T.C.
SELÇUK ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ
BORU HATTIYLA AKARYAKIT ĠKMALĠ YAPAN BĠR ĠġLETMEDE KARMA TAMSAYILI PROGRAMLAMA MODELĠ ĠLE
ÇĠZELGELEME ESRA UÇAKTÜRK YÜKSEK LĠSANS TEZĠ
ENDÜSTRĠ MÜHENDĠSLĠĞĠ Anabilim Dalını
Haziran-2013 KONYA Her Hakkı Saklıdır
TEZ BĠLDĠRĠMĠ
Bu tezdeki bütün bilgilerin etik davranıĢ ve akademik kurallar çerçevesinde elde edildiğini ve tez yazım kurallarına uygun olarak hazırlanan bu çalıĢmada bana ait olmayan her türlü ifade ve bilginin kaynağına eksiksiz atıf yapıldığını bildiririm.
DECLARATION PAGE
I hereby declare that all information in this document has been obtained and presented in accordance with academic rules and ethical conduct. I also declare that, as required by these rules and conduct, I have fully cited and referenced all material and results that are not original to this work.
Esra UÇAKTÜRK Tarih: 03.06.2013
iv ÖZET
YÜKSEK LĠSANS TEZĠ
BORU HATTIYLA AKARYAKIT ĠKMALĠ YAPAN BĠR ĠġLETMEDE KARMA TAMSAYILI PROGRAMLAMA MODELĠ ĠLE ÇĠZELGELEME
Esra UÇAKTÜRK
Selçuk Üniversitesi Fen Bilimleri Enstitüsü Endüstri Mühendisliği Anabilim Dalı DanıĢman: Yrd. Doç. Dr. M. Emin BAYSAL
2013, 55 Sayfa Jüri
Yrd. Doç. Dr. M. Emin BAYSAL Yrd. Doç. Dr. Erdal CANIYILMAZ Yrd. Doç. Dr. Ġsmail KARAOĞLAN
Boru hatları büyük miktarlardaki rafine edilmiĢ petrol ürünlerinin uzak mesafelere taĢınmasında ekonomik bir yoldur. Boru hatlarında farklı ürünler aralarında herhangi bir ayırıcı olmadan arka arkaya pompalanmaktadır. Pompaj hareketinin sırası ve uzunluğu, boru hattı operasyonel maliyetlerini azaltarak kısıtları karĢılamak ve pazar taleplerine cevap vermek için dikkatli bir Ģekilde seçilmek zorundadır. Bu çalıĢmada ele alınan gerçek hayat problemi, kaynak ve dağıtım merkezleri arasında yakıt türevlerinin pompalanmasında kullanılan ve tek yönlü boru hattından oluĢan bir dağıtım sistemini içermektedir. Problem mevcut veriler doğrultusunda Karma Tamsayılı Doğrusal Programlama modeli olarak ifade edilmiĢ ve GAMS yazılımı ile çözülmüĢtür. ÇalıĢma neticesinde belirli bir zaman dilimindeki boru hattı operasyonlarını içeren optimal bir pompaj çizelgesi elde edilmiĢtir.
Anahtar Kelimeler: Boru hattı çizelgeleme, GAMS, Karma tamsayılı doğrusal programlama, Optimizasyon
v ABSTRACT
MS THESIS
PIPELINE SCHEDULING IN AN OIL SUPPLY COMPANY USING MIXED INTEGER LINEAR PROGRAMMING MODEL
Esra UÇAKTÜRK
THE GRADUATE SCHOOL OF NATURAL AND APPLIED SCIENCE OF SELÇUK UNIVERSITY
THE DEGREE OF MASTER OF SCIENCE IN INDUSTRIAL ENGINEERING Advisor: Yrd. Doç. Dr. M. Emin BAYSAL
2013, 55 Pages Jury
Assist. Prof. Dr. M. Emin BAYSAL Assist. Prof. Dr. Erdal CANIYILMAZ Assist. Prof. Dr. Ġsmail KARAOĞLAN
Pipelines are efficient ways to convey the huge amount of refined petroluem products to distant points. Different products are pumped successively without any separator between them in the pipeline. Pumping sequences and volumes should be chosen very carefully in order to satisfy market demands and cost constraints of pipeline. The real life problem considered in this study included a distribution system has a resource and a distribution center where transporting different product types in a unilateral pipeline. Problem was stated as a Mixed Integer Linear Programming (MILP) model and solved by GAMS software thorough actual data. As a result of the study, an optimal pumping schedule was achieved including the pipeline operations in a certain period of time.
vi ÖNSÖZ
Kıtalar arasında köprü vazifesi gören ülkemizin petrol ve doğalgaz taĢımacılığındaki stratejik önemi büyüktür. Her geçen gün önemi daha da artan bu enerji kaynaklarının tüketimi ve verimliliği, bu kaynakların bulunduğu bölgeleri ve bu bölgelere ulaĢım kanallarını kontrol etme gerekliliğini beraberinde getirmektedir. Ham petrol ve doğal gazın taĢınmasında denizyolu, karayolu, demiryolu ve boru hatları kullanılmaktadır. Boru hattı taĢımacılığı kesintisiz akıĢ, tam kapasiteyle kullanılabilme, hava koĢullarından etkilenmeme, düĢük stok maliyeti, ucuzluk, güvenlik açısından diğer taĢıma türlerinden üstündür. Bu sebeple boru hattı ile taĢıma sürecinin optimizasyonu önemlidir. Son 30 yılda boru hattı çizelgeleme problemlerine odaklanılmasına rağmen ülkemizde bu konuda yapılmıĢ bir çalıĢma bulunmamaktadır.
Bu çalıĢma, rafineri ve dağıtım merkezi arasında yakıt pompalanmasında kullanılan ve tek yönlü boru hattından oluĢan bir dağıtım sistemini içerir. Tank çiftliklerinde toplam 8 adet depo ve 4 farklı ürün çeĢidi bulunmaktadır. Tank çiftlikleri, stok seviyelerini kontrol etmek ve aynı zamanda tüketici pazarların ürün taleplerini gerçekleĢtirmek zorundadır. Söz konusu süreci matematiksel olarak ifade etmek için karma tamsayılı doğrusal programlama modeli kullanılmıĢtır.
ÇalıĢmanın birinci bölümünde, boru hattı yapısı ve boru hattı taĢımacılığına değinilmiĢ, ikinci bölümde ise boru hattı çizelgeleme üzerine odaklanılmıĢtır.
Üçüncü bölümde boru hattı çizelgeleme üzerine literatürdeki mevcut çalıĢmalar sunulmuĢtur. Ayrıca bu çalıĢmalarda kullanılan boru hattı yapıları ve çözüm yaklaĢımları özet olarak verilmiĢtir.
ÇalıĢmanın dördüncü bölümünde; ele alınan boru hattı çizelgeleme problemi açıklanarak, probleme iliĢkin tamsayı programlama modeli; indisleri, değiĢkenleri, parametreleri, amaç fonksiyonu ve kısıtları ile verilmiĢtir. Uygulama safhasında gerçek durum için hazırlanan veriler GAMS/CPLEX programında çözülmüĢ ve yorumlanarak araĢtırma sonuçları ve tartıĢma kısmı tamamlanmıĢtır. Sonuç ve kaynakça kısmıyla çalıĢma sonlandırılmıĢtır.
ÇalıĢmamdaki destek ve katkılarından dolayı danıĢmanım Yrd. Doç. Dr. Mehmet Emin BAYSAL‟a, Yrd. Doç. Dr. Ġsmail KARAOĞLAN‟a, desteklerini hiç bir zaman esirgemeyen aileme, arkadaĢlarıma ve dostlarıma teĢekkürlerimi sunarım.
Esra UÇAKTÜRK KONYA-2013
vii ĠÇĠNDEKĠLER ÖZET ... iv ABSTRACT ... v ÖNSÖZ ... vi ĠÇĠNDEKĠLER ... vii KISALTMALAR ... ix ġEKĠLLER LĠSTESĠ ... x TABLOLAR LĠSTESĠ ... xi 1. GĠRĠġ ... 1
2. BORU HATTI TAġIMACILIĞI ... 2
3. BORU HATTI YAPISI ... 3
4. BORU HATTI ÇĠZELGELEME... 5
5. KAYNAK ARAġTIRMASI ... 8 6. GAMS ... 16 7. PROBLEMĠN TANIMI ... 18 8. MATEMATĠKSEL MODEL ... 22 8.1. Amaç Fonksiyonu ... 22 8.2 Kısıtlar ... 22 8.2.1. Parti sıralama kısıtı ... 22
8.2.2. Yeni partinin miktarı ve uzunluğu arasındaki iliĢki ... 23
8.2.3. ArdıĢık partiler arasındaki karıĢım materyali ... 23
8.2.4. Yasaklanan sıralama ... 23
8.2.5. i partisinin (i I) en yüksek ve en düĢük boru hattı koordinatları ... 24
8.2.6. i.partiden ( ) depolara transfer edilen miktar ... 24
8.2.7. pompalanırken, partiden depolara transfer edilen miktar 24 8.2.8. Boruhattından depolara transferin gerçekleĢme koĢulları ... 25
8.2.9. pompalanırken, partiden depolara transferin sınırı ... 25
8.2.10. partinin pompajı sırasında boru hattındaki toplam miktar ... 25
8.2.11. Ürün tahsisi ... 26
8.2.12. Pazar taleplerinin gerçekleĢtirilmesi ... 26
8.2.13. pompalanırken boruhattına enjekte edilen p ürünün miktarı .... 27
8.2.14. Depo tanklarındaki stok seviyelerinin kontrolü ... 27
8.2.15. Uygun stok aralıklarının belirlenmesi ... 27
viii
10. KAYNAKLAR ... 30 EKLER ... 33 ÖZGEÇMĠġ ... 44
ix KISALTMALAR
GAMS :Genel Cebirsel Modelleme Sistemi (General Algebraic Modeling System)
KTDP :Karma Tamsayılı Doğrusal Programlama (Mixed Integer Linear Programlama)
KTDOP :Karma Tamsayılı Doğrusal Olmayan Programlama(Mixed Integer NonLinear Programlama)
x ġEKĠLLER LĠSTESĠ
ġekil 3.1:Düz boru hattı………....3
ġekil 3.2:Dallara ayrılan boru hattı………...4
ġekil 3.3:Ağ yapılı boru hattı………4
ġekil 4.1:KarıĢım………...6
xi TABLOLAR LĠSTESĠ
Tablo 7.1. Depo mesafeleri, depolarda baĢlangıç, maks/min. stok seviyeleri………….18 Tablo 7.2. Depolardaki ürün talepleri ve pompaj maliyetleri………..19 Tablo 7.3. Depolardaki stok maliyetleri………..19
1. GĠRĠġ
Enerji ve enerjinin verimli kullanımı, hızlı bir küreselleĢme sürecinde bulunan dünyamızda, arz kaynağı ülkelerle talep merkezlerinin çeĢitli taĢıma yolları ve en önemlisi boru hatlarıyla birbirine bağlanmasını zorunlu kıldığı bilinmektedir. Çünkü gerek kara, gerekse deniz taĢımacılığına göre yatırım maliyeti daha yüksek olan boru hattı taĢımacılığı, diğer taĢıma Ģekillerinden daha süratli, daha ekonomik güvenli, çevreci olması ve atmosfer koĢullarından etkilenmemesi yanında yatırımı daha kısa sürede geri ödemesi gibi üstünlükleri vardır. Bu nedenle petrol türevlerinin, üretim merkezlerinden tüketim bölgelerine en ekonomik Ģekilde boru hatları ile taĢınması ön plana çıkmaktadır.
