SİVAS İL MERKEZİNDE GÜMÜŞ İŞLEMECİLİĞİ
YÜKSEK LİSANS TEZİ
Hazırlayan
Reyhan ASLAN DEMİREZEN
Ankara Mayıs, 2012
EĞİTİM BİLİMLERİ ENSTİTÜSÜ EL SANATLARI EĞİTİMİ ANABİLİM DALI DEKORATİF ÜRÜNLER EĞİTİMİ BİLİM DALI
SİVAS İL MERKEZİNDE GÜMÜŞ İŞLEMECİLİĞİ
YÜKSEK LİSANS TEZİ
Reyhan ASLAN DEMİREZEN
Danışman: Yrd. Doç. Dr. Meral BÜYÜKYAZICI
Ankara Mayıs, 2012
i
Dekoratif Ürünler Eğitimi Bilim Dalında yüksek lisans tezi olarak kabul edilmiştir.
Adı Soyadı İmza
Üye: (Tez Danışmanı)Yrd. Doç. Dr. Meral BÜYÜKYAZICI ………
Üye: Yrd. Doç. Dr. Zeynep GÖKÇESU ……… Üye: Yrd. Doç. Dr. H. Serpil ORTAÇ ………
ii
Gazi Üniversitesi Eğitim Bilimleri Enstitüsü El Sanatları Eğitimi Anabilim Dalı Dekoratif Ürünler Eğitimi Bilim Dalı “Sivas İl Merkezinde Gümüş İşlemeciliği” adlı yüksek lisans tezi Sivas il merkezinde yapılan gümüş işlemeciliği ve Sivas’a ait gümüş ürünleri belgelendirmek amacı ile hazırlanmıştır.
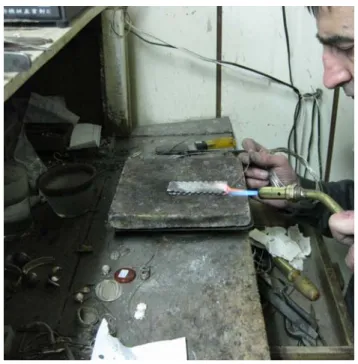
Tez çalışması, 2010 eylül ayında başlamış olup 2012 yılı mayıs ayında tamamlanmıştır. Araştırma için Sivas il merkezide yapılan çalışmalarda ustalar ile görüşmeler yapılmış ve bir atölyede Sivas’a ait gümüş ürünlerden kemik tarağının üretim aşaması fotoğraflar ile belgelendirilmiştir.
Bu çalışma, daha önce araştırılmamış olan Sivas il merkezinde gümüş işlemeciliğinde kullanılan yapım ve süsleme teknikleri, kullanılan araç ve gereçlerin özelliklerini belgelendirmek ve bundan sonra yapılacak çalışmalara kaynak oluşturması açısından önem taşımaktadır.
Tez beş bölümden oluşmaktadır. Birinci bölümde araştırmanın problem durumu, amacı, önemi, varsayımları, sınırlılıkları ve tanımlar yer almaktadır. İkinci bölümde Sivas ili, maden ve kuyumculuk tarihi, madeni eserlerin yapım ve süsleme teknikleri, kullanılan araç ve gereçler hakkında bilgiler, üçüncü bölümde araştırmanın modeli, evren ve örneklemi, verilerin toplanması ve analizine yer verilmiştir. Dördüncü bölümde yer alan bulgular ve yorumlar kısmında ustalarla yapılan anket çalışmasının değerlendirilmesi ile atölyelerden ve Sivas Etnografya Müzesi’nden elde edilen gözlem formları bulunmaktadır. Son bölümde ise sonuç ve önerilere yer verilmiştir.
Araştırmamın her aşamasında gösterdiği ilgi ve özveri için; bilgi, tecrübe ve sevgisini esirgemeyen tez danışmanım saygıdeğer Yrd. Doç. Dr. Meral BÜYÜKYAZICI’ya teşekkürlerimi sunarım.
Araştırmamda hep yanımda olan ve desteğini esirgemeyen eşim Cemal DEMİREZEN’ e teşekkür ederim.
iv
SİVAS İL MERKEZİNDE GÜMÜŞ İŞLEMECİLİĞİ
ASLAN DEMİREZEN, Reyhan
Yüksek Lisans, Dekoratif Ürünler Eğitimi Bilim Dalı Tez Danışmanı: Yrd. Doç. Dr. Meral BÜYÜKYAZICI
Mayıs-2012, 183 Sayfa
Sivas il merkezinde gümüş işlemeciliği ile uğraşanların sayısının günümüzde eskiye oranla azalması ve gümüş işlemeciliğine gereken değerin verilmemesi bu konularda çalışma yapılması gerekliliğini ortaya koymaktadır.
