Orenko 2018 Proceedings Oral Presentation 1000
THE INTERNATIONAL FOREST PRODUCTS CONGRESS
Drilling Bits and Operations Used in Drilling Machines in Furniture Industry
Abdulkadir MALKOÇOĞLU
*
Karadeniz Technical University, Department of Forest Industry Engineering
61080 Trabzon, Turkey
[email protected]
Ahmet KURTOĞLU
Doğuş University, Department of Interior Architecture
34680, İstanbul/Turkey
[email protected]
Ali ÇAKMAK
*
Karadeniz Technical University, Department of Forest Industry Engineering
61080 Trabzon, Turkey
[email protected]
Trabzon, Turkey
26-29 September 2018
ORENKO 2018 SECRETARIAT Karadeniz Technical University Forest Industry Engineering Department
61080 Trabzon Turkey http://www.ktu.edu.tr/orenko2018
Disclaimer
The opinions expressed in this document are those of the author(s) and are not necessarily the opinions or policy of the ORENKO 2018 Organization.
Orenko 2018 Proceedings Poster Presentation 1001
Drilling Bits and Operations Used in Drilling Machines in Furniture Industry Abdulkadir MALKOÇOĞLU
*Karadeniz Technical University, Department of Forest Industry Engineering 61080 Trabzon, Turkey
Ahmet KURTOĞLU
Doğuş University, Department of Interior Architecture 34680, İstanbul/Turkey
Ali ÇAKMAK
*Karadeniz Technical University, Department of Forest Industry Engineering 61080 Trabzon, Turkey
ABSTRACT
Various manual, semi-automatic or fully automatic tools and machines which have different capacities are used for drilling operations in furniture, joinery, wooden and wood building industries. These show significant structural and functional changes based on traditional and advanced technologies. Especially in the last quarter of the 20th century, the use of CNC machines in the processing of wood and wood-based materials provided significant possibilities in production elasticity and capacity. These have high dimensional sensitivity and surface quality processing technology from the simplest to the most complex product geometries. Although CNC machines have advanced technologies, the interactions between cutting tools, machining conditions and materials have an important place in the machining of wood and wood-based materials for a good surface quality. Parameters of machining conditions are presented in a wide range with technical data, equations and graphics associated with surface quality for both traditional and modern machines. However, in practice, the machining conditions are usually based on the feed rate, rotation speed, grain direction, cutting width and material type according to cutter characteristics. In this study, it is focused on drilling bits and machines used in furniture industry. Problems and proposed solutions encountered with drilling operations were indicated.
KEYWORDS
:
Drilling machines, drilling bits, furniture industry, wooden materials.1 INTRODUCTION
Drilling or boring is one of the oldest technologies of machining in all of the branches of production industry owing to the need for component assembly. It is an integral part of wood cutting technologies for creating holes in the furniture production industry besides milling, moulding and sanding,. It is the most common and frequent mechanical processing operations not only in the wood and wood-based industry, but also in the processing of metals, plastic materials, composites etc. (Çakmak and Malkoçoğlu, 2017; Ispas and Racaşan, 2013; Javorek et al. 2013). Boring represents the ideal technique for producing corner joints and joints for laminated wood panels (Hesselbach et al. 2007; Killman and Fink 1996).
To improve drilling quality and capability, it is necessary to understand the drilling process characteristics as a principle of chips creation, its orientation for removing from the zone of cutting, forces and their value and orientation during cutting, fracture mechanics during delamination of wood layers etc (Jovorek et al. 2013).
Orenko 2018 Proceedings Oral Presentation 1002 In this study, it is focused on drilling bits and machines used in furniture industry and problems and proposed solutions encountered with drilling operations.