Boru hatları son 40 yılda yaygın olarak kullanılmaya baĢlanmıĢtır. Petrol endüstrisindeki yıllık boru hattı taĢıma maliyetleri milyon doları bulmaktadır. Boru hattı sistemlerinin kurulması için yatırım maliyetleri yüksek olmasına rağmen, operasyon maliyetleri diğer taĢıma Ģekilleri ile karĢılaĢtırıldığında oldukça düĢüktür. TaĢınan ürünün fiyatı, taĢıma maliyetine bağlı olduğundan taĢıma sürecinin optimizasyonu oldukça önemlidir. Bu amaçla son 30 yılda boru hattı çizelgeleme problemlerine odaklanılmıĢtır (Herran ve ark., 2011).
2. BORU HATTI TAġIMACILIĞI
19. yüzyıl sonlarında küçük çaplı ve kısa mesafeli hatlar ile baĢlayan petrol ve doğal gaz taĢımacılığı, artan tüketime, talebe ve teknolojik geliĢmelere paralel olarak, günümüzde daha büyük çaplı borularla, daha uzun mesafelerde ve yüksek basınçlarda yapılmaktadır.
Tüm dünyada olduğu gibi, ülkemizde de son yıllarda boru hatları ile taĢımacılığa önem verilmeye baĢlanmıĢtır. Ülkemizin coğrafi konumu nedeni ile Dunya petrol rezervinin %67'sine ve Dunya doğal gaz rezervinin %40'ına sahip olan Orta Doğu ve Orta Asya ulkeleri ile Avrupa arasında köprü görevi görmektedir. Bu sebeple Türkiye üzerinden geçecek olan uluslararası ham petrol ve doğalgaz boru hatlarının hızla artması beklenmektedir (Yılmaz, 2005).
Boru hattı taĢımacılığı, müĢterilerin ihtiyaçlarını karĢılamak üzere özellikle enerji ürünlerinin kaynağından alınarak, tüketildiği son noktaya (nihai tüketiciye) kadar olan tedarik süreci içindeki hareketinin etkili ve verimli bir biçimde planlanması, uygulanması, taĢınması, depolanması ve kontrol altında tutulması hizmetinin yapıldığı bir Lojistik Yönetim biçimi olduğu bilinmektedir.
Petrolün ilk olarak borularla taĢınması fikrini 1863 yılında Dimitri Mendelev tarafından önerildiği, baĢka verilere göre ise, 19. yüzyıl'ın sonlarına doğru Vladimir Shukhov ve Branobel‟in sahibi olduğu Nobel KardeĢler Ģirketinin ilk ham petrol boru hattını inĢa ederek, boru hattı taĢımacılığına öncülük ettiği bilinmektedir. Ayrıca, Petrol TaĢımacılığı Birliği 1960‟lı yıllarda Pensilvanya'daki bir petrol sahasından 9.7 km uzaklıkta bulunan „Oil Creek‟ bölgesindeki bir demiryolu istasyonuna 51mm çapında ferforje petrol boru hattı inĢa ettiği bilinmektedir.
3. BORU HATTI YAPISI
Genellikle petrol boru hatları, iç çapı 100-1200 mm olarak çelik veya plastikten yapılıp, yaklaĢık 0.91m - 1,80m derinliğinde toprağa gömülmektedir.
Ġki veya daha fazla sayıdaki farklı ürünlerin taĢınması durumunda, farklı ürünler sırasıyla aynı boru hattı ile taĢınmaktadır.
Genellikle farklı ürünler arasında bir fiziksel farklılık olmadığı sürece aynı boru hattı kullanılır, hatta bazı komĢu ürünler önceden hesaplanan oranlarda karıĢtırılıp, farklı ürünler serisi olarak boru hatlarından sevk edilmektedir.
Çoğu zaman bu boru hatları düzenli olarak kontrol edildiği ve gerekliyse boru hattı denetim makinaları, kazıyıcılar kullanılarak temizlendiği bilinmektedir. Bu makinalar borudaki ezikleri, korozyonun yol açtığı metal kaybını, çatlakları, diğer mekanik hasar gibi boru anormalliklerini tespitte kullanılmaktadır.
Boru hatları deniz altına da inĢa edilebilmekte, bu yöntem ekonomik ve teknik yönden çok fazla dikkat gerektirmektedir. Bu sebeple çoğunlukla petrol denizlerde tankerlerle taĢınmaktadır.
Genellikle ham petrol, doğal gaz gibi sıvı ya da gaz halinde olan ürünler taĢınmaktadır.
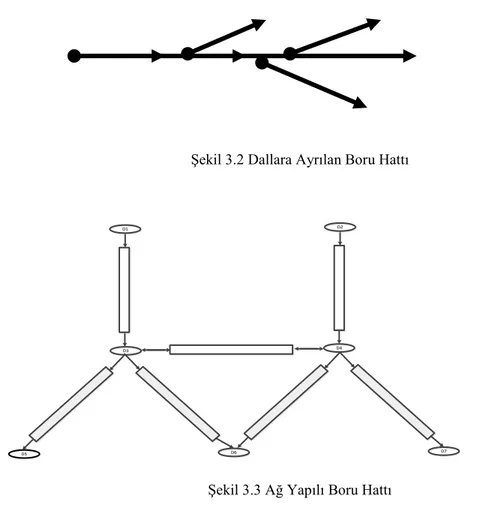
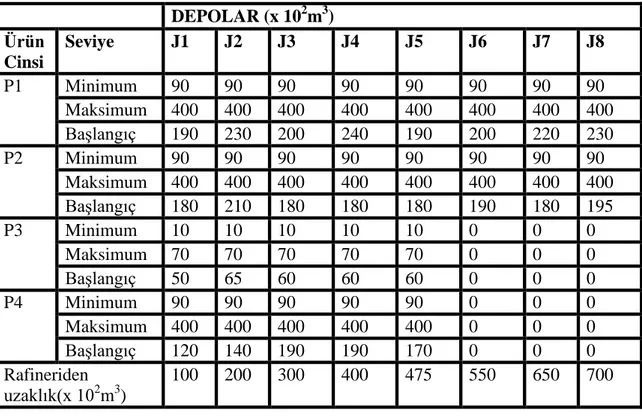
Petrol boru hattı, pompa istasyonları tarafından hareket ettirilir. Basınç ve yakıt akıĢını düzenleyen pompa istasyonları hat boyunca farklı noktalarda konumlanmaktadır. Boru hattı ağının ana bileĢenleri operasyonel alanlar ve boru hattı bölümleridir. Operasyonel alanlar dağıtım merkezleri, limanlar ve rafinerilerdir. Bu alanlar bir veya daha fazla boru hattı ile birbirine bağlanır. Boru hatları yapısal bakımdan 3 gruba ayrılır. Dallara ayrılmayan düz boru hatları; farklı noktalarda dallara ayrılan ağaç yapılı boru hatları ve ürünlerin varıĢ noktasına farklı rotalardan varabildiği ağ yapılı boru hatlarıdır.
ġekil 3.1 Düz Boru Hattı
ġekil 3.2 Dallara Ayrılan Boru Hattı D4 D4 D2 D2 D7 D7 D3 D3 D1 D1 D5 D5 D6D6
ġekil 3.3 Ağ Yapılı Boru Hattı
Boru hatlarının önemli karakteristiği her zaman tamamıyle dolu olmak zorunda olmalarıdır. Sıvıların sıkıĢtırılamadığı düĢünüldüğünde temel bir boru hattı operasyonu bir miktar ürünün hatta pompajı ve aynı miktardaki ürünün diğer uçtan alınması olarak tanımlanabilir (Mirhassani ve Jahromi, 2011).
4. BORU HATTI ÇĠZELGELEME
Boru hattı çizelgeleme her pompa istasyonu için hatta enjekte edilecek partilerin sıralamasının belirlenmesidir. Parti, belli özellik ve miktardaki ürün olarak tanımlanır. Partiler belirli bir akıĢ oranında pompalanır sonunda hat boyunca bölünerek farklı varıĢ noktalarına ulaĢır.
Boru hattı taĢımacılığının ana özelliği partilerin borular vasıtasıyla ilerlemesidir. Her parti daha önce pompalanan partiyi iter ve süreç bu Ģekilde devam eder.
Dönemlik yapılacak görevlerden bir tanesi, talepleri karĢılamak için, verilen zaman diliminde uygulanabilir ve en olası çizelgeyi hazırlamaktır. Amaç, kısıtları yerine getirerek, talepleri karĢılamak için hatta enjekte edilen farklı partilerin sıralamasını elde etmektir. Boru hattı çizelgeleme için temel veri taleplerdir. ArdıĢık partilerin pompajı sırasında bir miktar karıĢım meydana geldiği için, bazı parti sıralamaları istenilmez. Çünkü bu partilerin sonraki aĢamalarda bazı süreçlere tabi tutulması maliyeti, göz önüne alındığında bu sıralamalar tamamen yasaklanır.
Çizelgeleme yaparken dikkat edilecek diğer hususlar Ģunlardır;
Ürünler müĢteri taleplerini karĢılamak için doğru miktar ve zamanda elde edilebilir olmalıdır.
Sistemdeki depolama kapasiteleri sınırlandırılmıĢtır.
Pompa istasyonları boru hattında maksimum ve minimum akıĢ oranlarında çalıĢabilir.
Boru hatları diğer taĢıma araçları ile kombine çalıĢır bu yüzden bunların stok seviyesi ve talepler üzerindeki etkileri göz önünde bulundurulmalıdır.
