Hasan Candan ÖTEYAKA
Kütahya Dumlupınar Üniversitesi
Lisansüstü Eğitim Öğretim ve Sınav Yönetmeliği Uyarınca Fen Bilimleri Enstitüsü Makine Mühendisliği Anabilim Dalında
DOKTORA TEZİ Olarak Hazırlanmıştır
Danışman: Prof. Dr. Ramazan KÖSE
ENDÜSTRİYEL BİR ÜRETİM HATTI İÇİN OPTİMAL BAKIM STRATEJİSİNİN VE PERİYODUNUN BELİRLENMESİ
Hasan Candan ÖTEYAKA Makine Mühendisliği, Doktora Tezi, 2020 Tez Danışmanı: Prof. Dr. Ramazan KÖSE
ÖZET
Üretim yapan firmalarının performansı ve rekabet gücü, işletmelerindeki üretim sistemine ve bu sistemlerdeki makine ve ekipmanların beklenen fonksiyonlarının sürdürülebilirliğine, üretkenliğine, güvenirliliğine ve korunmasına bağlıdır. Bunların sürdürülebilir güvenli üretim performansını; bakım faaliyetleri, uygun bakım yöntemleri ve bakım stratejileri sağlar. Bakım yöntemleri genel olarak planlı ve plansız olmak üzere ikiye ayrılır. Planlı bakımın bir kolu da periyodik bakımdır. İşletmeler, düşük bakım maliyeti ve ekipmanların kullanılabilirliğini olumlu etkilenmesi gibi önemli avantajlar nedeniyle periyodik bakımlarını en uygun sürede gerçekleştirmeye çalışırlar. En uygun periyodik bakımın belirlenmesi için uygulanabilecek yöntemlerden bir tanesi de veri analiz yöntemidir. Veri analizi yöntemi ile makinelerin çalışma ömürleri boyunca ne kadar sıklıkla arıza yapabileceği ve bu arıza sayısını temel alarak ne kadar sıklıkla periyodik bakım yapılması gerektiği belirlenebilir.
Bu çalışmada; bakımın önemi, işletmelerdeki bakım maliyetini etkileyen unsurlar ve bu maliyetlerin azaltılması için ne tür bir bakım yönetimi uygulanabileceği açıklanmıştır. Cam üretim sektöründe faaliyet gösteren bir işletmenin üretim hattında en uygun bakım periyodunu belirlenmesi için matematiksel model yardımıyla veri analizi yapılmıştır. Veri analiz modelinde iki kriterli matematiksel model belirlenmiş olup, bunlar; bakım maliyeti ve kullanılabilirliktir. Matematiksel modelden çıkan sonuçlar ile işletmenin uyguladığı bakım yöntemi kıyaslandığında maliyetlerin %53 azaldığı görülmüştür.
Anahtar Kelimeler: Planlı Bakım, Veri Analizi, Optimizasyon, Bakım Maliyeti,
DETERMINATION OF OPTIMAL MAINTENANCE STRATEGY AND PERIOD FOR AN INDUSTRIAL PRODUCTION LINE
Hasan Candan ÖTEYAKA
Mechanical Engineering, PhD. Thesis, 2020 Thesis Supervisor: Prof. Dr. Ramazan KÖSE
SUMMARY
The performance and competitiveness of manufacturing companies depends on the production system and the sustainability, productivity, reliability and protection of the functions of the machinery and equipment associated with this system. Their sustainable safe production performance is ensured by maintenance activities, appropriate maintenance methods and maintenance strategies. Maintenance methods are generally evaluated in two separate parts, planned and unplanned. In periodic maintenance, which is a branch of planned maintenance, and enterprises try to perform their periodic maintenance in the most appropriate time due to their important advantages such as low maintenance cost and positive effects on the availability of equipment. One of the methods that can be applied to determine the most suitable periodic maintenance conditions is the data analysis method. With the data analysis method, it can be determined how often the machines can fail during their working life and how often periodic maintenance should be performed with an approach based on the number of failures in this context.
In this study, the importance of maintenance, factors affecting maintenance costs in companies and the type of maintenance management that could be applied to reduce these costs were explained. In order to determine the most suitable period of maintenance in the production line of a company operating in the glass sector, data analysis was performed with the help of mathematical model. In the data analysis model, two criteria mathematical models were determined; maintenance cost and availability. When the results obtained from mathematical model are compared with the maintenance method applied by the company, it is seen that the costs decreased by %53.
Keywords: Scheduled Maintenance, Data Analysis, Optimization, Maintenance Cost,
TEŞEKKÜR
Bu çalışmanın gerçekleştirilmesinde, derin tecrübesiyle rehberliğini hiçbir zaman esirgemeyen, kıymetli zamanını ayırıp sabırla ve büyük bir ilgiyle bana faydalı olabilmek için elinden geleni sunan, her sorun yaşadığımda yanına çekinmeden gidebildiğim tez danışmanım ve çok değerli hocam Prof. Dr. Ramazan KÖSE’ye teşekkürlerimi sunuyorum.
Sevgisi ve anlayışıyla hep yanımda olan, zor zamanlarımda desteğiyle beni hiç yalnız bırakmayan eşim Şehnaz ÖTEYAKA’ya ve evin neşe kaynakları çocuklarım Elif ve Ayça ÖTEYAKA’ya teşekkür ederim.
Bugünlere gelmemi sağlayan çok sevdiğim annem Hava ÖTEYAKA ve babam Bahri ÖTEYAKA’ya da en içten sevgi, saygı ve şükranlarımı sunar, teşekkür ederim.
Son olarak desteklerini esirgemeyen abim Mustafa ÖTEYAKA, kardeşim Emre ÖTEYAKA ve öz kardeşim gibi gördüğüm bu çalışmada önemli katkıları olan Gülnaz DALOĞLU’na teşekkür ederim.
İÇİNDEKİLER
Sayfa
ÖZET ... v SUMMARY ... vi ŞEKİLLER DİZİNİ ... x ÇİZELGELER DİZİNİ ... xiiSİMGELER VE KISALTMALAR DİZİNİ ... xiii
1. GİRİŞ ... 1
2. LİTERATÜR ARAŞTIRMASI ... 4
3. BAKIM VE GENEL KAVRAMLAR ... 15
3.1. Tanım ve Kavramlar ... 15
3.2. Bakım Yönetimi ... 19
3.3. Bakım Yöntemleri ... 21
3.3.1. Arıza olduğunda bakım (plansız bakım) ... 21
3.3.2. Koruyucu bakım (planlı periyodik bakım) ... 22
3.3.3. Kestirimci bakım (planlı uyarıcı bakım) ... 22
3.3.4. Önleyici bakım (planlı proaktif bakım) ... 23
3.4. Toplam Verimli Bakım ... 23
3.4.1. Altı büyük kayıp ... 27
3.4.2. Sıfır duruşlara ulaşmada temel strateji ... 29
3.4.3. Bakım ve üretim bölümleri arasındaki iş bölümü ... 29
3.4.4. Yaşam döngüsü maliyet yöntemi ... 30
3.4.5. TVB uygulaması için ilk şart: 5s uygulamaları ... 31
3.5. Sistem Güvenilirliği ve Ömür Testleri ... 32
3.5.1. Sistemlerin güvenilirliği ... 35
3.5.2. Ömür testleri ... 37
4. OPTİMAL BAKIM PERİYODU BELİRLENMESİ İÇİN MATEMATİKSEL MODEL ... 43
4.1. Matematiksel Modelin Notasyonları ... 43
4.2. Varsayımlar ... 44
4.3. Hedef Fonksiyonu ... 44
4.3.1. Sistemin birim zamanda bakım maliyet fonksiyonu ... 44
İÇİNDEKİLER (devam)
Sayfa
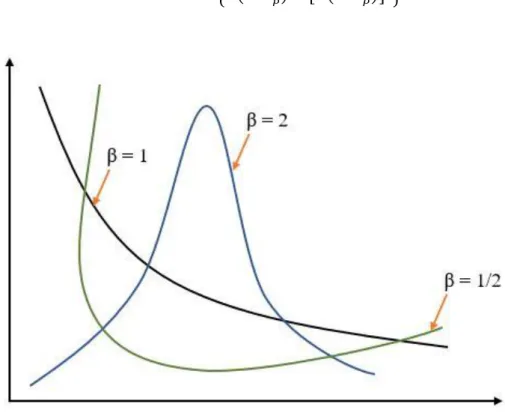
4.4. Weibull Dağılımı İçin Arıza Oranı ... 45
4.5. Değerlendirme ve Sonuç ... 46
5. İŞLETMELERDE BAKIM FAALİYETLERİ VE CAM ÜRETİM SEKTÖRÜNDE BAKIM İYİLEŞTİRME UYGULAMASI ... 47
5.1. Cam Üretim Sektöründe Faaliyet Gösteren Bir İşletmenin Üretim Süreci ve Ekipmanların Özellikleri ... 52
5.2. Matematiksel Model Yardımı ile Optimal Bakım Periyodunun Belirlenmesi ... 56
5.3. Bulgular ve Tartışma ... 75
6. SONUÇLAR VE DEĞERLENDİRMELER ... 77
