmaları için doyumsuz algoritma ile kullanıp Genetik Algoritma ile geliĢtirerek kıyaslamıĢlardır. Yani doyumsuz algoritmadaki baĢarısızlıklar dezavantajları, Genetik Algoritma ile yerel arama yapıp baĢarılı sonuçlar elde etmeye çalıĢmıĢlardır.
Öztürk (2007), çalıĢmasında, EATÇ ve ÇĠEATÇ problemlerini çözmek için etkin bir Paralel Doyumsuz Algoritma (PDA) önermiĢtir. PDA, sırasıyla yıkım ve inĢa olarak iki aĢamada uygulamıĢtır. ÇalıĢmasında, kontrol parametreleri olarak baĢlangıç popülasyonu, alt grup sayısı, iterasyon sayısı, doyum oranı ve inĢa yöntemleri kullanmıĢtır. Literatürdeki Carlier ve Neron’un EATÇ Problemleri ile Oğuz ve Ercan’ın ÇĠEATÇ problemleri, PDA ile elde edilen değerler, literatürde çözümlemiĢ Döyen’in önermiĢ olduğu Yapay BağıĢıklık Sistemi (YBS), Neron (2001)’un Dal Sınır Algoritması (DSA), Oğuz’un Genetik Algoritma (GA) ve Ceran’ın GA metodları ile elde edilen sonuçları ile kıyaslamıĢtır. Bu kıyaslamalar, önerilen PDA yaklaĢımının performansının YBS ve Ceran’ın GA yaklaĢımlarının performansları ile aynı olduğunu; DSA ve Oğuz’un GA yaklaĢımlarının performanslarından daha iyi olduğunu göstermiĢtir.
Kang ve Park (2002), değiĢik ölçülere sahip çöp paketleme problemleinin çözümü ile ilgilenmiĢlerdir. Çöp paketleme iĢlemindeki minimum maliyeti elde etmeye çalıĢmıĢlardır. Bu problemlerde çöp kutusunun ölçüsü önemli haldedir. Yani çöp kutusu geniĢ tutulmalıdır. Ama malzeme aynı kalmaktadır. Kang ve ark., iki tane doyumsuz algoritma önerip 3 farklı analiz yapmıĢlardır. bu analizler;
a. Her nesnenin ölçüsü, çöp kutularının değiĢkenliği, bölünebilirliği durumu b. Sadece çöp kutularının değiĢkenliği, bölünebilirliği durumu
c. Çöp kutularının ölçüleri değiĢtilemez durumudur.
Önerilen algoritmaları üç durum için değerlendirmiĢler, faydalı olduğunu görmüĢlerdir.
3. MATERYAL VE YÖNTEM
3.1. Materyal
Üzerinde çalıĢma yapılan konu AkıĢ Tipi Çizelgeleme Problemleridir. Bu bölümde AkıĢ Tipi Çizelgeleme detaylı olarak izah edilmiĢtir.
3.1.1. AkıĢ Tipi Çizelgeleme
Üretim çizelgeleme, üretim planlama ile beraber, bir imalat sisteminin etkinlik ve verimliliğini belirleyen önemli bir karar verme sürecidir. Çizelgeleme, çeĢitli matematiksel ve sezgisel yöntemler kullanarak, kıt kaynakların belirlenen zaman periyodunda ve belirlenen amaç fonksiyonuna uygun olarak ilgili görevlere tahsisi olarak tanımlanır. Kaynakların uygun olarak atanması, firmanın amaçlarına en iyi Ģekilde ulaĢmasını mümkün kılar. Çizelgeleme, üretim ve servis endüstrisinde önemli rol oynayan bir karar verme süreci olup, tedarikte, üretimde, taĢıma ve dağıtımda kullanılır.
Genel anlamda çizelgeleme, bir üretim sisteminde gerçekleĢen tüm aktivitelerin baĢlangıç ve bitiĢ zamanlarının belirlenmesi olarak tanımlanır. Çizelgeleme sayesinde, mevcut durum analiz edilerek insangücü, yeterlilik, verimlilik, makine kapasite, teçhizat vs.gibi faktörlerde yapılacak değiĢiklikler göz önüne serilir (Dağ, 2012).
Üretim sistemlerinin kaynakları sonlu olduğundan dolayı makinede iĢlenmesi gereken iĢlerin belirli bir iĢlem sıralamasına göre planlanması gerekmektedir. Çizelgeleme problemlerinin ilk adımı fabrika içerisine yerleĢtirilmiĢ olan makinelerin üretim sürecine uygun olarak yerleĢtirilmiĢ olması ile baĢlar. Ġlk adım bu organizeyi düzgün yapmaktır. Yoksa taĢıma maliyeti yükselir. Bir üretim sisteminde birden fazla makine varsa ve birden çok iĢ varsa iĢler makineleri aynı sıra ile dolaĢmak zorunda ise bu tarz iĢletmelerde akıĢ tipi söz konusudur (Pan, 2012).
Çizelgeleme, kısıtlı kaynakların belirli bir süre boyunca iĢlere ayrılması ile ilgilidir. Bu durum zamanlama ile ilgili problemlerde en uygun kararı vermeye yönelik önemli bir süreçtir (Pinedo, 2002).
Çizelgeleme problemlerindeki amaçlanan durum bütün iĢlerin en hızlı bir Ģekilde süreçlerini tamamlayarak maksimum iĢe kısa sürede ulaĢmasıdır. Aynı zamanda makinelerin duruĢları söz konusu olmamalıdır. Makineler gerek üzerindeki iĢlenen üründen dolayı iĢin beklemeyeceği bir sıralama bulunmalıdır ve bir önceki makinenin üzerindeki iĢten dolayı bir sonraki makine bekletilmemelidir. Bu da sıralamayı gerektirmektedir.
“Üretimdeki çizelgeleme çalıĢmaları aĢağıda belirtilen amaçlara ulaĢmak için gerçekleĢtirilir” (Tufan ve ark., 2013):
a) Kaynakların etkin biçimde kullanılması, b) Terminlerin zamanında cevaplanması,
c) ĠĢlerin, teslim tarihlerinde gecikmeye neden olunmadan tamamlanması, d) Stok seviyelerinin minimuma indirilmesi,
e) Fazla mesai çalıĢmalarının minimuma indirilmesi, f) Ortalama akıĢ süresinin minimuma indirilmesi, g) Hazırlık sürelerinin minimuma indirilmesi, g) TaĢıma sürelerinin mimimuma indirilmesi, h) Üretim ve iĢçilik maliyetlerinin azaltılmasıdır.