Bakım için ayrılan zamanlar hesaba katılmalıdır (Álvaro ve Arreche, 2006). Çok ürünlü boru hattı sistemlerinin en önemli fonksiyonu, taĢıma ve diğer maliyetleri minimize ederken ürünleri talep edildiği noktalara teslim etmektir.
Ürün partisi hatta enjekte edilebilir veya bir depoya tahliye edilebilir. Ürün transferi, miktar, minimum ve maksimum akıĢ oranı gibi operasyonel kısıtları yerine getirmek zorundadır. Bunu yanı sıra boru hattında yasaklanan ürün sıralaması meydana gelebileceği dikkate alınmalıdır. Depolar stok seviyelerini kontrol etmek ve tüketici tarafından tanımlanan ürün taleplerini karĢılamak zorundadır. Amaç, depolar ve rafinerideki stok maliyetlerini içeren operasyon maliyetlerini, pompaj ve geçiĢ maliyetlerini minimize etmektir. Planlama zamanı sonlanmadan terminallerdeki ürün
taleplerini minimum toplam maliyetle karĢılamak için, baĢlangıç noktasında ürün enjeksiyonlarının miktarı, sıralaması ve zamanlaması doğru olarak seçilmek zorundadır. Pompaj, karıĢımı yeniden sürece tabi tutma ve stok maliyetleri dikkate alınmak zorundadır (MirHassani ve Jahromi, 2011).
Minimum karıĢım miktarı ve operasyonel boru hattı kısıtlarına dikkat ederken, pazar isteklerinin uygun Ģekilde karĢılanması için, pompalanan partilerin sıralaması ve uzunluğu dikkatli seçilmelidir. Farklı ürün partileri boru hattında herhangi bir ayırıcı olmadan arka arkaya pompalanır. Pig adı verilen mekanik ayırıcılar nadir kullanılır. Ürün karıĢımları iki ardıĢık partinin ara yüzünde oluĢur. Bu ara yüz materyali aynı ürünün farklı oranlardaki partilerinin birbiri ardına pompajının bir sonucudur. Örneğin super ve normal benzin arka arkaya gönderildiğinde oluĢan karıĢımın kalitesi düĢmektedir. Ancak benzin ve dizel gibi iki farklı yakıtın karıĢması söz konusu olduğunda bu karıĢım boru hattından ayrılır ve ayrıĢtırma tankına alınarak yeniden süreçten geçer. KarıĢmıĢ ürün miktarı boru hattı çapı, akıĢ rejimi, ürünlerin tipi, alacağı mesafe gibi bazı fiziksel parametrelere bağlı olarak değiĢir. Rafineride her tankta rutin yükleme ve tahliye iĢlemleri sırasında arındırma ve temizleme iĢlemlerinden kaçınmak için genelikle tek tip ürün depolanır (MirHassani ve Ghorbanalizadeh, 2008).
ġekil 4.1 KarıĢım
Operasyon maliyetleri, rafineri ve depolardaki stok maliyeti, pompaj maliyeti ve geçiĢ maliyetinden oluĢur. Stok maliyeti bütün sistemde depolanan ürün miktarı ve bu ürünün depolarda kaldığı zaman ile orantılıdır. Her konum için bir stok maliyeti katsayısı tanımlanır. Pompaj maliyeti rafineriden gönderilen ürün miktarı ve yakıtın boru hattında ulaĢmak zorunda olduğu mesafe ile orantılıdır. Pompaj maliyeti katsayısı rafineriden depolara uzaklığa bağlıdır. Ayrıca dağıtım çizelgesi tanımlanırken yoğun enerji tüketimi zamanlarına dikkat edilmelidir. Bu aralığa tekabül eden zamanlar hafta içi 17:00-20:00 aralığındadır. Bu dönemlerde pompaj maliyetinde önemli bir artıĢ vardır. Bu nedenle optimal bir operasyonda yüksek seviyelerin görüldüğü aralıklarda ürün transfer edilmemelidir. Eğer talepler normal saatlerde karĢılanamaz ise, boru hattı
mümkün olduğu kadar az kullanılmalıdır. Diğer önemli maliyet kalemi ise geçiĢ maliyetleridir. Her ürün çifti için karıĢımı yeniden iĢleme tabi tutma maliyetinin yanı sıra, kayıpları temsil eden bir maliyet de vardır (Rejowski ve Pinto, 2003).
Kısıtlar göz önüne alındığında boru hattındaki ürün partilerinin çizelgelenmesi karmaĢık bir görevdir. Operasyonel kısıtlarla birlikte, üreticinin üretim çizelgesi ve pazar talepleri dikkate alınmalıdır. Ayrıca bu çizelge boru hattında mevcut olan ve atanmıĢ varıĢ noktalarına hareket eden ürün partilerinin yanı sıra dağıtım terminallerinde ve baĢlangıçtaki tankların elde edilebilir gerçek stok seviyelerini de açıklamalıdır. Boru hattı çizelgeleme Ģunları amaçlamaktadır:
1.Boru hattı operasyonlarının maliyetlerini minimize etmek, 2.Ürün hareketi ile ilgili yükleyiciye sağlanan bilgileri geliĢtirmek,
3.Pompaların güç tüketimi için zamanla değiĢen enerji maliyetlerindeki avantajlı durumları kullanmak.
Boru hattı operatörleri, baĢlangıç, ara ve varıĢ terminallerindeki tank yükleme ve tahliyelerinin yönetiminin yanı sıra, parti enjeksiyonlarının uygun çizelgelemesi ve partilerin boru hattından depolara tahliyesi için geliĢmiĢ araçlara ihtiyaç duyar. Ayrıca yükleyiciye ürünün hareketi ile ilgili bilgi sağlamak için boru hattındaki partilerin zamanla değiĢen durumları izlenmek zorundadır (Cafaro ve Cerdá, 2004).
5. KAYNAK ARAġTIRMASI
Bu konuyla ilgili son yıllardaki yayınlar iki grupta özetlenebilir: a) Boru hattı sistemlerinin tipi (tekli boru hattı sistemi ve boru hattı ağları)
b) Önerilen problemi çözmek için kullanılan teknikler (klasik, sezgisel veya karma yöntemler)
Sasikumar ve ark. (1997), ürünlerin tek kaynaklı çoklu varıĢ noktalı boru hattı sistemi ile dağıtımı için bir pompaj çizelgesi oluĢturmuĢlardır. Bu problem için çizelge, belirli bir dönemde pompalanan ürünlerin miktarı ve sıralamasının nasıl olacağı, ürünlerin pazar bölgeleri arasında nasıl dağıtılacağı olarak anlaĢılmaktadır. Sistemin görevi kısıtların karĢılanmasını sağlarken, mevcut olan tedarik ve her ürün için ürün talepleri bilgileri temelinde yaklaĢık bir aylık bir dönem için iyi bir pompaj çizelgesi üretmektir. Bu problem tipi, kaynak çizelgeleme problemi olarak nitelendirilir. ÇalıĢmada bilgi tabanlı bir sezgizel arama tekniği önermiĢlerdir. Bu sezgisel yaklaĢımda, ürün elde edilebilirliği, taleplerin karĢılanması, stok limitleri vb. diğer mantıksal boru hattı operasyonel kısıtlarını da göz önünde bulundurmuĢlardır.
Rejowski ve Pinto (2002), bir petrol rafinerisi, çok ürünlü boru hattı ve yerel tüketici pazarları ile bağlantılı depolardan oluĢan bir sistemi göz önünde bulundurmuĢlardır. Rafineri, P ürününü D bölümlere bölünmüĢ tek bir boru hattı ile bağlantılı D depoları arasında dağıtmak zorundadır. Depolar yerel tüketici pazarların gereksinimlerini karĢılamak zorundadır. Depolarla sistemin eĢzamanlı optimizasyonu için, geniĢ ölçekli KTDP modeli geliĢtirmiĢlerdir. Kesikli zaman yaklaĢımı kullanmıĢlardır. Model tarafından dağıtım süresi boyunca üretilen sonuçlar, rafineri, depolar ve bütün boru hattı bölümlerindeki stok seviyeleridir. Bu model kütle dengeleri, dağıtım kısıtları, ürün talepleri ve sıralama kısıtları gibi birçok operasyonel kısıtları karĢılamıĢtır.
Rejowski ve Pinto (2003), 2002 yılında yapmıĢ oldukları çalıĢmadaki sistem için iki matematik model önermiĢlerdir. Birinci model eĢit volumetrik kapasitedeki partilerden oluĢur. Ġkinci model için bu varsayım gevĢetilmiĢtir.
Cafaro ve Cerda (2004), rafine edilmiĢ ürünlerin, bir rafineriden birkaç dağıtım terminaline tek bir boru hattı ile taĢınması için sürekli zaman yaklaĢımı önermiĢlerdir. Boru hattına yeni enjekte edilen partilerin optimal sıralamasını, baĢlangıç miktarlarını ve depolardaki ürün taleplerinin zamanında karĢılanması için her birine atanan ürün
cinslerini, rafineri ve depo tanklarındaki stok seviyelerinin izin verilebilir aralıkta tutulmasını ve pompaj dönüĢüm maliyetleri ile stok taĢıma maliyetlerinin minimize edilmesini içeren problemleri tanımlamıĢlardır. Aynı zamanda rafineri ve depo tanklarının stok seviyelerindeki değiĢikliklerin yanı sıra, yeni ve eski partiler boru hattında ilerlerken miktar ve koordinatlarında meydana gelen değiĢiklikleri planlama zamanı boyunca izlemiĢlerdir. Çok ürünlü boru hattı sistemlerinin optimal çizelgelemesi için sürekli zaman temelinde KTDP formulasyonu önermiĢlerdir. Bu formulasyon ne kesikli zaman yaklaĢımını kullanmıĢ ne de boru hattı aynı üründen oluĢan birkaç partiye bölünmüĢtür. YaklaĢımlarını, Rejowski ve Pinto (2003) tarafından ortaya konulan iki gerçek olay çalıĢması üzerinde göstermiĢlerdir. Bu yaklaĢım, her iki olay için çözüm kalitesi, CPU zamanı, 0-1 değiĢkenlerin ve kısıtların sayısı bakımından Rejowski ve Pinto‟nun (2003) çalıĢmalarından üstündür.
Neiro ve Pinto (2004), çoklu boru hatları içeren ham petrol tedarik zincirlerini modellemiĢlerdir. Bu zincirin düğümleri birbiriyle bağlantılı olarak tüm ürün akıĢını sağlayan tedarikçiler, dağıtım merkezleri ve rafinerilerdir. Süreçleri kullanarak karmaĢık bir topolojiyi temsil eden geniĢ ölçekli KTDOP model elde etmiĢlerdir. Hesap yükünü azaltan ayrıĢtırma tekniğini önermiĢlerdir.
