FEN BĐLĐMLERĐ ENSTĐTÜSÜ
TAKIM AŞINMASI VE YÜZEY
PÜRÜZLÜLÜĞÜNÜN YAPAY SĐNĐR AĞLARI VE BULANIK MANTIK YÖNTEMLERĐ
ĐLE TAHMĐN EDĐLMESĐ Hüseyin ŞEKER Yüksek Lisans Tezi
ELEKTRONĐK VE BĐLGĐSAYAR SĐSTEMLERĐ EĞĐTĐMĐ
ANABĐLĐM DALI Konya, 2010
FEN BĐLĐMLERĐ ENSTĐTÜSÜ
TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜNÜN YAPAY SĐNĐR AĞLARI VE BULANIK MANTIK YÖNTEMLERĐ ĐLE TAHMĐN EDĐLMESĐ
DANIŞMAN:
Yrd.Doç.Dr. Fatih BAŞÇĐFTÇĐ
HAZIRLAYAN: Hüseyin ŞEKER
YÜKSEK LĐSANS TEZĐ
ELEKTRONĐK VE BĐLGĐSAYAR SĐSTEMLERĐ EĞĐTĐMĐ ANABĐLĐM DALI
Bu tez 10/06/2010 tarihinde aşağıdaki jüri tarafından oybirliği / oyçokluğu ile kabul edilmiştir.
……… ……… ………
Yrd.Doç.Dr. Prof.Dr. Prof.Dr.
Fatih BAŞÇĐFTÇĐ Novruz ALLAHVERDĐ Şirzat KAHRAMANLI (Danışman)
i ÖZET Yüksek Lisans Tezi
TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜNÜN YAPAY SĐNĐR AĞLARI VE BULANIK MANTIK YÖNTEMLERĐ ĐLE TAHMĐN EDĐLMESĐ
Hüseyin ŞEKER
Selçuk Üniversitesi Fen Bilimleri Enstitüsü
Elektronik ve Bilgisayar Sistemleri Eğitimi Anabilim Dalı Danışman: Yrd.Doç.Dr. Fatih BAŞÇĐFTÇĐ
2010, 99 Sayfa
Jüri: Prof.Dr. Novruz ALLAHVERDĐ Jüri: Prof.Dr. Şirzat KAHRAMANLI Jüri: Yrd.Doç.Dr. Fatih BAŞÇĐFTÇĐ
Bu tez çalışmasının amacı takımda kesme işlemi esnasında meydana gelen değişiklikleri, oluşturulan entegre sistem ve yazılım ile on-line olarak takip ederek takım aşınması ve yüzey pürüzlülüğünü yapay sinir ağları ve bulanık mantık yöntemleri ile tahmin etmektir. Takım durumunu en iyi şekilde gözlemleyebilmek için sistemde takım durumunu temsil edebilecek veriler toplanmıştır. Oluşturulan değişik parametrelerdeki yapay sinir ağları öncelikle örnek deney verileri kullanılarak eğitilmiş, ardından test verileri ile denenmiştir. Bulanık mantık ise yapay sinir ağları ile tahmin edilen aşınma ve yüzey pürüzlülüğü değerlerinin belirlenen seviyelerde sınıflandırılması için kullanılmıştır. Bu tez çalışması için yazılan program takım durumunu on-line olarak izleme, sensör verilerini kaydetme, işlem seyrini grafik üzerinde izleme ve gerektiğinde uyarı-kontrol sağlamak için kullanılabilir.
Anahtar Kelimeler: Takım Durumu Đzleme, Yapay Sinir Ağları, Bulanık Mantık, Takım Aşınması, Yüzey Pürüzlülüğü, Tornalama
ii ABSTRACT
MSc Thesis
PREDICTION OF TOOL WEAR AND SURFACE ROUGHNESS BY USING METHODS OF ARTIFICIAL NEURAL NETWORKS AND FUZZY LOGIC
Hüseyin ŞEKER
Selçuk University Department of Natural And Applied Sciences Department of Electronic and Computer Education
Supervisor: Asist.Prof.Dr. Fatih BAŞÇĐFTÇĐ 2010, 99 Pages
Jury: Prof.Dr. Novruz ALLAHVERDĐ Jury: Prof.Dr. Şirzat KAHRAMANLI Jury: Asist.Prof.Dr. Fatih BAŞÇĐFTÇĐ
The goal of this study is prediction of tool wear and surface roughness with the integrated system made by on-line monitoring of the changes on tool during cutting operations and using artificial neural networks and fuzzy logic methods. For best monitoring the tool condition, multiple sensor data are collected to represent the tool condition. Artificical neural networks with different parameters is first trained with sample experimental data and then tested with test data. Fuzzy logic is used classiffication of tool wear and surface roughness which is estimated with neural network according to the predefined levels. The software written for this study can be used to monitor tool condition on-line, saving sensor data, viewing the process on a graphic and producing alarm-control signals when it is necessary.
Keywords: Tool Condition Monitoring, Artificial Neural Networks, Fuzzy Logic, Tool Wear, Surface Roughness, Turning
iii TEŞEKKÜR
Bu çalışma, S.Ü. Teknik Eğitim Fakültesi, Bilgisayar Sistemleri Eğitimi Ana Bilim Dalında, Yrd.Doç.Dr. Fatih BAŞÇĐFTÇĐ’nin yönetiminde yürütülmüş ve Selçuk Üniversitesi, Fen Bilimleri Enstitüsüne yüksek lisans tezi olarak sunulmuştur.
Tez çalışmamda desteğini esirgemeyen değerli hocam sayın Yrd.Doç.Dr. Fatih BAŞÇĐFTÇĐ’ye ve teorik konulardaki yardımlarından dolayı değerli hocam Prof.Dr. Novruz ALLAHVERDĐ’ye yardımlarından dolayı teşekkür ederim.
Ayrıca deneysel çalışmalardaki yardımlarından dolayı Doç.Dr. Hacı SAĞLAM’a, Yrd.Doç.Dr. Đlhan ASĐLTÜRK’e ve Öğr.Gör. Süleyman NEŞELĐ’ye teşekkür ederim.
iv ĐÇĐNDEKĐLER ÖZET... i ABSTRACT ... ii ĐÇĐNDEKĐLER ... iv ŞEKĐLLER LĐSTESĐ... vi
TABLOLAR LĐSTESĐ... vii
KISALTMALAR VE SĐMGELER ... viii
1. GĐRĐŞ ... 1
1. Tezin Amacı ... 1
1.2. Tezin Önemi ... 3
1.3. Tezin Organizasyonu... 5
1.4. Kaynak Araştırması... 6
2. TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ... 14
2.1. Aşınma Tipleri ... 14
2.2. Takım Aşınmasının Aşamaları ... 16
2.3. Aşınmanın Ölçülmesi... 17
2.3.1. Doğrudan ölçme yöntemleri ... 17
2.3.2. Dolaylı ölçme yöntemleri ... 19
2.4. Yüzey Pürüzlülüğü... 21
3. TAKIM DURUMU ĐZLEME SĐSTEMLERĐ ... 23
3.1. TDĐ Sisteminin Yapısı... 23
3.2. TDĐ Đçin Veri Toplama... 25
4. YAPAY SĐNĐR AĞLARI... 28
4.1. Biyolojik Sinir Hücresi (nöron) ... 28
4.2. Yapay Sinir Hücresi (Đşlem elemanı) ... 30
4.3. YSA’nın Çalışma Şekli ve Çok Katmanlı Yapay Sinir Ağları... 33
4.4. YSA’da Eğitme... 34
4.4.1. Đleriye doğru hesaplama ... 35
4.4.2. Geriye doğru hesaplama ... 36
4.4.2.1 Gizli katman ile çıkış katmanı arasındaki ağırlıkların değiştirilmesi... 36
4.4.2.2. Gizli katmanlar arası veya gizli katman-giriş katmanı arası ağırlıkların değiştirilmesi ... 37
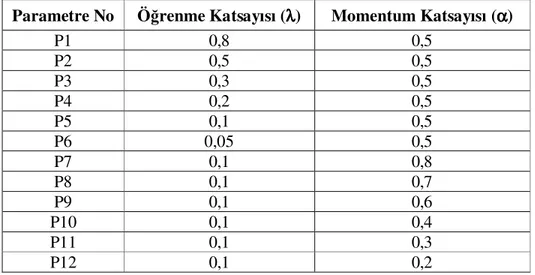
4.4.3. Öğrenme ve momentum katsayıları ... 38
4.4.4. Girdi ve çıktıların ölçeklendirilmesi (Normalize edilmesi)... 38
4.4.5. Çok katmanlı yapay sinir ağlarını oluşturma aşamaları ... 39
5. BULANIK MANTIK VE BULANIK KÜMELER ... 41
5.1. Bulanık Kümeler ve Üyelik Fonksiyonları... 43
5.2. Bulanık Kümelerde Temel Đşlemler ... 46
5.3. Bulanık Sistemler ... 47
6. DENEYSEL ÇALIŞMALAR ... 49
v
6.2. Takım Durumu Đzleme Sisteminin Çalışma Şekli ... 50
6.3. Yazılımın Özellikleri ve Öncelikle Yapılması Gerekenler ... 52
6.4. Programın Açıklaması ve Kullanılması ... 53
6.5. Oluşturulan Yapay Sinir Ağı Modeli ve Üyelik Fonksiyonları... 57
7. ARAŞTIRMA (DENEY) SONUÇLARI... 66
8. TARTIŞMA... 74
9. GENEL SONUÇLAR VE ÖNERĐLER... 80
10. KAYNAKLAR ... 83
11. EKLER... 88
vi
ŞEKĐLLER LĐSTESĐ
Şekil 2.1. Belli başlı aşınma tipleri... 16
Şekil 2.2. Takım aşınmasının zamana göre değişimi... 17
Şekil 3.1. Bir takım durumu izleme sisteminin şematik görünüşü... 24
Şekil 4.1. Biyolojik sinir hücresinin şematik yapısı ... 29
Şekil 4.2. Bir yapay sinir hücresinin modeli ... 30
Şekil 4.3. Aktivasyon fonksiyonu grafikleri ... 32
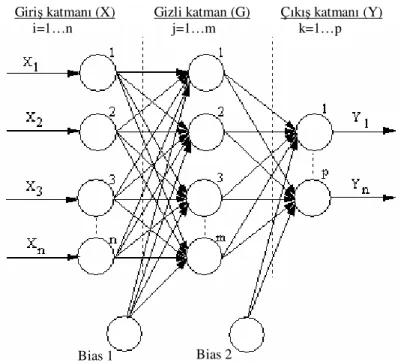
Şekil 4.4. Çok katmanlı yapay sinir ağı yapısı ... 33
Şekil 5.1. Klasik küme ... 41
Şekil 5.2. Bulanık küme... 42
Şekil 5.3. Bulanık grafik ... 44
Şekil 5.4. Üyelik fonksiyonu örnekleri ... 44
Şekil 5.5. Uzun boy bulanık kümesi için üyelik fonksiyonu grafiği ... 46
Şekil 5.6. Bulanık sistemin bileşenleri... 47
Şekil 6.1. TDĐ sistemi bileşenleri ... 49
Şekil 6.2. TDĐ sistemi çalışma algoritması ... 51
Şekil 6.3. Ayarlar ile ilgili Excel sayfası görüntüsü ... 53
Şekil 6.4. Takım durumu izleme yazılımının ana penceresi ... 54
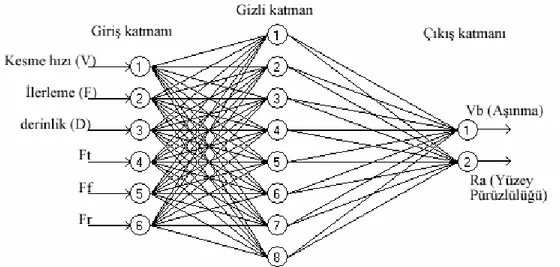
Şekil 6.5. Çalışmada oluşturulan yapay sinir ağı yapısı ... 58
Şekil 6.6. Takım aşınması üyelik fonksiyonu grafiği ... 63
Şekil 6.7. Yüzey pürüzlülüğü üyelik fonksiyonu grafiği ... 64
Şekil 7.1. Takım aşınması için performans grafiği... 70
Şekil 7.2. Yüzey pürüzlülüğü için performans grafiği... 70