“Çizelgeleme problemlerinin genel olarak sınıflandırılması 6 baĢlıkta yapılabilir. Bu sınıflandırma aĢağıda gösterilmektedir” (Gündüz, Y., 2005):
1) Problemin yapısı o Deterministik o Stokastik 2) Makine biçimi
o Tek makineli sistemler o Paralel makineli sistemler o AkıĢ tipi sistemler
o Atölye tipi sistemler 3) Performans ölçütleri
o Düzenli ölçütler
4) ĠĢ özellikleri
o Öncelik kısıtları o Rotalama kısıtları o Malzeme taĢıma kısıtları
o Hazırlık zamanları ve maliyetleri o Ara taĢıma zamanları ve maliyetleri o Öncüllükler
o Depolama alanı ve bekleme zamanı kısıtları o Stoğa-üretim ve SipariĢ-üretim
o Takım kısıtları ve kaynak kısıtları 5) Çözüm yöntemleri
o Geleneksel yöntemler o Dinamik Programlama o Dal-sınır yöntemi o ÖdünleĢim eğrileri
o Tamsayılı programlama formülasyonları o Yeni yaklaĢımlar o Tabu arama o Genetik Algoritma o Tavlama benzetimi o Karınca kolonisi 6) Ölçüt sayısı o Tek ölçüt o Çok ölçüt
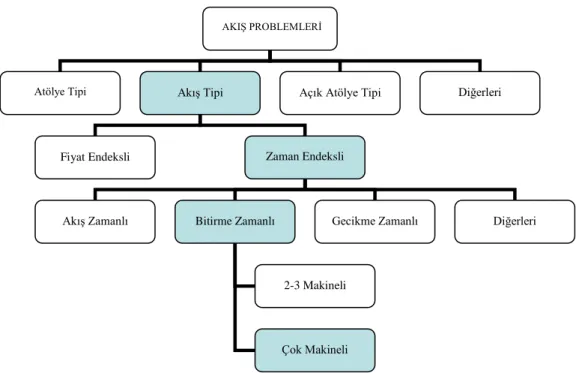
Buraya kadar çizelgeleme ile ilgili genel konular üzerinde duruldu. Tezin materyali olan AkıĢ Tipi problemlerin çizelgeleme içerisindeki yeri ġekil 3.1’de gösterilmiĢtir.
ġekil 3.1. AkıĢ Tipi Çizelgeleme Problemlerinin Sınıflandırılması (Rodoslu, 2009)
Birçok imalat ve montaj ortamında her bir iĢ üzerinde birden fazla operasyon yapılmaktadır. Bu operasyonlar tüm iĢler üzerinde aynı sırada yerine getirilmektedir. Böylece tüm iĢler aynı rotayı izlemektedir. Tüm iĢlerin, tezgahlar üzerinden, aynı rotayı izleyerek aktığı üretim Ģekilleri AkıĢ Tipi Çizelgeleme Ortamı (FlowShop) olarak adlandırılmaktadır (Cihanlı, 2010). ġekil 3.2’de genel AkıĢ Tipi Çizelgeleme Problemlerinin akıĢı gösterilmektedir.
AKIġ PROBLEMLERĠ
Atölye Tipi AkıĢ Tipi Açık Atölye Tipi Diğerleri
Fiyat Endeksli Zaman Endeksli
AkıĢ Zamanlı Bitirme Zamanlı Gecikme Zamanlı Diğerleri
2-3 Makineli
ġekil 3.2. Genel AkıĢ Tipi Üretim Sistemlerinin ĠĢ AkıĢı (Arisha, A., ve ark, 2002)
AkıĢ Tipi Çizelgeleme Problemleri ile ilgili ilk çalıĢmayı, Johnson (1954) yapmıĢtır. Ġki makina n-iĢ problemleri için optimum çözüm veren basit bir algoritma geliĢtirmiĢtir.
Daha sonra yapılan çalıĢmalarda m-makina sayısı (m>2) için araĢtırmalar yapılmıĢtır. Makina sayısı (m>2) problemleri, NP-zor (Optimum çözümleri olmayan) kapsamına girdiğinden bu problemler için çeĢitli sezgisel yöntemler geliĢtirilmiĢtir (Chen ve diğerleri ,1995). Bunlardan bazıları Ģunlardır: Palmer’in Eğim Dizisi Yöntemi (1965); Compbell, Dudek ve Smith (CDS) Algoritması (1970); Gupta Yöntemi (1971); Dannenbring Yöntemi (1972); Nawaz, Enscore ve Ham (NEH) Yöntemi (1983); Hundal ve Rajgopal Yöntemi (1998); Widmer ve Hertz Yöntemi (1989); Ho ve Chang (HC) Yöntemi (1991). (Engin ve ark., 2002)
Hücresel imalat ortamları akıĢ tipi ortamına örnektir. Bir iĢ ailesindeki her iĢ ilgili hücrede üretilirken her iĢ hücredeki tezgahların her birine aynı sırada uğrar. Burada her bir iĢin tüm tezgahlara uğraması zorunluluğu olduğu varsayılmaktadır. Eğer böyle bir zorunluluk yoksa bir iĢin uğramak zorunda olmadığı tezgahtaki operasyon süresi sıfır olarak kabul edilir.
Bazı durumlarda, iĢlerin aynı rotayı kullanarak uğrayacağı seri aĢamalar mevcuttur. Her bir aĢama aynı iĢi yapabilen paralel makinelerden oluĢmuĢtur. Her bir
iĢ, her bir AkıĢ tipi aĢamada sadece bir makinede iĢlem görmek zorundadır. Bu tür tezgah ortamına Karma AkıĢ Tipi Üretim Ortamı denilmektedir.
Genellikle kullanılan performans ölçütü en büyük tamamlanma zamanının (makespan) en küçüklenmesidir. Bu ölçütün sağlanması aynı zamanda tezgah kullanım oranının da en büyüklenmesi anlamına gelmektedir. Geleneksel olarak, kullanım oranı en sık kullanılan performans ölçütüdür. Daha önceleri kullanılan yöntemde bu idi. Ancak, değiĢen günün koĢulları ve üretim çevreleri nedeniyle diğer ölçütler de (maksimum tamamlanma süresi, geciken iĢlerin sayısı, gecikme, erkenlik, ağırlıklandırılmıĢ akıĢ süresi) önem kazanmıĢtır (Cihanlı, 2010).