Rejowski ve Pinto (2004), Rejowski ve Pinto (2003) tarafından sunulan KTDP modelin etkinliğini arttırmayı amaçlamıĢlardır. Orjinal KTDP modele, boru hattındaki ürün kirliliğini minimize edecek kısıtlar eklemiĢlerdir. Sonuçlanan modeli performans ve çözüm kalitesi bakımından analiz etmiĢlerdir.
Magatão, Arruda ve Neves (2005), bir limanı rafineriye bağlayan belirli bir boru hattında kısa dönem çizelgeleme faaliyetlerini içeren bir problemi göz önünde bulundurmuĢlardır. Burada görev sınırlı bir çizelgeleme ufku boyunca, boru hattı operasyonlarının belirlenmesi, düĢük maliyetli operasyon prosedürlerinin elde edilmesi ve aynı zamanda bir grup operasyonel ihtiyaçların karĢılanmasıdır.
Rejowski ve Pinto (2005), boru hattı çizelgeleme için hidrolik bir formulasyon geliĢtirmiĢlerdir. KTDOP temelindeki yayında eĢzamanlı çok ürünlü boru hattı çizelgeleme ve hidrolik operasyonları tanımlamıĢlardır. Sürekli zaman temeline dayanan formulasyonda boru hattındaki değiĢken akıĢ oranını ele almıĢlardır. Sistem, Rejowski ve Pinto(2002) ve (2003) yayınlardaki sistemlerle aynıdır. Hidrolik davranıĢlar, ürünlerin sıralaması ve boru hattındaki dağılımlarına, akıĢ oranı değiĢikliklerine, boru hattının topografik profiline ve boru çapındaki değiĢikliklere
bağlıdır. Geçici ve rafineri kısıtlarını tanıtmıĢlardır. Kütle dengesi ve miktarları ek kısıtlarla sınırlandırmıĢlardır. Bu yeni KTDOP yaklaĢımı, daha önce Rejowski ve Pinto (2003)tarafından sunulan KTDP yaklaĢımından daha iyi amaç fonksiyonu değerleri ve daha kesin sonuçlar vermiĢtir.
Relvas ve ark. (2006), KTDP modeli temelinde karar destek aracı geliĢtirmiĢlerdir. Boru hattı operasyonlarını boru hattı sonundaki dağıtım merkezi yönetimi ile birleĢtirmiĢlerdir. Zaman ve miktarda süreklilik esasına dayanır. Standart dal-sınır teknikleri ile çözüm elde etmiĢlerdir.
Relvas ve ark. (2006), boru hattı çizelgeleme ve çok ürünlü dağıtım sistemlerinin stok yönetimini ele almıĢlardır. Bu boru hattı çizelgesi ürün taĢımasındaki sıralamayı, parti miktarları ve her partinin pompaj ve tahliyesi için baĢlangıç ve bitiĢ zamanlarını tanımlamaktadır. Çizelge, planlama zamanı boyunca uygun stok seviyelerinin sürekliliği, hazırlık dönemleri, maksimum ve minimum tank kapasiteleri ve müĢteri taleplerinin karĢılanmasına olanak sağlamaktadır. Bu konudaki yayınların büyük çoğunluğu boru hattı çizelgelemesine veya bir bütün olarak rafineri operasyonlarına odaklanmıĢtır. Ancak bunların hiçbiri, boru hattının diğer ucuna dağıtım merkezlerine değinmemiĢtir. Bu çalıĢma günlük müĢteri taleplerinin alındığı dağıtım merkezlerindeki operasyonlara odaklanmıĢtır. Cafaro ve Cerda (2004) ‟nın çalıĢmasını temel almıĢtır. Çözüm süreci, yakıt türevlerinin boru hattından dağıtım merkezi tankına tahliyesi ve daha sonra da yakıtların yerel marketler için elde edilmesidir. Sürekli zaman KTDP modeli önermiĢlerdir.
Maruyama ve ark. (2007), boru hattı ağlarında çizelgeleme faaliyetleri karar verme süreci için bir benzetim modeli tanımlamıĢlardır. Önerilen benzetim modelini, kısa dönemli çizelgeleme optimizasyon paketleri ile birlikte kullanmıĢlardır. Bunu EXTEND programında kesikli olay benzetim modeli uygulamaya koyarak gerçekleĢtirmiĢlerdir. Her olay transfer edilen her ürün için akıĢ oranı, miktar, rota, tip gibi özelliklerle karakterize edilen farklı partilerle ilgili bilgiler taĢır.
Relvas ve ark.(2007a), çok ürünlü boru hattı operasyonlarını tanımlamak için sürekli zaman ve miktarlı KTDP modelinin kurulumuna odaklanmıĢlardır. Bu model ilk çizelgelemeyi tanımlamakla kalmayıp, yeniden çizelgeleme durumlarındaki operasyonların dinamik doğasıyla da ilgilenmiĢtir.
Relvas ve ark. (2007b), tarafından üzerinde çalıĢılan sistem bir rafineri boru hattı ve tank çiftliğinden oluĢur. Problemin amacı bir taraftan kısıtlar altında kalite kontrol ve
onaylanmıĢ görevler gerçekleĢirken diğer taraftan boru hattı çizelge ve tank çiftliklerinde bütün müĢteri taleplerinin karĢılandığı stok yönetim planını bulmaktır. Matematik modeli ekonomik veya operasyonel amaçların etkisinde optimize etmiĢlerdir. Model yapısı, zaman ve miktar ölçeği, boru hattı duruĢları, ürün sıralaması, günlük müĢteri bilgileri, tank çiftliği tanımı ve hazırlık dönemini içerir. Boru hattı bir eksen olarak düĢünüldüğünde baĢlangıç noktası rafineri, varıĢ noktası ise tank çiftliğidir. KTDP model önermiĢlerdir. MüĢteri taleplerindeki değiĢim, istenmeyen ürün sıralamaları, tahmin edilemeyen boru hattı duruĢları, parti miktarı değiĢiklikleri, akıĢ oranı ayarlamaları, maksimum depolama kapasitesindeki değiĢimleri göz önünde bulundurmuĢlardır.
Cafaro ve Cerdá(2008), çok dönemli, hareketli bir planlama ufku üzerinde boru hatlarının dinamik çizelgelemesi için KTDP sürekli zaman yapısı sunmuĢlardır. Son on yılda çizelgeleme modelleri statik, tek dönemli ve bütün teslimatlar için tek teslim tarihi varsayan örnekleri ele aldılar. Ne var ki boru hattı operatörleri genellikle dönemin bitimindeki son talepleri gerçekleĢtirecek Ģekilde, birkaç eĢit uzunluktaki zaman aralıklarına bölünmüĢ aylık planlama ve dairesel çizelgeleme stratejisi kullanmıĢlardır. Dahası yeniden rotalanan sevkiyatlar ve dağıtım terminallerindeki zamana bağlı ürün ihtiyaçları, boru hattı operasyonlarının sürekli güncellenmesini gerektirmiĢtir. Bu tip zorluklarla karĢı karĢıya gelen boru hattı endüstrisi için bu çalıĢma etkili KTDP sürekli zaman çerçevesi sunmaktadır. Ġçinde bulunulan dönemin bitiĢ zamanında, planlama ileriye hareket eder ve tekrar çizelgelenmiĢ süreç güncellenen problem verileri üzerinde yapılanarak yeni planlama zamanı baĢlatılır. Pompaj iki veya daha fazla dönem uzayabilir ve her birinde farklı parti sıralaması enjekte edilebilir. Bu yaklaĢım 4 ürünün 5 varıĢ noktasına taĢındığı, 4 adet 1 haftalık dönemden oluĢan bir boru hattı çizelgeleme problemini baĢarıyla çözmüĢtür. Boru hattı sahipleri genellikle petrolü farklı rafinerilerden taĢıyan ortak taĢıyıcı Ģirketlerdir. Boru hattı ağı birkaç giriĢ ve çıkıĢ noktasına sahip olabilir ve iki ortak taĢıyıcı boru hattı arasında rafine edilmiĢ ürünün değiĢimi paylaĢılan terminalde oluĢabilir. Bu yayında baĢlangıçta tek bir giriĢ noktası ve hat boyunca dağıtım terminallerinin sayısı kadar birkaç çıkıĢ noktası olan tek yönlü bir boru hattı sisteminin çoklu dönem çizelgelemesi çalıĢılmıĢtır.
Mirhassani ve Ghorbanalizadeh (2008), boru hattı çizelgeleme problemleri için tamsayılı programlama formulasyonu geliĢtirdiler. Boru hatları, rafinerileri ürünlerin tüketici pazarları ihtiyacını karĢılamak için borular aracılığıyla gönderildiği yerel tüketim merkezlerine bağlar. Sistem bir rafineri, depolara bağlı birden fazla dallara
ayrılan bir boruhattı ve büyük miktardaki rafineri ürünlerini alan tüketici pazarlardan oluĢmuĢtur. Bu boruhattı rafineriyi farklı depolara bağlayan eĢit kapasitedeki bölümler serisi olarak hesaba katılabilir. Amaç fonksiyonu, karıĢım sayısı ile açıklanmıĢtır. Minimum karıĢım sayısı ile pompaj çizelgesinin düzenlenmesini araĢtırmıĢlardır.
Moura ve ark. (2008), pazar taleplerini gerçekleĢtirmek ve planlamıĢ üretimi depolamak için bütün pompaj operasyonlarının nasıl çizelgeleneceği problemini tanımlamıĢlardır. Her pompaj operasyonu baĢlangıç ve varıĢ tankları, boruhattı rotası, baĢlangıç ve bitiĢ zamanları, belirli ürün ve miktarları ile ilgili belirli bilgiler tarafından tanımlanmıĢtır. Temel amaç, bütün yerel talepleri karĢılamak için stok ve üretimi doğru kullanmanın yanı sıra, ağın fiziksel ve operasyonel kısıtları açısından bir çözüm bulmaktır.