2 FACTORS AFFECTING MACHINING CONDITIONS AND SURFACE QUALITY IN DRILLING OPERATIONS
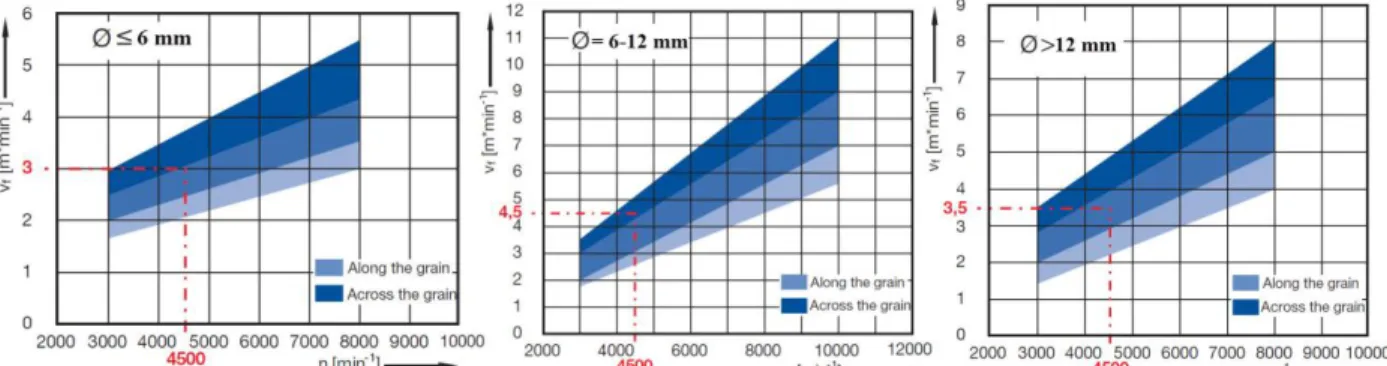
Generally, it can be stated that drilling quality depends on the machining conditions (feed rate and spindle speed- rotations per minute (rpm), drilling depth, and cutting force), tool geometry (helix or rake angle, tool life, drill type and diameter) and materials (density, moisture content, grain orientation etc.) The structure and composition of the composite in particular have a strong influence on the tool wear as well (Malkoçoğlu, 2017; Gornik et al. 2013; Ispas and Racaşan, 2013; Javorek et al. 2013). Many researchers has been studied on spindle speed, feed rate, depth of cut (Podzievski and Gorski, 2012; Prakash and Palanikumar, 2011; Davim et al. 2008), tool geometry and different diameters of drills (Bakar et al. 2018; Ispas and Racasan, 2017;Valarmathi et al. 2013; Palanikumar et al. 2009; Prakash et al. 2009; Ispas et al. 2015), surface quality and tool wear (Gornik Bučar et al. 2013; Szymański and Pinkowski 2012; Podziewski and Górski 2012; Javorek et al. 2013; Gaintode et al. 2008) in drilling operations of wood and wood based materials. According to these studies; the most significant drilling parameters for the surface roughness are feed rate and spindle speed. Various machining conditions such as the cutter type, diameter, grain direction (along the grain and across the grain) and rpm are proposed with equations and graphs technically or by the cutter manufacturer's catalogues (Fig. 1). However; this data relating to processing parameters is in a wide range; the suitability of the production efficiency level depending on the material surface quality cannot be fully explained in the selection of these conditions. (Kaplan et al. 2018; Krimpenis et al., 2014; Anonymous-1).
Figure 1: Suggested machining conditions for some multi-purpose drills (vf: feed speed, n: rotations per minute-rpm: Correction factor for vf: Hardwood=0.8, Laminated veneer lumber=1.2) (Anonymous-1)
It is observed in Figure 1 that the rpm and feed rate are directly proportional to diameter drills in the machining of softwood and decrease in along the grain direction with respect to across the grain direction. At the same time, the feed speed decreases as the drill diameter increases.
Orenko 2018 Proceedings Oral Presentation 1003
3 DRILLS AND DRILLING MACHINES IN FURNITURE INDUSTRY
Many different types of machines and tools are used in in drilling operations in the furniture industry. These show that structural and functional changes based on traditional and advanced technologies. In the processing of various materials, their functions must be well known for traditional or modern applications. Thus, it is possible to operate them conveniently according to general structure and parts of each machine and tools (Malkoçoğlu, 2017; Burdurlu and Baykan, 1998; İlhan et al. 1990).