Bu çalışmada Sivas il merkezinde yapılan gümüş işlemeciliğinin motif ve desen özellikleri, yapım ve süsleme teknikleri, kullanılan araç ve gereçler ve Sivas il merkezinde gümüş işlemeciliği ile uğraşan ustaların özellikleri araştırılmıştır.
Araştırmada Sivas il merkezinde gümüş işlemeciliği ile uğraşan ustaların görüşlerine başvurulmuştur. Sivas il merkezinde geleneksel olarak üretilen gümüş kemik tarağın yapım aşamaları fotoğraflanarak belgelendirilmiştir. Anket formu hazırlanarak Sivas il merkezinde gümüş işlemeciliği ile uğraşan ustalara uygulanmıştır. Anket formundan elde edilen bilgiler değerlendirilerek ustaların demografik özellikleri, çalışma ortamları, mesleğe yönelik durumları belirlenmiştir. Sivas il merkezinde gümüş işlemeciliği yapan atölyelerden ve Sivas Etnografya Müzesi’ den elde edilen gümüş ürünler fotoğraflanarak belgelendirilmiştir.
Anahtar kelimeler: Gümüş, Gümüş İşlemeciliği, Kuyumculuk, El Sanatları, Maden Sanatı, Sivas.
v
Post Graduate, Decorative Products Training Discipline Thesis Advisor: Assistant Professor Dr. Meral BÜYÜKYAZICI
May 2012, 183 Pages
The facts that the number of people dealing with silver workings decreased when compared with their number in the past and the necessary value is not given to the silver workings put the necessity forward for making a study in these fields.
In this study, design and figure features, production and decor techniques, the tools and equipment used of the silver works made in the Sivas city centre and the craftsmen dealing with this work have been examined.
During the study, opinions of the craftsmen dealing with silver work in the Sivas city centre were taken. The production stages of the silver bone comb, which is traditionally made in the Sivas city centre, were photographed and documented. A questionnaire had been prepared and was applied to the he craftsmen dealing with silver work in the Sivas city centre. The information, which was gathered from the questionnaire, was evaluated and the demographic features, working conditions and their situations related to their profession were determined. The silver works, which were found at the ateliers making silver works and at the Sivas Ethnography Museum, were photographed and documented.
vi
JÜRİ ÜYELERİNİN İMZA SAYFASI... .i
ÖN SÖZ ... .ii
ÖZET ... .iv
ABSTRACT ... .v
İÇİNDEKİLER ... .vi
TABLOLAR LİSTESİ ... .ix
ŞEKİLLER LİSTESİ ... .x BÖLÜM I. ... .1 GİRİŞ. ... .1 1.1. Problem ... .1 1.2. Araştırmanın Amacı ... .2 1.3. Araştırmanın Önemi ... .2 1.4. Varsayımlar ... .3 1.5. Sınırlılıklar ... .4 1.6. Tanımlar ... .4 1.7. İlgili Araştırmalar ... .5 BÖLÜM II ... .7 KAVRAMSAL ÇERÇEVE ... .7
2.1. Sivas İli Hakkında Genel Bilgi ... .7
2.1.1. Tarihi ... .8
2.1.2. El Sanatları ... .9
2.2. Maden Sanatı ve Kuyumculuğun Tarihi ... .13
2.3. Madeni Eserlerde En Çok Kullanılan Ham Maddeler ... .15
2.4. Madeni Eserlerin Yapım Teknikleri ... .17
2.4.1. Dövme Tekniği ... .17
2.4.2. Döküm Tekniği ... .18
2.4.3. Tornada Çekme ... .19
2.4.4. Haddeleme (Silindirden Geçirme) ... .20
vii
2.5.2. Lehim ... .22
2.5.3. Kaynak ... .22