Şekil 7.3. Takım aşınması için Matlab sonuçlarına göre performans grafiği ... 73
vii
TABLOLAR LĐSTESĐ
Tablo 4.1. Aktivasyon fonksiyonları ... 32
Tablo 5.1. Klasik mantık ile bulanık mantık arasındaki temel farklılıklar ... 42
Tablo 6.1. Oluşturulan yapay sinir ağı modelleri ... 58
Tablo 6.2. YSA eğitimlerinde kullanılan parametreler... 59
Tablo 6.3. Oluşturulan deney gurupları ... 59
Tablo 6.4. Normalizeleştirilmiş örnek setleri... 60
Tablo 6.5. Normalizeleştirilmiş test setleri ... 62
Tablo 7.1. P2 parametreleriyle yapılan eğitim sonuçları ... 67
Tablo 7.2. Takım aşınması için YSA M11 modeli ve P2 parametreleri ile yapılan test sonuçları... 68
Tablo 7.3. Yüzey Pürüzlülüğü için YSA M11 modeli ve P2 parametreleri ile yapılan test sonuçları ... 69
Tablo 7.4. Takım aşınması için Matlab’da P2 parametreleri ile yapılan test sonuçları... 71
Tablo 7.5. Yüzey Pürüzlülüğü için Matlab’da P2 parametreleri ile yapılan test sonuçları... 72
Tablo 8.1. Takım aşınması için sonuç karşılaştırma tablosu... 78
viii
KISALTMALAR VE SĐMGELER
YSA : Yapay Sinir Ağları BM : Bulanık Mantık TDĐ : Takım Durumu Đzleme Vb : Yan kenar aşınması (mm)
Ra : Ortalama yüzey pürüzlülüğü (µm) Rt : Derinlik profili v : kesme hızı (m/dak) f : ilerleme (m/dak) d : kesme derinliği (mm) λ : öğrenme katsayısı α : momentum katsayısı
µA(x) : A bulanık kümesinin üyelik değeri µm : Mikrometre
Wi : Ağırlık değeri Ft : Esas kesme kuvveti Ff : Đlerleme kuvveti Fr : Radyal kuvvet
Fx-Fy-Fz : Kesme kuvveti bileşenleri
TIMCDA : Transactions in Measurement & Control. Data Acquisition Referansı FFT : Fast fourier transfer (Hızlı fourier dönüşümü)
ART : Adaptif rezonans teorisi
SOM : Self orginizing map (Kendi kendini düzenleyen harita) ANFIS : Bulanık sinirsel sınıflayıcı
AE : Akustik emisyon SD : Sayısal denetimli AK : Adaptif kontrol
PCI-ISA : Peripheral Component Interconnect- Industry Standard Architecture HRc : Sertlik derecesi
1. GĐRĐŞ
Talaşlı imalatta takım durumunu izlemek üretilen parçaların kalitesi ve toplam üretim maliyeti açısından önem kazanmaya başlamıştır. Günümüzde yapılan çalışmalarda, artık maliyet tasarrufu ve verimlilik için önceleri dikkate alınmayan takım değiştirme zamanı üzerinde yoğunlaşılmaktadır. Henüz aşınmamış bir takımın değiştirilmesinin ortaya çıkardığı ölü zaman ve maliyet yanında aşınmış bir takımın kullanılmaya devam edilmesi ve takımın kırılmasıyla meydana gelebilecek zararların önüne geçebilmek için takım aşınmasının gerçek zamanlı (on-line) olarak gözlenmesi gereklidir.
Aşınma karmaşık bir karakteristiğe sahip olduğundan matematiksel modeller kullanarak aşınmanın tahmin edilmesinde başarı sağlanamamıştır. Ayrıca aşınmanın doğrudan ölçme yöntemleri ile belirlenmesi on-line olarak mümkün olmamaktadır. Bu nedenle aşınma ile ilişkisi olduğu belirlenen bazı değişkenlerin sensör entegrasyonu ile toplanıp değerlendirilmesi yöntemi yaygın olarak kullanılmaya başlanmıştır. Bu değerlendirmeyi insansız, otomasyonlu bir sistemde yapay sinir ağları (YSA), bulanık mantık (BM) gibi uzman kişinin yerini alabilecek modeller gerçekleştirebilir.
1. Tezin Amacı
Đmalat endüstrisindeki takım operasyonlarında takımda ve iş parçasında istenmeyen durumların oluşmasının engellenmesi ve gerekli önlemlerin alınması için takım durumunun on-line olarak izlenmesi gereklidir. Aksi takdirde üretimin kesintiye uğraması, takım değiştirme sırasında geçen ölü zaman, takım ve iş parçasında meydana gelen zararların maliyeti, kesme işlemindeki kalite düzeyinin düşmesi gibi dezavantajlar ortaya çıkmaktadır.
Kesme kuvvetleri, sıcaklık, titreşim ve akustik emisyon gibi dolaylı değişkenler takım durumu hakkında bilgi vermektedirler. Ancak bu değişkenler kesme işlemi esnasında non-lineer bir karakter gösterdiklerinden metod olarak matematiksel modeller ve lineer denklem sistemlerinin kullanılması çoğu zaman aşınmış takımın kullanılmaya devam edilmesi ve takım kırılmalarıyla sonuçlanmaktadır.
Takımda meydana gelen non-lineer değişimler YSA metodu ile paralel olarak takip edilebilir. Bu metod takım durumunu izlemek için oldukça uygundur ve günümüzde non-lineer problemleri çözmek üzere yaygın olarak kullanılmaktadır. YSA eğitilebildiğinden; değişik kesme şartlarında takım aşınması ve yüzey pürüzlülüğünün tahmin edilmesi mümkün olmaktadır. Özellikle yüksek işlem hızına sahip bilgisayarlarla yapılan eğitimlerde daha kısa sürede ve daha iyi tahminler yapmak mümkün olmaktadır. Ayrıca bulanık sistem ile birlikte kullanılan YSA yapısı takım aşınmasının derecelere ayrılması, sınıflandırılması için kullanılabilmektedir. Bu metotta takım az, normal veya çok aşınmış olarak sınıflara ayrılabilmekte, böylece kesici takımlar daha değişik kesme işlemlerinde örneğin daha katı kesme işlemlerinde kullanılabilmektedir.
Kesme operasyonlarında diğer önemli bir aşama takımda meydana gelen değişikliklere çok kısa sürede müdahale edilmesi gerekmesidir. Bunu sağlamak için izleme işleminin on-line olmasının yanında takım durumuyla ilgili olarak elde edilen verilerin çok hızlı bir şekilde işlenmesi gereklidir. Ayrıca takım aşınmasının gerçeğe yakın olarak sürekli tahmin edilebilmesi gereklidir. Çünkü aşınmış bir takımla kesme işlemine devam edilirse takımda, iş parçasında ve takım tezgahında önemli hasarlar meydana gelebilir. YSA metodu takım aşınmasını tahmin etmede gerçeğe çok yakın sonuçlar verebildiğinden elde edilen verilerin işlenmesi için oldukça uygundur.
Takım durumu izleme (TDĐ)’de kullanılan sistemlerden daha yüksek performans alınması ve daha doğru sonuçlar elde edilmesi için tek bir sensör kullanmak yerine birden çok sensörün kullanılması faydalıdır. Özellikle kesme kuvveti sensörleri olmak üzere akustik emisyon ve titreşim sensörlerinin birlikte
kullanılmasının YSA metodunun daha iyi sonuçlar vermesini sağlayacağı düşünülmüştür. Bu çoklu sensör entegrasyonunun yanında kesme hızı (v), ilerleme (f) ve kesme derinliği (d) de yapay sinir ağı girişleri olarak uygulandığında sistemden daha fazla verim alınabilir, daha kesin sonuçlar elde edilebilir.
Bu çalışmada, takım aşınması ve yüzey pürüzlülüğünü YSA ve BM yöntemleri ile tahmin eden ve gerektiğinde operatörü uyarıp kontrol sinyalleri üretebilen bir bilgisayar program yazılmıştır. Bu program TDĐ sisteminin temelinde yer almakta ve “karar verme” mekanizmasını oluşturmaktadır. Program bunu sağlamak üzere on-line olarak çalışmaktadır, ayrıca sensörlerden elde edilen verileri operatörün inceleyebilmesi için veritabanına kaydetme ve grafik üzerinde gösterme özelliklerine de sahiptir.
1.2. Tezin Önemi
Yapay zeka, günümüzde teorik olarak yeterli düzeyde gelişmiş ve artık pratikte bir çok alanda uygulanan yeni bir teknoloji olmuştur. Önceleri insanın zeki özelliklerinin matematiksel modellemesi olarak başlanan yapay zeka çalışmaları zaman geçtikçe matematik, fizik, elektronik ve bilgisayar gibi pek çok bilim dalının araştırma alanına girmiştir.
Yapay zeka başta mühendislik alanları olmak üzere bir çok bilimsel alanda karmaşık ve belirsiz verilerin olduğu durumlarda dahi problemlerin çözümünde kullanılabilmektedir. YSA ve BM yapay zekanın en önemli alt dallarından biridir. Günümüzde bu iki yöntemin kullanılması oldukça yaygınlaşmıştır. Bu alanlardan birisi de imalatta takım operasyonlarındaki takım kırılmasının ve takım aşınmasının tahmin edilmesidir.