3.1 Drilling Machines
Drilling operations based on plans which are made for each furniture part are performed by simple or advanced semi-automatic and fully automatic machines. These machines used in the furniture production have quite different structures. Two different drilling systems are used depending on the distance between drill centres in these machines. For this purpose, 22 mm for solid products and 32 mm for panel production are applied. Portable drilling, multi spindle, column, multiple hinge boring, semi-automatic, through feed, point to point machines, and CNC machining centres are widely used. The machines and some important features are summarized below:
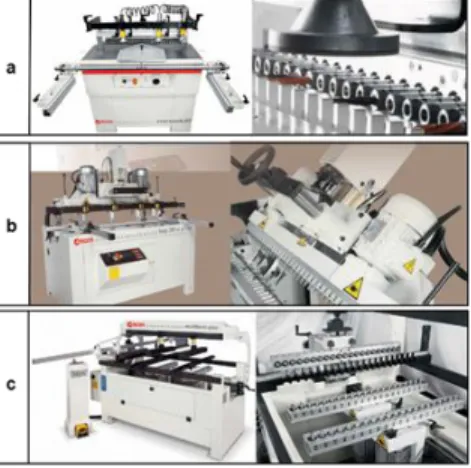
Semi-automatic drilling machine has a low capacity, and its working area is limited. Only, it can be processed on one or two surfaces of the furniture parts or both in the same time. Several models in which a wide range of drill bits can be installed (Fig. 2) for this machine.
Figure 2: Some semi-automatic drilling machine types (Anonymous-2)
Through feed drilling machines provide configurability and a wider production ranges in comparison with semi-automatic drilling machines. It concentrates several machining operations in a single machine and can be equipped to suit requirements with upper vertical boring units and with horizontal units, to complete boring on 4 faces of the panel. These machines have a high productivity of up to 28 workpieces per minute, very fast set-up times (5-20 seconds), and 12 machining heads as many as 380 independent spindles (Fig 3).
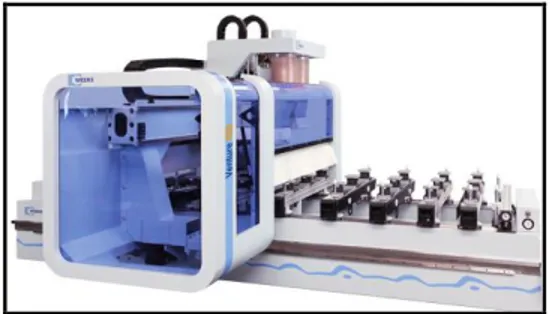
Orenko 2018 Proceedings Oral Presentation 1004 Point to point drilling machines are used in machining of wood, chipboard, MDF, plywood etc. Window and door parts which are hard to hold can be easily machined by means of independent vacuum pods. The biggest advantage of these machines is that they are compatible to edge banding. (Fig. 4).
Figure 4: Point to point drilling machine (Anonymous-3)
Multi-spindle drilling machines constitute a popular group of woodworking machines used primarily in medium or small-sized furniture joinery shops. The design of drilling machines facilitates drilling operations in the vertical and horizontal position of the working assembly. Produced seats are most frequently used to mount dowels and doweled joints (Szymański and Pinkowski, 2012) (Fig. 5).
Figure 5: Multi spindle drilling machine
The operations in the column drilling machines (Fig 6-a) and portable drills (Fig 6-b) are adjusted manually. These are usually suitable for workshop type productions.
Figure 6: Column drilling machines and portable drill (Anonymous-4)
Single or multiple hinge boring machines are used for door production in various furniture products (Fig. 7).
Orenko 2018 Proceedings Oral Presentation 1005 Figure 7: Multiple hinge boring machine.
CNC machining centers are multifunction machines and widely used in furniture industry for various purposes as dimensioning, drilling, fitting, carving, grooving, sizing, edge bending and 3D machining (Fig. 8).
Figure 8: CNC machining center (Anonymous-2)
3.2 Drill Types and Characteristics
There are functionally significant effects of all parts forming the drill in machining of materials at high quality and capacities. For instance; drill point and eccentricity of drill body for machining tolerances; the chip gullet (number of flutes) for the optimal removal of the chips and the wearing of the tool and shank diameter, cutting edges, rake or helix angle, rpm and feed rates are directly related in terms of surface quality and capacity.
3.2.1 Drill Parts and Geometry
Drills are usually cutting tools used for routing, sizing or grooving besides drilling operations. They consist of main 4 parts (body, shank, flutes, point). Also, they have any other more characteristic as diameter, rake or helix angle, heel, land, spur etc. (Fig. 9).
Figure 9: Basic drill geometry (Davis, 1989).
3.2.2 Drill Types
In terms of their functions, generally 6 different types drills are used in drilling operations in the furniture industry . These are dowel drilling, through hole drilling, hinge drilling, countersink, multi-purpose drilling and stepped drilling (Fig. 10).