Rejowski ve Pinto (2008), çok sayıdaki tüketici pazarlarının ihtiyacını karĢılamak zorunda olan çoklu boru hattı sistemlerinin çizelgelemesi için sürekli zaman temelinde bir KTDOP formulasyonu önermiĢlerdir. Sistem rafineri ve depolardaki tank çiftliği yönetimi, boruhattı operasyonları, yerel tüketici pazarlarda ihtiyaç duyulan ürün taleplerinden oluĢmuĢtur. Tanklar, boru hatları, rafineri üretimi gibi kaynak kullanımı ile ilgilenmiĢlerdir. Dahası bu uygulamalar belirli müĢteri sipariĢlerini karĢılamak zorundadır. KTDOP formulasyonu sürekli zaman temelindedir. Formulasyon pompaj maliyeti değiĢkeni ile pompa istasyonu verim oranını hesaba katar. Bu KTDOP formulasyonu, Rejowski ve Pinto (2003) tarafından önerilen KTDP formulasyonunu temel almıĢtır. Hidrolik faktörler ve pompaj verim oranı dikkate alınmıĢtır. Önerilen çalıĢma, Rejowski ve Pinto‟nun (2004) kesikli zaman çalıĢmasıyla karĢılaĢtırılmıĢ ve daha iyi sonuçlar elde edilmiĢtir. Transfer operasyonları temsil eden zaman aralıklarının sayısının etkisi çalıĢılmıĢ ve itici istasyonlar için birkaç konfigürasyon test edilmiĢtir.
Relvas ve ark. (2008), Rafineriyi tank çiftliğine bağlayan bir botu hattı vasıtasıyla yakıt dağıtımını tanımlayan MILP modelin geliĢtirilmesine odaklanmıĢlardır. Yakıt tedariğinin gerçekleĢmesi için tank çifliğindeki iç kısıtlar ve boru hattı çizelgeleme arasında bir etkileĢim sunmuĢlardır.
Relvas ve ark. (2009), rafineriyi dağıtım merkezine bağlayan tekli boru hattından oluĢan bir sistem üzerinde çalıĢmıĢlardır. Ürünlerin sıralaması, parti miktarları, pompaj oranları, pompaj ve tahliye zamanları, dağıtım merkezlerindeki stok yönetimi ile optimal boru hattı çizelgesi elde etmeyi amaçlamıĢlardır. Operasyonel amaç fonksiyonu kullanmıĢlardır. Çoklu ürün boru hattı çizelgelemesi ve KTDP modeli
aracılığıyla tanklardaki stok yönetimini araĢtırmıĢlardır. Partilerin sıralamasını ürün kalitesiyle sınırlandırmıĢlardır. Modelin performansını geliĢtirmek için uygun ürün sırasının tanımlanmasına ihtiyaç duymuĢlardır. Bu yaklaĢım boru hattında pompalanacak yakıtların en etkin sıralamasına ait bilgileri sağlar.
Cafaro ve Cerda (2009), birkaç girdi terminalde eĢzamanlı parti enjeksiyonuna izin veren tekyönlü boru hattı ağı ve çoklu kaynakların operasyonel planlaması için KTDP formulasyonu geliĢtirmiĢlerdir. Dağıtım depolarındaki ürün taleplerini karĢılamak için ihtiyaç duyulan toplam zaman, boru hattı taĢıma kapasitesi daha iyi kullanılarak büyük ölçüde azaltılmıĢtır.
Relvas ve ark. (2009), çok ürünlü boru hattı çizelgeleme ve varıĢ noktalarındaki stok yönetimini, amaç fonksiyonunda ekonomik geliĢmeler sağlayan bir matematiksel model aracılığıyla tanımlamıĢlardır.
Cafaro ve ark. (2010), tek bir girdi istasyonu birkaç alıcı terminale bağlayan boruların sıralanmasıyla oluĢan çok ürünlü boru hattı sisteminin detaylandırılmıĢ çizelgesi için Arena da geliĢtirilmiĢ kesikli olay benzetim sistemini sunmuĢlardır. Bu boru hattını çok kaynaklı kuyruk sistemi olarak modellemiĢlerdir. Her borunun sonunda bulunan kaynaklar görevlerini senkronize olmuĢ bir Ģekilde gerçekleĢtirmiĢtir. Öncelik kuralları temelinde model, hangi kaynağın kuyruğunda servis bekleyen elemanı, bağlı bulunduğu depoya dağıtacağına karar vermiĢtir. Her öncelik kuralı farklı teslim çizelgesi oluĢturmuĢtur. Önerilen benzetim tekniği, optimizasyon araçları ile kombine edilerek boruhattı operasyonlarını kolayca yönetmiĢlerdir.
Cafaro ve Cerdá (2010), çoklu giriĢ ve çıkıĢ terminalleri ile çift yönlü çalıĢan istasyonlardan oluĢan boru hattı ağlarını incelemiĢlerdir. Bu hatlarda çeĢitli pompaj operasyonları farklı kaynaklarda eĢ zamanlı olarak gerçekleĢtirilebilir. Bu yayında eĢ zamanlı parti enjeksiyonuna izin veren tek yönlü boru hatlarının operasyonel çizelgelemesi için KTDP sürekli formulasyonunu tanıtmıĢlardır. Bu problemde amaç depo ihtiyaçlarını minimum toplam maliyetle tamamlamaktır. Pompaj ve teslim operasyonları çizelgelemesini bir arada yapmıĢlardır. Sonuçlar, eĢ zamanlı parti enjeksiyonlarının, boru hattı taĢıma kapasitesinin daha iyi kullanımına ve depo ihtiyaçlarının karĢılanma süresini büyük ölçüde azalmasına yol açtığını göstermiĢtir.
Herrán ve ark. (2010), çok ürünlü boru hatlarının birbirine bağlanmasıyla oluĢan daha karmaĢık çoklu boru hattı sistemlerinin kısa dönemli operasyonel planlamasının çözümünde kullanılmak üzere yeni bir matematiksel yaklaĢım önermiĢlerdir. Planlanan
geleceği, eĢit süreli aralıklara ve çok ürünlü boru hattını, her birinin tek bir ürün içerdiği eĢit miktardaki paketlere bölen süreksiz yaklaĢım temelinde modellemiĢlerdir. Planlama zamanı sonlanmadan her varıĢ noktasındaki ürün taleplerini karĢılamak için ağın her noktasında pompalanan her yeni parti için, ürünlerin optimal sıralamasının planlamasını çözebilecek MILP model geliĢtirmiĢlerdir. Optimal planı almak için kullanılan kriterler pompaj ve baĢlangıç/duruĢ maliyetleri, karıĢım kayıpları ile stok ve taĢıma maliyetlerini minimize etmiĢlerdir. Her düğümdeki stok seviyesini izin verilebilir aralıkta tutmak için planlama dönemi boyunca izlemiĢlerdir.
Neves ve ark. (2010), çok ürünlü boru hattı çizelgeleme çalıĢmalarında operasyonel karar almaya yardımcı olacak optimal bir yapı önermiĢlerdir. Problem, rafineri ve dağıtım merkezi arasında yakıt türevlerinin pompalanmasında kullanılan ve tek yönlü boru hattından oluĢan bir dağıtım sistemini içermektedir. AyrıĢtırma tekniği kullanılmıĢlardır. AyrıĢtırma tekniğini, alt ve ana boru hattı çizelgeleme problemi olarak 2 KTDP modelinde geliĢtirmiĢlerdir. KTDP sıralama modelinde (ana model), her partinin hacmini ve pompalama sırasını tanımlamıĢlardır. Bu sonuçları MILP detaylandırılmıĢ modelinde (alt model) kullanılarak çizelgenin tamamını elde etmiĢlerdir.
Relvas ve ark. (2010), esnek depolama tanklarından oluĢan ve diğer süreç modelleri ile entegre edilebilen KTDP modeli sunmuĢlardır. Yayındaki ana sistem kimya tesisinde veya tedarik zincir noktasında konumlanan stok tank çiftliğidir. Tank çiftliği, girdileri sağlayan tedarik sistemine ve çıktıların alındığı talep sistemine bağlanmıĢtır. Tank çiftliği tank servisi, depolama kapasitesi, hazırlık dönemi, kalite faaliyetleri ve gerçekleĢen talepler ile ilgili birkaç operasyon yönetimi gerektirmiĢtir. Ġhtiyaç duyulan girdiler, ürün miktarları ve varıĢ zamanları, çıktılar ise ürün talebi ve zamanlamadır. Tank çiftliğini iç hatlarla tedarik ve talep sistemlerine bağlamıĢlardır. Diğer tarafta, talep sistemi her ürün için bağımsız teslim çizelgesine sahiptir. Her tankın iĢlem miktarı onun iĢlem kapasitesi olarak varsayılmıĢtır. Bu sistem için tank çiftliğindeki depolama aktivitelerinin çizelgelemesinin tanımlanması gerekmektedir.
Cafaro ve ark. (2011), tek kaynaklı boru hattının detaylı çizelgelemesinin amaçlandığı bu yayında optimizasyon ve kesikli olay simülasyonuna baĢvurmuĢlardır.
Herrán ve ark. (2011), daha sonra bu taĢıma problemlerini çözmek için global arama metasezgiseli önermiĢlerdir.
Mirhassani ve Ghorbanalizadeh (2011), tek bir rafineriden birkaç depoya ağaç yapısındaki boru hattı aracılığıyla petrol türevlerinin dağıtımının kısa dönemli çizelgelemesini yapmıĢlardır. Ağaç yapılı boru hatları için sürekli zamanlı KTDP formülasyonu sunmuĢlardır.
6. GAMS
GAMS doğrusal, doğrusal olmayan ve karma tamsayılı optimizasyon problemlerini modellemek için özel olarak tasarlanmıĢtır. GAMS, kurulum aĢamasını basitleĢtirerek, kullanıcının problemin modellemesi üzerine odaklanmasını sağlar.
Bu sistem özelikle büyük boyutlu karmaĢık ve kendine özgü problemler için kullanıĢlıdır. Bu tip poblemler, kesin modeli kurmak için birçok değiĢikliğe ihtiyaç duyabilir. Kullanıcı bu formulasyonu hızlı ve kolay bir Ģekilde değiĢtirebilir, bir çözücüden diğer bir çözücüye geçebilir ve doğrusal problemi doğrusal olmayan probleme dönüĢtürebilir.
GAMS, kullanıcının modelleme üzerinde odaklanmasına izin verir. Sadece adres hesaplamaları, depolama atamaları, girdi çıktı ve akıĢ kontrol gibi makinaya özgü teknik problemler için düĢünmeyi elimine ederek, kavramsallaĢtırma, modelin çalıĢtırılması ve sonuçların analizi için var olan zamanı arttırır.