KAYNAKLAR DİZİNİ... 81 ÖZGEÇMİŞ
ŞEKİLLER DİZİNİ
Şekil Sayfa
3.1. Üretim planlama ile bakım planlama arasındaki ilişki ... 16
3.2. Bakım maliyet ilişkileri ... 18
3.3. Bakım yönetim sisteminin aşamaları ... 20
3.4. İşletmelerde uygulanan bakım yöntemleri ... 21
3.5. Arıza bakımın maliyeti ... 22
3.6. Bakım frekansı ... 23
3.7. TVB Felsefesi... 24
3.8. Tüm bakım yöntemleri ... 26
3.9. Bakım felsefesinin gelişimi ... 26
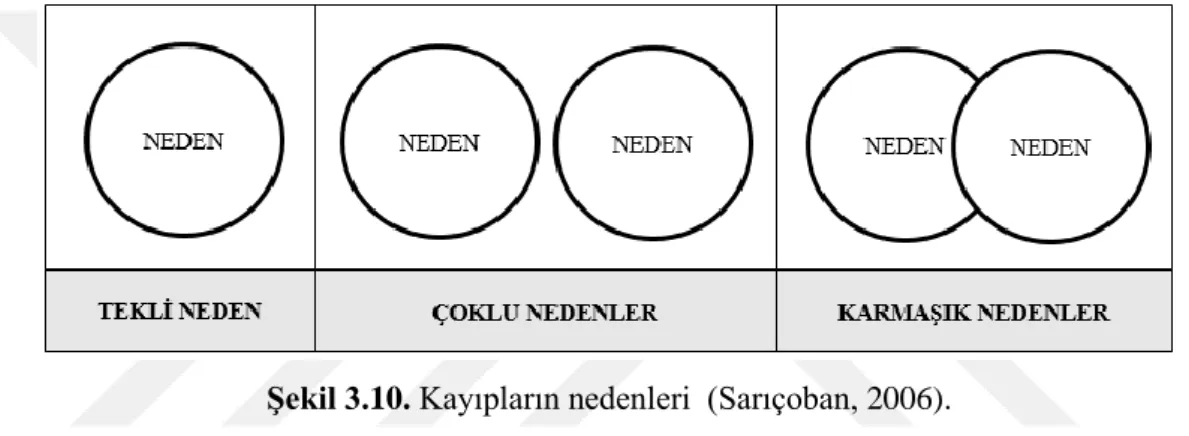
3.10. Kayıpların nedenleri ... 28
3.11. Kronik kayıplar ile seyrek oluşan hatalar ... 28
3.12. Üretim ve bakım bölümleri arasındaki iş bölümleri ... 30
3.13. Ömür çevrim maliyetini etkileyen faktörler ... 31
3.14. Güvenilirlik – Maliyet ilişkisi ... 34
3.15. Sistemin tanımı ... 36
3.16. Ömür testleri ... 37
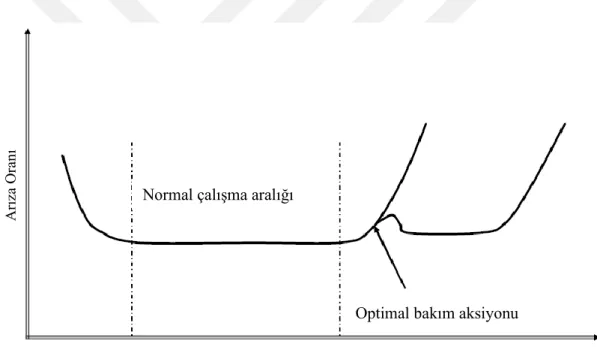
3.17. Arıza trendi eğrisi dönemleri ... 38
3.18. Zamanın fonksiyonu olarak frekans dağılımı ... 40
3.19. Zamanın fonksiyonu olarak güvenilirliği ... 40
3.20. Zamanın fonksiyonu olarak arıza oranı ... 40
3.21. Weibull pdf α=1 için dağılım ... 42
5.1. Zamana bağlı arıza oranı ... 47
5.2. Bakımın etkisi ... 48
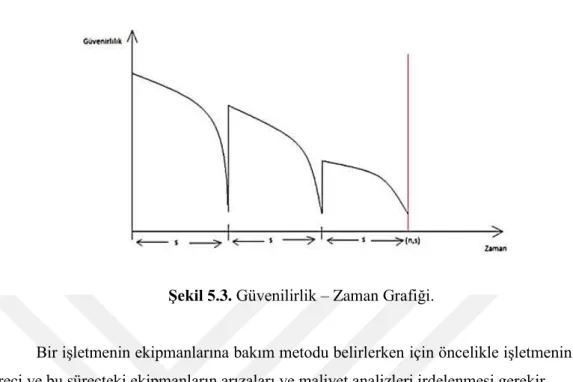
5.3. Güvenilirlik – Zaman Grafiği... 49
5.4. Örnek üretim akış süreci ... 49
5.5. Örnek bir vibrasyon analiz çalışması ... 51
5.6. Cam üretim sektöründe örnek bir üretim süreci ... 52
5.7.Cam üretim sektöründe faaliyet gösteren işletmenin üretim süreci ... 53
5.8. Optimal bakım periyodunun belirlenmesi için uygulanacak adımlar ... 55
5.9. Şekil verme makinesinin minitab programı ile çıkan sonucu ... 56
ŞEKİLLER DİZİNİ (devam)
Şekil Sayfa
5.11. Cam besleme ekipmanın minitab programı ile çıkan sonucu ... 58
5.12. Damla yolu ekipmanın minitab programı ile çıkan sonucu ... 59
5.13. Konveyör-1 ekipmanın minitab programı ile çıkan sonucu ... 60
5.14. Kesme makinası minitab programı ile çıkan sonucu ... 61
5.15. Konveyör-2 ekipmanın minitab programı ile çıkan sonucu ... 62
5.16. Transfer makinası minitab programı ile çıkan sonucu ... 63
5.17. Konveyör-3 ekipmanın minitab programı ile çıkan sonucu ... 64
5.18. İtici makinası minitab programı ile çıkan sonucu ... 65
5.19. Weibull Beta-1 Lingo yazılımı ... 66
5.20. Weibull Beta-2 Lingo yazılımı ... 67
5.21. Weibull Beta-3 Lingo yazılımı ... 67
5.22. Weibull Beta-4 Lingo yazılımı ... 68
5.23. Şekil verme makinasi Lingo sonucu ... 68
5.24. Section ekipmanı Lingo sonucu ... 69
5.25. Cam besleme makinası Lingo sonucu ... 70
5.26. Damla yolu ekipmanı Lingo sonucu ... 70
5.27. Konveyör-1 ekipmanı Lingo sonucu ... 71
5.28. Kesme makinası Lingo sonucu ... 72
5.29. Transfer makinası Lingo sonucu ... 72
5.30. Konveyör-2 ekipmanı Lingo sonucu ... 73
5.31. İtici makinası Lingo sonucu ... 74
5.32. Konveyör-3 ekipmanı Lingo sonucu ... 74 6.1. Ekipman bazında matematiksel model ile işletmenin uyguladığı bakım periyodu farkları . 80
ÇİZELGELER DİZİNİ
Çizelge Sayfa
3.1. TVB’nin gelişim ve faaliyetleri... 25
3.2. TVB’nin çıktı ve hedefleri ... 27
3.3. 5S’in hedefleri ve yararları... 32
5.1. Üretim kapasitesine göre ekipman sınıflandırması ... 50
5.2. Ekipman sınıfına göre bakım türünün seçimi ... 50
5.3. Ekipman karar matrisi ... 54
5.4. Ekipman sınıflandırılması ... 55
5.5. Section ekipmanın karakteristik grafik dağılımları ... 56
5.6. Section ekipmanın karakteristik grafik dağılımları ... 57
5.7. Cam besleme ekipmanın karakteristik grafik dağılımları ... 58
5.8. Damla yolu ekipmanın karakteristik grafik dağılımları ... 59
5.9. Konveyör-1 ekipmanın karakteristik grafik dağılımları ... 60
5.10. Kesme makinası karakteristik grafik dağılımları ... 61
5.11. Konveyör-2 ekipmanın karakteristik grafik dağılımları ... 62
5.12. Transfer makinası karakteristik grafik dağılımları ... 63
5.13. Konveyör-3 ekipmanın karakteristik grafik dağılımları ... 64
5.14. İtici makinası karakteristik grafik dağılımları ... 65
5.15. Ekipman kritik seviyesi ... 75
5.16. Ekipman bakım verilerinin karşılaştırma çizelgesi ... 76
5.17. Ekipmanlar arası bakım periyotlarının karşılaştırılması ... 76
6.1. Ekipman bazında matematiksel model ile işletmenin uyguladığı bakım maliyet kıyaslaması ... 80
SİMGELER VE KISALTMALAR DİZİNİ
Simgeler Açıklamalar
A Yüzde olarak kullanılabilirlik (%) Cm Minimum arıza onarım maliyeti (TL)
Co Planlı bakım maliyeti (TL)
Cr Revizyon bakım maliyeti (TL) R(t) Güvenilirlik fonksiyonu f(x) Olasılık yoğunluk fonksiyonu F(t) Arıza yapma olasılığı
λ (t) Arıza hızı ya da zamana bağlı hata oranı Ri i komponentin güvenilirliği
RS Seri sistemin güvenilirliği
П Çarpım sembolü ∑ Toplama sembolü
n ve β Weibull dağılımında ölçek ve şekil parametreleri σ2 Varyans
s Yapılacak bakımın zaman aralığı (Saat) n Yapılacak bakımın periyodu (Adet)
f (n,s) Birim zamandaki bakım maliyeti (TL)
Eta (ɳ) Weibull dağılımında ölçek parametresi Tm Minimum arıza onarım duruş zamanı (Saat) To Planlı bakım duruş zamanı (Saat)
Tr Revizyon bakım duruş zamanı (Saat) 𝑣(𝑡) Normalde sistemin arıza oranı 𝑣̂(𝑡) Fiilen sistemin arıza oranı
𝐻(𝑛𝑠) 0 – t zaman aralığında normalde gerçekleşmesi beklenen arızalar 𝐻̂(𝑛𝑠) 0 – t zaman aralığında fiilen beklenen arızalar
SİMGELER VE KISALTMALAR DİZİNİ (devam)
Kısaltmalar Açıklamalar
MTBF Mean Time Between Failure - İki Arıza Arasındaki Ortalama Süre MTTR Mean Time To Repair - Onarıma Kadar Geçen Ortalama Süre RCM Reliability Centred Maintenance - Güvenilirlik Merkezli Bakım TVB Toplam Verimli Bakım
JİPM Japan Institute of Plant Maintenance - Japon Fabrika Bakım Enstitüsü PDF Probability Density Function - Olasılık Yoğunluk Fonksiyonu
ADO Arıza Duruş Oranı
TEE Toplam Ekipman Etkinliği SDH Stok Devir Hızı
BBM Bakım Birim Maliyeti İSG İş Sağlığı ve Güvenliği
FİFO First In First Out - İlk Giren İlk Çıkan
FAİL\SUSP Failure \ Suspend - Arıza Sayısı \ Kesinti Sayısı PM Preventive Maintenance - Koruyucu Bakım LCC Life Cycle Cost - Yaşam Döngüsü Maliyeti TECİ Toplam Beklenen Maliyet Endeksi
OEE Overall Equipment Effectiveness - Toplam Ekipman Etkinliği MKE Makine Kimya Endüstri
TOPSİS Technique for Order Preference by Similarity to İdeal Solution - İdeal Çözüme Benzerliğe Dayalı Sıralama Tekniği
1. GİRİŞ
Bakım, bir üretim sistemini oluşturan makine ve ekipmanların kestirilen çalışma ömürleri süresince fonksiyonel durumda tutabilmek için yapılan gerekli aktivitelerin tümüne denir. Bu aktiviteler; tüm teknik, idari ve yönetimsel eylemlerin bileşimidir. Geçmişten günümüze, ilkel ve basit ekipmanlar da dâhil bakım insanlar için bir ihtiyaç olmuştur. İlk zamanlar bakım, ekipmanların artık çalışamayacak duruma düştükleri zamanda yürütülen faaliyetler olarak algılanırken bugün ise “Arıza bakım veya düzeltici bakım” olarak ifade edilmektedir (Görener ve Yenen, 2007).