Orenko 2018 Proceedings Oral Presentation 1006 Figure 10: Drill types (Anonymous-1)
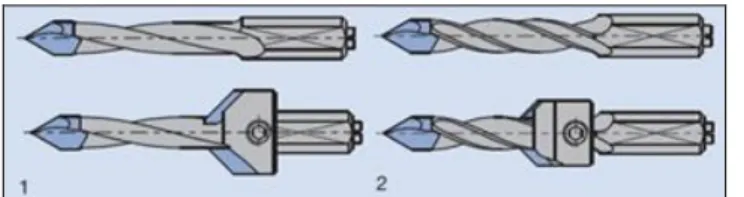
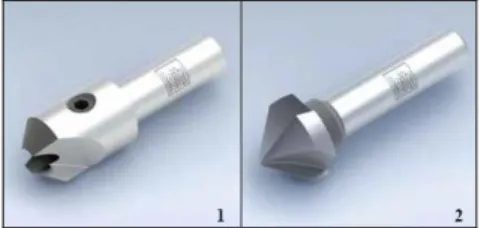
Dowel and through hole drills are used to drill tear-free dowel holes and blind holes in panels. There are two dowel drill designs (with and without heel) for both. Design without heel type is optimized dowel drill for machining panels in the furniture industry. There are minimum friction and feed forces as the flute with smaller diameter. And a loose countersink can be clamped on the shank. Design with heel type is used to drill holes in solid wood and for machines with insufficient guidance during drilling (Fig 11).
Figure 11: Through hole and dowel drilling designs (1. Design without heel, 2. Design with heel) (Anonymous-1)
Hinge drills that have usually 10 mm shank diameter are used to drill tear-free hinge holes. There are two types design: one with center point and one without center point. Design with center point is optimized for machining standard panels in the furniture industry. Short type is used to drill deep holes in thin panels (Fig 12).
Figure 12: Hinge drilling designs (1. design with center point, 2. design without center point) (Anonymous-1). Multi-purpose drills are used to drill holes for the furniture industry and in timber frame construction. There are three types drill, namely twist, levin and cylinder head. Twist drill is used to drill a hole deeper than possible with dowel drill and SP, HS, and HW cutting materials can be used. Levin type drill is used to drill a deep hole and has a spiral flute with a large chip gullet giving excellent chip clearance in cross section. Cylinder head drill is used to drill a tear-free hole in solid wood, for a blind hole, for a hinge hole and hole for a repair plugs (Fig 13).
Orenko 2018 Proceedings Oral Presentation 1007 Figure 13: Multi-purpose drilling types (1. Twist drills, 2. Levin type drill, 3. Cylinder head drill)
(Anonymous-1)
Countersink drill is used for a countersinking of hole. There are two drilling types as loose (for mounting on dowel drills) and single part countersink (for the additional countersinking of holes) (Fig 14).
Figure 14: Countersink drilling types (1. Loose, 2. Single part) (Anonymous-1).
Step drill is used to drill a stepped hole. This drill type is characterized by two or more drilling operations. There are more than one type diameter cutters on single tool body. The hole diameter increases in each operation (Fig 15).
Figure 15: Stepped drilling type (Anonymous-1).
4 DRILL TYPES AND MACHINING CONDITIONS IN OPERATIONS OF VARIOUS MATERIALS IN DRILLING MACHINE
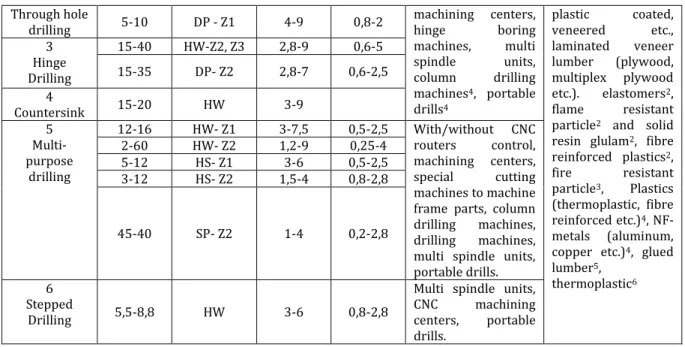
The structure, types and geometries of the drills depending on the intended use have an important place in the selection. Accordingly; the properties that should be considered based on the diameter of the drill types, cutting material, number of teeth, rpm and feed speed and machining materials are listed in Table 1. Table 1: Drilling types, machines, machining conditions and materials (HW: Tungsten Carbide, HS: Highspeed
Steel, DP: Polycrystalline Diamond, SP: Alloyed tool steel) (Anonymous-1; Anonymous-5-7).