“AkıĢ tipi iĢ çizelgeleme problemlerinin temel karakteristikleri basit tek tezgahlı problemlere benzemektedir. Bu karakteristikleri aĢağıdaki gibi özetleyebiliriz” (Cihanlı, 2010);
a. ĠĢlem zamanının sıfır olduğu anda birbirinden bağımsız, her biri ayrı tezgahlarda iĢlem görecek birden fazla iĢlemi olan n adet iĢ vardır.
b. Hazırlık zamanları sıralamadan bağımsızdır ve iĢlem zamanları bu zamanları kapsamaktadır.
c. ĠĢlerle ilgili tanımlayıcı bilgiler önceden bilinmektedir. ç. Bütün tezgahlar sürekli olarak iĢleme hazırdır.
d. Bir iĢlem baĢladığı zaman kesintiye uğramadan devam eder.
3.2. Metod
AkıĢ Tipi Çizelgeleme Problemlerinin çözümü için kullanılan metod Paralel Doyumsuz Algoritmadır.
3.2.1. Paralel Doyumsuz Algoritmalar
Doyumsuz algoritmalar geliĢtirilmesi kolay, fakat dizayn ve analiz konusunda zor algoritmalar arasında yer alırlar. Hızlı bir Ģekilde sıralamayı bulmaya çalıĢır, ama bulunan sıramla her zaman doğru sonuç bulmayabilir (Roughgarden ve ark, 2013).
Bir algoritmanın doyumsuz olması demek herhangi bir anda bir karar vermesi gerektiği zaman o an için durumunu en iyi yapan hamleyi tercih etmesi demektir. "dur
biraz bekleyeyim, sabredersem sonra önüme daha iyi fırsatlar çıkabilir." diye uzun vadeli davranmaz.
Doğası gereği, pek çok problemde en iyi çözümü bulabileceğinden emin olamayız. Dolayısıyla durumunu hesaplarken kullandığı tekniklerin akıllıca olması kabul edilebilir zamanlarda, kabul edilebilir çözümler bulma Ģansını arttırır.
Optimizasyon problemlerinin çözümü için yerel optimmuların seçilmesi ilkesinden yola çıkar ve veriyi belli bir kritere göre düzenledikten sonra ilk veri her zaman optimum çözüme götürür mantığına sahiptir.
Temel amaç en iyi sonucu elde etmek için en iyi ara adım çözümlerini seçmeye yönelik bir yöntem olduğundan bu yönteme Doyumsuz YaklaĢımdenir.
Doyumsuz algoritmanın beĢ temel bileĢeni vardır (Anonim, 2013). 1. Çözüme yönelik bir aday küme oluĢturulur.
2. Bu aday küme üzerinde iĢlem yapılan yeni bir küme oluĢturulur bir fonksiyon belirlenir.
3. Bu fonksiyonun bu küme üzerinde verimli olup olmadığı test edilir. 4. Fonksiyonların kümeler üzerindeki iĢlevleri yaptırılır
5. Uygun çözüm bulunana kadar devam eder.
Genellikle Doyumsuz Algoritmayı dizayn ederken aĢağıdaki adımlara dikkat edilmelidir (Cormen, ve ark. 2001);
1. Problemi çözümü için gerekli olan alt küme seçimi önemlidir. Bununla problemin optimizasyonu sağlanabilir.
2. Asıl problemin uygun çözümünü ararken doyumsuz tercih önemlidir. Çünkü doyumsuz tercih güvenilir olmalıdır.
3. Doyumsuz seçeneğin yapılmıĢ olması optimum alt yapının oluĢturulduğunu göstermelidir. Alt problem yani alt kümelerin özellikleri de önemlidir. Problemin çözümünde optimum seçime varmak için gerektiğinde değiĢtirilip farklı çalıĢmalarla birleĢtirilebilir olmalıdır.
DA, çalıĢırken çözüme küçük adımlarla yaklaĢır ve her adım sonunda birden çok seçenek çıkabilir. Algoritma, her adımda bu seçeneklerden en iyi olanını seçer. Her zaman en iyiyi seçerek ilerlemek, sonuçta optimum çözümün elde edilmesini sağlayabilir. Ama bu her zaman için geçerli olmayabilir.
DA, kombinasyonel optimizasyon problemleri için diğer sezgisel yaklaĢımlardan daha hızlı bir yaklaĢım metodudur. DA metodu genelde akıĢ tipi problemleri çözmek için kullanılır. AkıĢ tipi ile paralel makine problemlerinin bir araya gelmesinden oluĢan esnek akıĢ tipi problemleri çözmek için kullanılan DA paralel olmakta ve PDA ortaya çıkmaktadır.
PDA’nın bazı temel özellikleri aĢağıda belirtilmiĢtir (Öztürk, 2007).
• Her adımda hiç endiĢelenmeksizin en iyi seçimi yapar. Seçimi sürekli iyileĢtirir. • ĠĢlevlerini hızlı ve kolay yerine getirir ve sıklıkla en iyi sonucu verir. Fakat çabuk çözüm bulmak istemesinden dolayı her zaman optimum çözüme ulaĢamaz.
• Erken karar alır. Her adım uygulandığı zaman sonraki adımda verilen karar önceki kararın yerini alır ve önceki eski kararları yeniden düĢünmez. Bazı problemler için alınan kararlar kesin, tam ve doğru olmayabilir.
• Çözüm küçük adımlardan oluĢur.
• En uygun çözümü ayrıntılı bir Ģekilde bulmaz. Çünkü her veri üzerinde ayrıntılı çalıĢmazlar.
• Her algoritma, içeriği ve kalitesi bozulmadan bir doyumsuz algoritmaya dönüĢebilir.