Bir en iyileme aracı olan GAMS, içinde birçok çözücü seçeneği bulunduran bir arayüz görevini gören bir yazılım paketidir. GAMS modelleme ve en iyileme problemlerinin (doğrusal, doğrusal olmayan ve karma tamsayılı) çözümü için kullanılan yüksek seviyeli bir model dilidir. Özellikle büyük ölçekli karmaĢık problemlerin modellenmesinde çok kullanıĢlıdır. Ġlk olarak optimizasyon uzmanları Dr. Anthony Brooke ve Dr. Alexander Meeraus tarafından dünya bankası için geliĢtirilmiĢtir. CPLEX, DICOPT, OLS, CONOPT, MINOS, XA ve MILES gibi çözücüleri içinde bulunduran GAMS, bu çözücüler sayesinde doğrusal, doğrusal olmayan ve karma tamsayılı modelleri çözebilmekte ve kullanıcının çözüm yöntemini kolaylıkla değiĢtirebilmesine olanak sağlamaktadır.
GAMS programında kullanılan CPLEX çözücüsü, doğrusal modelleri birçok farklı algoritma kullanarak çözmektedir. Doğrusal modellerin büyük bir çoğunluğu CPLEX‟in değiĢtirilmiĢ, temel simpleks algoritması kullanılarak çözülmektedir. Belirli tipteki problemleri çzmek için, alternatif dual simplex algoritması, ağ en iyileme ya da bariyer algoritmasını kullanmaktadır. Doğrusal modellerin çözümü hafıza yoğun olmaktadır. CPLEX hafızayı çok verimli bir Ģekilde yönetmesine rağmen yetersiz fiziksel hafıza büyük ölçekli modellerin çözümünde en yaygın sorunlardan biridir. Hafızanın yetersiz olduğu durumlarda CPLEX performansı olumsuz yönde etkileyebilen bazı ayarlar otomatik olarak yapmaktadır. CPLEX, varsayılan ayarlamaları kullanarak doğrusal modellerin çoğunu çözmek için tasarlanmıĢtır. Bu
ayarlamalar genellikle en iyi hız ve güvenilirliği sağlamakla beraber, bazı problemlerin performanslarını arttırmak için bu ayarlar değiĢtirilebilmektedir. Bazı problemler, varsayılan yöntem olan temel simplex algoritması ile daha hızlı çözülebilmektedir. Özelikle, sağ taraf katsayılarındaki küçük değiĢkenliğe ve maliyet katsayılarında yüksek derecede değiĢkenliğe sahip olan büyük ölçüde değiĢikliğe uğramıĢ modeller dual simpleks kullanılarak çok daha hızlı çözülebilmektedirler. Hatta hem temel hem de dual simpleks yöntemlerini ikisiyle de çok zayıf performans gösteren az sayıda problem de mevcuttur.(www.gams.com)
7. PROBLEMĠN TANIMI
Problem, rafineri ve dağıtım merkezi arasında yakıt türevlerinin pompalanmasında kullanılan ve tek yönlü boru hattından oluĢan bir dağıtım sistemini içermektedir. Amaç uygun bir zaman dilimindeki boru operasyonlarını oluĢturan bir boru hattı çizelgeleme elde etmektir.
Problemin çözümü için verilenler:
Depo sayısı, her depo ve rafineri arasındaki mesafeleri içerecek Ģekilde rafine edilmiĢ petrol ürünleri boru hattı kurulumu,
Kapasite ve her birine atanan ürünleri içerecek Ģekilde her depodaki tanklar,
Çizelgeleme dönemi sonunda her dağıtım terminalinde karĢılanan ürün talepleri,
Boru hattı boyunca parti sıralaması ve baĢlangıçtaki miktarları,
Depo tanklarında baĢlangıçta bulunan ürün stokları,
Depo tanklarında izin verilen maksimum/minimum stok seviyeleri,
Parti pompaj oranı maksimum değerleri, boru hattından depolara ürün tedarik oranı ve depodan yerel marketlere ürün teslim oranı,
Çizelgeleme dönemi uzunluğu.
ĠNDĠSLER
I : Parti serisi ( )
:Zaman horizonun baĢlangıcında boru hattında olan eski partilerin serisi :Zaman horizonu sırasında hatta enjekte edilecek yeni partilerin serisi
J :Boru hattı boyunca dağıtım terminalleri serisi P :Rafine edilmiĢ petrol ürünleri serisi
PARAMETRELER
:j.depodaki p ürünün birim stok maliyeti
:p ve ürünlerini yeniden sürece tabi tutma maliyeti :P ürünün rafineriden j depoya teslimi için pompaj maliyeti
:Planlama süresi
:p ve ürünlerini içeren partiler arasındaki karıĢım miktarı
:Yeni partinin max/min pompaj süresi
:p ürünün j depolarda karĢılanan toplam talebi :Yerel pazarlara max akıĢ oranı
:Pompaj oranı
:Eski partilerin baĢlangıç miktarı
:BaĢlangıç terminali ile j depolar arasındaki volumetrik koordinat
DEĞĠġKENLER
:i. Partinin pompajı sırasında boruhattına enjekte edilen ürün miktarı
:i .pompajın tamamlanma zamanı/pompaj uzunluğu
: Parti enjekte edilirken, boruhattından j depoya transfer edilen i. parti
miktarı
: Parti enjekte edilirken, i. Partiden j. depoya transfer edilen p ürünü
miktarı
: zamanında i. Partinin rafineriden en uç koordinatı
: Partinin pompajının bitiĢ zamanında j depodaki p ürünün stok seviyesi
:Yeni i partisinin miktarı
: zamanında i partisinin miktarı
: ( ) zaman aralığında, depolardan müĢterilere transfer edilen p ürünü miktarı
:p ve ürünlerini içeren i ve (i-1) partileri arasındaki karıĢım miktarı
:i .parti p ürünü içerdiğinde 1 değerini alır.
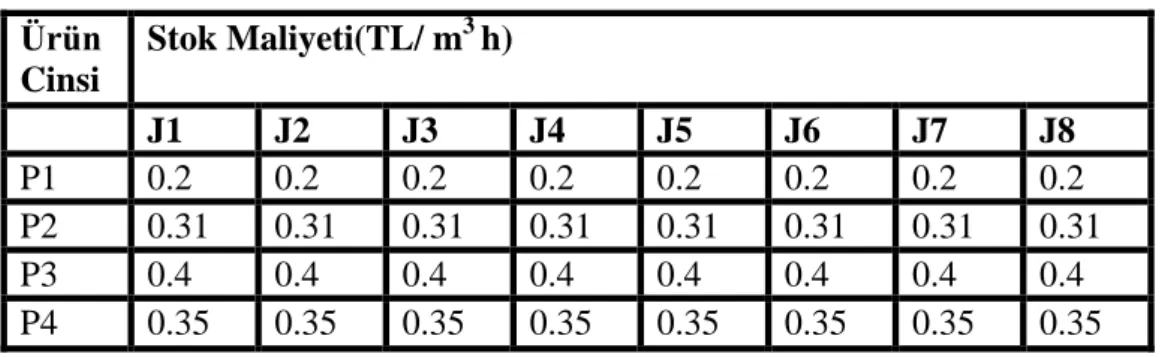
Tablo 7.1. Depo uzaklıkları, depolarda baĢlangıçtaki ürün miktarı ve maks./min. stok seviyeleri DEPOLAR (x 102m3) Ürün Cinsi Seviye J1 J2 J3 J4 J5 J6 J7 J8 P1 Minimum 90 90 90 90 90 90 90 90 Maksimum 400 400 400 400 400 400 400 400 BaĢlangıç 190 230 200 240 190 200 220 230 P2 Minimum 90 90 90 90 90 90 90 90 Maksimum 400 400 400 400 400 400 400 400 BaĢlangıç 180 210 180 180 180 190 180 195 P3 Minimum 10 10 10 10 10 0 0 0 Maksimum 70 70 70 70 70 0 0 0 BaĢlangıç 50 65 60 60 60 0 0 0 P4 Minimum 90 90 90 90 90 0 0 0 Maksimum 400 400 400 400 400 0 0 0 BaĢlangıç 120 140 190 190 170 0 0 0 Rafineriden uzaklık(x 102 m3) 100 200 300 400 475 550 650 700
Tablo 7.2. Depolardaki ürün talepleri ve pompaj maliyetleri
DEPOLAR (x 102m3) Ürün Cinsi Seviye J1 J2 J3 J4 J5 J6 J7 J8 P1 Talep 110 110 120 110 150 150 140 100 Pompaj Maliyeti (TL/ m3 h) 6 7 9 11 13 13.5 14 14.5 P2 Talep 60 80 100 70 100 100 80 90 Pompaj Maliyeti (TL/ m3 h) 6.2 8.2 10.2 11.4 12.6 13 14 14.2 P3 Talep 70 30 40 0 20 0 0 0 Pompaj Maliyeti (TL/ m3 h) 8.6 9.4 11.6 12.8 13.8 14 15 15.2 P4 Talep 50 40 50 70 60 0 0 0 Pompaj Maliyeti (TL/ m3 h) 7.4 8.4 10.4 11.2 12 13 13.4 14
Tablo 7.3. Depolardaki stok maliyetleri Ürün Cinsi Stok Maliyeti(TL/ m3 h) J1 J2 J3 J4 J5 J6 J7 J8 P1 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 P2 0.31 0.31 0.31 0.31 0.31 0.31 0.31 0.31 P3 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 P4 0.35 0.35 0.35 0.35 0.35 0.35 0.35 0.35
Problem boru hattına yeni enjekte edilecek partilerin optimal sıralamasını, baĢlangıç miktarlarını ve her birine atanan ürün cinsinin belirlenmesini hedeflemektedir. Amaç her depodaki ürün taleplerini karĢılamak, zaman boyunca depo tanklarındaki stok seviyelerini izin verilebilir aralıkta tutmak ve pompaj, stok ve karıĢım maliyetlerini minimize etmektir. Aynı zamanda, depo tanklarındaki stok seviyeleri değiĢiminin yanı sıra, yeni ve eski partiler boru hattında hareket ederken, büyüklük ve koordinatlarında zamanla meydana gelen değiĢiklikler izlenmektedir.
Bu tezde mevcut bir boru hattı üzerinde yapılan pompaj çizelgelemesi anlatılmaktadır. Hali hazırda boru hattındaki pompaj sırası ve hacmi ile ilgili sayısal bir değerlendirme yapılmadan, ayrıca maliyetler göz önünde tutulmaksızın tecrübeye dayalı bir çizelgeleme yapılmaktadır. Bu nedenle pompaj hattıyla ilgili veriler derlendikten sonra Cafaro ve Cerda 2004 tarafından önerilen MILP modeli temel alınarak bir optimum çizelgeleme çalıĢması yapılmıĢtır.