TDĐ özellikle ekonomik olmak üzere birçok sebepten dolayı gereklidir. Takım operasyonlarında kesici takım zamanla aşındığından gerektiğinde değiştirilmesi
gerekir. Aşınmış takım ile kesme işleminde devam edildiği takdirde takımın kesme kabiliyetinin azalması, takım tezgahında ve iş parçasında önemli hasarların meydana gelmesi, kalite düzeyinin düşmesi, takım değiştirme ve hasar esnasında geçen ölü zaman gibi durumlarla karşılaşılabilmekte sonuç olarak beklenen verim alınamamakta ve ekonomik olarak zarara uğranmaktadır.
Önceki yıllarda TDĐ için birçok yöntem kullanılmıştır. Bunlardan ilk olarak uygulananlar matematiksel modellemedir. Kesme operasyonlarında takım durumu ile ilgili kullanılabilecek değişkenler non-lineer karakter gösterdiklerinden matematiksel modellemeler başarı sağlayamamıştır. Bu yöntem genellikle takımın kırılması veya henüz aşınmamış takımın boşa çıkartılması gibi durumlarla sonuçlanmıştır. Takım operasyonlarında önemli olan takım kırılmadan operasyona müdahale etmektir. Bunun için hızlı bir şekilde takım aşınması ve kırılması ile ilgili belirtilerin tahmin edilebilmesi gereklidir. Bu konuda matematiksel modeller yetersiz kalmaktadır. Artık günümüzdeki en büyük teknolojik gelişmelerden olan YSA ve BM yöntemlerinin TDĐ’de kullanılması çok gerekli olmuştur. YSA ve BM yöntemleri non-lineer problemlere uygulanabilir olduğundan bu yöntemler kullanılarak takım durumuyla ilgili dolaylı değişkenler ile takım aşınması arasında paralel bir ilişki kurulabilmektedir. Ayrıca bu yöntemler yeterli verinin olmadığı ve gürültülü verinin olduğu ortamlarda da kullanılabilmektedir. Bu yöntemler matematiksel modellerin aksine çalışma esnasında on-line olarak hızlı bir şekilde aşınmayı tahmin etme olanağını sağlamaktadırlar.
Sonuç olarak, oluşturulan sistem ve yazılım ile YSA ve BM yöntemlerinin TDĐ üzerinde uygulanmasının üretim kalitesinin artmasında, üretimin kesintiye uğramamasında, takım ve iş parçasında meydana gelebilecek hasarların zamanında önlenmesinde başarılı olduğu görülmüştür. Oluşturulan yazılım ve sistemin küçük değişikliklerle endüstrideki benzer başka problemlerin çözümünde de uygulanabileceği düşünülmektedir.
1.3. Tezin Organizasyonu
Bu tez çalışması toplam 10 bölümden oluşmaktadır.
Giriş bölümünde konunun genel tanımı yapılmış, çalışmanın amacı ve önemi anlatılmıştır.
Đkinci bölümde takım aşınması ve yüzey pürüzlülüğü hakkında bilgiler verilmiştir.
Üçüncü bölümde imalat endüstrisinde TDĐ’de ve takım tahribatını belirlemede kullanılan metod ve teknikler incelenmiştir.
Dördüncü bölümde çalışmanın karar verme mekanizmasının temelinde yer alan YSA incelenmiştir.
Beşinci bölümde YSA ile birlikte sınıflandırma için kullanılacak olan BM hakkındaki bilgilere yer verilmiştir.
Altıncı bölümde oluşturulan düzenek ve yazılımı geliştirme süreçleri ve programın nasıl kullanıldığı anlatılmış, yapılan deneylerdeki toplanan veriler ve elde edilen sonuçlar gösterilmiştir.
Yedinci bölümde çalışmada elde edilen deneysel sonuçlar verilmiştir ve çalışmanın değerlendirmesi yapılmıştır.
Sekizinci bölümde sonuçların daha önceki yapılmış benzer çalışmalar ile karşılaştırmaları verilmiştir.
Dokuzuncu bölümde genel değerlendirme yapılmış, son bölümde ise çalışmada faydalanılan kaynak ve referanslar verilmiştir.
1.4. Kaynak Araştırması
Rangwala ve ark. (1990), YSA ve birden fazla sensörün entegrasyonu tekniklerini kullanarak zeki bir TDĐ sistemi oluşturmuşlardır. Çalışmada öncelikle sensör entegrasyonunun performansı artırdığından ve sensörlerin eksik yönlerini tamamladığından bahsedilmiştir. Sensörlerden elde edilen verilerin işlenmesinde YSA metodu kullanılmıştır. Kesme kuvveti ve akustik emisyon değişkenleri sinir ağının girişlerine verilmiş ve eğitme sonucunda sensörlerdeki mevcut gürültüyü azalttığını ve takım aşınmasını tahminde başarılı olduğunu gözlemlemişlerdir.
Sağlam ve ark. (2003), takım aşınmasını izlemek üzere YSA metodunu kullanmışlardır. Kullanılan sinir ağının yapısı 7x6x6x6x2 şeklindedir. Sinir ağının girişleri Fx, Fy, Fz, v, f ve d’dir. Çıkışlar ise yüzey pürüzlülüğü (Ra) ve maksimum derinlik profili (Rt) dir. Bu Ra ve Rt çıkışları takım aşınması ve yüzey tamlığı ile ilişki kurulması için kullanılmıştır. Bu çalışma otomatize edilmiş imalat sistemlerinin oluşturulmasında kullanılabilir. Sonuçta Ra ve Rt’nin tahmin edilmesinde %5.9 ve %3.9 hata ile başarı sağlanmıştır. Daha fazla sayıda gizli katmanın kullanılmasının hatayı azaltmadığı gözlemlenmiştir.
Kandilli ve ark. (2003), kesme operasyonlarında takım aşınmasını izleyebilmek için bir sistem geliştirmişlerdir. YSA’nın paralel yapısı ile diğer algoritmalardan daha yüksek performansa sağladığı, bir matematiksel modele dayandırılmak zorunda olmadığı ve kesme parametrelerine bağlı olmadığından bahsedilmiştir. Titreşim ve kuvvet sensörlerinden elde edilen veriler off-line olarak YSA’da eğitilmiş ve takım aşınması tahmin edilmeye çalışılmıştır.
Nagdir ve ark. (2000), takım aşınmasını tahmin edebilmek için bir veri toplama ve değerlendirme sistemi geliştirmişlerdir. Aşınmayla ilişkilendirmek üzere kesme kuvvetleri kullanılmıştır. Kesme kuvvetleri veri toplama kartına ulaşmadan önce şarj yükseltme işleminden geçirilmiştir. Bu sistem on-line izleme sağlayan bir sistemdir. Toplanan kesme kuvveti verileri hatayı geriye yayma algoritması kullanılan sinir ağı
girişlerine verilmiş, çıkış olarak yüzey aşınması belirlenmiştir. Sistem değişik kesme şartlarında denenmiş ve aşınma ile kesme kuvvetleri arasındaki çok belirgin ilişki ortaya koyulmuştur.
Li (2001), akustik emisyon sinyallerini takım aşınmasını belirlemek için kullanmıştır. Akustik emisyon sinyallerini işlemek için zaman serisi analizi (time series analysis), hızlı fourier dönüşümü (FFT) ve wavelet dönüşümü yöntemlerini kullanmıştır. Akustik emisyon ile takım aşınması arasındaki ilişki basit olmadığından ve takım aşınmasını tahmin etmek için YSA ve BM yöntemleri kullanılmıştır. Öğreticili, ileri beslemeli sinir ağlarını eğitmek zor olduğundan ve akustik emisyon ile birlikte kullanıldığında gelecekte tekrar tekrar eğitmek gerekebildiğinden öğreticisiz bir sinir ağı kullanılmıştır. Ayrıca YSA ile BM birleştirilerek bulanık sinir ağı oluşturulmuştur.
Mehrabi ve ark. (2001), çoklu sensör sistemleri, sinyal işleme, bulanık kümeler ve izleme sistemleri üzerinde bir çalışma yapmıştır. Sinyal işleme teknikleri ve sensör entegrasyonu teknikleri açıklanmış, BM yöntemi hakkında da ayrıntılı bilgi verilmiştir. Bu çalışmada sensör entegrasyonunu, sensörleri v.b. temsil etmek için bulanık kümeler kullanılmış, sistem kısımlara ayrılarak her bir kısım BM’ta kullanılmak üzere dilsel ifadelerle eşleştirilmiştir.
Silva ve ark. (1997), takım operasyonlarındaki non-lineer değişimleri paralel olarak izleyebilmek için desen tanıma (pattern recognition) ve bulanık sinir ağlarını kullanmışlardır. Desen tanıma düzeneğinde sensörlerden toplanan veriler sinyal işleme, özellik çıkarımı (feature extraction) ve sınıflandırma işlemlerinden geçmişlerdir. Takım aşınmasını belirlemede kullanmak üzere motor mili akımı, teğet kuvvet, ilerleme kuvveti ve ses sensörlerinden gelen veriler bir low-pass filtreden geçirilmiş ve karar verme sistemine iletilmiştir. YSA sınıflandırmasında adaptif rezonans teorisi (ART2) ve kendi kendini düzenleyen harita (self organizing map) SOM algoritmaları kullanılmıştır. ART2 algoritması değişikliklere hızlı bir şekilde cevap verebilen bir algoritmadır. Bu yöntemde sinir ağı eğitildikten sonra benzer girişler uygulandığında sinir ağına fazla yük bindirmeden sonuç alınmaktadır. SOM
ise öğreticisiz bir sinir ağı modelidir. Bu algoritmaya göre katmanlar boyutlara ayrılmıştır. SOM algoritmasında da daha az örnek kullanılarak sonuç elde etmek mümkündür. Bu çalışmada her iki algoritma uygulanmıştır. Çalışma sonucunda kuvvetlerin, motor akımının ve ses, titreşimin takım aşınması ile orantılı olarak değiştiği görülmüştür.
Li ve ark. (2000), takım kırılmasını ve aşınmasını izlemek için wavelet dönüşüm ve BM yöntemlerini kullanmışlardır. Bu çalışmada öncelikle motor mili ve besleme akımları özellik çıkarımı (feature extraction) işleminden geçirilmiştir. Takım kırılması ve takım aşınmasını belirleme iki ayrı kısım olarak ele alınmıştır. Takım kırılmasının tespiti wavelet dönüşümü yöntemi ile, takım aşınmasının belirlenmesi ise BM yöntemi kullanılarak gerçekleştirilmiştir. Bu çalışma basit, etkili ve ucuz olması, kolayca uygulanabilmesi, sistem maliyetinin çok düşük olması ve kesme parametrelerine bağlı olmaması yönlerinden başarı sağlamış bir yöntemdir.
