Experimental study and analysis of machinability characteristics of metal matrix composites during drilling
Tam metin
Şekil


Benzer Belgeler
10 saat mekanokimyasal öğütmeye tabi tutulan ve tek fazlı BaTa 2 O 6 yapısı elde edilen tozun farklı sıcaklıklarda ısıl işlem sonrası XRD analiz sonuçları
e'laaşı bugünkü cumartesi günü saat l a de Osmanbeyde Şair Nigftr sokağında Fe- rldlye apartımanından kaldırılarak cenaze namazı Teşvikiye camiinde
Journal of Faculty of Economics and Administrative Sciences (ISSN 1301-0603) is an international refereed publication of Süleyman Demirel University, published every
Phillip PHIRI: AN EXPERIMENTAL STUDY OF THE EFFECT OF TEMPERATURE, PRESSURE AND FLOW RATE ON MODIFIED ZADRA GOLD ELUTION PROCESS... I hereby declare that, all the information
This descriptive study conducted on the information related to the calculations of nursing students’ ideas on drug dose on 4-6 June 2012 in the Department of Near East
In the known experiments conducted on EMD and GEMD, some quality metrics like Peak Signal to Noise Ratio (PSNR), Mean Square Error (MSE), and the embedding capacity Bit Per
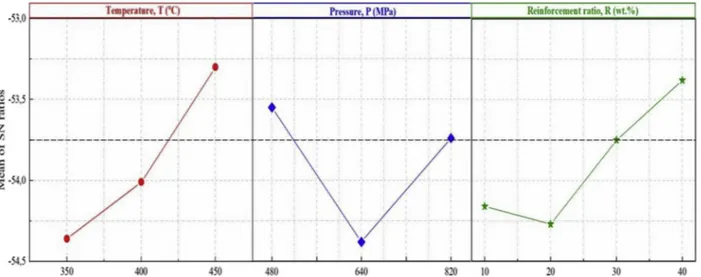
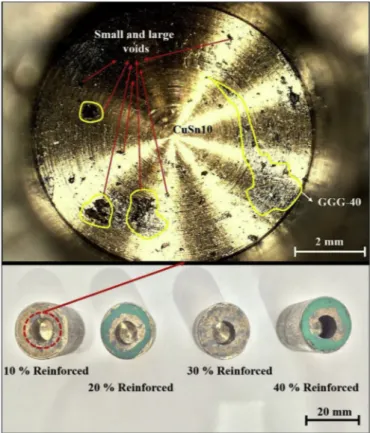
Molten metal temperature, reinforcement powder size, reinforcement volume ratio, vacuum or pressure value, molten matrix composition, infiltration atmosphere, and time are
Problems such asWomen want to be in a comfortable zone (F1), Family burden is giving stress to women entrepreneurs (F2),Male domination society does not want to become women