BaĢlangıçta boru hattında S1, S2, S3, S4, S5, S6 partileri bulunmaktadır. Bu partiler sırasıyla P1, P2, P1, P2, P1, P2 ürünlerini içermekte ve 7000, 8500, 10000, 17500, 17000, 10000 m3 miktarlarındadır. Planlama dönemi uzunluğu 75 saattir. Partilerin boru hattına pompaj oranı 400-500 m3
/ h aralığında, boru hattından depolara pompaj oranı 500 m3
8. MATEMATĠKSEL MODEL
8.1. Amaç Fonksiyonu
Problemde pompaj maliyeti, karıĢım maliyeti ve stokta bulundurma maliyetlerini içeren operasyon maliyetlerinin minimize edilmesi amaçlanmaktadır. Stok maliyeti her ürünün saatteki ortalama stok miktarı ile hesaplanmıĢtır. Ortalama ürün stoğu, her ürün pompajının baĢlangıcındaki ürün miktarının, yeni partilerin sayısına bölünmesi ile elde edilmiĢtir. ∑ ∑ ( ∑ ∑ ) ∑ ∑ ( )∑ [ ∑ ( ∑ )] 8.2 Kısıtlar 8.2.1. Parti sıralama kısıtı
Yeni partinin boru hattına enjeksiyonu, önceki partinin pompajı bitmeden baĢlayamaz.
(8.1)
(8.2)
Denklemde Ci yeni partinin bitiĢ zamanı, Li pompaj süresi ve hmax çizelgeleme
dönemi uzunluğudur. Kronolojik olarak (i−1) I, i Iyeni
den önce pompalanmaktadır. Bu sebeple (i − 1) I baĢlangıç noktasına göre daha uzaktadır.
8.2.2. Yeni partinin miktarı ve uzunluğu arasındaki iliĢki
Hatta pompalanan yeni partinin (i Iyeni ) miktarı uygun aralıkta olmalıdır. Li,
belirli maksimum ve minimum pompaj süreleri aralığında olmak zorundadır.
(8.3)
Yeni partinin (i Iyeni
) uzunluğu, belirli maximum pompaj süresinden yüksek, minimum pompaj süresinden düĢük olmamalıdır. (∑ =1)
(∑ ) (∑ ) ( ) ∑ ∑ ( )
8.2.3. ArdıĢık partiler arasındaki karıĢım materyali
Hatta (i − 1) I, i den önce pompalanmaktadır. O halde iki yakın parti arasındaki karıĢım miktarı, p ve p‟ ürünleri arasındaki karıĢım miktarından düĢük olmamalıdır. (i-1) ve i sırasıyla p‟ ve p ürünlerini içermektedir.
( ) ( )
8.2.4. Yasaklanan sıralama
Ürün kirliliğinden dolayı, boru hattındaki bazı ürün sıralamaları yasaklanmıĢtır. P ve p‟ yasaklanan iki ürün olmak üzere, aĢağıdaki kısıt probleme eklenir. Bu karıĢım miktarı depolara transfer edilmeyecektir. UlaĢacağı depoya kadar hatta tutulacak ve burada geri çekilerek yeniden sürece tabi tutulacaktır (Rejowski & Pinto, 2001). Aksi takdirde yüksek ürün kayıplarına yol açabilir.
(8.7)
8.2.5. i partisinin (i I) en yüksek ve en düĢük boru hattı koordinatları
i. Partinin (i I), sonraki i‟. partinin (i‟ Iyeni) pompajının bitiĢ zamanındaki ( ) hacimsel koordinatıdır. ( )
, ( ) zamanında, (i+1). partinin ( ) I en uç koordinatı ile i. parti miktarının toplamına eĢittir. (i+1) ve i partileri arka arkaya hareket ettikleri için partiler arasındaki karĢım miktarı, (i+1). partinin içindedir.
Ayrıca ( ) zamanında, i. partinin alt koordinatı (i I), dır. Parti koordinatları, parti miktarları ve partilerin dağıtım terminallerine teslimatları, pompajların bitiĢ zamanları noktalarında ( ) izlenmektedir.( )
( )
8.2.6. i.partiden ( ) depolara transfer edilen miktar
( ) pompajının bitiĢ zamanındaki miktarıdır. Qi, i.
Partinin baĢlangıç miktarı olmak üzere, (Qi-Wi), i. Partiden depolara transfer edilen
miktardır.
∑ ( )
8.2.7. pompajı devam ederken, partiden depolara transfer edilen miktar
i.partinin (i I), zamanındaki miktarı ile zamanındaki miktarı arasındaki fark, i‟. parti (i‟ ) enjekte edilirken depolara transfer edilen miktara
eĢittir.
∑
8.2.8. Boruhattından depolara transferin gerçekleĢme koĢulları
P ürünü taĢıyan i. partiden (i I), bu üründen talebi olan j depoya transfer ancak, i. parti j.depoya ulaĢmıĢsa mümkündür. Bunun için;
(i‟-1). partinin pompajının bitiĢ zamanında i. partinin alt koordinatı depo koordinatından az olmamalıdır.
(i‟). partinin pompajının bitiĢ zamanında i. partinin en uç koordinatı ile karıĢım miktarı arasındaki fark depo koordinatından düĢük olmamalıdır.
∑ ∑
( )
i. parti j.depoya ulaĢtığında . Aksi takdirde ise 0 dır ve i. Partiden j.depoya ürün transferi gerçeklemez. i.partiden j depoya sevk edilecek maksimum miktar Dmax ile gösterilirse;
(8.12)
8.2.9. pompajı sırasında, partiden depolara transfer edilen miktarın sınırı
( ) zaman aralığında, hatta pompalanırken, partiden depolara transfer edilen miktar, zamanında i. partinin satıĢa hazır miktarını
aĢamaz. ∑ ( ) ∑ ∑ ( )
8.2.10. partinin pompajı sırasında boru hattındaki toplam miktar
i‟.partinin ( ) pompajı sırasında depolara transfer edilen toplam miktar, i‟. partinin boruhattına enjekte edilen miktarına eĢit olmak zorundadır.
∑ ∑
( )
Yeni bir parti enjekte edildiğinde bütün partiler boruhattı boyunca hareket eder. Sonuç olarak en düĢük ve en yüksek parti koordinatları zamanla artar.
( )
(8.16)
(8.17)
8.2.11. Ürün tahsisi
Boru hattında taĢınan her parti tek bir rafineri ürünü içermelidir.
∑
( )
8.2.12. Pazar taleplerinin gerçekleĢtirilmesi
(Ci, Ci-1) zaman aralığında, depolardan müĢterilere teslim edilen p ürünü miktarı,
belirli pompaj oranında gerçekleĢmelidir. Çizelgeleme zamanı boyunca depolardan (j), müĢterilere teslim edilen toplam p ürünü miktarı toplam talebi karĢılamalıdır.
( ) ( )
∑ ( )
8.2.13. pompalanırken boruhattına enjekte edilen p ürünün miktarı
i. partiye ( ) p ürünü atanmazsa (yi,p =0), rafineriden hiç ürün çekilmez.
Aksi takdirde rafineri tankından hatta enjekte edilen ürün miktarı toplamı, i.partinin baĢlangıç miktarına eĢittir.
( )
∑
( )
8.2.14. Depo tanklarındaki stok seviyelerinin kontrolü
Yi,p=1 ise, ( ). parti p ürünü taĢır. Yi,p=0 ise ( ) zaman aralığında
j. Depoya i.partiden transfer edilen miktar sıfıra eĢit olacaktır.
( )
∑
( ) ( )
8.2.15. Uygun stok aralıklarının belirlenmesi
zamanında j depodaki p ürününün stok seviyesi, zamanındaki stok seviyesine, i. partiden depolara transfer edilen miktarın eklenip ve eĢzamanlı olarak p ürününden yerel marketlere teslim edilen miktarın çıkarılmasıyla elde edilir.
∑
( )
zamanında j depodaki p ürünün seviyesi stok seviyesi her zaman belirli maksimum ve minimum stok seviyeleri arasında kalmalıdır.
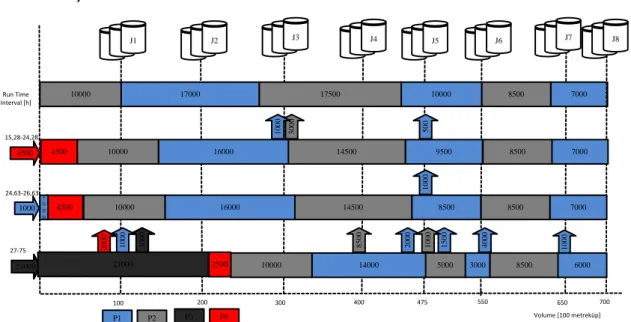
9. SONUÇLAR VE ÖNERĠLER P3 P4 Volume [100 metreküp] Run Time Interval [h] P1 P2 7000 8500 10000 17500 17000 10000 J6 J7 J1 J2 J3 J4 J5 J8 7000 8500 8500 14500 16000 10000 4500 1 0 0 0 1 0 0 0 27-75 15,28-24,28 24,63-26,63 7000 8500 9500 14500 16000 10000 4500 5 0 0 3 0 0 0 4500 1 0 0 0 1000 1 0 0 0 1 5 0 0 8 5 0 0 3 0 0 0 2 0 0 0 24000 21000 2500 10000 14000 5000 3000 8500 6000 4 0 0 0 2 0 0 0 1 0 0 0 1 0 0 0 200 300 400 475 550 100 650 700
ġekil 9.1. Matematiksel modelin GAMS yazılımında çalıĢtırılmasıyla elde edilen sonuçların Ģematik gösterimi
Sistem verileri GAMS/CPLEX programı kullanılarak çözümlenmiĢ ve optimal sonuç 398,940 TL olarak bulunmuĢtur. MüĢteri taleplerini karĢılamak için sırasıyla P4-P1-P3 ürünlerini içeren 4500, 1000 ve 24000 m3 lük üç yeni parti S7-S8-S9 sırasıyla hatta enjekte edilmektedir. 15.28-24.28 zaman diliminde S7, 24.63-26.63 zaman diliminde S8, 27-75 zaman diliminde ise S9 partisi hatta pompalanmaktadır. Ġlk olarak 4500 m3‟ lük P4 ürünü, 15.28-24.28 zaman diliminde pompalanırken S3 partisinden 500 m3‟ lük P1 ürünü J5‟e, S4 partisinden 3000 m3‟ lük P2 ürünü J3‟e, S5 partisinden 1000 m3‟ lük P1 ürünü J3‟e transfer edilmektedir. Daha sonra 1000 m3‟ lük P1 ürünü 24.63-26.63 zaman diliminde pompalanmakta ve S3 partisinden 1000 m3‟ lük P1 ürünü J5‟e transfer edilmektedir. 27-75 zaman diliminde ise P3 hatta enjekte edilmekte ve S1 partisinden 1000 m3‟ lük P1 ürünü J7‟ye, S3 partisinden 1500 m3‟ lük P1 ürünü J5‟e, S3 partisinden 4000 m3‟ lük P1 ürünü J6‟ya, S4 partisinden 8500 m3‟ lük P2 ürünü J4‟e, S4 partisinden 1000 m3‟ lük P2 ürünü J5‟e, S5 partisinden 2000 m3‟ lük P1 ürünü J5‟e, S7 partisinden 2000 m3‟ lük P4 ürünü J1‟e, S8 partisinden 1000 m3‟ lük P1 ürünü J1‟e, S9 partisinden 3000 m3‟ lük P3 ürünü J1 deposuna gönderilmektedir. Böylece belirli bir zaman aralığı için minimum maliyetli optimal bir çizelge elde edilmiĢtir.