Günümüzde küresel rekabetin artması ile endüstriyel işletmeler, ulusal/uluslararası rekabet gücünü artırabilmek ve sürekliliğini sağlayabilmek için üretim süreçlerinin etkinliğini ve verimliliğini sürekli kılabilecek faaliyetler konusunda yoğun araştırmalar ve uygulamalar yapmışlardır. Söz konusu faaliyetler içinde optimal bakım stratejisinin önemi ve gerekliliği, bakım aktivitesinin üretimdeki rolü (üretim sistemlerinin en az arıza ile en verimli şekilde çalışmasından doğrudan sorumlu) ön plana çıkmıştır (Chouikhi, 2012; Oliveira vd., 2014). Bakım faaliyeti masraflı olup, her işletmenin toplam işletme maliyetinin önemli bir kısmını oluşturur. Bu oran toplam üretim maliyetinin yaklaşık yüzde 15 ile yüzde 60'ı arasında olabilir (Mobley, 2002; Öteyaka ve Ait-Kadi, 2008). Bu oranları düşürmek için, bakım faaliyetleri uygun bir strateji ile gerçekleştirilmelidir. Bu amaçla genel olarak bakım faaliyetlerinin maliyetini düşürmeyi ve üretim sisteminin güvenirliğini, kullanılabilirliğini, performansını artırmayı amaçlayan optimal bakım stratejileri alanında birçok bilimsel araştırma yapılmış ve yapılmaktadır.
Geçmişe dönük bakım alanındaki çalışmalar ve gelişmeler incelendiğinde; 1950 yıllarında Japon mühendisler tarafından bakım konusunda yeni bir kavram çalışması yürütüldüğü ve bu yeni kavramın günümüzde çok kullanılan “Koruyucu bakım” olarak adlandırıldığı görülmektedir. İlk zamanlar zamana bağlı olarak yağlama ve kilit noktaların değişimi planlanarak bakım süreci yürütülmüştür. Ancak bu yöntemde, fazla yağlama işleri, çalışma ömrü devam eden ekipmanların değişimi ve insan gücü maliyetinin yüksek olmasından dolayı Koruyucu bakım beklenilenden pahalı olmuştur. Zamanla bu maliyetlerin önüne geçebilmek için sürekli iyileştirme çalışmaları ve araştırmalar yapılmıştır (http://www.leanexpertise.com, 2017).
1960’lı yıllarda A.B.D. de kompleks makine ve cihazların güvenirliği ile ilgili yapılan çalışmaların sonucu olarak, havacılık endüstrisinde “Güvenirlik Merkezli Bakım” (RCM) stratejisinin temelleri atılmıştır. 1968 yılında ilk defa RCM odaklı bir bakım programı oluşturulmuş ve Boeing 747 uçağına uygulanmıştır (http://www.mainsaver.com, 2017).
Başlangıçta sadece havacılık endüstrisinde kullanılan RCM, zamanla güvenliğin ön planda olduğu nükleer santraller, petrokimya tesisleri, boru hatları gibi endüstriyel alanlarda da kullanılmaya başlanmıştır. Günümüzde RCM’nin kullanım alanı hızla genişlemektedir. RCM, makine durumuna bağlı bakım (Kestirimci Bakım), çalışma zamanına bağlı periyodik bakım ve arıza sonrasında yapılan bakım stratejilerinin optimum birleşimini araştırır ve uygular.
1970’li yıllarda Japonya’da RCM’den farklı, başlangıçta ağırlıklı olarak otomotiv endüstrisinde kullanılan yeni bir bakım stratejisi oluşmaya başlamıştır. 1971 yılında Japon Fabrika Bakım Enstitüsü tarafından kalite ve verimliliğin üst sınırlarını zorlayan bu metoda “Toplam Verimli Bakım” (TPM) adı verilmiştir (Zafer, vd. 2003). Günümüzde yaygın olarak kullanılan bu bakım yönetim süreci “Toplam Verimli Bakım”, ilk olarak Toyota firmasına elektrik parçaları üreten ve tedarik eden Nipponese firması tarafından kullanılmıştır. Söz konusu firma JIPM tarafından “Toplam Verimli Bakım” konusunda ödülü alan ilk firma olmuştur (http://de.slideshare.net, 2016). Diğer taraftan duruma dayalı veya tahmini bakım olarak da bilinen “Durum Bazlı Bakım” (CBM) modeli çeşitli endüstrilerde kullanımı giderek artan modern bir bakım stratejisi olarak görünmektedir. Bu model alet ve makinanın arıza durumuna düşmeden önce sorunları önceden tespit ederek çözümü sağlar. Endüstri sistemlerinde, herhangi bir ürün zararının ciddi sonuçları olabilir. Bu açıdan CBM, yüksek değerli varlıkları işleten bir endüstri için çok cazip bir yöntemdir (Grall, 2002; Han, 2002; Moya, 2004; Shin ve Jun, 2015). Ancak, imalat sanayiinde CBM gibi gelişmiş bakım teknolojilerinin uygulanması oldukça sınırlıdır (Randall, 2011; Rastegari, 2015).
Günümüzde şirketler; genellikle maliyet, kalite, hizmet ve zamanında teslimatlar konusunda rekabet avantajı elde etmeyi amaçlarlar. Belirtilen bu konular üzerine bakım faaliyetinin etkisi, kısacası verimlilik ve karlılığın artırılmasındaki önemi, tedarik zincirindeki diğer unsurlar ile olan önemli koordinasyonu (üretim sürecini ve sistemini tasarlarken ve geliştirirken bakım departmanının görüşleri, satın alma departmanının orijinal ekipman üreticisini seçmesindeki yardım ve hizmetleri) nedeniyle üretim firmaları bakım faaliyetlerine daha fazla önem vermeye başlamıştır (Alsyouf, 2007). Bakımın tartışılmaz önem ve avantajından dolayı, ayrıca belirlenen bakım hedeflerine ulaşmak için firmalar uygun bakım stratejileri geliştirmeye ve uygulamaya çalışmaktadırlar (Goodwell, 2015).
Seçilen bakım stratejisinin performansını değerlendirmek ve olumlu yönde olup, olmadığını görmek, bakım stratejisi kararının sistemin gelecekteki çalışması üzerindeki etkisini tahmin edebilmek için matematiksel bir bakım modelinin geliştirilmesine ihtiyaç vardır. Bakım modellerinin geliştirilmesi birçok araştırmacının ve firmaların konusu olmuştur ve bu alanda
yaygın olarak atıf yapılan makalelerin yayınlanmasına yol açmıştır (Dekker, 1996; Scarf, 1997; Wang, 2002; Chouikhi, 2012).
Bu çalışmanın temel amacı; endüstriyel bir işletmenin üretim sürecini, maliyette ve devamlılıkta sürdürebilirliğini getirimli tutabilmek için uygun bakım yönetimini ve matematiksel model ile optimal bakım stratejisini belirleyebilmektir. Bu amaç için, cam ev eşyası sektöründe faaliyet gösteren işletmenin bir üretim hattı ve bu hatta bulunan her bir ekipman ve bu ekipmanlara ait veriler ele alınacaktır. Bu veriler kullanılarak geliştirilecek optimal bakım stratejisi ile aktüel kullanılan bakım strateji karşılaştırılacaktır.
Çalışmanın birinci bölümünde bakım konusunun tarihçesi, bakım yönetiminin önemi ve bu çalışmanın amacı anlatılmıştır. İkinci bölümde, bakım yönetiminin literatür araştırması sunulmuştur. Üçüncü bölümde ise bakım ile ilgili temel kavramlar ve sistem güvenilirliği konuları aktarılmıştır. Dördüncü bölümde, bakım periyodunun ve bakım maliyetinin optimal seviyeye ulaşabilmesi için uygulanacak bakım modelin detayı ve adımları ayrıntılandırılmıştır. Son bölümde ise, cam üretim sektöründe faaliyet gösteren bir işletmenin bakım verilerini kullanarak en uygun bakım stratejisinin matematiksel model yardımıyla çözümü ve sonuçları analiz edilmiştir.
2. LİTERATÜR ARAŞTIRMASI
Üretim yapan firmalarının performansı ve rekabet gücü; işletmelerindeki üretim sistemine ve bu sistemlerdeki makine ve ekipmanların beklenen fonksiyonlarının sürdürülebilirliğine, üretkenliğine, güvenirliğine ve korunmasına bağlıdır. Bunların sürdürebilir güvenli üretim performansını; bakım faaliyetleri, uygun bakım yönetimleri ve bakım stratejileri sağlar. Uygun bakım yöntemlerini belirlemek ve uygulayabilmek için işletmenin bakım verilerini kullanarak matematiksel modelleme ve simülasyon çalışmalarının yapılması gerekmektedir. Bilimsel olarak teorik ve uygulamaya dönük matematiksel modelleme araştırmaları ve çalışmaları yapılmış ve halen bu alanda bilimsel araştırmalar devam etmektedir. Özellikle de bakım maliyeti kriteri ile optimal planlı bakım konularında yoğun araştırmalar ve bilimsel çalışmalar yapılmıştır. Bu bölümde, literatürde bulunan, endüstriyel üretim tesisi veya sistemleri ile ilgili yapılmış bilimsel optimal bakım stratejileri ve matematiksel model çalışmaları hakkında bilgi verilmektedir. Sunulan söz konusu araştırmalar, yapılan bu bilimsel çalışmaya ışık tutması, aralarındaki farklılığın görülmesi ve bu çalışmanın bilime katkısı açısından önemlidir.