Li ve Ark. (1999), akım sinyallerine bağlı olarak delme işlemindeki aşınmayı izlemek üzere bir sistem oluşturmuşlardır. Bu çalışmada takım tezgahı motor mili akımı ve besleme akımı regresyon analizi kullanılarak işlenmiş, son aşamada ise BM kullanılarak aşınma sınıflandırılmıştır. Bu sayede aşınmış takımın ne zaman değiştirilmesi gerektiği daha kolay bir şekilde belirlenmiştir. Çalışmada akım sinyallerinin ve kesme parametrelerinin aşınma üzerindeki etkisi incelenmiş, deneysel çalışmalarla sistemin başarılı sonuçlar verdiği ortaya koyulmuştur.
Li ve Ark. (1997), delmede akustik emisyon sinyallerini işleyerek bir on-line TDĐ sistemi oluşturmuşlardır. Wavelet dönüşüm ve bulanık sinir ağları takım aşınmasını belirlemek için kullanılmıştır. Çalışmada BM ile YSA birleşiminin yalnız kullanılmalarına göre daha etkili olduğu ve daha hızlı sonuç verdiği gösterilmiştir. Ayrıca takım aşınması ile takım durumu arasında bulanık bir ilişki olduğu ve bu ilişkinin bulanık sinir ağları ile ortaya çıkarılabileceği görülmüştür.
Jantunen (2002), delmede takım durumunu izlemek için kullanılabilecek bütün yöntemleri incelemiştir. Çalışmada takım durumunu izlemek için dolaylı
değişkenlerin (moment, kuvvet, titreşim, ses, akustik emisyon, kesme hızı, besleme akımı) kullanılabilirliği, sinyal işlemede kullanılabilecek yöntemler (time domain signal, istatistiksel parametreler, FFT, spektrum analizi, wavelet dönüşüm) ve karar vermede kullanılabilecek yöntemler (kural tabanlı, BM, desen tanıma, çok katmanlı perceptron, adaptif rezonans teorisi yapay sinir ağı) karşılaştırılmıştır.
Transactions in Measurement & Control. Data Acquisition (Omega Engr. Vol2)’de TDĐ’de kullanılacak olan veri toplama, veri toplama donanımı ve yazılımı konularında ayrıntılı olarak bilgi verilmiştir. Bu konular dahilinde analog&dijital giriş-çıkışlar, veri toplama kartlarının özellikleri, sinyal şartlandırma, analog-dijital ve tersi dönüştürmeler ayrıntılı olarak ele alınmıştır. Uygun özelliklere sahip veri toplama kartı ve sinyal şartlandırma donanımlarının seçimi takım durumunu izlemede önemli bir yere sahiptir.
Hamamcı (2004), oluşturulan düzenekle ses ve titreşim sinyallerini toplayıp YSA ile değerlendirerek takım ömrünü tahmin etmeye çalışmıştır. Yapılan tahminlerde büyük ölçüde başarıya ulaşılmış, ekonomik olarak takım ömrü tahmini yapılmış ve denklemler kurulmuştur. Ancak çalışmada off-line olarak değerlendirme yapılmaktadır.
Sağlam (2000), frezelemede kuvvet değerlerini YSA ile değerlendirerek bir TDĐ sistemi oluşturmuştur. Oluşturulan düzenek ile yapılan deneylerde belirli aralıklarla yüzey aşınması ve yüzey pürüzlülüğü ölçülmüş, daha sonra bu değerler YSA kullanılarak tahmin edilmeye çalışılmıştır. Elde edilen sonuçlara göre takım aşınması %77, yüzey pürüzlülüğü %79 başarı ile tahmin edilmiştir.
Zhang ve ark. (2007), Tornalamada yüzey pürüzlülüğünü tahmin etmek için yapay sinir ağlarına dayalı bir adaptif kontrol sistemi geliştirmişlerdir. Çalışmada giriş olarak kesme parametrelerinin yanında titreşim sinyalleri de kullanılmıştır.
Chen (2003), Frezelemede takım aşınmasını tahmin edebilmek için 3 yöntem denemiştir. Bunlar Çoklu Lineer Regresyon (Multiple Lineer Regression), YSA ve
Bulanık Mantığa Dayalı Đstatistik yöntemleridir. Bu yöntemler uygulanmadan önce takım aşınmasına en çok etki eden kuvveti bulmak ve analiz etmek için istatistiksel yöntemler kullanılmıştır. Elde edilen bulgular ışığında kesme parametreleriyle beraber ortalama kuvvet değeri giriş olarak kullanılmıştır. BM ile de sonuçların bir uzman gibi değerlendirilmesi sağlanmaya çalışılmıştır.
Lee (2006), CNC frezeleme işlemlerinde veri toplama, istatistiksel veri analizleri ve YSA yöntemlerine dayalı bir TDĐ sistemi geliştirmiştir. Çalışmada iki sensörden gelen veriler (tri-axial ivme ve akustik emisyon) değişik durum ve kesme parametreleri ile toplanmış, değişik yapıdaki YSA ile bu veriler değerlendirilmiştir. Aşınmanın tahmin edilmesinde %97 oranında başarı sağlanmıştır.
Savage (1999), Frezelemede yüzey pürüzlülüğünü on-line olarak belirlemek için çoklu regresyon ve bulanık ağ yöntemlerini kullanmıştır. Kesme parametreleri, takım materyali ve titreşim verileri değişik bulanık ağ tasarılarında denenmiş ve yüzey pürüzlülüğünü belirlemede %90 seviyede hassaslığa varan sonuçlar elde edilmiştir.
Aliustaoğlu ve ark. (2009), takım aşınmasını gözlemlemek için iki aşamalı bir bulanık çıkarım sistemi geliştirmişlerdir. Takımın durumu hakkında bilgi edinebilmek için değişik sensörlerden veriler toplanmıştır. Đlk aşamada kuvvet sinyalleri, hassas bir mikrofon kullanılarak toplanan ses sinyalleri ve titreşim sinyalleri bulanık sistemin girişleri olarak kullanılmıştır ve çıkan sonuçlar ikinci aşamanın girişlerine verilmiştir. Sonra ikinci aşamada elde edilen sonuç takımın durumu hakkında bilgi edinmek için kullanılmıştır.
Achiche ve ark. (2002), iki BM metodu ve YSA metodunu takım durumunu gözlemlemek için kullanmış ve karşılaştır. Birinci metodda diğer birçok TDĐ sistemlerindeki gibi toplanan sensör verilerinden bir tecrübeli bir uzman yardımıyla bulanık bilgi tabanı oluşturulmuş ve kullanılmıştır. Đkinci metodda ise bulanık bilgi tabanının oluşturulmasında genetik algoritmalar kullanılmıştır. Çalışma sonucunda YSA’nın diğer metodlara göre daha az hatalı sonuçlar vermesine rağmen genetik
algoritmalı bulanık bilgi tabanı kullanılan metodun değişik şartlarda daha kararlı sonuçlar verdiği ve öğrenme zamanının diğer metodlara göre daha kısa olduğu belirlenmiştir.
Kuo ve ark. (1998), aşınmayı belirlemek için veri toplama, özellik çıkarımı, desten tanıma ve çoklu sensör birleşimi bileşenlerinden oluşan bir on-line tahmin sistemi geliştirmişlerdir. Çalışmada kendi kendini organize eden ve düzenleyen bir BM modeli, hatayı geriye yayma algoritmasına sahip bir yapay sinir ağı ve deneysel verilere dayalı bir çoklu regresyon yöntemleriyle karşılaştırılmış, sonuçta BM modelinin diğer iki modele göre daha etkili olduğu görülmüştür.
Chungchoo ve ark. (2002), kesme operasyonlarında başlangıçta kuvvet ve akustik emisyon sinyallerindeki dikkate değer bir artışın aşınma tahmini ve sınıflandırmasıyla ilgili yanlış sonuçları engellemek için bir bulanık sinirsel ağ modeli geliştirmiştir. Bu model 4 kısımdan oluşmaktadır. Birinci kısımda takım aşınması BM ile sınıflandırılmaktadır. Đkinci kısım bir sonraki aşamada kullanılmak üzere girişleri normalize etmek için geliştirilmiştir. Üçüncü kısımda hatayı geriye yayma algoritmasına sahip bir yapay sinir ağı yan yüzey ve krater aşınmasını tahmin etmek için kullanılmıştır. Dördüncü kısım ise üçüncü kısımda elde edilen çıkışları düzenlemek için geliştirilmiştir. Tahmin edilen aşınma değerleri bulanık yapay sinir ağının tornalama işlemlerinde yan yüzey ve krater aşınmalarının tespitinde başarı sağladığını göstermiştir.
Kuo (2000), takım aşınmasını tahmin etmek için YSA ve BM yöntemlerini kullanmıştır. Oluşturulan sistem veri toplama, özellik çıkarımı, desen tanıma, çoklu-sensör birleşimi ve takım-iş parçası mesafesi karşılaştırma işlemi olmak üzere beş kısımdan ibarettir. Kullanılan iki değişik yapay sinir ağı doğruluk ve hız açısından karşılaştırılmış, daha sonra veriler BM modeline aktarılmıştır. Sonuçlar tek başına kullanılan çoklu regresyon analizi ve yapay sinir ağı yöntemlerine göre çalışmada kullanılan yöntemlerin daha başarılı olduğunu göstermiştir.
Sick (2002), katı programlama (hard-computing) ile yapay sinir ağı modelini (soft-computing) birleştirerek tornalamada takım aşınmasını gözlemlemek üzere yeni hibrid bir yöntem geliştirmiştir. Hard-computing ile takım ve iş parçası geometrisinin ölçülen kuvvet sinyalleri üzerindeki etkisini araştırmış ve bu bilgileri kuvvet sinyallerini normalize etmek için kullanmıştır. YSA’nı ise normalize edilmiş bu kuvvet sinyalleri ile takım aşınması arasındaki ilişkiyi ortaya çıkartmak için kullanmıştır. Çalışma sonucunda işlem parametreleri, kesme şartları ve aşınmanın bir tek modele indirgenmesinin zor olduğunu göstermiştir.
Chuangwen ve ark. (2009), TDĐ için değişik kesme işlemlerinden elde edilen titreşim sinyallerini kullanmıştır ve takım aşınması ile titreşim sinyalleri arasında yakın bir ilişki tespit edilmiştir. Çalışma sonucunda kesme operasyonlarında takım aşınmasının tahmin edilmesi için bir wavelet paket analizleri yönteminin kullanılabileceği, bu yöntemin sabit olmayan (değişken) sinyallerin işlenmesinde etkili olduğu ve YSA ile birlikte kullanıldığında hesaplama ve sınıflandırma işlemlerinde çok hızlı çalıştığı ve on-line takım tahribatı önleme sistemlerinde kullanılabildiği gösterilmiştir.
Lever ve ark. (1997), takımdaki plastik deformasyon, krater aşınması ve fracture gibi bozulmaların kesme sıcaklığı ile ilişkisi üzerinde çalışmıştır. Kesme hızı ve ilerlemenin artırılmasıyla sıcaklığın da artmaktadır. Buna dayanarak sistemin değişik aşınma durumlarını öğrenmesi için bulanık sınıflandırma kullanılmıştır.