ÇalıĢmanın amacı tecrübelere dayalı olarak yürütülen boru hattı operasyonlarını kapsayan geniĢletilebilir bir KTDP modeli sunmaktır. Model alternatifleri değiĢtirilip ihtiyaçlara göre belirli kısıtlar eklenerek farklı durumlar için kullanılabilir. Boru
hattındaki partilerin koordinatları ve miktarlarında zamanla meydana gelen değiĢimler gözlemlenmektedir. Modelin çözümü ile ürün taleplerini gerçekleĢtirmenin yanısıra yüksek pompaj, karıĢım ve stok maliyetlerinden kaçınılmıĢtır.
10. KAYNAKLAR
Álvaro, G.S., Arreche, L.M., 2006, A Support Decısıon Tool For Pıpelıne Schedulıng, Third International Conference on Production Research Americas‟ Region 2006 (ICPR-AM06)
Cafaro, D. C., Cerdá, J., 2004, Optimal scheduling of multiproduct pipeline systems using a non-discrete MILP formulation, Computers and Chemical Engineering, v. 28, p. 2053-2068
Cafaro, D.C., Cerdá, J., 2008, Dynamic scheduling of multiproduct pipelines with multiple delivery due dates, Computers and Chemical Engineering, 32, 728-753. Cafaro, D.C., Cerdá, J., 2009, Optimal Scheduling of Refined Products Pipelines with
Multiple Sources, Ind. Eng. Chem. Res. 2009, 48, 6675-6689.
Cafaro, G.V., Cafaro, D.C., Cerdá, J.,Mendes, A.C., 2010, Oil-Derivatives Pipeline Logistics Using Discrete-Event Simulation, Proceedings of the 2010 Winter Simulation Conference, Santa Fe, 3000, Argentina.
Cafaro, D.C., Cerdá, J., 2010, Operational scheduling of refined products pipeline networks with simultaneous batch injections, Computers and Chemical Engineering, 34, 1687–1704.
Cafaro, G.V., Cafaro, D.C., Mendes, A.C., Cerdá, J., 2011, Detailed Scheduling of Operations in Single-Source Refined Products Pipelines, Industrial& Engineering Chemistry Research.
Herrán, A., de la Cruz, J. M., de Andrés, B., 2010, A mathematical model for plan-ning transportation of multiple petroleum products in a multi pipeline system. Computers and Chemical Engineering, 34, 401–413.
Herrán, A., de la Cruz, J. M., de Andrés, B., 2011, Global Search Metaheuristics for planning transportation of multiple petroleum products in a multi-pipeline system,Computers and Chemical Engineering 37 (2011) 248– 261.
Maruyama Mori, F., Luders, R., Arruda, L. V. R., Yamamoto, L., Bonacin, M. V., Polli, H. L., Aires, M. C., Bernardo, L. F. J., 2007, Simulating the Operational Scheduling of a Realworld Pipeline Network. Comput.-Aided Chem. Eng. , 24, 691–696.
Moura, A.V., de Souza, Cid C., Cire, Andre A., Lopes, Tony M.T., 2008, Planning and Scheduling the Operation of a Very Large Oil Pipeline Network, Principles and Constrained Programming, Lecture Notes in Computer Science, P.J. Stuckey (Ed.): CP 2008, LNCS 5202, 36-51.
MirHassani, S. A., Ghorbanalizadeh, M., 2008, The multi-product pipelinescheduling system. Computers and Mathematics with Applications, 56(4), 891–897.
MirHassani S.A., Jahromi H.F., 2011, Scheduling multi-product tree-structure pipelines, Computers and Chemical Engineering 35, 165–176.
Magatão, L., Arruda, L. V. R., Neves, F.A., 2005, Using CLP and MILP for Scheduling Commodities in a Pipeline, Proceedings of the European Symposium on Computer Aided Process Engineering, ESCAPE 15, l. Barcelona, España, May 29-June 1st.2005.
Neiro, S., Pinto, J. M., 2004, A general modeling framework for the operational planning of petroleum supply chains. Computers and Chemical Engineering, 28, 871-896.
Neves, B.S., Relvas, S., Barbosa-Póvoa, A.P.F.D., Neves, Jr. F., 2010, Decomposition approach for the operational scheduling of a multi-product pipeline, 20th European Symposium on Computer Aided Process Engineering – ESCAPE20, Ischia, Naples, Italy
Rejowski R., Pinto, J. M., 2002, An MILP Formulation for the Scheduling of Multiproduct Pipeline Systems, Brazilian Journal of Chemical Engineering, v. 19, No. 4, p.467-474.
Rejowski, Jr., R., Pinto, J. M., 2003, Scheduling of a Multi Product Pipeline System,Computers and Chemical Engineering, v. 27, p. 1229-1246.
Rejowski, Jr., R., Pinto, J. M., 2004, Efficient MILP formulations and valid cuts for multiproduct pipeline scheduling, Computers and Chemical Engineering, v. 28, p. 1511-1528.
Rejowski Jr., R., Pinto, J. M., 2005, A Rigurous MINLP for the Simultaneous Scheduling and Operation of Multiproduct Pipeline Systems, Proceedings of the European Symposium on Computer Aided Process Engineering-15, L Puigjaner and A. Espuña Eds.
Rejowski Jr., R., Pinto, J. M., 2008, A novel continuous time representation for the scheduling of pipeline systems with pumping yield rate constraints, Computers and Chemical Engineering, v. 19, No. 4, p. 467-474.
Relvas, S., Matos, H. A., Barbosa-Po´voa, A. P. F. D., Fialho, J.,Pinheiro, A. S., 2006, Pipeline Scheduling and Inventory Management of a Multiproduct Distribution Oil System.Ind.Eng.Chem.Res., 45, 7841-7855.
Relvas, S., Barbosa-Po´voa, A. P. F. D., Matos, H. A., Fialho, J., Pinheiro, A. S., 2006 , Pipeline Scheduling and Distribution Centre Management – A Real-woldScenario at CLC, Proceedings of the 16th European Symposium on Computer Aided ProcessEngineering and 9th International Symposium on Process Systems Engineering.
Relvas, S., Barbosa-Po´voa, A. P. F. D., Matos, H. A., Fialho, J., 2007a, Rescheduling of Medum term Pipeline Operation with tank farm Inventory Management, 17th
European Symposium on Computer Aided Process Engineering – ESCAPE17, Romania
Relvas, S., Matos, H.A., Barbosa-Póvoa, A.P.F.D., Fialho, J., 2007b, Reactive Scheduling Framework for a Multiproduct Pipeline with Inventory Management, Industrial and Engineering Chemistry Research, 45, 5659-5672.
Relvas, S., Matos, H.A., Barbosa-Póvoa, A.P.F.D., Fialho, J., 2008, Oil products pipeline scheduling with tank farm inventory management, 18th European Symposium on Computer Aided Process Engineering – ESCAPE 18.Lyon, France
Relvas, S., Barbosa-Póvoa, A.P.F.D., Matos, H.A., 2009, Heuristic batch sequencing on a multiproduct oil distribution system, Computers and Chemical Engineering, 33, 712-730.
Relvas, S., Barbosa-Póvoa, A.P.F.D., Matos, H.A., 2009, Optimal operation of a real multiproduct pipeline and storage system:Economical Versus Operational Objectives,19th European Symposium on Computer Aided Process Engineering. Relvas, S., Barbosa-Póvoa, A.P.F.D., Matos, H.A., 2010, Inventory Management MILP
Modeling for Tank Farm Systems, 20th European Symposium on Computer Aided Process Engineering – ESCAPE20, Ischia, Naples, Italy.
José Acosta Amado, R., 2011 A Multi-Commodity Network Flow Approach For Sequencing Refıned Products In Pipeline Systems,PhD diss., University of Tennessee,
Sasikumar, M., Prakash, P. R., Patil, S. M., and Ramani, S., 1997, PIPES: A heuristic Search Model for Pipeline Schedule Generation, Knowledge-Based Systems, v. 10, 169-175.
Yılmaz,N.F., 2005, Tesisat Mühendisliği Dergisi Sayı: 87, s. 4-14, http://www.gams.com [Ziyaret tarihi:10 Haziran 2012]
EKLER
EK-1 Önerilen tamsayı programlama modelini GAMS kodu SET
I set of chronologically ordered slugs /S1*S9/ IO(I) subset of old ordered slugs /S1*S6/ IN(I) subset of new ordered slugs /S7*S9/
J set of distribution terminals along the pipeline /J1*J8/ P set of refined petroleum products /P1*P4/
ALIAS (I, I1, I2); ALIAS (IO, IO1, IO2); ALIAS (IN, IN1, IN2); ALIAS (P, P1, P2); ALIAS (J, J1, J2);
TABLE cp (P,J) unit pumping cost to deliver product p from the refinery to depot j J1 J2 J3 J4 J5 J6 J7 J8
P1 6 7 9 11 13 13.5 14 14.5 P2 6.2 8.2 10.2 11.4 12.6 13 14 14.2 P3 8.6 9.4 11.6 12.8 13.8 14 15 15.2 P4 7.4 8.4 10.4 11.2 12 13 13.4 14
TABLE INTF(P,P1) interface material volumes P1 P2 P3 P4
P1 0 30 37 35 P2 30 0 38 P3 37 0 P4 35 38 0;
TABLE QD(P,J) overall demand of product p to be satisfied by depot j J1 J2 J3 J4 J5 J6 J7 J8 P1 11000 11000 12000 11000 15000 15000 14000 10000