2.6. Madeni Eserlerin Süsleme Teknikleri ... .22
2.6.1. Delik İşi-Ajur Tekniği ... .22
2.6.2. Güherse Tekniği ... .23
2.6.3. Hak Tekniği ... .24
2.6.4. Kabartma Tekniği ... .24
2.6.5. Kakma Tekniği ... .24
2.6.6. Kalem İşi Tekniği ... .26
2.6.7. Kaplama ve Yaldızlama Tekniği ... .27
2.6.8. Mine Tekniği ... .28
2.6.9. Savat (Niello) Tekniği ... .29
2.6.10. Telkari (Filigre) Tekniği ... .30
2.7. Gümüş İşlemeciliğinde Kullanılan Araç ve Gereçler ... .32
2.8. Sivas Kemik Tarağın Yapım Aşaması ... .45
BÖLÜM III ... .63 YÖNTEM ... .63 3.1. Araştırmanın Modeli ... 63 3.2. Evren ve Örneklem ... 63 3.3. Verilerin Toplanması ... 63 3.4. Verilerin Analizi ... 64 BÖLÜM IV ... .65 BULGULAR VE YORUMLAR ... .65
viii
4.4. Ustaların Ürettikleri Ürünler ile İlgili Bilgiler ... 75
4.5. Ustaların Kullandığı Araç ve Gereçler İle İlgili Bilgiler ... 78
BÖLÜM V ... .81
SONUÇ ... .81
ÖNERİLER ... .83
KAYNAKÇA. ... .84
EK -1 Anket Formu ... .89
ix
Tablo 5 Araştırmaya Katılanların Sosyal Güvenceleri ... .67
Tablo 6 Araştırmaya Katılanların Gümüş İşlemeciliğini Öğrenme Şekilleri ... .68
Tablo 7 Araştırmaya Katılanların Mesleklerini Yapma Süreleri ... .69
Tablo 8 Araştırmaya Katılanların Mesleği Seçme Nedenleri ... .69
Tablo 9 Araştırmaya Katılanların Temel Uğraşı Alanları ... .70
Tablo 10 Araştırmaya Katılanların İş Yerindeki Görevleri ... .71
Tablo 11 Araştırmaya Katılanların İş Yerinde Çalışan Sayısı ... .71
Tablo 12 Araştırmaya Katılanların Gelir Memnuniyeti ... .72
Tablo 13 Araştırmaya Katılanların Ek Gelir Sağlayacak İşte Çalışma Durumları .. .72
Tablo 14 Araştırmaya Katılanların Gümüş İşlemeciliği Sanatının Güncelliğinin Korunup Yok Olmaması Ve Geliştirilmesi İçin Önerileri ... .73
Tablo 15 Araştırmaya Katılanların Gümüş Ürünü Yapımında Kullandıkları Yapım Teknikleri ... .74
Tablo 16 Araştırmaya Katılanların Gümüş Ürünü Yapımında Kullandıkları Süsleme Teknikleri ... .74
Tablo 17 Araştırmaya Katılanların Gümüş İşlemeciliği ile Ürettikleri Ürünler ... .75
Tablo 18 Araştırmaya Katılanların Ürünlerde En Çok Kullandığı Motifler ... .75
Tablo 19 Araştırmaya Katılanların Ürettikleri Ürünlerin Sivas İlinin Turizmine Katkı Sağlama Durumu ... .76
Tablo 20 Araştırmaya Katılanların Ürettikleri Ürünleri En Çok Kimlerin Aldığı .... .77
Tablo 21 Araştırmaya Katılanların Ürünleri Pazarladıkları Yerler ... .77
Tablo 22 Araştırmaya Katılanların Ürünlerin Yapımında Kullanılan Gümüşü Temin Etme Durumları ... .78
Tablo 23 Araştırmaya Katılanların Ürünlerin Yapımında Kullandıkları Araç ve Gereçler ... .79
Tablo 24 Araştırmaya Katılanların Teknolojiden Yararlanma Durumları ... .79
x
Şekil No Sayfa No
Şekil 1: Sivas İli Haritası ... .7
Şekil 2: Amyant Levha ... .32
Şekil 3: Balmumu ... .32
Şekil 4: Boraks ... .33
Şekil 5: Cila Motoru ... .33
Şekil 6: Çekiç ... .34
Şekil 7: Çelik Kalemler ... .34
Şekil 8: Çift ... .35
Şekil 9: Eğe ... .35
Şekil 10: Eldivenler ... .35
Şekil 11: Elek ... .36
Şekil 12: Freze Motoru ... .36