Moavenian ve ark. (2004), demle işlemlerinde takım aşınmasını on-line olarak tahmin edebilmek için bulanık sinirsel ağları ve bulanık sınıflandırma yöntemlerini kullanmıştır. Oluşturulan takım aşınmasını belirleme sisteminde veri toplama aşamasında motor akımı, hız ve ilerleme değerleri giriş verileri olarak değerlendirilmeye alınmıştır. Takım aşınması değerleri öncelikle “düşük aşınma”, “yüksek aşınma” ve “çok yüksek aşınma” olmak üzere bulanık ifadelere dönüştürülmüştür. Matlab programındaki bulanık sinirsel sınıflayıcı (ANFIS) kullanılarak 9 girişli ve takım aşınmasını gösteren tek çıkışlı ağ modeli
oluşturulmuştur. Sonuçta takım aşınması seviyesinin %5lik hata ile başarıyla tespit edilebildiği görülmüştür.
Gao ve ark. (2008), Ortogonal kesme işlemlerinde takım aşınması ile değişik sensörlerden toplanan veriler arasındaki ilişkinin varlığını gösterebilmek için YSA’ya dayalı TDĐ deneyleri yapmıştır. Hız, ilerleme ve sensörlerden toplanan veriler yapay sinir ağı girişleri olarak belirlenmiştir. Çıkışlar olarak ise altı tane takım aşınma seviyesi binary olarak sonuç verecek şekilde tasarlanmıştır. Bundan önce değişik aşınma seviyeleri Sınıf A, B, C, D, E ve F şeklinde isimlendirilmiştir. Deneyler sonucunda sistemin ortogonal kesme işlemlerinde bir TDĐ sistemi oluşturmak için uygun olmadığı görülmüştür.
Liu ve ark. (2008), kesme işlemlerinde zamanla artan takım aşınmasını belirleyebilmek için bulanık sinirsel ağ, regresyon bulanık ağ ve örnekleri sınıflandırıcı bulanık sinirsel ağ yöntemlerini kullanmışlardır. Sırayla kesme kuvvetleri, motor gücü ve akustik emisyon sinyalleri aşınmayı dolaysız yollardan belirleyebilmek için gözlemlenmiştir. Aşınmayı belirleyebilmek için tek bir yöntemin yeterli olmadığı görülmüştür. Bu nedenle aşınma tahmini için bulanık yöntemlerle sensör verilerini birleştirme tekniği denenmiştir. Çalışma sonucunda kesme kuvvetlerinin wavelet bulanık sinir ağları metodu ile, motor akımının regresyon sinir ağları metoduyla ve akustik emisyon sinyallerinin örnek sınıflandırma bulanık sinir ağları metoduyla bulanık sınıflandırılmasının takım aşınması tespitinde başarılı olduğu görülmüştür.
2. TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ
Talaşlı imalat işlemlerinde hedeflenen üretim maliyetlerine ulaşılmasında ve istenilen boyut ve yüzey kalitesindeki parçaların üretilmesinde kesici takım ömrü ve takım aşınması dikkate alınması gereken önemli faktörlerdendir. Aşınma, temas eden yüzeylerdeki mekanik, kimyasal v.b. birtakım etkilerle oluşan malzeme kaybıdır. Kesme işlemi başlangıcıyla beraber takım aşınmaya başlar ve kesme operasyonu süserince devam eder.
2.1. Aşınma Tipleri
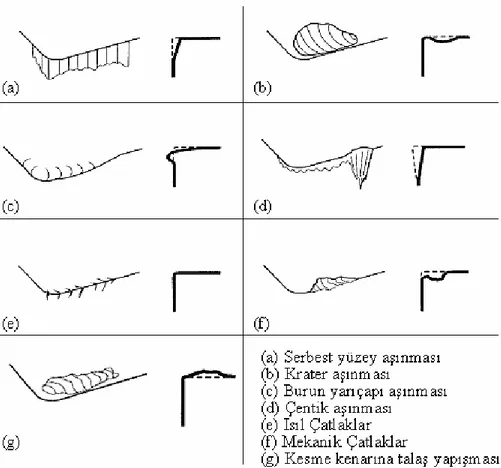
Takımda oluşabilecek aşınma ve hasar mekanizmaları tipleri genel olarak aşağıdaki şekildedir (Özdemir ve ark. 2003):
Serbest yüzey aşınması: Takımın iş parçasıyla temas halinde olan yüzeyinde meydana gelen (serbest yüzey) aşınmadır. Bu aşınma bölgesinin işlenmiş yüzeyle sürtünmesiyle, talaş kaldırılan parça yüzeyinde hasar meydana gelir ve böylelikle oluşan yüksek serbest yüzey kuvvetleri nedeniyle boyutsal doğrulukta azalma ve sapmalar meydana gelir (Özdemir ve ark. 2003). Serbest yüzey aşınması genellikle kesme kenarlarındaki malzeme kaybıyla (abrazyon) oluşur.
Krater aşınması: Kesici takımın talaş yüzeyinde krater şeklinde oluşan aşınmadır. Takımın talaş yüzeyi, iş parçasından kaldırılan talaşın takım üzerinde kaydığı yüzeydir (Özdemir ve ark. 2003). Krater, talaş kaldırma esnasında sert parçacıkların takımın talaş yüzeyinde taşlama işlemine benzer bir aşındırma gerçekleştirmeleri sonucunda oluşur.
Burun yarıçapı aşınması: Bu aşınma takım burun yarıçapında, serbest yüzeyinin sonuna yakın bölgede iz kenarı üzerinde meydana gelir. Bu aşınma serbest
yüzey ile çentik aşınmasının kombinasyonuna benzer ve öncelikle abrazyon ile korozyon ya da oksidasyon nedeniyle oluşur. Aşırı burun aşınması islenmiş yüzeyin kalitesini azaltır (Özdemir ve ark. 2003).
Çentik aşınması: Bu aşınma genellikle kaba tornalama işlemlerinde kullanılan uçlarda karşılaşılan takım ile işlenmemiş parça yüzeyi arasında veya talaşın serbest kenarı arasında ortaya çıkan bir aşınma türüdür.
Kesme kenarına talaş yapışması: Genellikle, yumuşak malzemelerin düşük hızlarda işlenmesi durumunda oluşur. Ağız birikimi; işlenen malzemenin kesme kenarlarına çok güçlü yapışmasında, bunların birikmesi ve çıkıntı oluşturmasıyla meydana gelir (Özdemir ve ark. 2003).
Isıl ve Mekanik Çatlaklar: Bu çatlaklar, kesintili talaş kaldırmada takımın değişken yüklerle yüklenmesi veya talaş kaldırma sırasında yüksek takım-talaş sıcaklıkları nedeniyle oluşur.
Şekil 2.1. Belli başlı aşınma tipleri
2.2. Takım Aşınmasının Aşamaları
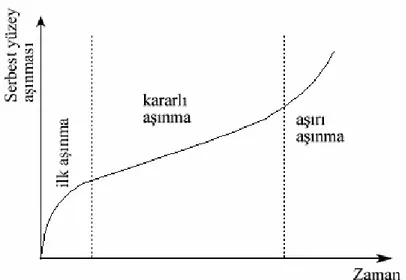
Aşınma olayı doğrusal bir karakteristiğe sahip değildir ve karmaşık bir yapıya sahiptir. Testlerden elde edilen sonuçlara göre takım aşınmasının zamana göre değişiminde 3 kademe görülmektedir. Bunlar ilk hızlı aşınma periyodu, yavaş artan bir aşınma periyodu ve son hızlı aşınma periyodudur. Buna göre aşınma kesme işleminin başladığı ilk zamanlarda hızlı bir şekilde artmakta, sonra kararlı bir şekilde devam etmekte ve takım ömrünü tamamlamaya yaklaştığı zaman tekrar artmaktadır (Sağlam 2000). Bu aşamalar Şekil 2.2’de gösterilmektedir:
Şekil 2.2. Takım aşınmasının zamana göre değişimi
2.3. Aşınmanın Ölçülmesi
Takım aşınmasının algılanması için doğrudan ölçme metotları ve dolaylı ölçme metotları kullanılmaktadır (Li 2001, Lee 2006, Dimla ve ark 2000). Doğrudan ölçme metotları kesme işleminin durdurulduğu anlarda yapılır (Li ve ark. 2000). Bu doğrudan ölçme metotlarının dezavantajlarından birisidir. Diğeri ise ilk kesme anında oluşan aşınmalar nedeniyle normal kesme anında kesici takımda oluşan aşınmaların farklılık göstermesinden, yapılan hacimsel ölçümlerin hatalı sonuçlar vermesidir (Işık ve ark. 2003). Dolaylı ölçme metotlarında ise kesme işlemi esnasında operasyonu durdurmadan, kesme fonksiyonlarına ait birtakım parametrelere göre aşınma miktarı belirlenmeye çalışılmaktadır.
2.3.1. Doğrudan ölçme yöntemleri
Optik ölçme yöntemi: Takımın aşınmış bölgesi aşınmayan bölgelerine göre ışığa karşı daha duyarlı bir yansıtma özelliğine sahiptir. Buradan yola çıkılarak optik
okuyucuların kesici takım üzerindeki ışık yansımalarının analiziyle aşınma miktarı ölçülmektedir (Işık ve ark. 2004). Ancak bu yöntem yüksek bir tamlığa sahip olmakla beraber kesme kenarında yapışık kenarlı talaş oluşumu aşınmış alanların incelenmesini zorlaştırmaktadır (Sağlam 2000). Ayrıca metal kesme işleminin yapıldığı ortamın çetin koşulları (soğutma suyuyla çalışılması) nedeniyle de on-line gözlemleme için uygun değildir.
Radyoaktivite analizi: Bu yöntemde takım radyasyonlu bir ortamda radyasyona maruz bırakılarak yan kenarlarına radyoaktif malzeme kaplanır veya emdirilir. Kesme esnasında aşınan takımdaki radyoaktif malzemeler talaşa geçer. Bu malzemeler radyoaktif sensörlerle ölçülerek takımdaki aşınma miktarı (hacim kaybı) tespit edilir (Sağlam 2000). Belli bir miktar talaşın periyodik olarak toplanmasını gerektirdiği için on-line gözlemleme için uygun değildir. Ayrıca radyoaktif malzemelerin insan sağlığı için oluşturduğu riskten dolayı endüstriyel sahada uygulanması oldukça zordur.
Kesici takım - iş parçası arasındaki uzaklığın ölçümü: Kesme işlemi sırasında işlenmiş yüzey ile takım arasındaki uzaklığın ölçümü esasına dayanır. Ölçme işleminde elektronik mikrometreler, yansıtılmış ultrasonik dalgalar, pnomatik komparatörler ve algılayıcılar kullanılmaktadır. Ancak bu uzaklığın ölçümü iş parçası sıcaklığı, yüzey pürüzlülüğü, kesme sıvısı, sehim, titreşim ve iş parçası çapındaki değişimlerden etkilenmektedir (Işık ve ark. 2004).