3.2.2. Paralel Doyumsuz Algoritmanın Adımları
PDA genellikle iki aĢamada uygulanır. Bu aĢamalar; yıkım ve inĢa aĢamalarıdır. Yıkım aĢaması süresince bazı iĢler bulunan çözümlerden çıkartılır. ĠnĢa aĢamasında ise; önceden çıkartılmıĢ iĢler ġekil 3.3.’de belirtilen sezgisel inĢa yöntemlerinde kullanılmak üzere iĢ sırasına tekrar alınır (iĢler, 2009)
Yıkım aĢaması, n tane iĢin π iĢ sırasında uygulanır ve algoritma, n tane iĢten rastgele ve tekrarlamasız bir Ģekilde d tane iĢ seçer. Bu d tane iĢ π iĢ sırasından sırayla çıkartılır. Bu sürecin sonucunda iki alt küme elde edilir. Ġlk alt küme, n-d iĢ sayılı
π
D iĢsırasından oluĢan sıradır. Ġkinci alt küme ise d iĢ sayılı
π
R iĢ sırasından oluĢan sıradır.Bu
π
R iĢ sırası,π
D iĢ sırasının içine tekrar ve sırayla yerleĢtirilecek, minimizasyonuĠnĢa aĢaması πR alt kümesi ile baĢlar ve
π
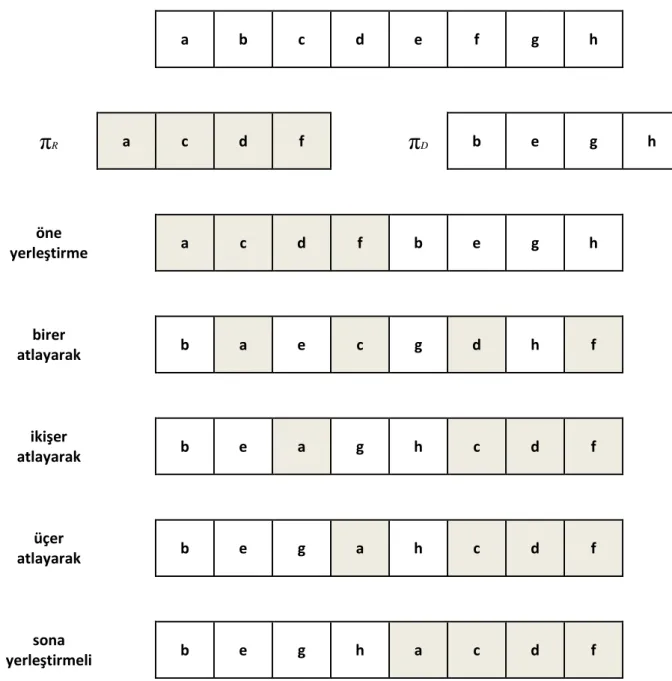
D iĢ sırasının içine tekrar geçen iĢlerininĢası d adımda gerçekleĢir. Bu çalıĢmada 4 sezgisel inĢa yöntemi uygulanmıĢtır.
1. Birer atlayarak iĢleri yerleĢtirmeli inĢa yöntemi : Bu yöntemde,
π
R iĢ sırasının ilkiĢini πD iĢ sırasının ilk baĢına yerleĢtirilir. Sonra
π
D iĢ sırasının ikinci iĢiπ
D iĢ sırasınınüçüncü sırasına yerleĢtirilir. Bu iĢlem
π
R iĢ sırası boĢalana kadar devam eder.2. ĠkiĢer atlayarak iĢleri yerleĢtirmeli inĢa yöntemi : Bu yöntemde,
π
R iĢ sırasının ilkiĢini πD iĢ sırasının ilk baĢına yerleĢtirilir. Sonra
π
R iĢ sırasının ikinci iĢiπ
D iĢ sırasınındördüncü sırasına yerleĢtirilir. Bu iĢlem
π
R iĢ sırası boĢalana kadar devam eder.3. Öne yerleĢtirmeli inĢa yöntemi : Bu yöntemde,
π
R iĢ sırasının tamamı aynı sıra ile,π
D iĢ sırasının önüne yerleĢtirilir.4. Sona yerleĢtirmeli inĢa yöntemi : Bu yöntemde,
π
R iĢ sırasının tamamı aynı sıra ile,π
D iĢ sırasının sonuna yerleĢtirilir (Öztürk, 2007).Yukarıda beliritilen aĢamalar Paralel Doyumsuz Algoritmanın temel yapısıdır. ÇalıĢmada AkıĢ Tipi Çizelgeleme Problemlerinin çözümü için Paralel Doyumsuz Algoritmanın inĢa yönteminde yenilik yapılmıĢtır. Bu durum ġekil 3.3’de beliritilmiĢtir.
a b c d e f g h
π
R a c d f g hπ
D b ea iĢinin
inĢası a b e
En küçük çevrim süreli sıralama seçilir. a-b-e sıralamasının en küçük
süreye sahip olduğunu varsayalım. b a e b e a c iĢinin inĢası c a b e a c b e En küçük çevrim süreli sıralama seçilir. Bu Ģekilde
π
R kümesindeeleman bitene kadar devam eder.
a b c e
a b e c
Bu değiĢikliğin yapılmasındaki ihtiyaç duyulan konu yıkım aĢamalarında genelde rassal yapılmasıdır. Bu durum ise sürekli rassallığa denk gelebildiği ve uyumsuz iĢlerin yanyana gelmesi muhtemelliği yüksek olduğu için çok tavsiye edilmemiĢtir. Bazen
π
R kümesinden herhangi bir iĢπ
D kümesine bir iĢ yerleĢtirilirkençevrim süresinin çok uzadığını fark edebiliyoruz. Önceki ve sonraki iĢlerle uyumlu olmadığını gösterir. Uyumdan kasıt, makine bekleme sürelerini azaltmaktır. Genel bir inĢa yöntemi aĢağıdaki ġekil 3.1’de gösterildiği gibi gibidir.
