KULLANILABİLİRLİĞİNİN ARAŞTIRILMASI
Yalçın GÜN
Kütahya Dumlupınar Üniversitesi Fen Bilimleri Enstitüsü
Lisansüstü Eğitim Öğretim ve Sınav Yönetmeliğine Uyarınca Malzeme Bilimi ve Mühendisliği Anabilim Dalında
YÜKSEK LİSANS TEZİ Olarak Hazırlanmıştır.
Danışman: Prof. Dr. İskender Işık
KABUL VE ONAY SAYFASI
Yalçın GÜN tarafından hazırlanan “ENDÜSTRİYEL ATIK KUVARSIN TAŞ ÇİNİ ÜRETİMİNDE KULLANILABİLİRLİĞİNİN ARAŞTIRILMASI” adlı tez çalışması, aşağıda belirtilen jüri tarafından Kütahya Dumlupınar Üniversitesi Lisansüstü Eğitim Öğretim ve Sınav Yönetmeliğinin ilgili maddeleri uyarınca değerlendirilerek OY BİRLİĞİ / OY ÇOKLUĞU ile Kütahya Dumlupınar Üniversitesi Fen Bilimleri Enstitüsü Malzeme Bilimi ve Mühendisliği Anabilim Dalında YÜKSEK LİSANS TEZİ olarak kabul edilmiştir.
27/06/2019
Prof. Dr. Önder UYSAL
Enstitü Müdürü, Fen Bilimleri Enstitüsü
Prof. Dr. İskender IŞIK
Anabilim Dalı Başkanı, Malzeme Bilimi ve Mühendisliği ABD
Prof. Dr. İskender IŞIK
Danışman, Metalurji ve Malzeme Mühendisliği Bölümü
Sınav Komitesi Üyeleri Prof. Dr. İskender IŞIK
Metalurji ve Malzeme Mühendisliği Bölümü, Kütahya Dumlupınar Üniversitesi
Prof. Dr. Veli UZ
Metalurji ve Malzeme Mühendisliği Bölümü, Kütahya Dumlupınar Üniversitesi
Prof. Dr. Taner KAVAS
Malzeme Bilimi ve Mühendisliği Bölümü, Afyon Kocatepe Üniversitesi
ETİK İLKE VE KURALLARA UYGUNLUK BEYANI
Bu tezin hazırlanmasında Akademik kurallara riayet ettiğimizi, özgün bir çalışma olduğunu ve yapılan tez çalışmasının bilimsel etik ilke ve kurallara uygun olduğunu, çalışma kapsamında teze ait olmayan veriler için kaynak gösterildiğini ve kaynaklar dizininde belirtildiğini, Yüksek Öğretim Kurulu tarafından kullanılmak üzere önerilen ve Kütahya Dumlupınar Üniversitesi tarafından kullanılan İntihal Programı ile tarandığını ve benzerlik oranının % 18 çıktığını beyan ederiz. Aykırı bir durum ortaya çıktığı takdirde tüm hukuki sonuçlara razı olduğumuzu taahhüt ederiz.
İskender IŞIK Yalçın GÜN
ENDÜSTRİYEL ATIK KUVARSIN TAŞ ÇİNİ ÜRETİMİNDE KULLANILABİLİRLİĞİNİN ARAŞTIRILMASI
Yalçın GÜN
Malzeme Bilimi ve Mühendisliği, Yüksek Lisans Tezi, 2019 Tez Danışmanı: Prof. Dr. İskender IŞIK
ÖZET
Üretim aşamasından tüketim aşamasına kadar meydana gelen, tüketici tarafından artık istenmeyen ve işe yaramayan malzemeler atık olarak tanımlanmaktadır. Atıklar katı, sıvı ve gaz şeklinde üç ayrı formda oluşabilmektedir. Çevreye zarar veren atıklar yararlı bir şekilde değerlendirildiğinde çeşitli avantajlar elde edilmektedir. İçerik açısından seramik malzemeye benzer olan atıklar çini ve seramik üretiminde değerlendirilebilmektedir. Çini kendisine özgün bir bünyesi bulunan, geleneksel desenler ile dekorlanan ve ardından sırlanarak pişirilen bir sanat ürünüdür. Taş Çini olarak da bilinen eski dönem çinileri incelendiğinde bünyesinde çok yüksek oranda kuvars olduğu görülmektedir. Bu bünye yapısının 10. yy.’da Mısır’da geliştiği, daha sonra Selçuklular tarafından kullanıldığı ve böylece Anadolu’ya giriş yaptığı bilinmektedir. Kuvarslı çamur veya firitli çamur olarak da bilinen bu bünye çeşidi günümüzde ticari olarak taş çini olarak isimlendirilmektedir. Bu çalışmada % 93,80 SiO2 içeriğine sahip İzmir Çimstone fabrikasından çıkan atık kuvars çamurunun taş çini bünyesi üretiminde kullanılabilirliği araştırılmıştır. Öncelikle atık malzemenin karakterizasyonu yapılmıştır. Daha sonra taş çini reçeteleri geliştirilmiş ve atık malzeme reçetelere ağırlıkça % 70 ve % 90 oranlarında ilave edilmiştir. Reçetelerde üç farklı kil çeşidi ve alkali firit yer almıştır. 850, 900 ve 950 oC’de pişirimi yapılan numunelerin su emme, mukavemet ve pişme küçülmesi değerleri ölçülmüş ve faz analizleri yapılmıştır. Çalışmanın son aşamasında üretilen taş çini karolar dekorlanarak sırlanmış ve sırlı pişmiş ürünler elde edilmiştir. Yapılan çalışma ile elde edilen veriler neticesinde yüksek kuvars içerikli atık çamurun taş çini bünyesi üretiminde hammadde olarak kullanılabileceği sonucuna ulaşılmıştır.
Anahtar Kelimeler: Atık Kuvars, Karakterizasyon, Taş Çini
INVESTIGATION OF INDUSTRIAL WASTE QUARTZ FOR UTILIZATION IN MANUFACTURING TRADITIONAL STONE TILE
Yalçın GÜN
Materials Science and Engineering, M.S. Thesis, 2019 Thesis Supervisor: Prof. Dr. İskender IŞIK
SUMMARY
Materials that occur from the production to the consumption stage and that are no longer unwanted and useless are called waste. These wastes can be formed in three different forms: solid, liquid and gas. When the environmentally damaging wastes are evaluated in a beneficial way, various advantages are obtained. Wastes that are similar to ceramic materials in terms of content can be evaluated in tile and ceramic production. Traditional tile has its own unique structure and it in an art product which is decorated with traditional patterns glazed, and then fired. When the old tiles are examined, it is seen that there is a high percentage of quartz. It is known that this body structure was developed in Egypt in the 10th century, then it was used by the Seljuks and thus entered to Anatolia. Nowadays, this type of body, also known as quartz mud or frit mud, is called as Stone Tile (Taş Çini in Turkish). In this study, the usability of waste quartz sludge from İzmir Çimstone factory with a SiO2 content of 93,80 % was investigated. First, the characterization of the waste material was done. Then, stone tile recipes were developed and waste materials were added to the recipes at 70% and 90% by weight. The recipes contained three different types of clay and alkaline frit. Water absorption, strength and firing shrinkage values of the samples fired at 850, 900 and 950 oC were measured. Phase analysis of the samples was performed by XRD. In the last stage of the study, the stone tiles were decorated, glazed and fired. As a result of the data obtained from the study, it is concluded that high quartz content sludge can be used as a raw material in stone tile production.
TEŞEKKÜR
Yüksek lisans öğrenimim boyunca desteğini esirgemeden danışman hocam Prof. Dr. İskender Işık'a ilgi ve anlayışından dolayı teşekkür ederim. Araş. Gör. Fuat Çelik’e yardımlarından ötürü teşekkür ederim. Katkılarından dolayı çini sanatçıları Mehmet Koçer, Arif Dönmez ve Hamza Üstünkaya’ya teşekkürü bir borç bilirim. Deneysel çalışmalarım esnasında sağlamış oldukları destekten dolayı Altın Çini ve Seramik San. A.Ş. ve Kütahya Seramik Porselen Turizm A.Ş. çalışanlarına teşekkür ederim. Öğrenim hayatım boyunca maddi ve manevi desteklerini esirgemeyen aileme sonsuz teşekkürlerimi sunarım.