Elektriksel direnç ölçümleri: Takım aşındıkça, takım ile iş parçası arasındaki temas alanı artar ve eğer temas boyunca elektrik akım akışı sağlanırsa elektrik temas direnci azalır. Bu bölgedeki elektrik direncinde meydana gelen değişimler, takım aşınmasının gözlemlenmesi için kullanılmaktadır. Temas direnci; kesme kuvvetleri, yüksek sıcaklık ve plastik deformasyondan etkilendiğinden kullanımı pek pratik değildir. (Sağlam 2000)
Đş parçası boyutlarındaki değişmenin ölçülmesi: Takım ucu aşınırken iş parçası ölçüsünde de değişim meydana gelir. Đş parçası boyutundaki değişimin
ölçülmesi ile takım aşınması doğrudan ölçülebilir. On-line ölçümleri için basınçlı havanın tepki basıncının ölçümüne dayalı pnömatik sistemler ve lazer ışınlan kullanılmaktadır. Đş parçasının ısıl genleşmesi, titreşimler ve takım taşıyıcıların hassas olmayan hareketleri ölçüm hassasiyetini etkilediğinden takım tahribatı ve aşınmasını belirlemede yeterli değildir. (Sağlam 2000)
2.3.2. Dolaylı ölçme yöntemleri
Kesme kuvvetlerinin ölçümü: Kesme işlemi esnasında ortaya çıkan çok büyük basınç ve sürtünme çeşitli yönlerden kesici uç üzerine etkiyen kuvvetlerin ortaya çıkmasına neden olur (Hamamcı 2004). Takım aşınırken kesme kuvvetleri de değişir ve bu değişim takım aşınmasının bir göstergesi olarak kullanılır. Kesme kuvveti üç bileşene sahiptir; parçanın işlenen yüzeyine teğet, kesme yönünde teğetsel kuvvet (Ft), işlenen parçanın eksenine paralel, ilerleme yönüne zıt eksenel kuvvet (ilerleme kuvveti) (Ff) ve bu iki kuvvete dik, takıma doğru, takımı parçadan ayırmaya çalışan radyal kuvvet (Fr) (Sick 2002). Kesme kuvvetlerini ölçmek için dinamometre, kuvvet ile orantılı elektrik çıkışı veren uzama ölçer ve piezo-elektrik kuvvet sensörleri kullanılan araçlar arasındadır. Bu yöntemin uygulanmasında karşılaşılan güçlükler kuvvetlerin farklı nedenlerden dolayı değişebilmesi ve ilave düzeneklere ihtiyaç duyulmasıdır. Yine de bu yöntem TDĐ’de en yaygın olarak kullanılan yöntemdir (Işık ve ark. 2004).
Akustik emisyon (yayım) ölçümü: Araştırmalarda, deformasyona uğrayan materyaldeki ani enerji salınımının oluşturduğu dalgalar olarak tarif edilen akustik emisyonun takım aşınması ve kırılması ile ilişkili olduğu ve aşınmanın artmasıyla beraber akustik emisyon enerji seviyelerinde artma olduğu ortaya çıkmıştır (Li 2001, Li ve Ark. 1997). Akustik emisyon (AE) sinyalleri kesici takıma ya da iş parçasına tutturulmuş piezo-elektrik ultrasound transdüserlerle (algılayıcılarla) ölçülmektedir. AE sinyalleri işlem sırasında sensörler tarafından algılanarak yükseltilip bir osiloskopa, sayıcıya, ortalama karekök voltmetreye, kayıt cihazına veya spektro
analiz cihazına iletilerek analiz edilmektedir. Yüksek genliği, hızlı sinyal cevaplama özelliği ve yüksek duyarlılığı ile AE sinyalleri, sayısal denetimli (SD) tezgahlarda takım çatlaması, çapaklarıma ve kesintili kesme esnasında takım kırılmasını zamanında algılayarak bir adaptif kontrol (AK) ile tezgahın ilerlemesini otomatik olarak durdurmakta kullanılmaktadır.
Ses ölçümü: Takım talaş kaldırdığı yüzeye temas ederken ses çıkarır. Takımın aşınmasıyla bu seste ve ortamdaki ses frekanslarında değişiklikler meydana gelir. Kesme işlemi esnasında kesme bölgesine yakın bir yerde ses ölçümü yapılarak takım aşınması hakkında bilgi edinebilmektedir. Değişik aşınma seviyeleri değişik seslerin çıkmasına neden olmaktadır. (Varma ve ark. 2002). Ses ölçümünden elde edilen veriler analiz edilerek kesme işlemi esnasındaki olması gereken sesten farklı sesler algılandığında gerekli önlemler alınabilir. Bu yöntem atölye ortamındaki farklı kaynaklardan gelen gürültülerin fazla olduğu ortamlarda kullanmak için uygun değildir.
Titreşim ölçümü: Kesme işlemlerinde iş parçası ve talaşın kesici takım ile temasından dolayı titreşim meydana gelmektedir. Titreşim sinyallerinin seviyeleri gözlendiğinde kesici takımın aşınma durumu hakkında bir fikir edinmek mümkündür. Takım durumu ve aşınması titreşim sinyallerinin toplanması ve işlenmesi ile dolaysız olarak gözlemlenebilmektedir (Chuangwen ve ark. 2009).
Motor gücü ve akımının ölçülmesi: Aşınmış takım ile yapılan kesme işleminde daha çok güç harcanır ve motor daha fazla akım çeker. Bundan yola çıkılarak yola çıkılarak ana motor akımı, gücü ile takım aşınması arasında bir ilişki kurulmaktadır. Takımın maksimum aşınma sınırına veya kırılma noktasına yaklaştığı zamanki motorun harcadığı güç sınır noktası kabul edilerek bu sınıra gelindiği zaman takım aşınmış kabul edilerek on-line TDĐ sistemleri geliştirilmiştir. Bu yöntemin kesme kuvvetleri ve titreşim ölçümlerine göre güvenilirliği az da olsa orta ve ağır kesme şartlarında kullanılması uygundur. Ayrıca ekstra maliyet gerektirmemesi ve kesme operasyonunu kesintiye uğratmaması bu metodun avantajlarındandır (Li ve ark. 1999).
Kesme sıcaklığı ölçümü: Đş parçası ile kesici takım arasında kesme işlemi sırasında temas eden kesme yüzeyinde ortaya çıkan sıcaklık ile kesici takımın aşınması arasında çok yakın bir ilişki bulunmaktadır. Kesici takım aşındıkça kesme yüzeyindeki kaynaklanmalardan dolayı artan kuvvetler yüzünden sıcaklık yükselir. Krater aşınması ve plastik deformasyon gibi aşınma tipleri takım sıcaklığı belirli bir seviyeye geldiği zaman ortaya çıkmaktadır (Lever ve ark. 1997). Takım sıcaklığındaki bu değişimlerin ölçülerek aşınma ve takım durumu hakkında bilgi edinebilmektedir.
2.4. Yüzey Pürüzlülüğü
Doğada hemen hemen hiçbir cismin yüzeyi tam olarak düz değildir. Düz olduğu sanılan yüzeylerde ayrıntılı inceleme yapılırsa birçok yüzeysel sapmalar fark edilebilir (Aksulu ve ark. 2001). Đmalat endüstrisinde de talaş kaldırmanın amacı sadece parçalara şekil vermek değil geometri, boyut ve yüzey kalitesi yönünden belirli bir doğruluk derecesine sahip imalat yapmaktır. Đstenilen yüzey kalitesini yüzey pürüzlülüğü değeri tayin eder.
Yüzey pürüzlülüğünün direkt olarak ölçülmesi için iğne uçlu indüktif pürüzlülük ölçüm cihazı veya optik cihazlar kullanılmaktadır. Đğne uçlu problarla yapılan ölçümlerde kesme işlemini durdurarak ölçüm yapılabilir. Bu cihazlarda "pikap" denilen elemanın içinde, uç yuvarlaklık yarıçapı çok küçük (Genelde 2 veya 5 µm) olan bir elmas uçlu iğne bulunur. Pikap sabit hızlı bir hareket ünitesi yardımıyla yüzey üzerinde hareket ettirilirken iğne tepe ve çukurları takip ederek düşey bir hareket yapar. Bu hareket indüktif olarak elektrik sinyallerine dönüştürülür. Daha sonra bu sinyaller yüzey pürüzlülüğünü temsil etmek için kullanılır (Aksulu ve ark. 2001).
Optik ölçümlerde ise işlenmiş yüzeyin ışık yansıtma özelliğinden faydalanılmaktadır. Đşlenmiş yüzeylerinin ışık yansıtma özelliği yüzey pürüzlülük artışı ile ters orantılı artmaktadır. Bu değişim takım aşınmasının tespitinde referans olarak kullanılmaktadır. Optik ölçümler iğneli problarla yapılan ölçümlere göre daha doğru değerler vermektedir (Zhang ve ark. 2007).
Yüzey pürüzlülüğünün dolaylı olarak ölçülmesinde ise kesme kuvvetleri, titreşim gibi faktörlerdeki değişim kullanılmaktadır. Kesme operasyonlarının karmaşık ve non-lineer yapısı nedeniyle yüzey pürüzlülüğü kesme hızı, ilerleme, kesme derinliği, iş parçası malzemesi, kesme kuvvetleri ve titreşim gibi faktörlerden etkilenmektedir (Zhang ve ark. 2007). Yüzey pürüzlülüğü ölçülerek takım aşınması ve kesme kenarındaki değişiklikler algılanabilmektedir. Yüzey pürüzlülüğünün yukarıda bahsedilen faktörlere göre gerçek zamanlı olarak tahmin edilmesi için YSA ve bulanık mantığın birlikte kullanıldığı karar verme sistemlerinin kullanıldığı sistemler mevcuttur (Zhang ve ark. 2007).
3. TAKIM DURUMU ĐZLEME SĐSTEMLERĐ
Günümüzde hem ekonomik hem de kaliteli üretim yapmanın önem kazanmasıyla beraber talaşlı imalat alanında takım durumunun izlenmesi, üzerinde önemle durulan araştırma alanlarından biri haline gelmiştir. TDĐ sistemlerinde genellikle iki durum gözlenmektedir, bunlar takım kırılması ve takım aşınmasıdır (Chen 2003). Takım durumunun izlenmesi aşağıdaki nedenlerden dolayı önemlidir (Jantunen 2002):
• Takım aşınması ve kırılması izlenebilirse insansız üretim yapma imkanı oluşabilir.
• Takım aşınması yüzey kalitesini ve üretilen parçaların boyut ve geometrisini etkilemektedir.