Drill Types Diameter (D) Cutting Material -Number of teeth (Z) RPM (r/min) X1000 Feed Rate
(m/min) Drilling machine types Materials 1
Dowel
drilling 3-25 HW - Z2 3-12 0,8-6,5
Point-to-point drilling machines, through feed drilling machines, CNC
Softwood/hardwood ,chipboard and fibre materials (MDF, HDF etc.), uncoated,
Orenko 2018 Proceedings Oral Presentation 1008
Through hole
drilling 5-10 DP - Z1 4-9 0,8-2 machining centers, hinge boring machines, multi spindle units, column drilling machines4, portable drills4 plastic coated, veneered etc., laminated veneer lumber (plywood, multiplex plywood etc.). elastomers2, flame resistant particle2 and solid resin glulam2, fibre reinforced plastics2, fire resistant particle3, Plastics (thermoplastic, fibre reinforced etc.)4, NF-metals (aluminum, copper etc.)4, glued lumber5, thermoplastic6 3 Hinge Drilling 15-40 HW-Z2, Z3 2,8-9 0,6-5 15-35 DP- Z2 2,8-7 0,6-2,5 4 Countersink 15-20 HW 3-9 5 Multi-purpose drilling 12-16 HW- Z1 3-7,5 0,5-2,5 With/without CNC routers control, machining centers, special cutting machines to machine frame parts, column drilling machines, drilling machines, multi spindle units, portable drills. 2-60 HW- Z2 1,2-9 0,25-4 5-12 HS- Z1 3-6 0,5-2,5 3-12 HS- Z2 1,5-4 0,8-2,8 45-40 SP- Z2 1-4 0,2-2,8 6 Stepped Drilling 5,5-8,8 HW 3-6 0,8-2,8
Multi spindle units, CNC machining centers, portable drills.
As indicated in Table 1, all types of drills can be used with softwood, hardwood, chipboard and fiber materials (MDF, HDF etc.), uncoated, plastic coated, veneered panels and laminated veneer lumbers (plywood, multiplex plywood etc.). Based on drilling machines; all drill types can be used with CNC machining centers and multi spindle units; point to point and through feed drilling machines can only be used with first 4 drill types. In addition, it is stated that the highest speed and feed rate are in dowel drilling operations and the lowest is in multi-purpose drilling operations. It can be stated that CNC drilling machines operate at higher speeds and feed rates than conventional machines.
In practice, there is usually no significant difference in rpm and feed speed. However, it can be stated that HW and DP based drills are used at higher speeds than HS and SP based drills in terms of cutting material type. Dowel, countersink and stepped drilling types are HW based with 2 cutters; through hole drilling types are HW and DP based with 1-2 cutters and multi-purpose drilling types are generally HW, HS and SP based with 2 cutters and have especially higher diameter.
5 PROBLEMS AND PROPOSED SOLUTIONS ENCOUNTERED WITH DRILLING OPERATIONS
The problems encountered with drilling operations and the proposed solutions can be summarized in 9 main sections (Table 2).
Table 2: Problems, causes and precautions in drilling operations (Anonymous-1; Anonymous-5-7).
Problem Possible causes Precautions
Drill wears
quickly Feed rate per rotation too low Increase feed rate or reduce RPM (see charts on product pages). High wear to
spurs Tool remains stationary at the reversal point when drilling dowel holes
Abrasive workpiece material
Reduce RPM or increase acceleration of the feed axis (when possible) or Change program.
Select drills with more wear resistant cutting-edge material (HW or DP).
Orenko 2018 Proceedings Oral Presentation 1009
Uneven edges
(new drill) Feed rate per rotation too high as the bit enters or leaves the workpiece
Insufficient concentricity of drill
Insufficient centering on return stroke of the drill
Reduce feed rate or increase RPM (see charts on product pages). Check concentric clamping of bit and chuck, Check spindle and chuck for deformation.
Check spindle and chuck for signs of wear.