İÇİNDEKİLER Sayfa ÖZET……….. v SUMMARY……… vi ŞEKİLLER DİZİNİ……… x ÇİZELGELER DİZİNİ………... xi SİMGELER VE KISALTMALAR DİZİNİ………... xii 1. GİRİŞ………. 1 2. ENDÜSTRİYEL ATIKLAR………. 3
2.1. Atıkların Seramik ve Çini Sektöründe Kullanımına İlişkin Yapılan Çalışmalar………. 5
3. TAŞ ÇİNİNİN TANIMI ve ÖZELLİKLERİ……… 11
3.1. Taş Çini Üretiminde Kullanılan Hammaddeler ve Genel Özellikleri………... 13
3.1.1. Killer………... 13
3.1.2. Kuvars………. 15
3.1.3. Firit………. 16
4. ÇİNİ ÜRETİMİ………. 19
4.1. Öğütme ve Çamur Hazırlama……… 20
4.2. Şekillendirme………. 20 4.3. Kurutma ve Pişirim……… 22 4.4. Sırlama………... 23 4.5. Sırlı Pişirim……… 23 5. ÇİMSTONE FABRİKASI………. 24 6. DENEYSEL ÇALIŞMALAR……… 26
İÇİNDEKİLER (devam)
Sayfa
6.1. Kullanılan Hammaddeler………. 26
6.2. Kullanılan Cihazlar………... 26
6.3. Taş Çini Reçetelerinin Hazırlanması……… 27
6.3.1. Hammaddelerin hazırlanması……… 27 6.3.2. Öğütme……….. 28 6.3.3. Kurutma………. 28 6.3.4. Granülleştirme………... 29 6.3.5. Presleme………. 29 6.3.6. Pişirim……… 29
6.4. Pişmiş Numunelere Uygulanan Analizler ve Testler………... 30
6.4.1. Pişme küçülmesi……… 30 6.4.2. Mukavemet testi……… 30 6.4.3. Su emme……… 31 6.4.4. Renk ölçüm……… 31 6.4.5. Nihai ürün……….. 31 7. DENEY SONUÇLARI………. 32
7.1. Hammaddelere Uygulanan Analiz ve Test Sonuçları……….. 32
7.2. Pişirim Sonrası Uygulanan Test Sonuçları……….. 35
7.2.1. Pişme küçülmesi……… 35
7.2.2. Pişme mukavemet sonuçları……….. 38
7.2.3. Su emme……… 40
7.2.4. Numunelere ait XRD analiz sonuçları………... 43
7.2.5. Numunelerin renk ölçüm sonuçları………... 45
7.2.5. Ekonomik analiz……… 48
8. SONUÇLAR………... 49
KAYNAKLAR DİZİNİ………. 51 ÖZGEÇMİŞ
ŞEKİLLER DİZİNİ
Şekil Sayfa
3.1. Sultan Ahmet Camii (a) ve Topkapı Sarayı (b) Taş Çini örnekleri………. 13
3.2. Silikanın dönüşümleri………... 15
3.3. Firit üretimi akış şeması……… 17
4.1. Çini-seramik üretimi akış şeması………. 19
5.1. İzmir Çimstone fabrikasının fotoğrafları……….. 25
6.1. Kullanılan hammaddeler……….. 26
6.2. Mukavemet testi uygulanan numunelerin listesi..……… 29
6.3. Hazırlanan numunelerin pişirim sonrasında renk değişikliklerin görünümleri… 29 7.1. Alkali firite ait XRD deseni……….. 33
7.2. Konya kiline ait XRD deseni……….... 33
7.3. Rus kiline ait XRD deseni……… 34
7.4. Türkmen kiline ait XRD deseni……….... 34
7.5. Atık kuvars çamuruna ait XRD deseni……… 35
7.6. R kodlu numunelerin pişme küçülme değerleri……… 37
7.7. T kodlu numunelerin pişme küçülme değerleri……… 37
7.8. K kodlu numunelerin pişme küçülme değerleri……… 38
7.9. R kodlu numunelere ait mukavemet değerleri……….. 39
7.10. T kodlu numunelere ait mukavemet değerleri……….. 39
7.11. K kodlu numunelere ait mukavemet değerleri………. 40
7.12. Rus kili (R), Türkmen kili (T), Konya kili (K) ve kuvars atığının (S) pişirim sonrası su emme değerleri……… 41
7.13. R kodlu numunelerin pişme sonrası su emme değerleri……….. 41
7.14. T kodlu numunelerin pişme sonrası su emme değerleri……….. 42
7.15. K kodlu numunelerin pişme sonrası su emme değerleri………. 42
7.16. R3A ve R3C kodlu numunelerin pişirim sonrası XRD desenleri……… 43
7.17. T3A ve T3C kodlu numunelerin pişirim sonrası XRD desenleri………. 44
7.18. K3A ve K3C kodlu numunelerin pişirim sonrası XRD desenleri……… 44
7.19. Engopsuz (a), Engoplu (b), el dekorlu ve sırlı ürünlerin fotoğrafları…………. 46
ÇİZELGELER DİZİNİ
Çizelge Sayfa
3.1. Kristal yapılarına göre Kil minerallerinin sınıflandırması……… 14
3.2. Bileşimlerine kil minerallerinin göre sınıflandırması………... 14
6.1. Hammaddelere ait kodlar………. 27
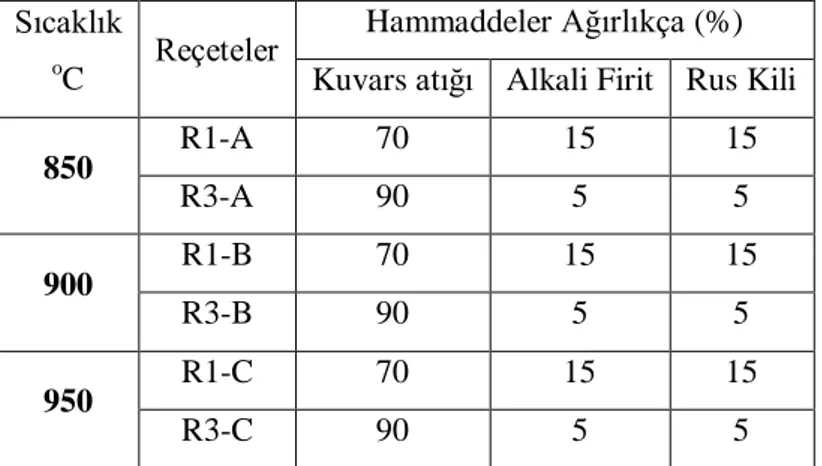
6.2. Rus kili kullanılarak hazırlanan taş çini reçeteleri……… 27
6.3. Türkmen kili kullanılarak hazırlanan taş çini reçeteleri………... 28
6.4. Konya kili kullanılarak hazırlanan taş çini reçeteleri………... 28
7.1. Kullanılan hammaddelere ait kimyasal analiz sonuçları (Ağırlıkça %)……... 32
7.2. Kullanılan hammaddelerin küçülme değerleri……….. 36
7.3. Hammaddelerin pişirim sonrası renk ölçüm değerleri……….. 45
7.4. Numunelere ait renk ölçüm değerleri………... 45
7.5. Atık kuvars ile geliştirilen çamurların ticari kuvars içeren çamurlara göre maliyetleri………. 48
SİMGELER VE KISALTMALAR DİZİNİ
Simgeler Açıklama
XRF X-ışını floresans
XRD X-ışını kırınımı
SEM Taramalı Elektron Mikroskobu
Kısaltmalar Açıklama
T.C. Türkiye Cumhuriyeti
TL Türk Lirası
AB Avrupa Birliği
ABD Amerika Birleşik Devletleri Ç.E.P. Çevre Eylem Planı
K.K.A. Kentsel Katı Atık
U.A.Y.P. Ulusal Atık Yönetimi ve Eylem Planı
1. GİRİŞ
Anadolu toprakları üzerinde geçmişten günümüze kadar birçok uygarlık yaşamıştır. Bu topraklar, kültürel ve mimari açıdan zengin bir birikime sahiptir. Anadolu Selçuklu Devleti ve Osmanlı İmparatorluğu buralarda uzun süre yer almış ve özellikle çini alanında zengin örnekler ortaya koymuşlardır. Mimariye bağlı olarak gelişen çini sanatı, Anadolu’ya ilk kez Selçuklularla girmiştir (Öney ve Erginsoy, 1992: 93). Selçuklular çini sanatını farklı teknikler kullanarak icra etmişlerdir. Bu teknikler arasından kuvarsın ana hammadde kaynağı olarak yer aldığı bir çamur yapısı kullanılmıştır. Batılı araştırmacılar tarafından “fritware veya stoneware (stonepaste)” olarak adlandırılan sert ve sık dokulu bu çamur, içindeki kuvarstan dolayı 950 oC’lik düşük ısıda bile beyaz bir gövde yapısına sahiptir. Bu çamur yapısı İslam dünyasında 12. yüzyıldan sonra bütün kaliteli çini ve seramik eserlerde kullanılmıştır (Çeken, 2007: 14).
Son yıllarda ülkemizde ve dünyanın birçok bölgesinde atık madde miktarının artış göstermesi nedeniyle çeşitli geri dönüşüm yöntemleri ve uygulamaları ortaya konmuş ve bunları çeşitli ülke ve bölge politikaları izlemiştir. Gelişmiş ülkelerde atıkların yaklaşık olarak % 60’ının geri dönüşümü sağlanarak ekonomiye geri kazandırılmaktadır. 2009 yılında Avrupa Birliği’ndeki atık ve geri dönüşüm sektörünün 95 milyar Euro değerinde bir hacme sahip olduğu belirlenmiştir. Geri dönüşüm sektörü 24 milyar Euro ciroya ve yarım milyon kişilik istihdama sahiptir. Türkiye'de yıllık yaklaşık olarak 1,2 milyon ton endüstriyel atık oluşmaktadır. 2014-2018 yıllarını içine alan kalkınma planında geri dönüşüm uygulamalarına yer verilmiştir. Geri dönüşüme yönelik ulusal verilere göre 2003 yılında 46 geri dönüşüm tesisinde yaklaşık 4 bin kişi istihdam edilmiş ve bu faaliyetler sonucu 62 milyon TL katma değer sağlanmıştır. 2011 yılında ise 898 geri dönüşüm tesisinde 60 bin kişi istihdam edilmiş ve yıllık 1 milyar TL'yi aşan katma değer sağlanmıştır (Ulusal Geri Dönüşüm Strateji Belgesi, 2014).
Yapılan literatür taramasında çini alanında atık kullanımına ilişkin az sayıda çalışmaya rastlanmaktadır (Seyfettinoğlu, 1999; Bentli ve Çakı, 2001; Ediz, 2004). Bu çalışmalarda çini bünyelerde kullanılmak üzere tinkal atığı, bor atığı ve atık kilerin bünye özelliklerine etkisi ve çini çamuru yapılabilirliği araştırılmıştır. Taş Çini üretiminde atık kullanımına dair literatürde bir çalışmaya ise rastlanmamıştır. Bu tez çalışmasında İzmir Çimstone fabrikasına ait kuvars atığı taş çini bünyelerde kullanılmıştır. Bu bünyeleri hazırlamak için Konya kili, Rus kili ve Türkmen kili olmak üzere üç farklı kil ve alkali firit ile bünye kompozisyonları hazırlanmış ve atık kuvars çamuru bu bünyelere % 70 ile % 90 oranında ilave edilmiştir. Hazırlanan taş çini
bünyelerin bisküvi pişirimleri 850, 900 ve 950 oC’de gerçekleştirilmiştir. Çeşitli analiz ve testler ile bu bünyelerin özellikleri incelenmiştir. Analiz ve test sonuçları incelendikten sonra belirlenen bünyeler çini sanatçıları tarafından dekorlanmış ve sırlı pişirimleri gerçekleştirilmiştir.
Fabrika atıklarının çevreye olan zararlarını önlemek ve ekonomiye geri kazandırmak amacıyla temin edilen atıklar taş çini bünyelerde alternatif hammadde olarak kullanılmıştır. Bu bağlamda üretilecek yüksek saflıkta ve beyaz renkte “Taş Çini” ürünü uygulaması bu geleneğinin yeniden canlandırılması, kültürel mirasın korunması ve ülkemizdeki çini sanatına katma değer sağlaması açısından önem teşkil etmektedir. Taş çini üretiminde ana hammadde olarak kuvars atığının kullanımı ve buna bağlı olarak geri dönüşümünün sağlaması ülkemiz ekonomisine katkı sağlaması açısından da özgün bir değer sağlamaktadır. Bu çalışmanın amacı; Çimstone firmasının endüstriyel kuvars atığının katma değeri yüksek geleneksel Taş Çini üretiminde kullanılabilirliğini araştırmaktır.