Barlow ve Hunter (1960) yılında iki tip koruyucu bakım yönetimi kuralı hakkında çalışma yürütmüştür. Bunlardan ilki ve en çok kullanılışlı bakım kuralı basit ekipmanlar için belirlenmiştir; bu kural ile arızasız geçen bir çalışma zamanı sonrasında revizyon bakım yapılmaktadır. Arıza duruşu olması durumunda bakım periyodu arıza bitiş zamanından sonra yeninden başlatılmaktadır. İkinci kuralda ise geniş ve karmaşık sistemler için çalışılmıştır ve arıza olsa da olmasada belirlenen periyotlarında bakım faaliyeti yapılmaktadır. Her iki kuralda da arıza durumunda sistemi yeninden çalışabilir durumda minimum bakım faaliyeti yürütülmektedir. Usher vd. (1998), arıza oluşum hızının artan yönde olan onarılabilir bir sistem için optimal maliyetli bir koruyucu bakım politakası öngörmeye yönelik bir yöntem sunmuştur. Bakım yönteminde üç çeşit aksiyon kullanmışlardır ve bu bakım periyotları eşit zaman aralığında gerçekleştirilmiştir. Bu bakım aksiyonları sırasıyla, sistemi koruyan bakım, sistemin değiştirilmesi ve herhangi bir bakım aksiyonu yapılmaması olarak belirlenmiştir. Matematiksel model ile yaptıkları sayısal örneğin sonuçları ile genetik algoritmanın uygulanabileceği ve iyi bir sonuç bulabileceğini işaret etmektedir.
Moustafa vd. (2004) yılında birden çok bozulma durumu olan ve sürekli bakım denetimi olan bir sistemin en düşük bakım faaliyeti modeli üzerinde çalışma yürütmüşlerdir. Bozulma durumu Yarı-Markovian yöntemi ile anlatılmıştır. Bu modelde üç çeşit bakım kararı belirlenmiştir; sisteme hiçbir şey yapma, minimal bakım ve sistem değişimi. Bu modeli
hesaplarken iki yaklaşım belirlemişlerdir. Birincisi, optimal bakım politikasını bulmak için minimal bakım ile farklı kontrol limit politikaları altında uzun vadeli maliyeti değerlendirilmiştir. İkinci ise tekrarlama algoritmasını kullanarak optimal bakım politakası belirlenmiştir.
Shaomin ve Clements-Croome (2005), bakım onarım süresi ve maliyetinide katarak üç model bakım politikası üzerinde çalışma yapmıştır. Birinci modelde arıza durumunda düzeltici bakım politikası belirlenmiştir. Bu bakım faaliyetinde eksik/kusurlu bakım yapılmaktadır. İkinci modelde ise kusurlu koruyucu bakım ve belirtilen zaman aralığında gerçekleşen arızalar için kusurlu arıza bakım faaliyeti gerçekleştirilmektedir. Son modelde ise periyoda bağlı planlı bakım yapılırken arıza bakım politikası yürütülmüştür. Üçünce modeldeki planlı bakım faaliyetinde sistem komple değişimi yapılmaktadır. Matematiksel model ile bu üç politakanın hesapları yapılmıştır. Sayısal çıktılardan elde ettikleri sonuçlar ile planlı bakım yapılmaması durumunda maliyetlerin arttığını ve planlı bakım aralıklarının değişiminin bakım maliyet ortalamasını etkilediğini gösterilmiştir.
Sudket ve Chaitusaney (2014), zamanla ve kullanıma bağlı olarak arıza yapma olasılığı artan trafo ekipmanı için optimal bakım modeli sunmuştur. Ekipmanın arıza yapma olasılığını Weibull dağılımını kulllanarak modellemiştir. Modelinde koruyucu ve arıza bakım olmak üzere iki tip bakım yönetimi seçmiştir. Modelin çözümünde parçacık sürü optimizasyonu algoritması kullanılmıştır. Çalışmalarında, optimal bakım modelinde Weibull parametresinin bakım maliyetine ve süresine olan etkisi göstermiştir.
Sim ve Endrenyi (1988), araştırmalarında, çalışma durumu zamanla bozulan bir sistemin denge denklemleri yazılarak çalışamama olasılığını minimize edecek optimal koruyucu bakımlar (PM) arası süre bulunmaya çalışılmıştır. Her bir yıpranma seviyesinde rasgele hataya ve yıpranma hatasına maruz kalınmakta ve rasgele hata oluşumundan sonra sistem yenilenerek başlangıç durumuna dönmektedir. Her bir arıza veya hatada sistem minimal koruyucu bakım yapılarak bir önceki yıpranma seviyesi durumuna dönmektedir. Sim ve Endrenyi, (1993) daha sonra yapmış oldukları bilimsel araştırmada, durumu zamanla bozulan bir ekipman için Markov modeli geliştirmişler ve koruyucu bakımın sistem yıpranma oranını düşürdüğünü varsaymıştır. İki farklı hata (yıpranma ve bozulma) dikkate alınarak, yıpranma hataları için minimal bakım ve normal planlı bakım; bozulma hataları için ise minimal bakım ve yenileme bakım faaliyetleri esas alınmıştır. Minimal bakımın (veya minimal tamirin), sistemi bir önceki yıpranma durumuna döndürdüğü, normal planlı bakımın ve yenilemenin ise sistemi yeni durumuna döndürdüğü varsayılmıştır. Bu çalışma ile maliyet düşürülmesi için optimal çözüm metodu aranmıştır.
Yang ve Liu (1999), DC motoru için Kalman filtreleri verilerini koruyucu bakım modeli kullanarak hata tahmin yöntemi geliştirmişlerdir. Hata zamanlarının belirlenmesi için Monte-Carlo metodu ile simülasyon yapılmıştır. Kalman filtreleri ile bir-adım ötesi ve iki-adım ötesi arıza zamanlarını tahmin edilmeye çalışılmıştır.
Hosseini vd., (2000), sistemi kötüye götüren arızalara ve Poisson arızalarına maruz kalan bir sistem için duruma dayalı yeni bir bakım modeli sunmuştur. Modelin çözümü olasılıksal değişiklik analizi ile yapılmıştır. Sistemin bakım kontrollerinden sonra, bozulma derecesine bağlı, minimum bakım veya ana büyük bakım uygulanır ya da hiçbir aksiyon alınmaz. Ana tamir veya ana bakım sistemi yeni gibi iyi durumuna döndürürken, minimal bakım ise sistemi bir önceki çalışabilir duruma döndürmektedir. Belirli bir kontrol parametresi için minimum bakım, ana büyük bakım ve büyük onarım parametrelerine göre 3 bölgeli diyagram kontrol politikasının etkinliğini tanımlar. Bu çalışma ile kontrol etme, bakım ve onarım parametreleri irdelenmiştir.
Chen ve Trivedi (2002), çalışmasında durum bazlı bakım konusunu işlemiştir ve bu politikayı doğruya yakın yansıtan matematiksel model geliştirmişlerdir. Bu matematiksel model; sistemin hem kötüye giderken ki ve hem de Poisson dağılımında arızalar oluşurken ki kullanılabilirliği yansıtmaktadır. Yine Chen ve Trivedi 2005 yılında Yarı-Markov karar süreci kullanarak yıpranan bir sistemin durum bazlı bakım stratejisi optimizasyonunu araştırmışlardır. Bu yöntem ile bakım kontrol oranı ve bakım politikası sunulmuştur.
Amari ve McLaughlin (2004), yapmış oldukları araştırmada, zamanla durumu kötüye giden bir sistemde yapılan bakım kontrol neticesinde sistemin yıpranma durumuna göre önleyici bakım programının uygulanıp, uygulanmaması üzerine çalışmışlardır. Arıza durumunda ise düzeltici bakım uygulanmıştır. Çalışmalarında Markov zinciri kullanarak maksimum kullanım için optimal sistem parametreleri yansıtan analitik sistem sunmuşlardır. Amari vd. 2006 yılında yaptıkları çalışmalarında, yıpranma sürecine, farklı bakım faaliyetlerine ve yıpranma durumunu açığa çıkartacak çizelgelenmiş bir bakım muayene politikasına sahip bir sistem incelemişlerdir. Yıpranma durumunun, zamanın bir fonksiyonu olduğu için stokastik bir süreç olarak ele alınmış ve Markov karar süreci ile yıpranma ve rasgele hatalar olarak iki farklı hata türü olarak ele alınmıştır. Varsayım olarak; sistemin durumu kontrol edilerek yıpranma durumuna göre minimal tamirle bir önceki yıpranma seviyesine dönebilir ya da koruyucu bakım ile başlangıç durumuna dönebilir. Oluşan rasgele hatalarda ise sistem minimal tamir ile yıpranma seviyesinde herhangi bir değişiklik olmadan başladığı seviyeye geri dönebilir. Örnek bir uygulama yapılarak her bir yıpranma seviyesinde hangi bakım faaliyetinin uygulanabileceği tespit edilmeye çalışılmıştır.
Sortrakul (2005), yapmış oldukları araştırmada ayrı ayrı ele alınan üretim çizelgelemesi ve koruyucu bakım planlaması için bütünleşik bir bakım modeli geliştirmişlerdir. Tek bir makineyi ele alan modelde makine arızaları için Weibull dağılım fonksiyonunu kullanmışlardır. Makineye öncelikle minimal bakım uygulanmış ve koruyucu bakımın ekipmanı yeni gibi iyi durumuna getirdiği varsayılmıştır. Koruyucu bakım, süreç yenileme prosesi olarak modellenir ve minimal tamir yapıldığı için, yenileme sürecinin her bir çevrimindeki hata, homojen olmayan poisson süreci ile izlemektedir. Modelde optimal iş sıralama ve koruyucu bakımın aralığı için genetik algoritma metodu kullanılmıştır.