Use drills with heel. Chips and
workpiece become hot
Tool too long at the reversal point when drilling dowel holes
Reduce RPM or increase acceleration of the feed axis (when possible). Change program. Burn marks at
the bore wall (new drill)
Insufficient chip flow Clear gullet from time to time when drilling deep holes. Select drill type for high chip volumes (e.g. Levin type).
Bore too large Error in concentricity or the center point is not central
Check boring bit clamping for con centricity. Check boring bit chuck and motor spindle for deformation and wear, Check the concentric running of the center point.
Unclean countersunk wood
Chips jammed between flute and
loose countersink Use one-piece stepped boring bit when machining solid wood. Broken drill Wrong application parameters
Bore is full of chips
Non-uniform workpiece material
Premature loosening of workpiece clamping
Worn drilling spindle
Reduce feed rate, increase RPM (see charts on product pages).
Clear gullet from time to time when boring deep holes. Select boring bit type for large chip quantities (e.g. Levin type).
Check workpiece for foreign objects, Reduce feed rate.
Adjust program.
Check spindle bearing. Repair if necessary. Broken spurs High feed rate when drilling hard
workpiece materials
Workpiece material not suitable for machining with spurs
Reduce feed rate.
Grind off spur and chamfer cutting edge at change-over to the minor cutting edge.
6 RESULTS AND SUGGESTIONS
Different types of machines and drills are used in furniture, joinery and building industry for drilling operations. In these operations, it is generally imposed on from much the cutter company catalogs as well as theoretical information. But; in the proper machining of wood and wood-based materials which have heterogeneous structure, these factors must be considered:
High carbon content drills (HW/DP) which are more durable in terms of tool wear should be preferred in machining with high rpm and feed rates.
The optimal rpm and feed rates should be selected for drilling machines. It should be considered that high rpm and low feed rate affect wear adversely .
Improper drill geometry negatively affects surface quality, capacity and tool wear. In particular, insufficiency of chip gullet increases the heating and hence wearing of the tool.
Material moisture content is important in the machining process. Accordingly, lower feed rates should be usually preferred considering higher moisture content.
As a result; wood and wood-based materials should be efficiently machined based on surface quality, production capacity, and costs. In this respect, it can be recommended to continue the scientific researches on the optimization of the machining in the forest products industry such as furniture, woodwork and wood building areas and to make appropriate applications accordingly.
Orenko 2018 Proceedings Oral Presentation 1010
REFERENCES
Anonymous-1. (2018). Precision Tables by Leitz: The Leitz-Lexicon Edition 7. Leitz GmbH & Co. KG, Germany. Anonymous-2. (2018). Drilling Machining Centres: Morbidelli, SCM Group spa - Via Casale, 450 - 47826 Villa
Verucchio, Italy.
Anonymous- 3. (2016). Vertical CNC Processing Centers: Optimat, Weeke Bohrsysteme GmbH, Germany. Anonymous-4. Sthemma: Column drilling machines: Thomas, STHEMMA S.R.L., Isola Vicentina, Italy. Anonymous-5. GDP Guhdo (2018). CNC Tooling Catalogue.
Anonymous-6. (2014). Napgladu; Router Bits, Shank Tooling Catalogue, NAP Asset Holdings Ltd., USA.
Anonymous-7. (2017). WM: Router Bits and Carbide Tipped Drills, Catalog 48, Whiteside Machine Co. 4506 Shook Rd. Claremont, NC 28610.
Bakar, E. S., Chong, Y. W., Anokye, R., Ashaari, Z. (2018). Effect of Different Diameters and Rake Angles of Forstner Bit on The Quality of Drilling on Treated Oil Palm Wood. European Journal of Wood and Wood Products, 76(1), 369-374.
Burdurlu, E., Baykan, İ. (1998). Ağaç İşlerinde Kesme Teorisi ve Endüstriyel Mobilya Üretimi Makineleri. H. Ü, Ağaç İşleri Endüstri Mühendisliği, Ankara.
Çakmak, A. Malkoçoğlu, A. (2017). Mobilya Endüstrisinde CNC Freze Makinelerinde İşlemede Yaygın Olarak Kullanılan Malzemeler, Kesici Takımlar ve İşleme Koşullarının Seçimi ve Önemi, IV. International Multidisciplinary Congress of Eurasia, volume 2, 180-191.
Davim J. P., Clemente V. C., Silva S. (2008). Drilling Investigation of MDF. Journal of Materials Processing Technology 203:537–541. Issues 1–3.