2. ENDÜSTRİYEL ATIKLAR
Değeri az veya olmayan, faydasız ve artık kullanılmayan malzemeler atık olarak adlandırılmaktadır. Birleşmiş Milletler Çevre Programı (UNEP) tarafından atık, “istenmeyen, kullanılmayan, ihtiyaç duyulmadığı için uzaklaştırılmak ya da arıtılmak istenen maddeler şeklinde ifade edilmektedir (Öztürk ve vd., 2015: 1; Sedef, 2016). Türk Dil Kurumu Büyük Türkçe Sözlüğü’nde ise bu kavram, üretim aşamasından tüketim aşamasına kadar olan tüm aşamalarda oluşan ve tüketicinin veya kullanıcının artık işine yaramayan malzemelerin tamamı biçiminde tanımlanmıştır. İşe yaramayan ,kirli ve zararlı olduğundan atılan ufak tefek şeyler ise aynı sözlükte çöp olarak açıklanmaktadır. Gündelik hayatta, “çöp” olarak ifade edilen kavram aslında katı atık denilen kavramın karşılığıdır (Ağatekin, 2012). Bu tezde sözü geçen atık kavramı ise daha çok endüstriyel olarak üretim sonrası ortaya çıkan katı atığı ifade etmektedir.
Çeşitli katıların herhangi bir maksatla kullanılmadığı, atılmak istenen ve ihtiyaç duyulmadığı için etkisiz olan maddeler katı atıklar olarak nitelendirilebilir. 1991 yılında yayımlanan Katı Atıkların Kontrolü Yönetmeliği’ne göre çevresel faktörler ve toplum huzuru açısından atılmak istenen her türlü katı madde ve arıtma çamuru katı atık olarak tanımlanmıştır. Evlerden atılan, zararlı ve tehlikeli olmayan, park, bahçe ve piknik alanı gibi bölgelerden gelen atıklar evsel katı atık, yani çöp olarak tanımlanmaktadır. Evsel ve evsel nitelikli endüstriyel atık suların çeşitli işlemler (kimyasal, fiziksel, biyolojik) sonucunda meydana gelen kurutulmuş çamur ise arıtma çamuru şeklinde ifade edilmiştir (T.C. Resmi Gazete, 1991; Kaya, 2013).
Zamanla meydana gelen atık miktarlarındaki çoğalma ve kontrol altına alınması gereken atık çeşitliliği, ulusal politikalar, mevzuat ve AB ile uyum gösteren çalışmalar dikkate alınarak, entegre atık yönetim yaklaşımının gerekli olduğunu ortaya koymaktadır. Avrupa Birliği ile gerçekleştirilen uyum süreci dikkate alınarak çevrenin korunmasına ilişkin hazırlanan politika ve mevzuat hazırlanmıştır. Bu güne kadar yapılan çalışmalar ve planlamalar, Avrupa Birliği uyumu açısından önemli bir yere sahiptir. 17 Aralık 2004 tarihli Brüksel Zirvesi’nde, Türkiye ile 3 Ekim 2005’te müzakerelere başlanması kararı alınmıştır. Bu hüküm sonucunda ve Avrupa Komisyonu’nun 6 Ekim 2004’te hazırladığı rapor ve tavsiye kararı ile “Katılımcı Ülke” pozisyonuna sahip olan Türkiye’nin; Katılım Ortaklığına adapte olmak için oluşturulacak çevre strateji belgesinde yakın ve uzak vadeli hedefler belirtmesi ve bu amaçla doğrultuda çevre ile ilgili hususları işleme alması gerekmiştir (UAYP, 2016: 2).
Ülkemizde, 2872 sayılı Çevre Kanunu ile hazırlanan çevre yönetim politikaları ve mevzuatı uluslararası ölçekte ülke şartlarına uyumlu hale getirilerek geliştirilmekte ve faaliyettedir. Birbirinden farklı cins atıklar; belediye atıkları, ambalaj atıkları, tıbbi atıklar, tehlike arz eden atıklar, elektronik atıklar, atık motor yağları, atık sanayi yağları, kullanılamayacak durumdaki lastikler ve araçlar; ilgili mevzuat göz önüne alınarak yönetilmektedir. Başta Çevre Kanunu olmak üzere tüm yasal düzenlemeler atık yönetimindeki aşama sırası göz önüne alınarak uygulanmaktadır (UAYP, 2016: 2).
Günümüze kadar Türkiye’nin AB çevre müktesebatına uyum sağlaması adına birçok plan hazırlanmıştır. Bu planlar, Yüksek Maliyetli Çevre Yatırımlarının Planlaması (EHCIP), Ulusal Çevre Entegre Uyum Stratejisi (UÇES), Katı Atık Ana Planı, Atık Yönetimi Eylem Planı ve Ulusal Geri Dönüşüm Strateji Belgesi ve Eylem planıdır (UAYP, 2016: 3).
Katı Atık Çeşitleri
Atık çeşitlerini katı, sıvı ve gaz şeklinde üç ana başlık altında incelemek mümkündür. 26927 sayılı ve 05.07.2008 tarihli Resmi Gazete’de yayınlanan Atık Yönetimi Genel Esaslarına İlişkin Yönetmelik’te kullanım süresini doldurmuş ve yaşam alanından uzaklaştırılması gereken maddeler katı atık olarak açıklanmış ve aynı yönetmelikte atıklar aşağıdaki şekilde sınıflandırılmıştır:
• Standart dışı ürünler,
• Son tüketim tarihi geçmiş olan ürünler,
• Kullanım amacını yitirmiş ya da hatalı bir şekilde kullanılmış olan maddeler, • Kullanımı esnasında safsızlık bulaşan maddeler,
• Kullanılmayan kısımlar, • Kullanışlı olmayan maddeler, • Endüstriyel işlem kalıntıları,
• Kirliliğin önlenmesi işlemlerinden kaynaklanan kalıntılar, • Makine/yüzey işlemleri kalıntıları,
• Hammadde çıkarılması ve işlenmesi aşamasında meydana gelen kalıntılar, • Yasa ile kullanılması yasak hale gelen ürün, madde ve malzemeler, • Kullanıcısının artık kullanmadığı ürünler,
• Yukarıdaki kategorilerde bulunmayan herhangi madde, materyal ve ürünler (T.C. Resmi Gazete, 2008).
Çeşitli kaynaklarda detaylı bir şekilde alt başlıklarla atıkların cinsine göre ele alınarak incelendiği görülmektedir. Fakat genel olarak atıkları Evsel Atıklar, Endüstriyel Atıklar, Tıbbi Atıklar ve Tehlikeli Atıklar şeklinde ayırmak mümkündür (Ağatekin, 2012).
Katı atıkların, bileşimine, kaynağına ve özelliklerine göre çeşitli şekillerde gruplandırılması, bu atıkların toplama, taşıma, depolama ve bertaraf etme yöntemi ve geri dönüşümün artırılmasında önemli rol oynamaktadır. Katı atıkları bileşim özelliklerine ve kaynaklarına göre iki şekilde değerlendirmek mümkündür (Sedef, 2016; Milli Eğitim Bakanlığı [MEB], 2009). Öte yandan bu atıklar ayrıntılı olarak incelenecek olursa; fiziki açıdan (katı, sıvı, gaz), kullanım çeşidine göre (ambalaj atığı, mutfak atığı v.b.) malzeme cinsine göre (cam, kağıt, plastik, metal, seramik v.b.), kaynağına göre (kentsel, ticari kurumsal, zirai, endüstriyel v.b.) veya güvenli olup olmadığına göre (tehlikeli, tehlikesiz, inert v.b.) çeşitli şekillerde gruplandırılabilmektedir. Ev ve işyerlerinden gelen katı atıklar, belediye atığı veya kentsel katı atık (KKA) olarak tanımlanabilmektedir. Tarım ve maden atıkları, endüstriyel atıklar, arıtma tesisi çamurları, enerji santralleri ve inşaat yıkıntı atıkları kentsel katı atık dışındaki diğer katı atık öğeleri arasında yer almaktadır. Ticari, kurumsal ve endüstriyel katı atıkların bileşimi kentsel katı atıklara kıyasla daha homojendir (Öztürk ve vd., 2015: 2).
2.1. Atıkların Seramik ve Çini Sektöründe Kullanımına İlişkin Yapılan Çalışmalar
Atıklar yararlı bir şekilde değerlendirildiğinde çeşitli avantajlar elde edilir. Bu avantajlar aşağıdaki gibi sınıflandırılabilir; Stoklamadan kaynaklanan sorunların giderilmesi Stoklama giderlerinin azalması
Çevreye verilen zararın en aza indirilmesi
Atıkların kullanılması ile üretilen yeni bir ürün ile kazanç kaynağı sağlanması
Atıkların yer altı ve yer üstü sularına verdiği zararın önlenmesi (Bentli vd., 2002; Karadeniz, 1996: 332).
Atık olarak nitelendirilen her madde seramik sektöründe değerlendirilememektedir. Atıkların bu sektörde kullanılabilmesi için içerik açısından seramik malzemeye benzer olması gerekmektedir. Bu durum dikkate alınarak yapılacak olan çalışmalar ile atığın seramik ile uyum sağlaması ve olumlu sonuçların elde edilmesi mümkün olacaktır. Herhangi bir atığın seramik esaslı olması, bu atığın kimyasal ve fiziksel özelliklerine bağlıdır (Kaya, 2010). Literatürde yapılan çalışmaların incelenmesi sonucunda bu çalışmada kullanılan silis atığının da seramik malzemelerde kullanılabilir nitelikte olduğu belirlenmiştir (Çelik, 2016; Çelik ve Işık, 2018).
Ülkemizde atıkların seramik ve çini alanında değerlendirilmesine ilişkin çalışmalara rastlanmaktadır. Aşağıda atıkların değerlendirilmesiyle ilgili çalışmaların bazıları kısaca özetlenmiştir.