Yong (2006), çalışmalarında, seri üretim hatları için optimum önleyici veya koruyucu bakım kararlarının alınmasına yardımcı olmak için ‘Bölünmüş Sistem Yaklaşımı’ (SSA) tabanlı bir yöntem önermişlerdir. Söz konusu yöntem, bir üretim hattını çoklu aralıklarla birden fazla koruyucu Bakım ‘PM’ işlemli karmaşık bir seri sistem olarak ele almışlardır. Hem riske bağlı, hem de bakıma bağlı maliyetler, yöntemde deterministik (rastlantıya dayanmayan) veya rastgele değişkenler dikkate alınmıştır. Bu SSA tabanlı yöntem; arıza olasılığı, arıza maliyeti, bakım maliyeti, PM Performansı ve PM stratejisi türü gibi çeşitli faktörleri dikkate alarak ‘Varlık Yönetimi’ kararlarının optimize edilmesine imkân tanımaktadır. Bu yeni metodolojinin uygulanması ve bu faktörlerin PM kararlarına etkisinin değerlendirilmesi bir örnekle gösterilmiştir. Bu çalışmanın sonuçları, bir PM stratejisinin performansını ‘Toplam Beklenen Maliyet Endeksi’ ile ölçülebileceğini göstermektedir. En iyi PM aralığı, TECİ, PM performansı ve PM stratejilerinin türüne bağlıdır. Bu faktörler birbiriyle ilişkilidir. Genellikle, alet ve makinaların bakımı için Toplam Beklenen Maliyeti en aza indirebilmek için güvenilirlik ile PM eylemlerinin sayısı arasında bir takas yapılması gerektiği aktarılmıştır.
Pongpech vd., (2006), üretim sisteminde kullanılmak üzere kiralanan makine ve ekipmanlar için toplam bakım ve ceza maliyetlerini en aza indirgemeyi amaçlayan optimal koruyucu bakım faaliyeti belirlemeye çalışmışlardır. Ekipmanın arıza oranı için Weibull dağılım fonksiyonunu kullanmışlardır. 4 parametreli olan model ve onu çözmek için analitik bir yaklaşıma dayalı 4 aşamalı algoritma geliştirmişlerdir. Yeni ekipman kiralama söz konusu olduğunda ise en uygun koruyucu bakım stratejileri olduğunu ifade etmişlerdir. Modelleri, farklı sözleşme varsayımlarına göre çeşitli sayısal örnekler ile denenmiş ve hedeflenen amacına uygun olduğunu belirtmişlerdir.
Toplam Verimli Bakım (TVB); sistemin düzenli bakımıdır. Çalışanların makinelerini sahiplenmesi yoluyla verimin rekabetçi olacak şekilde artabileceği ve maliyetin düşeceği bir yönetim yaklaşımıdır. Sarıçoban (2006), TVB’nin bir ön adımı olan 5S yaklaşımı ve önemini
anlatarak bir işletmede uygulanışını aktarmıştır. İşletmede “düzen” ve “temizlik” üzerine iyileştirmeler yapılarak verimliliğinin artığını belirtmiştir.
Dönmez (2004), Türkiye’de temizlik ve kişisel bakım üretimi yapan Gebze Lever Elida Fabrikasına uyguladığı ‘Toplam Verimli Bakım’ modelinin üretime ve çalışma hayatına katkısını araştırmıştır. Üretimde mükemmelleşme çabalarının karşılığını kısa bir sürede alan fabrikada; sıfır hata, sıfır arıza, sıfır kayıp ve sıfır iş kazası ile fabrika 2003 yılında TVB Mükemmellik Ödülü almış ve dünyanın “mükemmel” fabrikaları arasına girmiştir. Ayrıca verimlilik %40 oranında artmıştır. Yazarın çalışmasında TVB teorik ve pratik konuları aktarılmıştır.
Genç (2007), ise yaptığı araştırmada “Toplam Verimli Bakım” ve ekipman iyileştirmelerinin üretim ve montaj verimliliği üzerine 5S etkisini ve önemini anlatmıştır. Uygulama yeri olarak Türk Havayolları Teknik AŞ’ ye bağlı motor revizyon atölyesinde yapmıştır. Yapılan çalışmalar sonucu başlatılan “5S” faaliyetleri, ekipman geliştirme faaliyetleri ve bunların genelini kapsayan yalın üretim ve toplam verimli bakım faaliyetleri atölye içerisinde olumlu etkilerin gelişimine neden olduğunu belirtmiştir.
Karaca (2006), “Toplam Verimli Bakımı” konusunu detaylı tanıtarak, Türkiye’ de orta ölçekli bir dizel motor üretim fabrikasında Toplam Verimli Bakım ile bakım performans uygulamaları arasında ilişki olduğunu belirtmiştir. TBV uygulaması verimliliği düşük ekipmanları olan şirketler için iyi bir tekniktir. TBV ile ortalama ölçekteki şirketlerin OEE (Overall Equipment Effectiveness; Toplam Ekipman Etkinliği) verileri % 35-45 den % 50-85’e çıkarttığını gözlemlemiştir. Benzer şekilde Kendir (2007), TVB modelini hava araçları bakım yönetiminde uyguladığında; Cessna Model R172H (T-41D) uçağında % 36 verimlilik artışı olduğunu, ayrıca Türk sivil havacılığında TVB’nin kaza riskini azalttığı ve verimliliği arttırdığını belirtmiştir.
Görener ve Yenen (2007), çalışmalarında bakım faaliyetlerinin üretime olan önemi ve Toplam Verimli Bakım kapsamındaki altı büyük kayıp hakkında uygulama aşamaları aktarmışlardır. Yapılan uygulamaların sonuçlarını irdelenerek önemli noktalara ilişkin bazı öneriler sunmuşlardır.
Turanoğlu Bekar (2016) çalışmasında performans göstergelerine dayalı TVB performans ölçümü için yeni bir süreç geliştirmeyi amaçlamıştır. Bu kapsamında, TVB performans ölçüm sistemi tasarım, değerlendirme, uygulama ve gözden geçirme olmak üzere dört aşamadan oluşmasını önermiştir. Uygulamasında, bütün girdilerin ve çıktıların varlığında güvenli bölge kısıtlaması ile farklı genelleştirilmiş bulanık veri zarflama analizi modelleri sunmuştur. Gözden
geçirme aşamasında ise TVB performansının periyodik olarak izlenmesi ve gerektiğinde koruyucu ve önleyici karar ya da eylemlerin alınması gerektiği vurgulanmıştır. Çalışmasını otomotiv sektöründe faaliyet gösteren bir imalat şirketinde uygulamıştır.
Benzer şekilde, Geniş (2007), yapmış olduğu çalışmasında Toplam Verimli Bakım modelini farklı üretim sistemlerinde uygulamıştır.
Dinç (2016), tez çalışmasında alternatif hiyerarşi süreç metodu işletmeye uygun bakım stratejisi belirlemiştir. Bu metodu uygulamasında kriterler ve alternatifler belirlenip sonrasında problemin çözümü için hiyerarşi ve ardından karşılaştırma matrisleri oluşturmuştur. Kriterler için; maliyet, güvenlik, uygulanabilirlik ve rekabet avantajı alınmıştır. Alternatifler için ise; Tamir-Onarım (Düzeltici Bakım), Zaman Esaslı Bakım, Durum Esaslı Bakım, Toplam Verimli Bakım ve Güvenirlik Merkezli Bakımları seçilmiştir. Çalışma sonucunda uygulamasını yapmış olduğu fabrika için en uygun bakım stratejisinin Toplam Verimli Bakım olduğu belirtmiştir.
Haggag (2009), üretim sisteminin güvenilirliği ve performansı üzerine koruyucu bakımın etkinliğini belirlemek üzere yaptığı araştırmasında‚ “Ortalama Arıza Süresi”, kararlı durum mevcudiyeti, koruyucu bakım ve genel nedenlerden dolayı olan arızaların yol açtığı tamir edilebilir iki üniteli sistemin karlılık durumunu ele almıştır. Sistemin analizinde Kolmogorov’un kestirimli denklem yöntemi kullanılmıştır. Bazı özel durumlar da grafiksel olarak incelenmiştir. Sonuç olarak, koruyucu bakımlı sistemin, koruyucu bakım gerektirmeyen sistemden daha iyi olduğunu, sistemin daha iyi bakım yöntemi ve strateji ile daha iyi güvenilirlik ve performansa sahip olduğunu belirtmişlerdir.
Byon vd., (2010), yapmış oldukları çalışmada, olasılık hava koşulları altında, rüzgar türbinlerinin optimum bakım stratejilerini değerlendirmişlerdir. Sensörlerden sağlanan veriler ile ortalama maliyetleri azaltmak için en uygun koruyucu bakım politikası geliştirmişlerdir. Markov karar işlemi ile hedeflenen sorun çözülmeye çalışılmıştır.
Cömert (2010), yapmış olduğu yüksek lisans tezinde, jet uçaklarının bakımının yapıldığı bir kamu işletmesinde tam sayılı doğrusal programlama tekniği ile bakım planlama modeli oluşturulmuştur. 679 adet karar değişkeni içeren LINGO programı ile model çalıştırılmıştır. Çalışma sonucunda optimum ünite sayısı ve her atölyenin işgücü belirlenmiş, atölyelerin doluluk seviyeleri bulunmuştur. Atölye kapasitesi % 100 ve 1 atölye için % 84 iş gücü hesaplanmıştır.
Soro vd., (2010), yapmış oldukları araştırmada, minimum tamire ve koruyucu bakıma konu olan aşınmaya uğramış çok elemanlı sistemlerin güvenirlik fonksiyonu, üretim oranı ve kullanılabilirliğini değerlendirmek için bir model geliştirmişlerdir. Sistemin durumu, kullanımla
birlikte aşınmaya uğramış olarak kabul edilmiştir. Ayrıca bu aşınmaların sistem verimliliğinde azalmaya neden olabileceğini belirterek sistemin, ardışık olarak, mükemmel performanstan başarısızlığa kadar değişen farklı performans oranları ile karakterize edilen birbirinden farklı durumlarda arızaya düşebileceğini kabullenmişlerdir. Modelin geliştirilmesindeki varsayımları ise; bozulma seviyesi belirli bir kritik eşiğe ulaştığında sistem verimliliği kabul edilemez bir seviyeye düşmesidir. İlave olarak sistem rastgele herhangi bir operasyonel veya kabul edilebilir durumdan başarısız olabileceği ve başarısızlık oranını etkilemeksizin (yani minimum onarım) önceki operasyonel durumuna getirilebileceği, eğer sistem son kabul edilebilir bozunum durumuna ulaşırsa, daha etkin bir şekilde kullanılan koruyucu bakım politikası uygulanacağıdır. Belirtilen koşullar ve varsayımlar ile sistem anlık ve durağan performans ölçümlerini değerlendirmek için sürekli zamanda Markov süreci gibi modellenmiştir. Önerilen modeli açıklamak için sayısal bir örnek verilmiştir.