• Hem ekonomik imalat ve kaliteli parçaların üretilebilmesi için takımın aşınıncaya kadar mümkün olan optimum sürede kullanılmaya devam edilmesi gerekmektedir.
• TDĐ ile kesme teçhizatı ve tezgahının zarar görmesi dolayısıyla bu zararların ortaya çıkarabileceği maliyetler engellenebilir (Chen 2003).
3.1. TDĐ Sisteminin Yapısı
Takım durumunu izlemek için birçok araştırmalar yapılmış olmasına rağmen günümüz endüstrisinde tam olarak güvenilir bir yöntem bulunabilmiş değildir (Li ve ark. 2000). Takım durumunu izlemede takımın aşınma miktarını belirlemek için doğrudan ve dolaylı yöntemler kullanılmaktadır. Ancak takım aşınmasının ve yüzey pürüzlülüğünün doğrudan ölçülmesi kesme operasyonlarının durdurulmasını, takım ve iş parçasının sökülmesini gerektirmektedir (Savage 1999). Bu ölçme işlemine off-line ölçüm de denmektedir. Off-off-line ölçümde ayrıca operasyon kesintiye uğradığından ölü zaman da ortaya çıkmaktadır (Rangwala ve ark. 1990). Bu nedenle
takım durumunun on-line veya gerçek zamanlı (real time) olarak izlenmesi gerekmektedir.
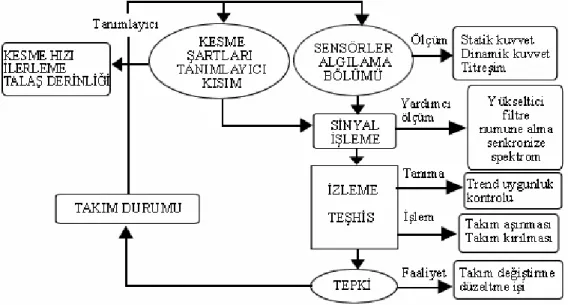
Takım durumunu izlemek için yapılan ilk çalışmalarda kesme işleminin matematiksel modellenmesi üzerinde yoğunlaşılmıştır. Ancak kesme işleminin karmaşık yapısı, lineer denklem sistemleri ile ifade edilememesi ve değişik kesme parametrelerinin aşınma üzerine etkisinin belirlenememesi nedeniyle başarılı olunamamıştır. Bu nedenle aşınma ile dolaylı yoldan ilişkili olan birtakım parametrelerin kullanıldığı zeki takım durumu isleme sistemleri temel olarak veri toplama (sensörler kullanılarak), veri işleme ve karar verme mekanizmalarından oluşmaktadır (Mehrabi ve ark. 2001, Elbestawi ve ark 2006). Aşınmanın tahmin edilebilmesi için birçok sensörden gelen verinin toplanıp değerlendirilmesi (sensör entegrasyonu) daha başarılı sonuçlar vermektedir. Bir TDĐ sistemini açıklayan şematik görünüş Şekil 3.1’de görülmektedir (Sağlam 2000):
Şekil 3.1. Bir takım durumu izleme sisteminin şematik görünüşü
Đnsan yardımı ve yorumlaması olmaksızın metal kesme esnasında takım değişimleri fark edebilen zeki bir TDĐ sisteminin 3 ana unsuru vardır (Sağlam 2000):
• tanıma,
• hesaplama ve karar verme • modifikasyon’ dur
Tanıma, toplanan sensör sinyallerinin takım durumuyla ilgili bir faktörü belirlemek için ayrılması ve düzenlenmesi safhasıdır. Bu safhada algılama cihazları tarafından kesme kuvvetleri, güç tüketimi v.b. işlem değişkenleri izlenir. Hesaplama safhasında toplanan bilgiler esas alınarak performansın gerçek durumu istenilen ile karşılaştırılır. Modifikasyon safhasında ise durum ile ilgili düzeltme faaliyeti gerçekleştirilir. Đnsansız bir fabrikada bu takımın otomatik olarak değiştirilmesi veya zarar oluşmadan işlemin durdurulması olabilir.
3.2. TDĐ Đçin Veri Toplama
TDĐ sisteminde operasyonun durumunu, gelişimini izlemek, sistemden beklenen sonucun ve verimin sağlanması, meydana gelebilecek zararların engellenebilmesi v.b. açısından veri toplama önemli bir yere sahiptir. TDĐ sistemlerinde sensörlerden toplanan verilerin hızlı bir şekilde bilgisayara aktarılması için veri toplama kartı kullanılmaktadır.
Bir veri toplama sistemi oluşturulurken önceden belirlenmesi gereken bazı durumlar vardır. Veri toplama sistemi oluşturulurken yapılması gereken ilk işlem, uygun sensörlerin seçilmesidir. Sıcaklık, titreşim, güç, uzama ölçer (strain gage), gibi bir çok sensör mevcuttur (Nagdir ve ark. 2000, Silva ve ark. 1997). Bu sensörlerden okunan sinyaller sistemdeki değişiklikleri temsil edebilecek nitelikte olmanın yanında veri toplama kartının ve tezgah kontrol sisteminin girişlerine uygun ve güvenilir de olmalıdır. Ayrıca, sensörler yerleştirilirken sistemin çalışmasına ve çalışma alanına engel olmamalı, atölye şartlarında çalışmaya uygun, sağlam olmalı, düşük gürültü seviyeli ve güvenilir sinyal vermelidir (Silva ve ark. 1997).
Sensörler genellikle analog çıkış verirler, ancak elektronik sistemler dijital ortamda çalışırlar. Bu nedenle sensör verilerinin analiz edilmeden önce dijital değerlere dönüştürülmesi gerekir (Transactions in Measurement & Control. Data Acquisition - TIMCDA). Bu işlem analog-dijital dönüştürücüler vasıtasıyla yapılır. Daha doğru sonuçlar alınabilmesi için dönüştürme işleminden önce sensör sinyalleri filtreleme, amplifikasyon v.b. işlemlerden geçirilmelidirler. Bu işlemlere sinyal şartlandırma adı verilir. Sinyal şartlandırma sistemin performansını ve güvenilirliğini artırır, bu nedenle ölçme sistemlerinde önemli bir yere sahiptir. Amplifikasyon, filtreleme ve izolasyon en çok kullanılan sinyal şartlandırma yöntemleridir (TIMCDA). Amplifikasyon sinyal değerinin çok küçük olduğu durumlarda analog-dijital çeviricinin kullanabileceği seviyeye yükseltilmesi işlemidir. Filtreleme çok büyük ve çok küçük değerdeki sinyallerin değerlendirmeye etki etmemesi için yapılan işlemdir. Đzolasyon ise sinyal ile veri toplama kartının ve toprağın birbirini etkilememesi için birbirinden ayrılmasıdır. Birden fazla sinyal kullanıldığında bazen sinyalleri dahi birbirinden izole etmek gerekebilir. Bunların yanında sinyal şartlandırma yöntemlerinin veri toplama ve kontrol işleminin hızına etki edeceğine de dikkat etmek gereklidir.
Veri toplama ve kontrol sistemlerinin çok önemli bir parçası veri toplama arayüzüdür. Veri toplama arayüzü olarak seri port, paralel port, usb portu veya veri toplama kartları kullanılabilir. Günümüzde yüksek performansı, analog-digital dönüşümlerini otomatik olarak yapabilmesi ve sayıcı özellikleri nedeniyle daha çok PCI-ISA yuvalarına takılan veri toplama kartları kullanılmaktadır. Ancak veri toplama kartları kullanıldığı zaman bilgisayar TDĐ sisteminin yakınlarında olmalıdır. Bu mesafe genellikle 1-1.5 metredir. Uzaktan izleme yapabilmek için network ortamı kullanılabilir.
Veri toplama kartı seçilirken dikkat edilmesi gereken bazı noktalar vardır. Bunlardan en önemli olanları; kanal sayısı, kanal giriş tipi, çözünürlük (resolution), analog ve dijital giriş-çıkışlar, analog giriş sınırları, dönüştürme oranı ve programlanabilirliktir.
Kanal sayısı kullanılan sensör sayısı ile ilişkilidir. Öncelikle kartın tek-uçlu (single-ended) ve diferansiyel giriş özelliği olup olmadığı kontrol edilmelidir (TIMCDA). Tek-uçlu girişler daha uzun kablolar kullanılabilmesine ve tek kablo ile bağlanıyor olmasına rağmen gürültüden etkilenirler. Diferansiyel uçlarda ise her sinyal kaynağından iki kablo gelir ve kablo mesafeleri fazla büyük olamaz ancak çevre gürültüsünden de etkilenilmez. Günümüzdeki veri toplama kartlarında genelde 8-16 veya daha fazla analog giriş bulunur.
Çözünürlük bir sinyal değerini temsil etmek için gerekli bit sayısıdır (TIMCDA). Bu bit sayısı ne kadar büyük olursa veri toplama kartı o kadar küçük değişimleri algılayabilir. Örneğin bu değer PCL-818H kartında 12 bittir ve kanal girişinin en yüksek 5 V olduğu varsayılırsa 0.001 V hassasiyete sahiptir.
Oluşturulacak olan sisteme göre kartın analog ve dijital giriş-çıkış sayıları göz önünde bulundurulmalıdır. Veri toplama kartının analog giriş sınırları özellikleri daha güvenilir ve doğru analog-dijital dönüştürmeler yapılabilmesi için önemlidir. Örneğin sensör sinyalinin en büyük değeri veri toplama kartının giriş kanalının giriş sınır değerine ne kadar yakın olursa o kadar doğru dönüştürme yapılmış olur.
Dönüştürme oranı bir saniyede yapılan analog-dijital dönüştürme sayısıdır (TIMCDA). Kullanılacak olan sisteme göre bu orana dikkat edilmeli ve buna göre bir kart seçilmelidir. Bazı uygulamalar yüksek dönüştürme oranı gerektirebilir. Buna milisaniyeler mertebesinde gerçekleşen takım kırılması da örnek olarak verilebilir.
4. YAPAY SĐNĐR AĞLARI
Geçmişten günümüze kadar insanlar doğayı taklit ederek problemlere çözümler bulmaya çalışmışlardır. Bu taklit çabalarından birisi de YSA’dır. YSA temel olarak insan beyninin yapısı ve çalışma şeklini model olarak almaktadır.
Son yıllarda YSA üzerindeki çalışmalar oldukça artmıştır. YSA’nın mühendislik başta olmak üzere birçok bilimsel alanda, karmaşık ve belirsiz veriler altında problemlere çözümler ürettikleri ispatlanmıştır. Bu sistemlerin başlıca belirgin özellikleri öğrenebilen, uyarlanabilen, algoritmasız ve paralel dağıtılmış bir hafızaya sahip olmalarıdır. YSA modelleri, basit işlem elemanlarının birbirleri ile yoğun bir biçimde bağlanması yoluyla uygun çözüm elde etmeye çalışırlar. Geleneksel programlama yöntemleri ile çözülemeyen birçok problem YSA ile çözülebilmektedir. YSA’nın kullanıldığı sistemler genellikle aşağıdaki avantajları sağlamaktadır (Kandilli ve ark. 2003):
• YSA kullanılan sistemler paralel yapıları nedeniyle diğer sistemlerden daha hızlı çalışırlar ve non-lineer modelleme için uygundur (Dimla ve ark. 1997).