Sönmez vd. (1993), çalışmalarında Etibank Kırka Boraks İşletmesi Konsantratörü ve Bor Türevleri Tesisi 'nde üretimi üretim sonrasında elde edilen tinkal konsantresi ve boraks pentahidrat atık killerin seramik sektöründe kullanılabilirliğini belirlemek için deneysel çalışmalar yapılmışlardır. Elde edilen sonuçlar neticesinde bor türevleri artığı killerin seramik sanayiinde firit ve sır üretiminde, pestil killerin ise bünye kullanımının mümkün olduğu sonucuna ulaşmışlardır. 1995 yılında ise Sönmez ve Yorulmaz kırka boraks işletmesi atık killerinin tuğla yapımında kullanılabilirliğini araştırmış ve diğer killerle kıyaslandığında atık killerin tuğla yapımında kullanılabileceği sonucuna varılmıştır.
Çolak (1997), Kırka borak işletmesinde ortaya çıkan atık malzemenin seramik üretimi için uygun potansiyel hammadde olarak kullanımını araştırmıştır. Atık ürün katkılı karışım ile tuğla hammaddesinden yapılı ürün karşılaştırıldığında düşük su emme, yüksek sertlik gibi özellik sunduğu tespit edilmiştir. Kızgut vd. (2001), ise Bartın Işıklar Tuğla Fabrikası'nın tuğla imal ederken kullandığı hammadde ile uçucu kül atığının laboratuvar ortamında bir arada kullanılması ile elde edilen numunelerin pişirilmesi ve bu numunlere uygulanan test ve analizlerin sonuçları yer almaktadır. Elde edilen sonuçlara göre tuğla üretiminde kullanılan toprağa % 35 oranında uçucu kül ilaveli karışımın kullanımının mümkün olduğudur.
Bayat ve Bayat (1997), Soma uçucu külünün tuğla çamuru içerisinde kullanmışlardır. Pişirim sonrasında kül katkılı tuğlaların fiziksel özellikleri incelenmiş ve tuğla örnekleri ile karşılaştırılmıştır. %30 oranında uçucu kül katkısıyla hazırlanan tuğlaların TS 4563’de belirtilen fabrika tuğlası standartlarına uygun olduğu tespit edilmiştir. 2005 yılında Bentli vd. tarafından yapılan çalışmada uçucu küllerin inşaat tuğlası yapımında katkı maddesi olarak kullanılabilirliği araştırılmıştır. Seyitömer santralinden elde edilen uçucu küllerin tuğla reçetelerinde değerlendirilmesi ile referans olarak seçilen tuğlanın fiziksel ve mekaniksel testleri gerçekleştirilmiştir. Sonuç olarak uçucu kül katkısı birim hacim ağırlığını çok az arttırmıştır. Kuruma, pişme ve toplam küçülme değerlerinde belirgin bir değişim olmamıştır ve uçucu kül katkılı tuğlaların referans tuğlanın dayanım değerlerine ulaşmadığı tespit edilmiştir.
Seyfettinoğlu vd. (1999), bor atık killerini çini çamur bünyesinde kullanmıştır. Çalışmada ilgili atık dolomit ve kaolin hammaddelerinin yer aldığı reçeteye % 20 oranında ilave edilerek ideal reçeteye ulaşılmıştır. Kullanılan atık kilin homojen olması bünyede istenmeyen
sonuçların çıkması ihtimalini azaltarak sır çatlağı, mukavemet, beyazlık, dekorlanabilme ve şekillendirme konularında avantaj sağlamıştır. Çalışmalar sonucunda elde edilen bünyenin boya ve sıra uyum sağladığı tespit edilmiştir.
Kavas ve Emrullaoğlu (1999), çalışmalarında kırmızı çamur ve bor atıklarının çeşitli oranlarda bir arada kullanılmasıyla elde edilen kompozisyonlardan tuğla üretilmiştir. Üretilen tuğlalara çeşitli test ve deneylere tabi tutulmuştur. Elde edilen sonuçlar Afyon bölgesinde üretilen pres tuğla numuneleri ile kıyaslanmıştır. Çalışmada kırmızı çamur ve bor atıklarının belirli oranlarda karıştırılmaları sonucu elde edilen hammaddenin endüstriyel hammadde olarak kullanılabilirliği sonucu ortaya konmuştur.
Karasu ve Bahşi (2001), çalışmalarında bitki küllerinin artistik sırlarda değerlendirilmesi, Karabük yüksek fırın cüruflarının cam üretiminde değerlendirilmesi ve cam-seramiklerde atık ve alternatif hammaddelerin değerlendirilmeleri üzerine yapılan çalışmaları derlemişlerdir.
Bentli ve Çakı (2001), çalışmalarında çini çamurunda %10 oranına kadar atık kilin kullanılabileceğini belirlemişlerdir. Geliştirilen çini reçetesinin daha ekonomik olduğu ve uygun fiziksel özelliklere sahip olduğu tespit edilmiştir. Ayrıca atık malzemenin; plastik özellik taşıyan kil olması ve pişme sonrası renginin beyaza yakın olmasından dolayı çini bünyesinde kullanılabileceğini göstermişlerdir. İlgili çalışmada atık kilin çini çamuruna ilave edilmesiyle; kuru, pişme ve toplam küçülmede azalma olduğu, atıktaki B2O3 ve Na2O sebebiyle sinerleşmenin arttığı ve hammadde maliyetinin önemli miktarda azalma gösterdiği elde edilen sonuçlardır.
Ediz vd. (2004), Eskişehir Kırka Boraks İşletmesi'nde ortaya çıkan kil pestili atığının depolanma ve geri dönüşüm sorununa çözüm yolu bulunması araştırılmıştır. Çalışmada sonucunda elde edilen testler neticesinde, firit haline dönüştürülmüş atığın çini karo üretiminde ergitici hammadde olarak kullanılan sodyum feldispat hammaddesine alternatif olarak kullanılmasının mümkün olduğu sonucuna ulaşılmıştır.
Kaya ve Turan (2004) yaptıkları çalışmada, seramik endüstrisinde firit üretiminde kullanılan pahalı oksitlerin yüksek fırın cürufundan karşılanması ve değerlendirilmesi amaçlanmıştır. İlgili çalışmada tek pişirim ve tek pişirim duvar karolarında kullanılan çeşitli (opak, transparan) firit bileşenlerine değişen oranlarda yüksek fırın cürufu eklenerek firit kompozisyonları üretilmiştir. Üretilen firitlerin ısıl davranışlarının incelenmesinin ardından duvar karosu ve granit bünyeler üzerine uygulanmıştır. Pişirim sonrası elde edilen karoların
L*a*b* renk değerleri ölçülmüştür. Çalışmada, yüksek fırın cürufunun firit, cam yünü ve cam fiber üretiminde kullanılabileceği elde edilen sonuçlar arasındadır.
Abalı ve Şahin (2006), Kütahya bölgesindeki Tunçbilek termik santralinden çıkan uçucu kül atıkların karakterizasyonunu yapmışlar ve bu atık içerisine % 30 oranında Söğüt kili ilave ederek yer karosu bünyeleri hazırlamışlardır. Bu bünyelerin fizikomekaniksel analizlerini yaparak, ilgili atığın seramik sektöründe yer karosuna alternatif olarak kullanılabilirliğini araştırmışlardır. Uçucu kül atığı ilave edilerek üretilen seramik ürünlere kuru mukavemet, pişme mukavemeti, su emme ve küçülme tesleri gibi fiziksel ve mekaniksel testler yapılmıştır. Çalışmadan elde edilen sonuçlara göre uçucu kül atığın potasyum feldispat hammaddesine alternatif olarak kullanılabileceği ortaya konmuştur.
Erol vd., (2007), termik santral uçucu külü ile alüminyum üretimi sırasında açığa çıkan kırmızı çamurdan cam ve cam-seramik üretimi gerçekleştirmişlerdir. Cam-seramik numunelerinin iyi yönde geliştiği gözlenmiştir. Çalışmada ayrıca, uçucu kül dışında bir katkı maddesi eklenmeden, dört farklı pişirim sıcaklığında ısıl işleme tabi tutularak seramik malzemeler üretilmiştir. Üretilen seramik malzemenin, daha düşük pişirim sıcaklıklarında üretimi yapılan numunelere kıyasla daha üst düzey özelliklere sahip olduğu tespit edilmiştir. Üretilen cam-seramik malzemelerin mikroyapısal ve fiziksel özelliklerinin, seramik malzemelere kıyasla çok daha iyi olduğu gözlenmiştir.
Mirdalı ve İşler (2008), Minsan Madencilik firmasında ortaya çıkan serpantin bazlı kromit atığının duvar karosu sırlarında renklendirici olarak ilave edilmesi, çevreye ve insan sağlığına zarar vermeyecek katma değeri yüksek bir ürün ortaya çıkması amaçlanmıştır. Minsan firmasından temin edilen atık Yurtbay Seramik Fabrikalarında kullanılan şeffaf firitli sır içerisinde değerlendirilmiş, pişirim sonrası sırlı yüzeylere harkort ve otoklav testi uygulanarak çeşitli karakterizasyon yöntemleri kullanılmıştır. Elde edilen sonuçlar incelendiğinde kromit atığının sır bileşimde hatasız bir şekilde yer aldığı birçok sır reçetelerinde renklendirici olarak kullanılabileceği görülmüştür.
Bayer vd. (2008), ferrokrom üretimi esnasında ortaya çıkan ve Cr2O3 ve Fe2O3 içeriğine sahip uçucu kül atıkları duvar karosu sır reçetesinde renklendirici olarak değerlendirilmiştir. Hazırlanan sırlar duvar karosu bünyeleri üzerine uygulanarak 1145 oC’de pişirime tabi tutulmuştur. Pişirim sonrası sırlı bünyeler üzerinde harkort, otoklav ve renk ölçümü gibi testler yapılmıştır. Çalışmada uçucu kül atığı ham ve kalsine edilerek sıra ilave edilmiştir. Atığın sır içerisinde artan oranlarda yer alması ile kahverengi tonları meydana gelmiş, opak ve mat
sırlarda ise renk tonlarında değişiklik olduğu gözlenmiştir. Genel olarak uçucu külün sır içerisinde renklendirici olarak kullanılabileceği sonucuna ulaşılmıştır.