Çekyay (2009), yapmış olduğu doktora çalışmasında görev-tabanlı sistemlerin güvenirliği ve bakım ile ilgili problemler analiz etmiştir. Sistem güvenirliği ve kritik aşama güvenirliği için üstel matris yapısında formüller çıkartmış ve daha sonra bu tarz bir sistem için en iyi bakım problemleri tanımlanmış ve ayrıntılı bir şekilde analiz etmiştir. En iyi değiştirme politikasını kontrol-sınır yapısına sahip olduğunu ve en iyi tamir politikasının bir çok ilginç özelliği, faklı maliyetlendirme yapıları için ispatlamaya çalışmıştır.
Görener (2012), yapmış olduğu çalışmasında en uygun bakım sisteminin seçimi için bulanık mantık destekli ideal çözüme benzerliği dayalı sıralama tekniği (TOPSİS) kullanmıştır. Koruyucu, düzeltici, durum tabanlı ve kestirimci bakım olmak üzere dört farklı bakım stratejisi alternatifi değerlendirilmiştir. Yapılan çalışmada, seçim sürecinde maliyetler gibi sayısal değerlerin dikkate alınması yanında; ürün kalitesine etki, güvenlik, kabul görme, güvenilirlik gibi sayısal olarak net biçimde ifade edilmesi zor olan kriterlerin değerlendirmesinde bulanık mantığa başvurulmuştur. TOPSİS yönetimi ile söz konusu firma için en uygun bakım alternatifinin olarak koruyucu bakım stratejisi olduğu görülmüştür.
Chouikhi (2012), doktora tezi çalışması kapsamında bakım ve üretim sistemleri için duruma dayalı (koşullu) bakım stratejileri geliştirmiştir. Bu stratejilerin geliştirilmesinde, üretim sisteminin bozulmasından kaynaklanan makine ve ekipmanların bozulmasını dikkate almıştır. Bu arızaları kontrol altında tutmak için belirli tarihlerde sistemde incelemeler yapılmıştır. iki matematiksel optimizasyon modeli önerilmiştir. Birinci model, birim zaman başına ortalama toplam maliyeti dikkate alırken, ikinci model ise sistemin sabit kullanılabilirliğini göz önünde tutmuştur. Ayrıca, Bu çalışmada sınırlı kullanılabilirlik altında birim başına ortalama toplam
maliyeti en aza indirgeme veya bir bütçe altında sistemin sabit kullanılabilirliğini en üst düzeye çıkarma hedefi de tartışılmıştır. Önerilen duruma dayalı bakım stratejilerinin uygulanabilirliğini göstermek için sayısal örnekler de sağlanmıştır.
Günümüzün küresel rekabet ortamında sistem bakımı oldukça zordur. Gupta (2013), çalışmasında koruyucu bakım, değiştirme ve onarım yöntemi olan tek üniteli bir sistem için güvenilirlik maliyetinin optimizasyonu sunulmuştur. Bakım yapılan tek üniteli sistemi için matematiksel ifadelerin çözümü; yenileyici nokta tekniği yardımıyla bakım maliyeti beraberinde güvenilirlik ölçümleriyle birlikte yapılması gerektiğini belirtmişlerdir. Bilimsel çalışmalarında bakım iki şekilde tanımlanmıştır. Bunlar; koruyucu bakım ve düzeltici bakımdır. Maliyet fonksiyonu, koruyucu ve düzeltici bakım için birim zamanda maliyet dikkate alınarak geliştirilmiştir. Ayrıca sistemin ortalama arıza süresi, kullanılabilirliği, çalışma periyodu ve kar analizi ifadeleri tanımlanmıştır. Sistem performansı üzerine başarısızlık oranlarının ve onarım oranlarının davranışını görmek için grafiksel çalışma yapılmıştır.
Havacılık sektörü için en önemli kriter güvenliktir, Varol (2013), yapmış olduğu yüksek lisans çalışmasında CFM56-7B seri numaralı motorlar için ilk çalışma süresi sonrası belli bir çalışma periyodu için arıza sayısı ve arıza zamanı tahmin etmek için istatistiksel model geliştirmiştir. Havacılık sektöründe güvenilirlik hesabı Weibull metodu ile kolayca yapılabilmektedir, bu çalışma içinde Weibull dağılımı yöntemi kullanmıştır.
Bakım maliyetini düşürmek ve sistem ekipmanın verimliliğini artırabilmek için modern ekipman bakım teorisi öneren Li vd., (2014), bilimsel çalışmalarında, koruyucu bakım maliyetinin dinamik yapısını ve yaş azaltma faktörünü dikkate alarak bir koruyucu bakım modeli geliştirmişlerdir. Koruyucu bakım modelinde optimizasyon hedefi olarak birim zamanda minimum maliyet ve sınırlayıcı olarak kullanılabilirlik kabul edilmiştir. Çalışmalarında sayısal örnek verilmiş, koruyucu bakımın farklı zamanlarında maliyet ve koruyucu bakım döngüsü elde etmek için sayısal yaklaşım ve simülasyonu yazılımı önerilmiştir. Sonuç olarak, ekipman koruyucu bakım döngüsü kademeli olarak daraltıldığında bakım maliyeti ilk anda azalmakta ve daha sonra artmaktadır. Maliyet en düşük seviyeye ulaştığında kullanılabilirlik maksimuma ulaşmaktadır. Sayısal örnek ile de modelin geçerliliği gösterilmiştir.
Bir sistemi sürekli denetleyerek arızaların önüne geçilebilmek mümkün iken toplamdaki denetleme yönteminden kaynaklı bakım maliyeti kümülatifte çok yüksek olmaktadır. Bu nedenle Guo vd., (2015), bilimsel çalışmasında bakım maliyetinin düşük olduğu en uygun denetleme aralığı belirlemeye çalışmıştır. Matematiksel model ile elde ettiği analitik çözüm simülasyon
yöntemi ile geçerliliği görülmüştür. Matematiksel modeli özellikle petrol ve gaz rafineleri, gıda ve ilaç üretim prosesli firmalar için uygun ve faydalı olduğunu belirtmiştir.
Adebimpe vd., (2015), bilimsel çalışmalarında, üretim yapan firmalar için bazı koruyucu bakım parametreleri tanımlanmış ve makine koruyucu bakım açısından maliyet esaslı fonksiyonlar geliştirilmek için kullanılmıştır. Önerilen maliyet esaslı model, optimum bakım aralığının elde edilmesinde sistemin güvenilirliğini, yedek parça envanterini muhafaza etme maliyetini ve kazanç kaybını dikkate almaktadır. Modeli değerlendirmek için Nijerya'da bir üretim firması örneği ele alınmış ve veriler kullanılmıştır. Model, şirketin koruyucu bakım için minimum bir maliyetle optimum bir süreyi tahmin edebilmekte ve bir karar destek sistemi olarak kullanılabilmektedir.
Ebrahimipour vd., (2015), tarafından yapılan araştırmada, üretim sürecinin belirlenmiş kullanılabilirliğini ve güvenilirliğini sağlamak için üretim işlemi sırasında ‘koruyucu Bakım’ yapılması gerektiğini, ancak yapılacak plansız koruyucu bakımın firmalara yüksek maliyetler getirebileceğini ve üretim hattının güvenilirliğini olumsuz şekilde düşürebileceğini belirtmişlerdir. Bu düşünceyle çoklu üretim hattı için çok amaçlı koruyucu bakım planlaması üzerinde çalışma yapmışlardır. Sonuç olarak, araştırmalarında, seri ve paralel makinelerden oluşan üretim hatlarının güvenilirliği, bakım maliyetleri, arızalar ve sistemin kesintileri birden fazla hedef gibi ölçülmüş ve bakım altında mevcut insan gücü, yedek parça envanteri ve periyotlar için farklı eşikler uygulanmıştır. Geliştirilen matematiksel modelin geçerliliği yapılan testler ile teyit edilmiştir. Modeldeki çoklu üretim hattı bileşenlerinin arıza oranı Weibull dağılımına uyduklarını belirtmişlerdir.
Mahfoud vd., (2016), araştırmalarında, tıbbi cihazların koruyucu bakım optimizasyonu üzerine uygulama odaklı bilimsel çalışma yapmışlardır. Bu çalışma, bakım yönetimi için karar vermeyi etkileyen faktörlere odaklanarak koruyucu sağlık bakımını ele almaktadır. Bakım optimizasyon problem modelini belirleyen faktörler derinlemesine incelenmiş olup, bunlar; bakım politikaları ve eylemleri, bakım hedefleri, bakım etkinliği, modelleme bozulması, sistem bilgileri ve konfigürasyonu, veri kaynakları ve optimizasyon teknikleridir. Bu çalışmanın en önemli bulgusu, sağlık alanı içindeki bakım optimizasyon modellemesinde daha fazla araştırılmasının gerekliliğidir.
Lijun vd., (2016) çalışmalarında, firmaların vermiş olduğu garanti süresi sonrasındaki optimal bakım konusunu ele almışlardır. Araştırmasında garanti süresi sonrasında minimum bakımın yapılması ve “t” süresi sonrasında ekipmanın ömrünün tamamlaması ile değişimini önermişlerdir. Araştırmacıların önerdikleri modelin özelliği; normalde firma garantisi bitmiş
ekipmanın zamana bağlı değişim öncesi kısmı bakımın yapılması ve bu bakım yönetmi ile ekipmanın güvenilirlik seviyesinin yukarı çekerek ekipmanın çalışma ömrünün uzatılmasıdır. Söz konusu önerilen bakım için sayısal örnek verilmiştir.
Legát vd., (2017), çalışmalarında, koruyucu periyodik bakım için optimal aralığın belirlenmesi ve kestirimci bakım için bir optimal teşhis parametresinin belirlenerek bir yöntem sunmuşlardır. İlave olarak araştırmacılar şu soruyu gündeme getirmişlerdir; önleyici bakım, koruyucu periyodik bakımı yapılan sistem elemanlarının arıza olasılığını ve çalışma güvenilirliğini nasıl etkiliyor? Sorunun cevabı analitik ve simülasyon bilişim yaklaşımları kullanılarak verilmektedir. Sonuçlar koruyucu bakım aralıkları ile güvenilirlik fonksiyonları arasındaki ilişki olarak kantitatif formda verilmektedir. Yöntemin uygunluğunu Weibull dağılımın üç parametresi kullanılarak gösterilmektedir. Metodun uygulanması hem teknik ekipmanın üreticisi, hem de kullanıcısı için önemli fayda sağlayacağını belirtmişlerdir.