Davis, J. R. (1989). ASM Handbook, Volume 16: Machining, ASM International.
Gaitonde, V.N., Karnik, S.R., Davim, J. P. (2008). Taguchi Multiple-Performance Characteristics Optimization in Drilling of Medium Density Fiberboard (MDF) To Optimize Delamination Using Utility Concept. Journal of materials processing technology 196: pp. 73-78.
Gornik, B., Merhar, M., Gospodarič, B. (2013). Influence of Tool Wear on The Quality of The Newly Formed Surface in The Drilling of Wood Composites: Wood Is Good-User Oriented Material, Technology and Design. Proceedings of the 24th International Scientific Conference, Zagreb, Croatia, 18th October 2013 (pp. 29-33). Faculty of Forestry, University of Zagreb.
Hesselbach, J, Hoffmeister H., Looh, T. (2007). Punching in Industrial Wood Machining: An Alternative Production Process to Drilling. Prod. Eng. Res. Develop. 1:365–370.
Ispas, M., Răcăşan, S. (2013). The Influence of The Tool Geometry and Feed Rate on The Dynamic Parameters of Coated Particleboard Drilling. Pro Ligno, 9(4), 373-381.
Ispas, M., Racasan, S. (2017). Study Regarding the Influence of The Tool Geometry and Feed Rate on The Drilling Quality of MDF Panels. Pro Ligno, 13(4).
Ispas, M., Gurău, L., Răcăşan, S. (2015). The Influence of The Tool Point Angle and Feed Rate on The Delamination at Drilling of Pre-Laminated Particleboard. Pro Ligno, 11(4), 494-500.
İlhan, R., Burdurlu E., Baykan İ. (1990). Ağaç işlerinde Kesme Teorisi ve Mobilya Endüstrisi Makineleri, Ankara.
Javorek, L., Pastierovic, M., & Lalik, J. (2013). Relationship Between Cutting Conditions and Force/Moment Parameters During Drilling. Pro Ligno, 9(4), 382-389.
Kaplan, L., Kvietková, M. S., Sedlecký, M. (2018). Effect of the Interaction Between Thermal Modification Temperature and Cutting Parameters on the Quality of Oak Wood, BioResources, 13(1), 1251-1264. Killman W., Fin,k D. (1996). Coconut Palm Stem Processing: Technical Handbook. Protrade, Eschborn,
Germany.
Krimpenis, A.A., Mantziouras, T., Fountas, N.A., Vaxevanidis, N.M. (2014). Modeling and Optimization of Wood Machining Using Cam Software and Artificial Intelligent Algorithms, Proceedings of the 5th International Conference on Manufacturing Engineering (ICMEN), 213-222.
Malkoçoğlu, A. (2017). Ağaç Malzeme İşleme Teknikleri Basılmamış Ders Notları, KTÜ. Orman Fakültesi, Trabzon.
Orenko 2018 Proceedings Oral Presentation 1011 Palanikumar, K., Prakash, S., Manoharan, N. (2009). Experimental Investigation and Analysis Delamination in
Drilling of Wood Composite Medium Density Fiber Boards. Materials and Manufacturing Processes 24: pp. 1341-1348.
Podziewski P., Górski J. (2012). Laminated MDF: Cutting Quality of Drilling Process. In. Annals of Warsaw University of Life Sciences – SGGW Forestry and Wood Technology No 79:173-176
Prakash S., Palanikumar K. (2011). Modeling for Prediction of Surface Roughness in Drilling MDF Panels Using Response Surface Methodology, Journal of Composite Materials 45(16):1639-1646.
Prakash S, Palanikumar, K., Manoharan, N. (2009). Optimization of Delamination Factor in Drilling Medium-Density Fiberboards (MDF) Using Desirability-Based Approach. The International Journal of Advanced Manufacturing Technology 45:370-381. Issue 3-4.
Szymański W., Pinkowski, G. (2012). The Effect of Feed Speed on Effectiveness of Chip Evacuation in Drilling of Wood Materials. In. Annals of Warsaw University of Life Sciences. SGGW. Forestry and Wood Technology No 80:138-143.
Valarmathi TN, Palanikumar K, Latha B. (2013). Measurement and analysis of thrust force in drilling of particleboard (PB) composite panels, Measurement 46:1220–1230.