a b c d e f g h
π
R a c d fπ
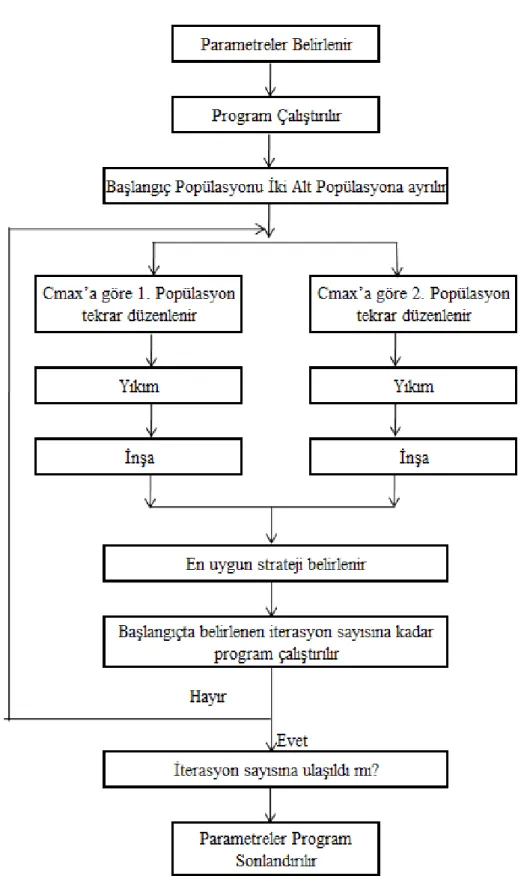
D b e g h öne yerleştirme a c d f b e g h birer atlayarak b a e c g d h f ikişer atlayarak b e a g h c d f üçer atlayarak b e g a h c d f sona yerleştirmeli b e g h a c d fGenel Paralel Doyumsuz Algoritma adımları aĢağıda kısaca özetlenmiĢtir:
1. Adım: Çözüm parametrelerinin belirlenmesi; BaĢlangıç popülasyonu,
alt grup sayısı, iterasyon sayısı.
2. Adım: BaĢlangıç popülâsyonun oluĢturulması
3. Adım: Popülâsyonun iki alt popülâsyona ayrıĢtırılması 4. Adım. Yıkım iĢleminin gerçekleĢtirilmesi
5. Adım: ĠnĢa iĢleminin gerçekleĢtirilmesi
6. Adım: Amaç fonksiyonunu gerçekleĢtiren en iyi stratejinin seçimi 7. Adım: Ġterasyon sayısı kadar iĢlemleri tekrarlayıp uygun sonuca
ulaĢma (Akgöbek ve ark., 2011).
AkıĢ tipi çizelgeleme problemlerinde daha baĢarılı olabilmek için bu genel adımlara ilave olarak birkaç opsiyon denenmiĢtir. Uygulama aĢağıda belirtilen adımlarla yapılmıĢtır:
1. Adım: Çözüm parametrelerinin belirlenmesi; BaĢlangıç popülasyonu, alt grup sayısı,
iterasyon sayısı.
2. Adım: BaĢlangıç popülâsyonun oluĢturulması,
3. Adım: Popülâsyonun iki alt popülâsyona ayrıĢtırılması 4. Adım. Yıkım iĢleminin gerçekleĢtirilmesi.
Bu adımda seçilen ilk alt kümenin mümkün mertebe minimum tutulması önemlidir. Çünkü inĢa aĢamasının faydalı olması için uyumlu iĢleri yanyana getirilmesi gerekir.
5. Adım: ĠnĢa iĢleminin gerçekleĢtirilmesi.
ĠnĢa aĢaması kademeli olarak yerleĢtirilmelidir. Seçilen kümenin içerisine rassal olarak herhangi bir iĢlem bir çok alternatif ile denenir. Denenen alternatifler içinde çevrim süresi en düĢük olan sıralama seçilir. Bir sonraki inĢa bunun üzerine yapılmalıdır. Bu iĢlem iĢler arasındaki uyumu artırırken, makinelerin beklemesi azalmıĢ olur. bütün iĢler sıralamada en küçük çevrim üzerinde denenerek yerleĢtirilip inĢa aĢaması bitirilmelidir.
6. Adım: Amaç fonksiyonunu gerçekleĢtiren en iyi stratejinin seçimi. 7. Adım: Ġterasyon sayısı kadar iĢlemleri tekrarlayıp uygun sonuca ulaĢma.
ġekil 3.4’de bu durum Ģematize edilmiĢtir.
3.2.3. PDA Programı Ġçin Kullanılan Parametreler
Tez de PDA yönteminde kullanılan parametreler baĢlangıç popülasyonu, yıkım aĢaması –alt grup sayısı-, inĢa aĢaması, iterasyon sayısı, tolerans aralığı olamak üzere 5 bölümdür.
BaĢlangıç popülasyonu: Kullanıcının önceden tanımladığı kurallara göre genellikle rassal bir çözüm grubu seçilir veya kullanıcı kendisi ilk çözüm grubunu belirleyebilir. Ġlk çözüm grubuna baĢlangıç popülasyonu denir (ĠĢler, 2009).
ÇalıĢmada rassal çözüm grubu 2 elemanlı
π
R kümesi seçilmiĢtir. Ġlk önceliklekendi içerisinde optümum sıra bulunduktan sonra,
π
D kümesiπ
R üzerinde iĢlemgörmüĢtür. Üzerinde çalıĢılan problemler ise aĢağıda belirtildiği gibidir.
Literatür de bilinen ÇalıĢmada, konusu ile ilgili bilinen Taillard E. (1989) “Temel Çizelgeleme Problemlerindeki Kriterler” (Taillard E., 1989) yayınındaki konu ettiği problemler, ayrıca Revess C. (1985), Heller J. (1960), Carlier J. (1978), problemleri incelendi.
Bu problemler m iĢ n makineden oluĢmaktadır. Taillard E. (1989)’ın konu ettiği problemler, Tablo 3.1’de; Revess C. (1985)’in konu ettiği problemler, Tablo 3.2’de; Carlier J. (1978)’in problemleri de Tablo 3.3’de detaylı olarak gösterilmiĢtir.
Tablo 3.1. Taillard E., (1989) Problemlerinin Sınıflandırılması
iĢ sayısı makine sayıları iĢ sayısı makine sayıları
5 10 20 5 10 20
20
ta001 ta011 ta021
100
ta061 ta071 ta081
ta002 ta012 ta022 ta062 ta072 ta082
ta003 ta013 ta023 ta063 ta073 ta083
ta004 ta014 ta024 ta064 ta074 ta084
ta005 ta015 ta025 ta065 ta075 ta085
ta006 ta016 ta026 ta066 ta076 ta086
ta007 ta017 ta027 ta067 ta077 ta087
ta008 ta018 ta028 ta068 ta078 ta088
ta009 ta019 ta029 ta069 ta079 ta089
ta010 ta020 ta030 ta070 ta080 ta090
50
ta031 ta041 ta051
200
- ta091 ta101
ta032 ta042 ta052 - ta092 ta102
ta033 ta043 ta053 - ta093 ta103
ta034 ta044 ta054 - ta094 ta104
ta035 ta045 ta055 - ta095 ta105
ta036 ta046 ta056 - ta096 ta106
ta037 ta047 ta057 - ta097 ta107
ta038 ta048 ta058 - ta098 ta108
ta039 ta049 ta059 - ta099 ta109
ta040 ta050 ta060 - ta100 ta110
500
- - ta111
Taillard probleri 20x5, 20x10,20x20,50x5, 50x10,50x20,100x5,100x10,100x20,200x10,200x2
0,500x0 gruplarından oluĢmakta ve her grupta 10 adet problem bulunmaktadır
- - ta112 - - ta113 - - ta114 - - ta115 - - ta116 - - ta117 - - ta118 - - ta119 - - ta120
Heller J. (1960) problerinden genel orlibrary flowshop1 problemlerinde bulunan 2 problemi incelenmiĢtir, bunlar hel1 20x10, hel2 100x10 problemleridir.