Köseoğlu ve Bayça (2009), piyasadan toplanan atık kuru pillerdeki grafitin, seramik plastik çamurunda kullanılabilirliği araştırılmıştır. Bu amaç doğrultusunda kuru pilin içindeki grafit çıkarılmış, elde edilen grafit sulandırılarak plastik çamur içerisinde bir şekilde yoğrulmuştur. Hazırlanan plastik çamurdan şekillendirilen numuneler, oda sıcaklığında kurutulduktan sonra 900 oC’de pişirim işlemine tabi tutulmuştur. Elde edilen bisküvilerin kuru ve pişme küçülmesi, mukavemet dayanımı ve su emme testleri yapılmıştır. Sonuç olarak bünyede grafit miktarının artması pişme mukavemetini artırmış, kuru ve pişme küçülme değerleri ile su emme değerini azaltmıştır. Plastik seramik çamuruna grafit katkısının yapılması çamurun fiziksel ve mekanik özelliklerini olumlu yönde etkilediği görülmüştür.
Kaya (2010), yüksek lisans tezinde kırmızı çamur atığının sanatsal seramiğin astar, sır ve bünye denemelerinde kullanımı araştırılmıştır. Yapılan araştırmalar kırmızı çamur atığının sanatsal seramiğin astar ve bünye uygulamalarında başarılı bir şekilde kullanılabildiği sonucuna ulaşılmıştır.
Tunalı ve Selli (2014), porselen karo pişmiş atığı ile sağlık gereçleri ve kaplama malzemeleri üretiminden çıkan filterpres atığının porselen karo bünyelerinde kullanılabilirliğini araştırmışlardır. Atıklar ile hazırlanan kompozisyonun sinterleme, pişme küçülmesi, renk değişimi özellikleri üzerindeki etkisi incelenmiştir. Söz konusu çalışmada atıkların kullanılabilirliği sayesinde kampüse taşınan hammadde miktarının azaldığı ve bunun sonucu olarak taşımacılık sebebi ile ortaya çıkan emisyonun azaldığı tespit edilmiştir.
Aydın (2018), yüksek fırın cürufu, sodyum feldispat yerine hammadde kaynağı olarak seramik sağlık gereçleri üretiminde kullanılmıştır. Çalışma kapsamında hazırlanan numunelerin küçülme, su emme, mukavemet testi ve harkord gibi özellikleri incelenmiştir. Çalışma sonucunda yüksek fırın cürufu ile hazırlanan bünyelerin standart bünyeler ile karşılaştırıldığında teknolojik özellikler açısından daha üstün olduğu tespit edilmiştir. Böylelikle yüksek fırın cürufunun seramik sağlık gereçleri üretiminde alternatif bir hammadde kaynağı olarak kullanılabilir olduğu ortaya konmuştur.
Çelik ve Işık (2018), Çimstone fabrikasından çıkan ve % 93,8 oranında SiO2 içeren atıklarının seramik kaplama malzemesi üretiminde kullanılmasını araştırmıştır. Çalışma kapsamında kullanılan atık reçete bileşimde artan oranlarda kullanılmıştır. Çalışmada elde edilen verilere göre silis içerikli bu atığın seramik kaplama malzemesi bünyesinde
kullanılabileceği sonucuna ulaşılmıştır. Bununla birlikte bu atıkların üretimde kuvars girdi maliyetini % 50 kadar azaltabileceği öngörülmüştür. Yapılan yüksek lisans tezi çalışmasında ise yüksek silis içerikli atık çamurun seramik yer karosu bünyelerinde hammadde olarak kullanılabileceği elde edilen veriler arasındadır (Çelik, 2016).
Pekkan vd. (2018a, 2018b, 2019), çalışmalarında Kayseri Çinkur Fabrikasından aldıkları çinko cevheri cürufunu kalsine ederek pigmentleştirmiş ve seramik endüstrisinde kullanmayı amaçlamışlardır. Elde edilen pigmentler Altın Çini ve Seramik San. A.Ş. firmasından temin edilen duvar karosu sırlarında artan oranlarda eklenerek bünyelere uygulanmıştır. Sırlı bünyeler fabrika şartlarında 1112 oC’de 45 dak. Süre ile hızlı pişirime tabi tutulmuştur. Çalışma sonucunda seramik sektöründe kullanılabilirliği ortaya konmuştur.
3. TAŞ ÇİNİNİN TANIMI ve ÖZELLİKLERİ
Çini, geleneksel desenler ile süslenerek dekorlanmış, bir yüzü veya her iki tarafı da sırlı sanatsal üründür (Öney ve Erginsoy, 1992: 93; Şahin, 1983: 13). Diğer seramik bünyeler ile kıyaslandığında çini bünyesinin, kendisine özgün bir yapısı vardır. Halk arasında mimari eserlerdeki duvar kaplamalarında kullanılan seramik olarak bilinir. Seramik kelimesi batıdan aktarılan bir terimdir ve çoğunlukla kullanım eşyalarına verilen addır. Buna ilave olarak farklı boyutlara sahip plakaların astarlanması, dekorlanması ve sırlanması ile elde edilen duvar kaplamaları şeklinde de ifade edilebilmektedir (Bayazit ve Işık, 2012).
Birbirinden farklı yöntemlerin kullanıldığı Türk çini sanatında yüzyıllar boyunca birçok farklı türde ürün ortaya konmuştur. Bazı yöntemler belirli devirlerde yenilik olarak karşılanarak o devirde ayırt edici bir özellik kazanmış, bazı teknikler ise her devirde kendisine kullanım alanı bulmuştur (Öney ve Erginsoy, 1992: 93).
Kütahya Çiniciler, Fotoğrafçılar ve El Sanatları Esnaf Odası tarafından tescillenen Kütahya Çinisi ifadesi Türk Patent Enstitüsü kaynağında belirli bir reçeteye göre bir araya getirilen kil ve kaolen gibi özlü, kuvars ve feldspat gibi özsüz hammaddelerin belirli oranlarda bir araya getirilerek öğütülmesi, kurutulması, şekil verilmesi ve uygun sıcaklıkta sinterlenmesinin ardından bisküvi haline gelen beyaz renkteki çininin dekorlama işleminden sonra sır uygulanarak tekrar pişirilmesi sonucu elde edilen ürün şeklinde tanımlanmıştır. Çini sırı ise, ilgili bünyenin yüzeyini kaplayan renkli, transparan, opak, parlak veya mat bir yüzey görünümüne sahip olan camsı kaplamadır. Çini sırları çeşitli pigment, renk veren oksit veya boyalarla renklendirilebilir ayrıca, sıraltı renklendirme ve dekorlama teknikleri de bu sırlarla birlikte kullanılabilir (TPE, 2004).
Ebu’l Kasım’ın “Mücevherlerin gelinleri ve zarif şeylerin özleri” adlı çini defteri, çini üretimi ile ilgili olarak bilinen ilk kaynaklardandır. Bu kaynak İran-Kaşan’da çini alanında ünlü olan bir ailenin ferdi olan Ebu’l Kasım tarafından yazılmıştır. Kitabın son bölümünde çini sanatı ile ilgili çeşitli bilgiler ,üretim teknikleri, kullanılan hammaddeler ve malzemeler ile çinicilik terimleri üzerine çeşitli notlar bulunmaktadır. Ebu’l Kasım’ın çini bünyesi; 10 ölçü kuvars, 1 ölçü öğütülmüş firit ve 1 ölçü beyaz kilden oluşmaktadır (Tuna, 2002).
Bu bünye Selçuklular döneminde de yeni bir çamur yapısı şeklinde kullanılmıştır. Kuvarsın ana hammadde olarak yer aldığı bu çamurun şekil alma özelliğini artırmak için, bir miktar beyaz kil ve firit ilave edilmiş, böylece çok iyi sonuçlar elde edilmiştir. Batılı
araştırmacılar tarafından “fritware veya stoneware (stonepaste)“ olarak adlandırılan sert ve sık dokulu bu çamur, içindeki kuvars miktarından ötürü 950 oC’lik düşük sıcaklıkta dahi beyaz renkte bir görünüme kavuşur. Bu çamur yapısı İslam dünyasında çini ve seramik eserlerde yaygın olarak kullanılmıştır (Çeken, 2007: 14).
“Çini” kelimesi gibi “Taş Çini” ifadesinin de literatürde net bir tanımı bulunmamaktadır. Literatür araştırmaları incelendiğinde “Taş Çini” ifadesinin “firitli bünye”, “firitli çamur” ve “kuvarslı bünye” gibi ifadelerle birlikte kullanılması mümkündür. Bazı kaynaklarda bünyede firit kullanımı ile ilgili olarak bu tekniğin 10. yy.’da Mısır’da geliştiği ifade edilmiştir. Diğer yandan bazı kaynaklarda ise porselen üretiminin 1000 yıl boyunca ilk olarak Çin’de hüküm sürmesi sebebiyle Müslüman seramikçilerin bu bünyeyi taklit etmek amacıyla bünyede temel bileşen olarak kuvars hammaddesini kullandıkları, hazırlanan çamurun pişirim esnasında daha düşük sıcaklıkta pekişebilmesi için de bünyeye firit ilavesinin yapıldığı ifade edilmiştir (Çalışıcı Pala, 2006; 2012; 2015; 2018; Yarol, 2008; Mason ve Tite 1994: 33-37; Örgen, 2007).
Bizanslılar devrinde seramik merkezi olan İznik, Osmanlı döneminde 14. yüzyıldan 18. yüzyıla kadar bu özelliğini korumaya devam etmiştir. İznik’te yapılan çini üretimi zamanla azalarak 15. yüzyıldan itibaren bu sanat Kütahya’da devam etmiştir. Kütahya’daki atölyeler, 18. yüzyıldan bugüne çini üretimini sürdürmektedir (Çoruhlu 2000: 117-118; KB, 1993: 225; Şahin, 1989: 15).
Günümüzde Kütahya’da “Taş Çini” olarak isimlendirilen ve bünyesinde % 80 kuvars ile birlikte az miktarda kil ve firit bulunan bünye üretimi yapılmaktadır (TPE, 2004; Çalışıcı Pala ve Bardak, 2018). Bununla birlikte taş çini (kuvarsli çamur) çok az çini üreticisi tarafından yapılmakta olup çini ürünlerde genellikle klasik çini bünyesi kullanılmaktadır. Kütahya’da çini üreticilerinin büyük bir kısmı ÇİNİKOP firmasının (Çini Üreticileri Kooperatifi) ürettiği çamuru kullanmaktadır. Bu çamurun kullanımı ile pişirim sonrası bazı ürünlerde deformasyon ve hatalar oluşabilmektedir. Konuyla ilgili literatürde çeşitli karakterizasyon çalışmalarına ve tespitlere yer verilmiştir (Coşkun vd. 2017; İssi ve Yurdakul, 2002). Genel olarak mevcut literatürde firitli bünye, firitli çamur ve kuvarslı bünye ile ilgili yapılan çalışmalardaki reçeteler taş çini başlığı altında yer almaktadır (Çalışıcı Pala, 2006; 2012; 2015; 2018; Yarol, 2008; Mason ve Tite 1994: 33-37; Örgen, 2007; Tuna, 2002). Şekil 3.1’de taş çini örneklerine yer verilmişir.