• YSA çözümün matematiksel olarak modellenmesini gerektirmez.
• YSA ortamdaki parametrelere bağımlı değildir, bu yüzden parametre değişiklikleri sonucu değiştirmez.
TDĐ’nin karar verme aşamasında YSA’nın kullanılması yöntemi birçok araştırmacı tarafından kullanılmıştır.
4.1. Biyolojik Sinir Hücresi (nöron)
YSA, biyolojik sinir ağlarından esinlenerek modellenmiştir. Geliştirilen birçok YSA, biyolojik sinir ağlarının bilinen temel birkaç özelliğini (öğrenme kabiliyeti
gibi) taklit etmek üzerine geliştirilmiştir. Birtakım özellikler ise mühendislik yaklaşımı ile geliştirilmektedir. Bir YSA’nın yapısını belirleyen bazı faktörler vardır. Yapay nöronlar veya işlem elemanları, sinir ağının yapısal dağılış şekli, ağın sahip olduğu öğrenme kuralı ve stratejisi bunların başında gelir. YSA mimarilerinin çeşitliliğine rağmen, benzer kısımlardan oluşurlar. Bir sinir ağının genel formunda, nörona benzeyen birime “işlem elemanı” denilmektedir. Ağ, bu elemanların bir araya gelmeleriyle meydana gelmektedir.
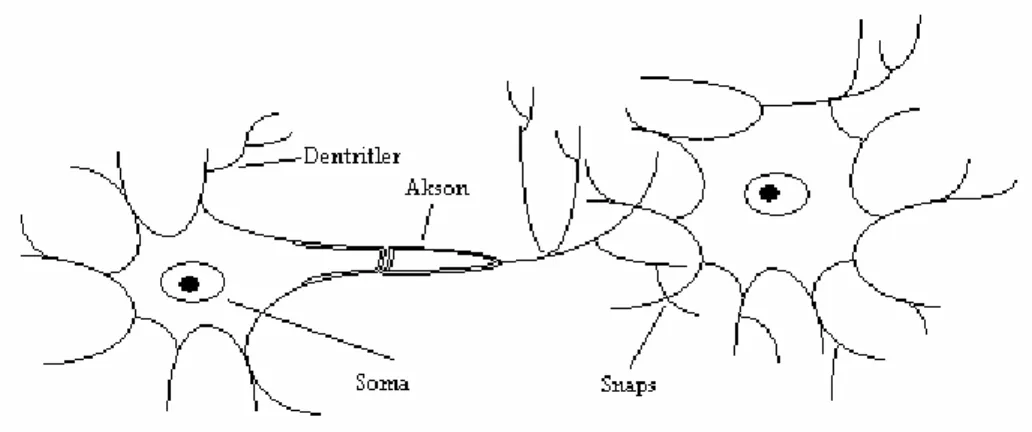
Şekil 4.1. Biyolojik sinir hücresinin şematik yapısı
Şekilde gösterildiği gibi temel bir biyolojik sinir hücresi sinapsler, soma, akson ve detritlerden oluşmaktadır. Hücreler arasındaki bilgi alışverişi şu şekilde özetlenebilir: Sinapsler bir sinir hücresinden diğerine elektriksel sinyallerin geçmesini sağlayan boşluklardır. Bu sinyaller somaya gider. Soma bu sinyalleri işleme tabi tutar, sinir hücresi kendi elektrik sinyalini oluşturur ve akson aracılığıyla detrite gönderir. Dentritler ise bu sinyalleri sinapslere ileterek diğer hücrelere gönderir (Öztemel 2003).
Bu yapıdaki çok sayıda sinir hücresinin bir araya gelmesiyle oluşan insandaki sinir sistemi ve beyin beş duyu organından gelen bilgilere dayanarak öğrenebilir, farklı durumları algılayabilir, sonuçlar çıkartabilir, genelleme yapabilir, bilgi depolayabilir, ilişkilendirebilir, problem çözebilir.
4.2. Yapay Sinir Hücresi (Đşlem elemanı)
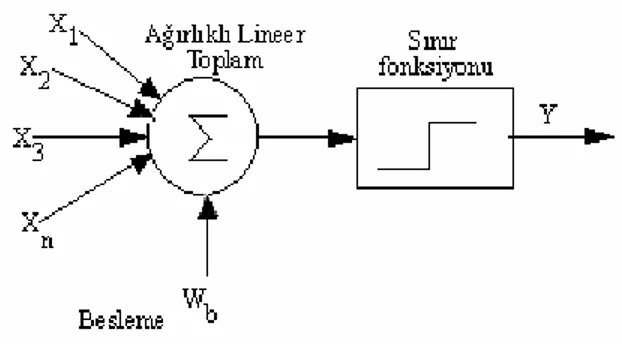
Biyolojik sinir ağları biyolojik sinir hücrelerinden oluşmuştur. Bu hücrelere proses(işlem) elemanı da denmektedir. YSA ise bu modelden esinlenerek ortaya çıkartılan yapay sinir hücrelerinden oluşmuştur. Şekil 4.2’de basit bir yapay sinir hücresinin modeli görülmektedir (Allahverdi 2002). Her bir hücrenin girdiler, ağırlıklar, toplama fonksiyonu, aktivasyon fonksiyonu ve hücrenin çıktısı olmak üzere 5 temel elemanı vardır (Öztemel 2003).
Şekil 4.2. Bir yapay sinir hücresinin modeli
Đşlem elemanı kendisine gelen girişleri alır ve geldiği yolun ağırlık değerine göre hepsini toplar. Bu toplam sonucunun aktivasyon fonksiyonuna göre belirli bir eşik değerinden büyük veya küçük olması kontrol edilerek hücrenin çıktısı oluşturur ve bağlı olduğu diğer hücrelere gönderir. YSA bu hücrelerin bağlanarak bir ağa dönüştürülmesiyle meydana getirilir.
• Girdiler: Dış dünyadan gelen bilgilerdir. Bu bilgiler başka hücrelerden veya hücrenin kendi kendisinden de gelebilir (Öztemel 2003).
• Ağırlıklar: YSA’da öğrenme işlemi hücre bağlantılarının sahip olduğu ağırlıklar değiştirilerek yapılır. Ağırlıklar hücreye gelen bilgilerin hücre üzerindeki
etkisini gösterir. Ağırlıklar değişken veya sabit olabilir. Ağırlıkların büyük ya da küçük olması önemini ifade etmez (Öztemel 2003).
• Toplama fonksiyonu: Hücreye gelen girişler ve geldiği yolun ağırlık değerine göre hücrenin net girdisinin hesaplandığı fonksiyondur. Net girdinin hesaplanmasında genellikle aşağıdaki formül kullanılmaktadır:
b i n i i
W
W
X
NET
=
∑
+
=1 (4.1)Bu fonksiyonda gelen her girdinin değeri kendi ağırlık değeri ile çarpılıp toplanmaktadır. En çok kullanılan toplam fonksiyonu budur. Ancak çarpım, maksimum, minimum, çoğunluk ve kümülatif toplam gibi değişik toplama fonksiyonları da bulunmaktadır (Öztemel 2003).
• Aktivasyon fonksiyonu: Transfer veya eşik fonksiyonu olarak da adlandırılır. Aktivasyon fonksiyonu işlem elemanının hesaplanan net girdisini kullanarak önceden belirlenmiş sınırlar içinde çıkışlar üretir. Günümüzde oldukça yaygın olan çok katmanlı algılayıcı sinir ağı modelinde genellikle sigmoid aktivasyon fonksiyonu kullanılmaktadır (Öztemel 2003). Bu fonksiyonun formülsel gösterimi aşağıda verilmiştir: NET e NET F − + = 1 1 ) ( (4.2)
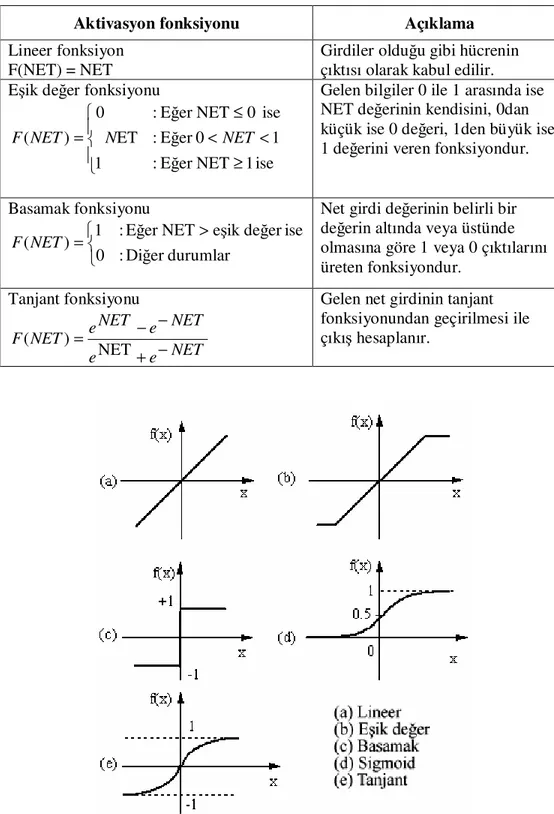
Burada NET hücrenin net girdisidir. Aktivasyon fonksiyonu olarak kullanılabilecek diğer bazı fonksiyonlar Tablo 4.1’de, grafikleri ise Şekil 4.3’te verilmiştir:
Tablo 4.1. Aktivasyon fonksiyonları
Aktivasyon fonksiyonu Açıklama
Lineer fonksiyon F(NET) = NET
Girdiler olduğu gibi hücrenin çıktısı olarak kabul edilir. Eşik değer fonksiyonu
≥ < < ≤ = ise Eğer Eğer ise Eğer 1 NET : 1 1 0 : ET 0 NET : 0 ) (NET N NET F
Gelen bilgiler 0 ile 1 arasında ise NET değerinin kendisini, 0dan küçük ise 0 değeri, 1den büyük ise 1 değerini veren fonksiyondur.
Basamak fonksiyonu > = durumlar Diğer : ise değer eşik Eğer 0 NET : 1 ) (NET F
Net girdi değerinin belirli bir değerin altında veya üstünde olmasına göre 1 veya 0 çıktılarını üreten fonksiyondur. Tanjant fonksiyonu NET e e NET e NET e NET F − + − − = NET ) (
Gelen net girdinin tanjant fonksiyonundan geçirilmesi ile çıkış hesaplanır.