Tablo 3.2. Revess C. (1985) Problemlerinin Sınıflandırılması iĢ
sayıları
makine sayıları
5 10 15
20
Re1 Re7 Re13
Re3 Re9 Re15
Re5 Re11 Re17
30 - Re19 Re25 - Re21 Re27 - Re23 Re29 50 - Re31 Re37 - Re33 Re39 - Re35 Re41
Tablo 3.3. Carlier J. (1978) Problemlerinin Sınıflandırılması
Alt grup sayısı: alt grup sayısı yıkım aĢamasında belirlenen grup sayısıdır. Min 2 eleman olarak belirlenebilir. Maksimum içerisinde dağılması gereken kümede bir eleman kalabilecek Ģekilde düzenlenebilir. Genelde kullanılan yöntem ise 2 gruba bölerek eĢit bölmedir. Örneğin 20 iĢ popülasyonuna sahip bir kümede
π
R veπ
Dkümeleri 10’ar elemanlı olarak seçilmektedir.
ÇalıĢmada öncelikle genel PDA uygulamalarına benzer Ģekilde denenmiĢtir. Ama bu AkıĢ Tipi Çizelgeleme Problemleri için yeterli olmadığı görülünce
π
R kümesi 2eleman seçilmiĢtir. O elemanlara uyumlu iĢler seçilerek makine beklemeleri minimuma düĢürülmesi muhtemel olduğu düĢünülmüĢtür.
ĠnĢa aĢaması: Literatürde uygulanmıĢ olan inĢa aĢamalarından yukarıda bahsedildi. Bunların AkıĢ Tipi Çizelgeleme Problemlerde yeterli olmadığı görülünce
car1 11x5 car2 13x4 car3 12x5 car4 14x4 car5 10x6 car6 8x9 car7 7x7 car8 8x8
yeni bir yöntem geliĢtirilmiĢtir. Seçilen
π
R kümesindeki iki iĢe en uygun iĢbulunmalıdır. inĢa kümesinde bulunan her iĢ sırasıyla zemin kümenin her bir iĢinin öncesi ve sonrasına yerleĢtirilir. Daha sonra, yerel yerleĢtirme sonucundaki son duruma bakılır, ve yerel yerleĢtirme sonunda minimum çevrim süresine sahip iĢ orada sabitlenir, inĢa edilir. Bir diğer iĢ aynı Ģekilde zemin kümesi içerisinde denenir. Bu durum inĢa kümesinin sonlanmasına kadar devam eder. Böylelikle maksimum uyum aranmıĢ olur.
Ġterasyon sayısı: Ġterasyon sayısı, 1000 olarak alınmıĢtır. 50 iĢ kapasitesine sahip problemlerin sonuçları 500 iterasyona kadar bulmaktadır. Ancak daha sonuçlar için geniĢ tutulmuĢtur. Büyük problemlerde de 100 kadar iterasyon da sonuca yakın değerler elde edilmiĢtir. Daha fazla iterasyonlar ise çözüm süresini uzatmaktadır. Çünkü doyumsuz algoritmaların mantığında rassallık var bir sonucu bulmak için çabucak yol katetmeye baĢlar. Sadece belirtilen olasılıkları dener. Aynı sonucu tekrar vermeyebilir. Bundan dolayı anlık ekranda görmek mantıklıdır. Bundan dolayı iterasyon sayısının geniĢ tutulması avantajında faydalanıldı. Genel olarak problemleri 1000 iterasyonda denendi.
3.2.4. PDA’nın uygulandığı örnekler
PDA, sezgiseldir ve aĢama aĢama çalıĢır. PDA, genelde aĢağıdaki problemleri çözmek için kullanılır. (Öztürk, R., E., 2007)
Bozuk para problemi
En Küçük Karar Ağacı Modeli (EKKAM) Bilgisayar ağları
Gezgin satıcı problemi Sırt çantası problemi
AkıĢ Tipi Çizelgeleme Problemleri EATÇ problemleri
4. AKIġ TĠPĠ ÇĠZELGELEME PROBLEMLERĠNĠN PDA ĠLE ÇÖZÜMÜ
4.1 Programlama ve Veri Alma
Program C Sharp yazılım dilinde yapılmıĢtır.
Çözümü aranan problemler; Taillard E. (1989) problemleri, Revess C. (1985), Heller J. (1960) ve Carlier J. (1978) problemleridir.
Kullanılan bilgisayar özellikleri: Intel (R) Core (TM) 2 duo CPU P 8600 2.4 4.3 GHz iĢlemcili, 2 Gb ram ve Microsoft Windows 7 ULTIMATE iĢletim sistemi bulunan bir bilgisayarda, hazırlanan program yardımıyla çözülmüĢtür.
Çözülen problemler, AkıĢ Tipi Çizelgeleme problemleri ile ilgili son çalıĢmalardan birkaçı olan Dağ S.,(2012)’in ve Ancâu M., (2012)’in çalıĢmaları ile kıyaslanmıĢtır. Yapılan analizlerde, PDA’nın çözüm kalitesi ve çözüme ulaĢmada harcadığı süre ölçülmüĢtür. Çözüm kalitesi, PDA’nın elde ettiği en iyi çözüm (Cmax) ile problemin alt sınır değeri arasındaki yüzde sapma miktarı ile ölçülmektedir.
Yüzde Sapma Miktarı (1)’deki ifadeye göre hesaplanır.