Şekil 3.1. Sultan Ahmet Camii (a) ve Topkapı Sarayı (b) Taş Çini örnekleri.
3.1. Taş Çini Üretiminde Kullanılan Hammaddeler ve Genel Özellikleri
Çini bünyelerinde genellikler kil, kuvars, feldispat, kalsit, manyezit, dolomit ve bentonit gibi hammaddeler yer almaktadır. Bu hammaddeler kimyasal özellikleri itibariyle, oluşturulan bünyedeki katkı oranları ile nihai ürünü etkilemektedir. Firitli çamur veya taş çini bünyesinin oluşturulması için gerekli olan hammaddeler ise Kil-Kuvars-Firit şeklinde belirtilmektedir (Tuna, 2002; Yarol, 2008; Çalışıcı Pala, 2006).
3.1.1. Killer
Killer kimyasal, mineralojik ve fiziksel özelliklerine göre farklı gruplara ayrılabilirler. Genel olarak yapısal özellikleri arasında kristal düzlemleri, tane boyutu ve gibi fiziksel özellikleri örnek verilebilir. Killerin seramik bünyelerinde iki önemli işlevi bulunmaktadır: a) Kil ve su karışımları şekil verilmeye olanak sağlarken kurutma işlemi ile bünye mukavemet
kazanır.
b) Killerin bileşimlerine bağlı olarak sıcaklık arttıkça yoğunlukları ve mukavemetleri artar. Ayrıca killer, uygulanan ısıl işlem sonrasında sahip oldukları şekli muhafaza ederler (Kingery, 1967: VI).
Literatürde kil mineralleri farklı şekillerde sınıflandırılmıştır. Kil mineralleri Çizelge 3.1’de kristal yapılarına göre, Çizelge 3.2’de ise bileşimlerine göre sınıflandırılmıştır (Biçici, 2010).
a
Çizelge 3.1. Kristal yapılarına göre kil minerallerinin sınıflandırması (Biçici, 2010).
Tabaka Grup Cins
2 Tabakalı olanlar
Kaolinit Grubu a) Eş boyutlu olanlar b) Bir yönde uzamış olanlar
Kaolinit, Dikit Halloysit 3 Tabakalı Olanlar Smektit Grubu İllit Grubu
Vermikülit Grubu
Montmorillonit Bediellit, İllit
Vermikülit 4 Tabakalı olanlar Klorit Grubu Klorit Zincir Yapısı Olanlar Sepiyolit Grubu
Sepiyolit Atapulgit Paligorskit
Çizelge 3.2. Bileşimlerine göre kil minerallerinin sınıflandırması (Biçici, 2010).
Grup Bileşim A. Kaolinit Grubu 1- Kaolinit Al2Si2O5 (OH)4 2- Dikit Al2Si2O5 (OH)4 3- Nakrit Al2Si2O5 (OH)4 4- Anoksit Al2Si2O5 (OH)4 5- Halloysit Al2Si2O5 (OH)4 6- Endellit Al2Si2O5 (OH)4 2H2O B. Smektit Grubu
1-Montmorillonit Mg2Al10Si24(OH)12(Na,Ca) 2- Nontronit FeSi22Al22O60(OH)12(Na2) 3- Saponit Mg18Si22Al2O60(OH)12(Na2) 4- Beidellit Al13Si19Al5O60(OH)12(Na) 5- Hektorit Li2(Al,Fe,Mg)(Si2Al2)O5OH) C. İllit Grubu
İllit (Al4Fe4Mg6)O20(OH)4Ky(Si8-yAly) D. Klorit Grubu
1- Atapulgit Mg5Si8O20(OH)2 4H2O 2- Sepiyolit Mg6Si8O20(OH)4.n H2O 3- Alofan Al+SiO2+H2O
3.1.2. Kuvars
Seramik sırında da mutlaka kullanılması gereken oksitlerden biri olan kuvars veya silis kumu seramik bünyede ürünün ısıl genleşme katsayısını kontrol ederek düşük büzülme özelliğini, katılaşmayı ve su emmenin belirli bir seviyede kontrolünü sağlar (Kingery, 1967: 25-26).
Silisyum dioksitin tek başına ergime derecesi 1713 ºC’dir. Bazik oksitler ile bir arada kullanıldığında sırlarda cam oluşturucu olarak görev yapar. SiO2 kullanımı genleşmeyi düşürdüğü için sırlarda genleşme farklılıklarından dolayı ortaya çıkan sır çatlaklarının giderilmesi için de kullanılmaktadır (Taçyıldız, 2015; Ryan ve Radford, 1987: 14).
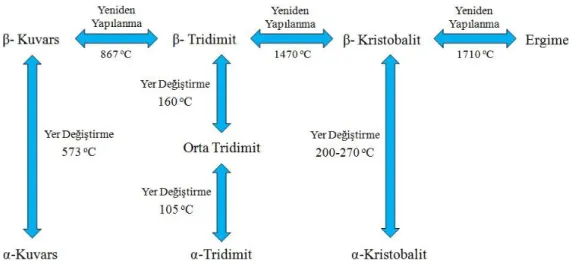
Kuvars ağırlıkça % 99,5 SiO2 içeriği ile diğer seramik hammaddelerine kıyasla daha saftır ve içeriğinde eser miktarda Fe (demir) ve Ti (titanyum) bulunabilir. Kuvars (SiO2) doğada hem kristal hem de amorf yapıda olmak üzere iki farklı şekilde bulunmaktadır. Hem doğada hem de ülkemizde yaygın bir şekilde bulunan hammaddelerden biridir. Sert bir mineral olmasından dolayı öğütme işlemine tabi tutulduktan sonra kullanılır. Kolaylıkla ulaşılabilmesi ve ekonomik olmasından dolayı tercihen kuvars kumu kullanılır. Kuvars kristalleri ısı değişimlerine göre kuvars, kristobalit ve tridimit gibi farklı kristal yapılara dönüşür (Kingery, 1967: 25-26). Oda sıcaklığında SiO2 β-kuvars formunda bulunur. Sıcaklık 573 °C’ye çıktığında β-kuvars α-kuvarsa dönüşür (Şekil 3.1). Bu dönüşüm sırasında hacimce büyüme olur ve bu reaksiyon geri dönüşümlüdür. Sıcaklık yavaş bir şekilde yükselirse 867 °C’de α-kuvars bu kez α-tridimite ve 1470 °C’de α- kristobalite dönüşür. Son olarak 1713 °C’de ise erime gerçekleşir (Kingery vd. 1976: 123).
Diğer seramik hammaddeleri ısı ile karşılaştığında hacimce küçülürken kuvarsın bu kristal dönüşümleri, hacimce büyümesine sebep olur. Bu özellik sebebiyle içeriğinde yüksek oranda kuvars bulunan sır ve bünyelerin sinterlenmesi esnasında oluşan ani ısı değişimlerine dikkat edilmelidir. İlgili dönüşüm sıcaklıklarında ani ısı değişimi söz konusu olduğunda sır veya bünyede çatlama ve deformasyon meydana gelir. Ülkemizdeki kuvars ocakları, kuvars, kaya ve kum seklinde Trakya (Podima, Kabakça, Çatalca), Çanakkale (Kemer), Bilecik ve Kütahya’da yer almaktadır (Kılıç, 2003).
3.1.3. Firit
Çeşitli hammaddelerin öğütülmesi, harmanlanması, belirli bir reçeteye göre tartılması ve karıştırılarak yüksek sıcaklıkta ergitilmesi ile elde edilen eriyiğin suya dökülerek şoklanması ile meydana gelen camsı ara mamule firit denir (Eppler ve Eppler, 1998: 70; Sacmi, 2005a: 143). Firitleme işlemi ile suda çözünen maddeler çözünmez hale getirilir, sırların pişirim sıcaklığı düşürülür ve renk veren oksitlerin firite ilave edilmesiyle daha homojen renkli sırlar elde edilir (Arcasoy, 1983: 182; Sacmi, 2005a: 143; Sümer, 2005: 278).
Eski dönemlerde firit üretmek için soda bitkisi kullanılmıştır. Soda bitkisi kurutularak yakılmış ve ortaya çıkan alkali içeriği yüksek küllerin ergitici özelliklerinden yararlanılarak alkali firit üretimi yapılmıştır (Wulff, 1966: 161; Çeken, 2007: 15). O dönemdeki firit üretimi günümüz yöntemlerine benzerlik göstermektedir. Yaklaşık olarak aynı oranda kuvars ve soda bitkisi külü bir araya getirilerek özel bir fırında eriyik haline gelene kadar karıştırılmış ve erimiş olan karışım su dolu bir havuza boşaltılarak firit elde edilmektedir (Atasoy ve Raby, 1989: 61; Tuna, 2002; Çeken, 2007: 15).
Günümüzde özel ürünlerin üretiminde kullanılan firitler hammadde tedarikçilerinden ve firit üretimi yapılan firmalardan karşılanmaktadır. İşletmelerde kullanılan yüksek miktarlardaki firitler ise aynı işletme bünyesindeki firit fırınlarında üretilmektedir. Firit üretimi akım şeması Şekil 3.2’de gösterilmiştir (Pekkan, 2009). Öğütme işlemi sonrası toz haline getirilen her bir hammadde belirlenen bir reçeteye göre bir araya getirilir. Tartımı yapılan reçete homojen bir şekilde karıştırılır. Firit fırınına yerleştirilen karışımın tamamen ergimesi için belirlenen sıcaklığa kadar ısıtılır. Elde edilen eriyik suya boşaltılarak soğutulur veya soğuk metal silindirler arasına dökülerek eriyiğin soğuması sağlanır. Bu işlemler sonucunda elde edilen firit ile çeşitli sırlar hazırlanabilmektedir (Kartal, 1998: 26-31).