Yukarıda işletmelerin üretim maliyetlerini düşürmek (Maliyet minimizasyonu), üretim sisteminin güvenirliğini, kullanılabilirliğini ve verimliliğini artırmak, işletme operasyonlarını daha ekonomik (daha ucuz ve etkili bakım) hale getirmek için uygun matematiksel modeller yardımıyla geliştirilen optimum bakım stratejileri ve politikaları, ayrıca geçerliliği teyit edilen bilimsel araştırmalardan örnekler verilmiştir. Söz konusu bilimsel çalışmalar incelendiğinde; üretim şirketlerinin temel amacı kâr, yani kazancı artırmak, kayıpları en aza indirmektir. Bu nedenle endüstriyel uygulamaya yönelik yapılan bilimsel araştırmalardaki optimum bakım stratejilerinin de temel hedefi; bakım faaliyetlerinin maliyetini düşürmek üretim sisteminin güvenirliğini ve performansını artırmaktır. Geliştirilen bakım stratejilerinin performansını görebilmek için araştırmacılar sayısal örnekler vermişler ve üretim sistemi üzerinde pilot uygulamalar yapmışlardır. Uygun bakım stratejisinin geliştirilmesi ve üretim sisteminin gelecekteki çalışması üzerine bu stratejinin etkisini tahmin edebilmek için matematiksel bakım modelinin gerekliliği belirtilmiştir.
Yapılan araştırmalarda geliştirilen bakım stratejilerin çoğunluğu sistematik koruyucu bakım/önleyici bakımın optimize edilmesi üzerinedir. Ülkemizde yapılan çalışmalar ise genellikle “Toplam Verimli Bakım” modeli üzerinedir. Sonuçta uygulanan TVB yöntemi ile tesislerde verimlilik artışları sağlanmıştır. Bununla birlikte, son yıllarda koşullu koruyucu bakımın optimizasyonuna özel önem verilmiştir.
İşletmelerin üretim maliyetlerini düşürmek (maliyet minimizasyonu), üretim sisteminin güvenirliğini, verimliliğini artırmak ve bakım maliyetini düşürebilmek için geliştirilen bakım stratejilerinde Lingo yazılımının (Weibull dağılım fonksiyonu içeren) çok az kullanıldığı, ayrıca
sistemin verimliliği üzerine yeterli çalışma olmadığı görülmektedir. Yapılan bu çalışmada; matematiksel model yardımıyla optimum bakım stratejisi geliştirmek, modelde Lingo yazılımı (Weibull dağılım fonksiyonu içeren) detaylı açıklanarak kullanmak ve bakım stratejisinin temel hedeflerinden biri olan sistemin verimliliği üzerine de bir model geliştirmektir. Böylece, endüstriyel bakım alanında bilime belirtilen yeniliklerle katkı sağlanmaya çalışılacaktır.
3. BAKIM VE GENEL KAVRAMLAR
Bakım alanında yapılan bilimsel ve pratik çalışmalara dayanan farklı kavramlar geliştirilmiş ve bu alanda kullanılmaktadır. Yapılan literatür taramasından yararlanarak bu araştırmada bakım ile ilgili bazı önemli kavramlar aşağıda verilmiştir.
3.1. Tanım ve Kavramlar
Bakım: Endüstriyel bakım faaliyetinin yürütülmesinin ana nedeni üretim sistemindeki
arızalardır. Arıza; bir sistemin işlevini (üretim, kalite, kapasite düşüşü. vs) yerine getirememesine neden olan duruş sebepleridir. Bakım ise, bir sistemin kullanım ömrü boyunca bozulabilecek karakteristiklerini daha önceden belirlenmiş nitelik veya nicelik seviyelerinde tutmak veya bu seviyeye getirmek için yapılan çalışmaların tümü olarak tanımlanmaktadır (http://slonder.tripod.com, 2017). Uluslararası standartlarda (EN 13306: Bakım Terminolojisi Standardı) belirtilen tanıma göre ise bakım, “beklenen fonksiyonların korunması ve sürdürülebilmesi için yaşam döngüsü boyunca yürütülen teknik, idari ve yönetsel faaliyetlerin bileşimidir.”
İşletmelerde sürdürülebilir üretimin sağlanması ve rekabetin sürdürülebilmesi için bakım faaliyetleri yapılmak zorundadır. Bakım faaliyetlerini artıran başlıca etmenler;
➢ Mekanizasyonun artması, ➢ Daha yüksek üretim kalitesi, ➢ Diğer işletmeler ile rekabet, ➢ Ücretlerin artması,
➢ Yedek parça ve malzeme çeşidinin artması, ➢ Daha çok otomasyon ve makine çeşitliliği,
➢ Teslim tarihinin daha düzenli ve zamanında yapılması zorunluğudur.
Maliyet ile yüksek üretim performansı ve kalitesi sağlamak için üretim planlama ve bakım planlama birimleri arasında düzenli bir ilişki bulunmalıdır. Bu koordinasyon Şekil 3.1’de verilmiştir.
Şekil 3.1. Üretim planlama ile bakım planlama arasındaki ilişki (Korkut, 2005).
Çalışabilirlik: Herhangi bir zaman aralığında tesisin çalışır olması (Özek, 2012).
Arıza Sayısı: Endüstriyel işletmelerde arıza sayısı göstergesi ekipmanlarının
güvenilirliğini yansıtmaktadır. Zaman geçtikçe arıza sayısının yükselmesi işletmenin bakım yönetiminin de bir sorun olduğunu yansıtmaktadır. Arıza sayısının düşmesi ise bakım yönetiminin olumlu etkisini açıklar. Pek çok firma meydana gelen arızaları üretimi etkileme seviyesine göre kategorize ederek takip etmektedir. Örneğin;
Etkili Arıza: Planlanan üretim sürecinde meydana gelen arıza, üretimin durmasına,
kapasite düşmesine veya ürün kalitesine sorun oluşturan arızadır.
Etkisiz Arıza: Arıza meydana gelmiş ancak üretim sürecinde ürünü etkilemeyen
arızalardır.
Potansiyel Arıza: Üretim personellerinin veya bakım ekibinin yapmış olduğu inceleme
sonucunda belirlenen ve etkili arıza yapma olasılığı olan arızalardır. Örneğin bir makinedeki motor sıcaklığının yükselmesi; bu sıcaklık yükselmesi makine içindeki bir mekanizmanın hasar başlangıcını yansıtabilir ve ileride müdahale edilmez ise etkili bir duruşa sebebiyet verebilir.
Arıza Duruş Oranı: Üretim süresi boyunca gerçekleşen arızanın ortalama yüzdesini
göstermektedir. Arıza duruş oranı göstergesinin diğer göstergelerden temel farkı arıza sayısına değil tamamen duruş süresine odaklanmış olmasıdır.
Arıza Duruş Oranı =Etkili Arıza Kaynaklı Duruş Süresi
Brüt Çalışma Süresi (3.1)
Toplam Ekipman Etkinliği: Sistemin etkinlik düzeyini belirlemek için kullanılan bir
göstergedir. TEE değeri ne kadar yüksekse sistem o ölçüde etkin kullanılıyor demektir. Sistem etkinliği, sistemin planlanan üretim süresi içerisinde, planlanan hızda, istenen kalitede ürünü herhangi bir plansız duruş yaşanmadan elde etme oranını göstermektedir. Dolayısıyla sistem etkinliğinin arttırılması kayıpların azaltılması ile mümkündür.
TEE =Teorik Olarak Üretilebilicek MiktarToplam Net Üretim Miktarı ∗ 100 (3.2)
TEE = Kullanım Oranı x Performans Oranı x Kalite Oranı (3.3)
Ayrıca, işletmedeki TEE ile ilgili diğer formüller aşağıdaki eşitliklerde (Eşitlik x-z) belirtilmektedir.
➢ Kullanım Oran = İşlem Süresi / Yükleme Süresi ➢ İşlem Süresi = Yükleme Süresi - Plansız Duruşlar
➢ Yükleme Süresi = Günlük Çalışma Süresi - Planlanan Duruş Süresi ➢ Plansız Duruşlar = Arıza Süresi + Hazırlık Süresi + Ayar Süresi ➢ Performans Oranı = İşlem Hızı Oranı x Net İşlem Oranı
➢ İşlem Hızı Oranı = Teorik Çevrim Süresi / Fiili Çevrim Süresi
➢ Net İşlem Oranı = Üretilen Miktar x Fiili Çevrim Süresi / İşlem Süresi
➢ Kalite Oranı = Kaliteli Ürün Miktarı / Toplam Üretilen Ürün Miktarıdır (Korkut 2005).
Stok Devir Hızı: Bakım onarım süresini etkileyen bir başka unsur ise bakım sürecinde
kullanılan yedek malzemenin stok yönetim sürecidir. Bakım onarım süresinin kısa olması için işletmelerdeki bütün ekipmanların stoklanması ile onarım süreleri çok kısa tutulabilir. Ancak, bu durum işletmeye yüklü miktarda maliyet getirecektir. Örnek olarak birkaç saat içinde tamir edilebilecek bir makine parçasının yedeğini stokta tutup, bozulunca değiştirilmesi onarımı daha hızlı olacaktır. Ancak, yedek malzeme kullanmanın bir maliyeti ile bakım süreci yüksek maliyette bitecektir. Stokta tutulan yedek parçaların finansal yükünün yanı sıra, firma stokta tutma bedeline ve stokun fiziksel olarak korunması bedellerine de katlanmak durumunda kalmaktadır. Diğer türlü kritik bir arıza durumunda ihtiyaç duyulan kritik bir parçanın stokta bulunmaması büyük bir sorun yaratabilir. Bu tür sorunlar ile hiç karşılaşmamak için mevcut depoda tüm fabrikanın yedeğini tutmak da mümkün değildir. Bu nedenle stokta tutulan tüm yedek parçalar ve stok seviyeleri,
parçanın tamir süresi, tedarik süresi ve hattın ne kadar duruşuna sebep olacağı gibi bilgilere bağlı olarak seçilmeli ve optimize edilmelidir. SDH ise yedekte tutulan toplam yedek parça stokunun bir yılda ne kadar kullanıldığı yansıtır.