% Sapma Miktarı = PDA Sonucu - Optimum Değeri *100 (1) Optimum Değeri
Tablo 4.1. Car1-Car8 Problemlerinin PDA ile Çözümü ve KarĢılaĢtırılması PROBLEM NO FLOWSHOP 1 OPTĠMUM
DEĞER SONUÇ PDA SÜRE ĠTERASYON
OPTĠMUM DEĞER
ĠLE % FARK
Ancâu M. (2012) çalıĢmasında belirtilen sonuçlar
NEH % SAPMA CG (YDA) % SAPMA SG (SDA) % SAPMA Car1 11x5 7038 7038 00.00.938 1 0,00 7038 0,00 7038 0,00 7038 0,00 Car2 13x4 7166 7166 00.01.132 2 0,00 7376 -2,93 7166 0,00 7166 0,00 Car3 12x5 7312 7312 00.02.766 131 0,00 7399 -1,19 7366 -0,74 7312 0,00 Car4 14x4 8003 8003 00.00.901 2 0,00 8003 0,00 8003 0,00 8003 0,00 Car5 10x6 7702 7720 00.00.559 8 0,00 Car6 8x9 8313 8505 00.01.317 8 0,02 8773 -3,15 8776 -3,19 8505 0,00 Car7 7x7 6558 6590 00.02.831 5 0,00 6590 0,00 6760 -2,58 6590 0,00 Car8 8x8 7649 8366 00.01.332 3 0,09 8564 -2,37 8732 -4,37 8366 0,00 ORTALAMA 7434,1 7568,6 0,0 7677,6 -1,4 7691,6 -1,6 7568,6 0,0 ORTALAMA-2 7467,6 7587,5
PDA da bulunan sonuçlar göstermektedir ki; Carlier J. (1978) problemlerinin Ģu güne kadar ki genel olarak en iyi sonuçlarına ulaĢabilmektedir ve kısa bir sürede bunu yapmaktadır. NEH (1995) algoritmasında belirtilen sonuçlardan daha küçük olanlar bulmaktadır. %1,4 oranında daha baĢarılıdır. Ancâu M. (2012).’nin geliĢtirmiĢ olduğu YDA algoritmasında elde edilen sonuçlardan daha küçük sonuç bulmaktadır. % 1,6 oranında daha fadalı sonuçlar elde edilmiĢtir. Yine Ancâu M. (2012).’nin geliĢtirmiĢ olduğu SDA algoritmasında elde edilen sonuçlarla aynı sonuçları bulmuĢtur. Yani PDA algoritması Carlier J. (1978), problemleri için NEH ve YDA algoritmsından baĢarılı olup SDA algoritması ile aynı sonuçları vermiĢtir.
Ancâu M. (2012) çalıĢmasında Car5 probleminin sonucunu belirtmemiĢtir. Tablo 4.1’de “ORTALAMA-2” olarak belirtilen bölüm ise Car5 problemini dahil edince elde edilen sonuçların ortalamasını göstermektedir.
Tablo 4.2. Hel1-Hel2 Problemlerinin PDA ile Çözümü ve KarıĢılaĢtırılması PROBLEM NO FLOWSHOP 1 OPTĠMUM
DEĞER SONUÇ PDA ĠTERASYON
OPTĠMUM DEĞER ĠLE % FARK SÜRE (dk-sn-sl)
Ancâu M. (2012) çalıĢmasında belirtilen sonuçlar
NEH % SAPMA CG (YDA) % SAPMA SG (SDA) % SAPMA HEL1 100x10 516 515 6 0,00 1.12.247 518 -0,58 525 -2 515 0 HEL2 20x10 136 136 8072 0,00 4.47.698 141 -3,68 144 -6 137 -1 ORTALAMA 326,000 325,500 -0,1 329,500 -2,129 334,500 -3,9 326,000 -0,4
PDA da bulunan sonuçlar göstermektedir ki; Heller J. (1960) problemlerinin Ģu güne kadar ki genel olarak en iyi sonuçlarına ulaĢbilmektedir ve optimum sonuçlarında küçük bir nebze altına düĢebilmektedir. NEH (1995) algoritmasında belirtilen sonuçlardan daha küçük sonuç bulmaktadır, % 2,129 oranında daha baĢarılıdır. Ancâu M. (2012).’nin geliĢtirmiĢ olduğu YDA algoritmasında elde edilen sonuçlardan daha küçük sonuç bulmaktadır, % 3,9 oranında daha fadalı sonuçlar elde edilmiĢtir. Yine Ancâu M. (2012)’nin geliĢtirmiĢ olduğu SDA algoritmasında elde edilen sonuçlarla arasında küçük bir farkla baĢarılı sonuç bulmuĢtur. Yani PDA algoritması Heller J. (1960) problemleri için NEH ve YDA ve SDA algoritmalarından daha baĢarılı sonuçlar vermiĢtir.
Ancâu M. (2012). çalıĢmasında Taillard E. problemlerinden 5 makine problemlerini çözmüĢtür. Bundan dolayı kıyaslama 20x5, 50x5, 100x5 tipi problemler üzerinde yapılmıĢtır.
Tablo 4.3. Ta001-Ta010 Problemlerinin PDA ile Çözümü ve KarıĢılaĢtırılması
PROBLEM NO FLOW SHOP 1 OPTĠMUM
DEĞER SONUÇ PDA ĠTERASYON
OPTĠMUM DEĞER ĠLE % FARK SÜRE (dk-sn-sl)
Ancâu M. (2012) çalıĢmasında belirtilen sonuçlar
NEH % SAPMA CG (YDA) % SAPMA SG (SDA) % SAPMA ta001 20X5 1278 1232 1278 465 0,00 00.20.470 1286 -0,63 1286 -0,63 1278 0,00 ta002 20X5 1359 1290 1359 1984 0,00 01.42.534 1365 -0,44 1367 -0,59 1366 -0,52 ta003 20X5 1081 1073 1087 4666 0,56 01.47.856 1159 -6,62 1141 -4,97 1097 -0,92 ta004 20X5 1293 1268 1299 1364 0,46 01.39.126 1325 -2,00 1358 -4,54 1306 -0,54 ta005 20X5 1236 1198 1235 2650 -0,08 01.11.361 1305 -5,67 1301 -5,34 1244 -0,73 ta006 20X5 1195 1180 1195 38 0,00 00.04.665 1228 -2,76 1224 -2,43 1210 -1,26 ta007 20X5 1239 1226 1239 53 0,00 00.04.926 1278 -3,15 1264 -2,02 1251 -0,97 ta008 20X5 1206 1170 1206 6 0,00 00.03.272 1223 -1,41 1268 -5,14 1206 0,00 ta009 20X5 1230 1206 1230 323 0,00 00.18.844 1291 -4,96 1277 -3,82 1253 -1,87 ta010 20X5 1108 1082 1108 6617 0,00 02.32.566 1151 -3,88 1144 -3,25 1117 -0,81 Ortalama ub ort: 1222,5 1223,6 1261,1 -3,2 1263,0 -3,3 1232,8 -0,8
PDA da bulunan sonuçlar göstermektedir ki, bazı problemler için “Üst Sınır” değerinin altına da düĢmektedir. NEH (1995) algoritmasında belirtilen sonuçlardan daha küçük sonuç bulmaktadır. % 3,2 oranında daha baĢarılıdır. Ancâu M. nini geliĢtirmiĢ olduğu YDA algoritmasında elde edilen sonuçlardan 39,4 br süre daha küçük sonuç bulmaktadır. % 3,3 oranında daha faydalı sonuçlar elde edilmiĢtir. Yine Ancâu M.’nin geliĢtirmiĢ olduğu SDA algoritmasında elde edilen sonuçlardan da daha iyi sonuçlar bulmuĢtur. % 0,8 kadar daha faydalı olmuĢtur. Yani PDA algoritması Taillard E. (1989) problemlerinden 20x5 tipi problemler için NEH ve YDA ve SDA algoritmalarından daha baĢarılı sonuçlar vermiĢtir.