Firit sektöründe birbirinden farklı özelliklere sahip çeşitli ürünler yer almaktadır. Bunlar saydam (veya şeffaf) firitler, opak firitler, mat firitler, yüksek ergime sıcaklığına sahip firitler, ergitici firitler (kurşunlu ve kurşunsuz) ve ergimede renklenen firitler şeklinde gruplandırılabilirler. Firitleri tek pişirim veya çift pişirim firiti olarak da sınıflandırmak mümkündür. Bu firitler içerisinden ergitici firitler, yüksek akışkanlık ve eritici özellik gösterir. Kurşunlu veya kurşunsuz olarak hazırlanabilen bu firitler pişirim sıcaklığı düşük olan sırların üretiminde kullanılmaktadır (Sacmi, 2005a: 142-148).
Şekil 3.3. Firit üretimi akış şeması.
Firitin Kullanıldığı Yerler
Firitin önemli kullanım alanlarından biri de çinidir. Yapılan kazırlardan elde edilen sonuçlara göre Osmanlı döneminde ve Selçuklu döneminde çini bünyelerde firitin yer aldığı tespit edilmiştir. Gerçekleştirilen analizler ile bu dönemlerde kullanılan sırların da firit içerdiği tespit edilmiştir. Bünyesinde firit bulunan çamurların beyaz bir renge sahip olduğu ve astarsız bir şekilde kullanıldığı görülmektedir (Çeken, 2007: 14; Öney, vd., 2007: 112, 152, 282).
Firit olarak isimlendirilen ara ürün, çoğunlukla sır üretiminde yer alır. Ayrıca aşındırıcılarda özel bir bağlayıcı, elektronik bileşenlerde kaplayıcı, seramik-metal ve cam-metal altlıklarda yapıştırıcı olarak da kullanım alanı bulunmaktadır (Taylor ve Bull, 1986: 51). Firitler duvar ve yer karosu sektöründe yaygın olarak kullanılmaktadır. Özellikler sır bileşiminde firitin yer alması bu tür ürünlerde homojenliği ve standardizasyonu sağlamaktadır. Reçeteye göre belirlenen oranlarda çeşitli oksitlerin ve kaolenin firit ile birlikte öğütülmesi ile sır hazırlanır. Firitli sırların pişirim süresi işletme şartlarında ürün boyutuna ve hızlı tek pişirim rejimine bağlı olarak 30-40 dakikada gerçekleşmektedir (Parmelee ve Harman, 1951: 195-197).
4. ÇİNİ ÜRETİMİ
Çini üretim yöntemleri yapısal ve kimyasal özellikleri dikkate alınarak incelendiğinde 2 grup halinde sınıflandırılabilir. Yapısal özellikler içerisinde, çamurun yapısı, sırın parlaklığı ve matlığı veya bünye ile uyumu yer alırken kimyasal özellikler içerisinde ise hammadde ve renklerin önemi yer almaktadır (Güvenateş, 1996; Atasoy ve Raby, 1989: 64).
Eski zamanlardaki taş çini üretimi literatürde şu şekilde ele alınmıştır: Ağırlıkça % 80 silika, %10 beyaz kil, % 10 firitin bir araya getirilmesi elde edilen çamur, sulandırılarak boza kıvamına getirilmiştir. Çamurun plastiklik özelliğini artırmak amacıyla karışıma büyük olasılıkla, sirke ya da üzüm şırası katılmıştır. Karışıma ayrıca organik tutkal ya da tuz (NaCI) ilave edildiği düşünülmektedir. Tuz çok güçlü bir flokülanttır ve bünyedeki küçük taneciklerle birlikte büyük tanecikleri birbirine bağlar. Hazırlanan çamur, çömlekçiler tarafından ayakla çiğnenip homojen olması açısından elle iyice yoğrulduktan sonra, bir alanda üst üste biriktirilir. Karışım güneşte bekletilerek kuruması sağlanır. Kurutma işlemini hızlandırmak için, bu karışım pişmiş tuğlaların üstüne ya da alçı kaplara üzerine dökülür ve şekillendirmeye hazır hale getirilir (Atasoy ve Raby, 1989: 51; Bernsted, 2003: 25; Örgen, 2007).
Günümüzde seramik üretim prosesi birbirini takip eden hammadde harmanlama, öğütme, presleme, kurutma, sırlama ve pişirme gibi aşamalardan oluşmaktadır. Aynı proses çini üretimi için de kullanılmaktadır. Bu üretimin akım şeması Şekil 4.1'de gösterildiği gibidir.
4.1. Öğütme ve Çamur Hazırlama
Mineraller veya hammaddelerin doğadan alındıkları şekliyle kullanılması mümkün değildir. Bu sebeple hammaddeler çeşitli öğütme işlemine tabi tutulurlar. Bu işlem tane boyutunun azaltılması olarak ifade edilir (Küçüker, 2009). Stok alanlarından alınan çeşitli hammaddelerin belirli bir reçeteye göre karıştırılması, bilyalı değirmenlerde öğütülmesi ve oluşan çamurun kurutulması ile elde edilen granüle masse denir. Hammaddeler işletmelerde manyetik ayırıcılardan ve tartım bantları ile değirmenlere yüklenir. Değirmenler içerisinde öğütme işlemine tabi tutulan hammaddeler istenilen boyuta ulaştığında değirmenden alınır (Sacmi, 2005b: 57).
Çamur hazırlama genellikle yaş öğütme sistemleri kullanılarak bilyeli değirmenlerde yapılmaktadır. (Küçüker, 2009). Değirmenden öğütme işlemi tamamlanan malzeme çamur havuzlarına gönderilir. Elde edilen sıvı çamur buradan Filter Pres veya Spray Drier’a aktarılır. Filter pres ile çamurdaki suyun bir miktarı uzaklaştırılır ve deri sertliğinde plastik çamur elde edilir. Bu çamur vakumlu veya vakumsuz presler ile karıştırılarak homojen hale getirilir. Spray drier’da ise büyük bir basınçla çeşitli boyutlardaki başlıklardan püskürtülen çamuru kurutulmuş olur. Elde edilen granül masse yer çekimi ile big-baglere dökülür. Spray Drier’a giren çamurda % 35 nem bulunurken Spray Drier’den çıkan granülün nem değeri ise % 5 olmaktadır (Sacmi, 2005b: 72).
4.2. Şekillendirme
Çini ve seramik üretim aşamalarının en önemli basamaklarından biri ve hatta en önemlisi şekillendirmedir çünkü şekil verilmemiş ve kullanıma uygun bir biçime sahip olmayan hiçbir şey üretilmiş sayılmaz ve ürün ismini alamaz. Şekil verme işlemi basit şekillendirme işlemleri ile başlamış ve makinelerin yardımıyla şekillendirmenin hızlandığı bir üretim yöntemine kadar ilerlemiştir. Şekillendirme işlemi çini veya seramik çamurunun durumuna göre gruplara ayrılır (Bayrak, 2006).
Bir kilin plastik özellik kazanması ve yoğrulabilmesi için su ile temas etmesi gerekmektedir. Bu özellik çini bünyelerin şekillendirilebilmesi için önemlidir (Ayda, 2001: 15). Bünyede yer alan su miktarı şekillendirme yöntemlerinin de değişmesine sebep olmaktadır. Bu açıdan kuru, yaş, deri sertliğinde ve yarı yaş gibi farklı şekillendirme yöntemleri kullanılmaktadır (Sümer, 1992: 781-782).
Yaş yöntemle şekillendirme, elle şekil verilmesi mümkün olmayan ürünlerin alçı kalıpların içine sulu çamur dökülerek uygulandığı bir yöntemdir. Bu yöntemde açık döküm ve kapalı döküm olmak üzere iki farklı teknik bulunmaktadır (Akça, 2009:2,42). Her iki teknikte de döküm çamuru alçı kalıp içerisine boşaltılır. Bir süre sonra alçı kalıp tarafından çamurun suyu emilir. Bu süre zarfında kalıbın iç çeperinde döküm çamurunun alçıya temas ettiği yüzeyde zamana bağlı olarak çamur et kalınlığı alarak sertleşmeye başlar. Kalıp içerisindeki et kalınlığı belirli bir düzeye ulaştığında kalıp ters çevrilerek içerisindeki döküm çamurunun boşalması sağlanır. Bir süre kalıp içerisindeki çamurun kuruyarak mukavemet kazanması sağlanır ve daha sonra kalıp parçaları birbirinden ayrılarak deri sertliğinde bir ürün elde edilir (Callister ve Retwisch, 2013: 520).
Yarı yaş şekillendirme yöntemleri içerisinde serbest elle şekillendirme ve tornada şekillendirme yer almaktadır. Çini üretiminde çamurun şekillendirilmesi için kullanılan tornada şekillendirme yöntemi, hem Cumhuriyet öncesi dönemde hem de günümüzde kullanılmaya devam eden yöntemlerin başında gelmektedir (Arcasoy, 1983: 1). Çömlekçi çarkı olarak da adlandırılan bu şekillendirme yönteminde bir döner merkezi mil üzerindeki tablaya yerleştirilen çamurun elle şekillendirilmesi ile gerçekleştirilir. Yöntemin ilk kullanılmaya başlandığı dönemlerde torna çarkları ayakla döndürüldüğünden, büyük bir insan gücüne ihtiyaç duyularak şekillendirme yapılmıştır. Günümüzde ise bu çarkların yerini elektrikli motor sistemiyle çalışan makineler almıştır. Büyük boy vazo, çanak, kâse, küp, kapaklı formlar, saksı gibi formlar çamur tornaları kullanılarak yapılmaktadır (Akça, 2009: 48).
Deri sertliğinde şekillendirme yönteminde, içeriğinde ağırlıkça % 10-15 oranında su bulunan kısmen plastik çamurlar şablonlar yardımıyla şekillendirilir. Yarı kuru pres olarak da adlandırılan bu şekillendirme yönteminde büyük bir çamur yığını yatay veya dikey tornalara yerleştirilerek dönmeye başlarlar. Çamur kütlesi üzerinde dikey olarak hareket eden bir bıçak ile istenilen şeklin verilmesi sağlanır (Arcasoy, 1983: 73).