Stokta tutulan yedek parçaların ne hızda kullanıldığının göstergesi olan Stok Devir Hızı (SDH) aşağıdaki formül ile hesaplanmaktadır;
SDH =Stoktan Çıkarılan Malzeme Maliyeti
Stoktaki Toplam Malzeme Maliyeti ∗ 100 (3.4)
Bakım Birim Maliyeti: Bakım faaliyetleri sürecinde yapılan bakım masrafları ve işçilik
maliyetinin toplamının ürün maliyeti olan etkisini yansıtır. Üretilen her ürünün üretim maliyetine ek olarak bakım maliyeti yansıtılır, bu durum günümüz rekabet koşullarında önemli bir unsur olarak ele alınmaktadır (Öteyaka ve Sayın, 2011). Bakım birim maliyeti (BBM);
BBM = Toplam Bakım Maliyeti
Toplam Üretim Miktarı (adet,kg,ton…vs) (3.5)
koruyucu bakım faaliyetlerinin olmadığı veya çok az olduğu seviyede, toplam bakım maliyetinin arıza tamiri ile ilişkilidir. Koruyucu bakım oranı arttıkça, arıza maliyetleri koruyucu bakım maliyetlerindeki artıştan daha hızlı düşer, dolayısı ile toplam maliyet azalır. Bu en uygun koruyucu bakım noktasına kadar devam eder. Bu noktadan itibaren, arıza tamir maliyetlerindeki azalma, koruyucu bakım maliyetlerindeki artışı karşılayacak oranda değildir. Şekil 3.2’de görüldüğü gibi toplam bakım maliyetleri artış gösterir (Dervitsiotis, 1981).
İşletmelerin temel amacı, en düşük maliyetle en yüksek üretim performansı sağlamak ve bunu sürdürebilmektir. İşletmelerde arızaların yarattığı boş zamanlar, önemli üretim kaybı ve maliyet oluşturur. Bu nedenle oluşacak her bir arıza en kısa sürede giderilmelidir veya önceden kestirilebilecek zaman dilimi içinde arıza olmadan önlenmelidir. Söz konusu faaliyetler de planlı ve belirlenecek uygun bir yönetim bakım stratejisi ile yapılmalıdır.
3.2. Bakım Yönetimi
Bakım yönetimi, yeraltı ve yerüstü yapılar, binalar ve tesisleri ile üretim yapan fabrika, atölye ve diğer üretim birimlerinde hizmet ve üretimin devamı, verimliliğin artması için yapılan bakımın etkinliğinin koordinasyonu, kontrolü, planlanması, uygulanması ve izlenmesidir. Bir bakım yönetimi yapılırken göz önüne alınacak hususlar aşağıda belirtilmektedir;
➢ İş kapsamı: Normal iş/emir/talimat, küçük iş/emir/talimat, toplu iş/emir/talimat. ➢ İş çeşidi: tamirat, bakım, yönetmeliklerin öngördüğü denetim ve yeni üretim. ➢ Periyodiklik: Tek talimat, benzer talimat, periyodik talimat.
➢ Öncelik: acil ivedilik, normal ivedilik.
➢ Planlanabilme: planlanabilir ve planlanamaz talimatlar.
➢ Giderler: giderlerin zorunluluğu, : giderlerin gösterilmeme zorunluluğu. ➢ Nedenler: İş durması, sistemlerde, işte bozukluk, normalden sapmalar. ➢ Ön koşullar: durdurma gereklidir, çalışma gereklidir (Korkut, 2005).
Şekil 3.3. Bakım yönetim sisteminin aşamaları (Özek, 2012).
Üretim Tesisi Bakım Usulleri: Bir üretim tesisinin bakım usulleri için aşağıdaki bileşenler
gerekmektedir:
➢ Optimum çalışabilirlik: bakım yapılması için tüm makine ve sistemler her zaman çalışabilir olmalı ve bu cihazlar iyi çalışma koşullarına sahip olmalıdır.
➢ Optimum işletme koşulları: makine ve sistemler sürekli optimum işletme koşullarına sahip olmalıdır.
➢ Bakım kaynaklarından en üst derecede yararlanma: bakım işleri toplam işletme bütçesinin büyük kısmını oluşturur. Yedek parça stoku, dışarıdan iş gücü ve iyileştirme hizmetleri gibi kısımlar işletme bütçesini etkin kullanmayı gerektirir.
➢ Optimum ekipman ve makine ömrü: bakım giderlerini azaltmak için işletme ekipman makinaların faydalı ömürleri arttırılmalıdır.
➢ Minimum yedek parça ve malzeme stoku: yedek parça ve malzeme stoku en aza indirilmelidir (Özek, 2012).
3.3. Bakım Yöntemleri
Bakım yöntemleri genel olarak planlı ve plansız olmak üzere ikiye ayrılır (Şekil 3.4).
Plansız bakım: Arıza oluştukça bakım ve onarım uygulanır.
Planlı bakım: Belirli bir zaman aralıklarında makinalar durdurulur ve bakımı yapılır.
Şekil 3.4. İşletmelerde uygulanan bakım yöntemleri (Korkut, 2005).
3.3.1. Arıza olduğunda bakım (plansız bakım)
Bir arızanın oluşmasından sonra donanımın tekrar eski halde çalışması için yapılan bakımdır. Arızanın ne zaman oluşacağı bilinmediği için gerçek bir üretim planı yapılmaz. Arıza olunca yedek makine devreye girer veya girene kadar makine durur. Söz konusu arızalarda arıza bakım maliyeti genel olarak Şekil 3.5’de verildiği gibidir.
BAKIM YÖNTEMLERİ * Arıza olduğunda bakım PLANSIZ BAKIM * Koruyucu bakım * Kestirimci bakım * Toplam verimli bakım PLANLI BAKIM
Şekil 3.5. Arıza bakımın maliyeti (Korkut, 2005).
3.3.2. Koruyucu bakım (planlı periyodik bakım)
Belirli periyotlarda makine ve ekipman durdurularak, önceden tanımlı bakım işlemlerinin duruş süreleri içinde yapılması esastır. Bakım taslakları, operasyon saatleri veya kullanılan zaman esasına dayanır.
3.3.3. Kestirimci bakım (planlı uyarıcı bakım)
Makinanın karakter ve çalışma koşulları dikkate alınarak, yapılan program çerçevesinde üretim durmadan bazı parametrelerin kontrol ve ölçümü yapılır. Bu ölçümlere göre, makine çalışma şartları hakkında bilgi edinilir ve varsa arızanın gelişimi izlenir. Ölçülen ve izlenen parametreye göre, hata belirleme işlemi değişik kriterlere göre yapılır. Hata bulunduktan sonra, gereken yedek parça temin edilir ve üretim durdurulur. En kısa zamanda bakım yapılır ve üretime devam edilir. Arıza çıkaran nokta önceden belirlendiği için, geleceğe yönelik bir bakım programı yapılır ve ani duruşlara neden olan arızalar ortadan kaldırılır. Hedef, arıza oluşmadan arızayı engellemektir (Kendir, 2007).
Bakım frekansı, bakımın sistematik uygulanması için düzenli zaman aralığını göstermektir. Ekipmanlar belirli aralıklarla bakıma alınmaları sonucunda, belli miktar üretim kaybı olduğu için ürün satış geliri düşer ve tamir-bakım maliyeti artar (Tatar, 2010). Bu doğrultuda, optimum bakım frekansı, Şekil 3.6’ da ki maliyetler kullanılarak bulunur.
Şekil 3.6. Bakım frekansı (Kendir, 2007).
Bu bakım yöntemi ile bakım maliyetleri, makine arızaları, tamir zamanı ve küçük bölüm envanteri azalır. Üretim, makine ömrü ve operatör güvenliği artar (Korkut, 2005).
3.3.4. Önleyici bakım (planlı proaktif bakım)
Önleyici bakım, son yıllarda kullanılmaya başlanılan yeni bir bakım yöntemidir. Bu yöntemde amaç, ekipmanların arıza oluşmadan gerekli bakım faaliyetlerinin yapılmasıdır. Bu süreçte, ekipmanın durumu analiz edilir ve bu duruma bağlı olarak koruyucu bakım faaliyeti başlatılır. Ekipmanın durumunu; titreşim, yağ analizi, ultrasonik test, sensör vb. modern teknikler kullanılarak teşhis edilmesi hedeflenmektedir. Bu stratejisi ile ekipman arızalarının önüne geçilmesi, malzemelerin ihtiyaç duyulduğunda alınması, bakımın gerektiğinde yapılması ve ekipman ömrünün uzatılması avantajları sağlanır (Reis ve Pati, 2000). Ancak önleyici bakımın uygulanması maliyetlidir ve uygulamak için ilave yetenekler gerektirir (Maşuk, 2007; Bengtsson, vd. 2004).
3.4. Toplam Verimli Bakım
Toplam verimli bakım (TVB); tüm çalışanlarının katılımını ön gören, küçük grup faaliyetleri aracılığı ile gerçekleşen verimli bakımdır. Üretim faaliyetleri içinde çalışanların tamamının katılımını gerektiren, operatörlere üzerinde çalıştıkları makine veya ekipmanın otonom bakım sorumluluğunu veren, arızaları önleyen ve ekipman etkinliğini en üst düzeye çıkarmayı hedefleyen bir yaklaşımdır. Toplam Verimli Bakımdaki “toplam” kelimesi üç farklı
anlamı ifade eder: Toplam etkinlik, toplam bakım sistemi ve toplam katılım (Görener ve Yenen, 2007). TVB, sadece bir koruma yöntemi değil, stratejik bir işletme felsefesidir. Toplam verimli bakım (TVB) yönteminin çalışma ilkeleri ve felsefesi Şekil 3. 7’de verilmiştir.
Şekil 3.7. TVB Felsefesi (Wireman, 2005).
TVB, yenilikçi bir Japonya orijinli kavramı olup, ilk kez 1960 yılında Nippondenso şirketi tarafından uygulanmıştır. Başlangıçta operatörlerin makinaları kullanarak ürün elde etmesine dayalı bir sistemle çalışırken, sonra otomasyona geçilmiştir. İşçi katılımını içeren kalite çemberleri de kurarak, Toyota grubunun TVB sertifikasını alan ilk kuruluşu olmuştur. Çizelge 3.1’ de TVB’nin gelişimi ve faaliyetleri gösterilmektedir.