Tablo 4.4. Ta031-Ta040 Problemlerinin PDA ile Çözümü ve KarıĢılaĢtırılması PROBLEM NO FLOW SHOP 1 OPTĠMUM DEĞER PDA SONUÇ ĠTERASYON OPTĠMUM DEĞER ĠLE % FARK SÜRE (dk-sn-sl)
Ancâu M. (2012) çalıĢmasında belirtilen sonuçlar
NEH % SAPMA CG (YDA) % SAPMA SG (SDA) % SAPMA ta031 50X5 2724 2712 2724 2 0,00 00.06.543 2733 -0,33 2761 -1,36 2724 0,00 ta032 50X5 2836 2808 2847 2 0,00 01.03.800 2843 0,14 2889 -1,48 2848 -0,04 ta033 50X5 2621 2596 2624 312 0,00 01.40.476 2640 -0,61 2674 -1,91 2622 0,08 ta034 50X5 2751 2740 2764 312 0,00 01.40.476 2782 -0,65 2782 -0,65 2782 -0,65 ta035 50X5 2863 2837 2864 34 0,00 01.10.611 2868 -0,14 2908 -1,54 2863 0,03 ta036 50X5 2829 2793 2831 10 0,00 00.31.530 2850 -0,67 2863 -1,13 2840 -0,32 ta037 50X5 2725 2689 2736 132 0,00 00.44.999 2758 -0,80 2781 -1,64 2732 0,15 ta038 50X5 2683 2667 2690 245 0,00 02.45.628 2721 -1,15 2780 -3,35 2701 -0,41 ta039 50X5 2554 2527 2561 242 0,00 01.59.983 2576 -0,59 2595 -1,33 2562 -0,04 ta040 50X5 2782 2776 2786 1 0,00 00.06.282 2790 -0,14 2787 -0,04 2784 0,07 ortalama ub ort: 2736,8 2742,7 2756,1 -0,5 2782,0 -1,4 2745,8 -0,1
PDA da bulunan sonuçlar göstermektedir ki . Taillard E. (1989) problemlerinden 50x5 problemleri için Ģu güne kadar ki genel olarak en iyi sonuçları arasında yer alabilen sonuçlar vernektedir. NEH(199) algoritmasında belirtilen sonuçlardan daha küçük sonuç bulmaktadır. % 0,5 oranında daha baĢarılıdır. Ancâu M. (2012).’nin geliĢtirmiĢ olduğu YDA algoritmasında elde edilen sonuçlardan daha küçük sonuç bulmaktadır. % 1,4 oranında daha fadalı sonuçlar elde edilmiĢtir. Yine Ancâu M. (2012).’nin geliĢtirmiĢ olduğu SDA algoritmasında elde edilen sonuçlardan da daha iyi sonuçlar bulmuĢtur. % 0,1 kadar daha faydalı olmuĢtur. Yani PDA algoritması Taillard E. (1989) problemlerinden 50x5 tipi problemler için NEH ve YDA ve SDA algoritmalarından daha baĢarılı sonuçlar vermiĢtir.
Tablo 4.5. Ta061-Ta070 Problemlerinin PDA ile Çözümü ve KarıĢılaĢtırılması PROBLEM NO FLOW SHOP 1 OPTĠMUM
DEĞER SONUÇ PDA ĠTERASYON
OPTĠMUM DEĞER ĠLE
% FARK
SÜRE (dk-sn-sl)
Ancâu M. (2012) çalıĢmasında belirtilen sonuçlar
NEH % SAPMA CG (YDA) % SAPMA SG (SDA) % SAPMA ta061 100X5 5493 5437 5493 73 0,00 05.24.562 5519 -0,47 5527 -0,62 5495 -0,04 ta062 100X5 5274 5208 5280 14 0,00 07.00.587 5348 -1,29 5304 -0,45 5275 0,09 ta063 100X5 5175 5130 5213 20 0,01 02.44.160 5219 -0,12 5250 -0,71 5206 0,13 ta064 100X5 5018 4963 5023 20 0,00 06.39.861 5023 0,00 5052 -0,58 5021 0,04 ta065 100X5 5250 5195 5265 9 0,00 00.54.794 5266 -0,02 5345 -1,52 5262 0,06 ta066 100X5 5135 5063 5140 3 0,00 01.05.496 5139 0,02 5200 -1,17 5156 -0,31 ta067 100X5 5247 5198 5279 26 0,01 04.12.804 5259 0,38 5287 -0,15 5273 0,11 ta068 100X5 5106 5038 5127 42 0,00 02.58.116 5120 0,14 5144 -0,33 5108 0,37 ta069 100X5 5454 5385 5469 14 0,00 01.01.613 5489 -0,37 5485 -0,29 5467 0,04 ta070 100X5 5328 5272 5346 3 0,00 01.02.610 5341 0,09 5372 -0,49 5363 -0,32 ortalama ub ort: 5248,0 5263,5 5272,3 -0,2 5296,6 -0,6 5262,6 0,0