Deri sertliğinde üretimi yapılan bir diğer şekillendirme yöntemi ise “tap tap” yöntemidir. Ebul Kasım’ın notlarında çini karo üretimine dair bilgi yer almasa da İran’da geleneksel usuller ile çalışan çini ustalarının çalışmaları üretim teknikleri hakkında bilgi vermektedir (Wulff, 1966: 157-158). Osmanlılarda da kullanılan bu teknikte, istenilen ebatlarda yapılmış ahşap çerçeve üzerine öncelikle bir bez konulur. Daha sonra, hazırlanan plastik çamur çerçeve içine bastırılarak doldurulur ve üzeri sistire veya tel gibi çeşitli aletlerle düzeltilir. Çamur plaka kurumaya başladığında, ters düz edilerek bez alınır. Üzerine bir kâğıt parçası konularak ahşap ya da buna benzer bir zemin üzerine yerleştirilir ve çamurun kontrollü bir
şekilde kuruması gerçekleştirilir. Bu şekilde hazırlanan çini plakalara tap-tap çini veya taş çini denir (Şahin, 1981; Manaz, 2004).
Günümüzde çini ve seramik karoların şekillendirilmesinde presleme yöntemi kullanılır. Bu yöntemde reçeteye göre tartılıp hazırlanan hammaddeler öncelikle değirmenlerde öğütülerek çamur süspansiyonu haline getirilir. Ardında dinlendirme havuzunda bir süre bekletildikten sonra pompalar yardımıyla püskürtmeli kurutuculara (spray-drier) gönderilir. Kurutucu içindeki sıcaklıkla beraber çamur, granül masse haline gelir. Bu aşamada çamurda % 4 ila % 8 arasında nem bulunmaktadır. Daha sonra granül halindeki bu masse şekillendirme bantlarına dökülür ve ardından otomatik preslerde basınçla şekillendirilirler. Presleme çini karo bünye şekillendirme sürecinin son aşamasıdır (Akça, 2009: 2,42; Bayer Öztürk, 2012).
4.3. Kurutma ve Pişirim
Kil esaslı seramik malzemelerde şekillendirme sonrası bünyede kalan suyun uzaklaştırılması kurutma olarak adlandırılır (Sümer, 1992: 887). Bünyede yer alan su, kil taneciklerini kuşatarak bu parçacıkların birbirinden ayrılmasını sağlar. Kurutma işlemiyle birlikte su bünyeden uzaklaşır ve böylelikle kil tanecikleri birbirlerine yakınlaşırlar. Neticede bünyede büzülme meydana gelir ve ürünün boyutunda küçülme oluşur. Buna kuruma küçülmesi denir. Bünyenin kuruma hızının kontrol altında tutulması önem arz etmektedir. Kurutma işleminin hızlı olması üründe çatlama hatasına neden olur. Kurutma işleminin ardından üründeki çapaklar alınarak rötuşlanır ve nemli bir sünger ile ürün yüzeyi temizlenerek bir sonraki aşamaya hazırlanır (Callister ve Retwisch, 2013: 521; Özen, 2002: 142).
Şekillendirilerek kurutma işlemi tamamlanmış ürünün belirli bir rejim dâhilinde ısıl işleme tabi tutulmasına pişirim denir. Pişirim, genel olarak tek veya çift pişirim olmak üzere ikiye ayrılır. Pişirim sürecinde bünye sinterlenerek yoğunlaşır. Seramiklerin sinterleme işlemi farklı türdeki fırınlar kullanılarak yapılmaktadır. Sinterlemenin amacı bünye içerisindeki reaksiyonların tamamlanarak hatasız, düzgün ve istenen fiziksel ve mekaniksel özelliklere sahip bir ürün elde edilmesidir (Taylor ve Bull, 1986: 102-105). Bisküvi pişirimi aşamasında ürünler fırın içerisinde yer ve enerji tasarrufu sağlanması açısından üst üste ya da iç içe birbirleri ile temas edecek şekilde yerleştirilebilir (Ayda, 2001: 32).
4.4. Sırlama
Seramik ya da çini bünyenin üzerini kaplayan camsı tabaka sır olarak adlandırılır. Sırlar ısıl işlem ile eriyerek uygulandığı altığı kaplar ve yüzeyde 0.15-1.00 mm kalınlığında camsı bir tabaka oluşturur (Parmelee ve Harman, 1973: 195-197). Sır ile kaplanan yüzeyler mekanik olarak güçlenir, aşınmaya ve çizilmeye karşı dayanıklı hale gelir. Sırlı yüzeyler sıvı, gaz ve kimyasallara karşı dirençli hale gelir. Ayrıca sırlar, bünyelerin istenmeyen renklerini baskılayıp, görsel olarak farklı bir yüzey özelliği sergileyerek ürünlere estetik değer kazandırırlar (Leonelli, Manfredini ve Siligardi, 2002).
4.5. Sırlı Pişirim
Bisküvi pişiriminin ardından sırlı pişirime geçilir. İlk pişirimin ardından yüzey kolaylıkla dekorlanabilir ve sırlanabilir hale gelir. Ayrıca, bünyedeki reaksiyonlar ve gaz çıkışı tamamlandığı için sırlı pişirimdeki hata olasılığı azalır. Bisküvi yüzey üzerine dekor uygulandıktan sonra sırlama yapılır ve tekrar pişirime tabi tutulur. Bu üretim prosesi çift pişirim olarak adlandırılır. (Altuniç, 2002: 134). Sırlı pişirimde sır bünye yüzeyde eridiğinden sırlı parçalar birbirlerine değmeyecek şekilde fırına doldurulur (Ayda, 2001: 32). Tek pişirim uygulamasında ise, ham bünye sırlanarak tek bir pişirim işlemi ile sırlı ürün elde edilir. Bu yöntem çoğunlukla endüstriyel uygulamalarda kullanılmaktadır (Altuniç, 2002: 134).
5. ÇİMSTONE FABRİKASI
1966 yılın İzmir’de kurulan ve günümüzde faaliyetine devam eden Çimstone fabrikasında kuvars esaslı kompoze taş üretimi yapılmaktadır. Yurt genelinde hizmet sağlayan fabrikanın idari merkezleri İstanbul ve Ankara’da yer almaktadır. Çimstone fabrikasında doğal taş görünümünde zemin, banko ve cephe gibi farklı kullanım alanlarına uygun kaplama malzemeleri üretilmekte, tezgah sektöründeki üretimi ile ön plana çıkmaktadır. Yıllık hammadde tüketim miktarı 25.441 ton olan fabrikada deniz kabuğu, atık cam, pigment, kuvars ve reçine gibi malzemeler kullanılmaktadır.
Fabrikada doymamış polyester reçine, kompoze taş kuvars granülleri ile birlikte bağlayıcı olarak kullanılarak üretim gerçekleştirilmektedir. Farklı tane boyutuna sahip kuvars tozları, renklendirme amacıyla kullanılan pigment ve çeşitli etkiler veren malzemeler bir araya getirildikten sonra bu karışıma doymamış polyester reçine ilavesi yapılarak karışımın ıslanması sağlanır. Üretim aşamasında kullanılan kalıplar içerisine kuvars-reçine karışımı yüklenerek presleme işlemine tabi tutulur. Presleme sonrası elde edilen malzeme ısıl işleme tabi tutularak reçinedeki reaksiyonun tamamlanması sağlanır. Kürleme işleminin tamamlanmasından sonra malzemenin parlatılması söz konusudur. Farklı ölçülerdeki parlatma aparatları ile arzu edilen parlaklık düzeyine ulaşan levhalar stok alanına taşınırlar. Parlatma işlemi sırasında su kullanılmakta, malzeme yüzeyinden aşındırılan kuvars su ile malzemeden uzaklaştırılmaktadır. Çökeltme havuzlarında kuvars çökeltilerek çamur olarak ayrılmakta, ayrıştırılan temiz su tekrar parlatma hattına geri beslenmektedir. Parlatma hattında yaklaşık olarak yıllık 12,000 ton kuvars çamuru atık olarak ortaya çıkmaktadır. İşletmenin döküm hattında kullanılan solüsyon miktarı azaltılarak, kimyasal madde kullanımının azaltılması için bir adet solüsyon geri kazanım cihazı mevcuttur.
Yılık çalışma süresi 300 gün olan işletmenin ihracat oranı % 33 'tür. Birçok ülkede faaliyet gösteren şirket Amerika ve İngiltere'de bulunan dağıtım şirketleriyle birlikte büyümeye devam etmektedir (Çimstone, 2019). Şekil 5.1’de fabrikaya ait fotoğraflar yer almaktadır.
6. DENEYSEL ÇALIŞMALAR
Bu çalışmada kompoze taş üretimi esnasında ortaya çıkan kuvars içerikli atık çamurlar, taş çini üretiminde kuvars kaynağı olarak farklı oranlarda kullanılarak değerlendirilmiştir. Yapılan çalışmalar sonucunda elde edilen malzemelere çeşitli testler uygulanması ile bu atıkların taş çini ürünlerin özelliklerine olan etkileri incelenmiştir.
6.1. Kullanılan Hammaddeler
Yapılan deneysel çalışmalarda üç farklı kil çeşidi (Rus kili, Türkmen kili, Konya kili), alkali firit ve ana hammadde kaynağı olarak kuvars yerine atık kuvars çamuru kullanılmıştır. Kullanılan hammaddelerin görselleri Şekil 6.1.’de sunulmuştur.
Şekil 6.1. Kullanılan hammaddeler.
6.2. Kullanılan Cihazlar
Deneysel çalışmalarda kullanılan atığın ve hammaddelerin kimyasal analizi Panalytical marka XRF cihazı ile ve faz analizleri Rigaku marka XRD cihazı ile yapılmıştır. Malzemelerin tartımları 0,01 mg hassasiyetli Radwag (WTB 3000) marka terazi ile yapılmıştır. Hammaddelerin karıştırma ve öğütme işlemlerinde alümina bilye içeren porselen jet değirmen kullanılmıştır. Reçetelerin kurutma işlemi MegaTerm marka etüvde yapılmıştır. Şekillendirme ve presleme MSE_PE_10 marka tek yönlü presle gerçekleştirilmiş olup pişirme işlemi Panosan marka fırında gerçekleştirilmiştir. Pişirilen numunelerin üç nokta eğme testi Shimadzu Autograph AGS-X marka cihaz kullanılarak yapılmıştır. Numunelerin L* a* b* renk değerleri Konica Minolta CM-2600d/2500d model spektrofotometre cihazı ile ölçülmüştür. Deneysel çalışmalarda yapılan analizler ve testlerde Kütahya Dumlupınar Üniversitesi, İleri Teknolojiler