Şekil 13: Gümüş ... .37 Şekil 14: Hadde ... .37 Şekil 15: Haştek ... .37 Şekil 16: Kargaburun ... .38 Şekil 17: Kıl Testere ... .38 Şekil 18: Lup ... .38 Şekil 19: Makas ... .39 Şekil 20: Malafa ... .39 Şekil 21: Maşa ... .40 Şekil 22: Matkap ... .40 Şekil 23: Mengene ... .40 Şekil 24: Mikron ... .41 Şekil 25: Penseler ... .41 Şekil 26: Pergel ... .41 Şekil 27: Pota ... .42 Şekil 28: Raspa ... .42
Şekil 29: Sülfürik asit ... .43
Şekil 30: Şalimo ... .43
xi
Şekil 39: Gümüşün temizlenmesi ... .47
Şekil 40: Mikron ile ölçme işlemi ... .48
Şekil 41: Gümüşün boyutlarının ayarlanması ... .48
Şekil 42: Gümüşün şalome ile ısıtılması ... .49
Şekil 43: Gümüşün ikiye katlanması ... .49
Şekil 44: Süsleme için ölçü alınması ... .50
Şekil 45: Çekiç ile düzeltme ... .50
Şekil 46: Gümüşü çivi ile tutturma ... .51
Şekil 47: Bordür yapımı ... .51
Şekil 48: Dış bordürün tamamlanmış hali ... .51
Şekil 49: İç bordürün yapılması ... .52
Şekil 50: İç kısma desen yapılması ... .52
Şekil 51: Orta desenin tamamlanması ... .53
Şekil 52: Desenin çekiç ile düzeltilmesi ... .53
Şekil 53: Çivilerin çıkartılması ... .53
Şekil 54: Dış bordüre kabartma tekniğinin uygulanması ... .54
Şekil 55: Fazla kısımların çıkartılması ... .54
Şekil 56: Gümüşün çekiç ile düzeltilmesi ... .55
Şekil 57: Gümüşün kemik tarağa yerleştirilmesi ... .55
Şekil 58: Gümüş parçaların iç içe geçirilmesi ... .56
Şekil 59: İç içe geçen yerlere boraks sürülmesi ... .56
Şekil 60: Boraksın şalome ile eritilmesi ... .57
Şekil 61: Gümüşün sülfürik asit ile kaynatılması ... .57
Şekil 62: Gümüş parçanın temizlenmesi ... .58
Şekil 63: Halkaların kaynak tutturulması ... .58
Şekil 64: Gümüşün sülfürik asitte kaynatılması ... .59
xii
Şekil 68: Gümüş parçanın yerleştirilmesi ... .61
Şekil 69: Gümüş paraların kulplarının eğelenmesi ... .61
Şekil 70: Pul paraların halkalara tutturulması ... .62
Şekil 71: Gümüş tarağın tamamlanmış hali ... .62
1.1. Problem Durumu
Anadolu, tarihte çok çeşitli medeniyetlerin doğup geliştiği önemli bir yer olmuştur. Aynı zamanda gerek topraklarında barındırdığı maden ve mineral çeşitleri gerekse çok eskilere dayanan tarihi ile madenciliğin beşiği olarak kabul edilmektedir. Anadolu’nun maden yatakları açısından çok zengin oluşu, tarih boyunca buraya yerleşen insanların madenlere kolayca ulaşmasını sağlamıştır (Vural, 2009: 1).
Madenle tanışma ve onları kullanma yolları, Yakın ve Orta Doğu’da M.Ö.7. binden itibaren bilinmekteydi. Madeni ısıtarak kullanmaya hazır hale getirme, diğer madenlerle alaşımlar elde etme, çeşitli tekniklerle eserler yaratma ve bunları süsleme, ilk olarak yakın doğu topraklarında işlenmiş ve geliştirilmiştir (Eruz, 1993: 15). Yakın Doğu’da ilk keşfedilen ve işlenen madenlerden biri olan altın; dağ ırmaklarının yakınlarında, alüvyon birikintileri arasında, kuvars kayalarının içinde damar halinde ufak külçecikler ve kırıntılar halinde bulunmaktadır (Erginsoy, 1978: 8). Gümüş de doğada doğal olarak altın gibi maden kaynaklarının geçtiği dere yataklarında ya da kayalar içinde damarlar halinde bulunmaktadır. Doğal gümüşün keşfedilmesi, M.Ö. 4. bine inmektedir. Bu devirden itibaren süs eşyası olarak ufak çapta kullanılmaya başlandığı tahmin edilmektedir (Eruz, 1993: 17). Gümüşü saflaştırma metodu yine ilk kez M.Ö. 3. binde Anadolu’da uygulandığı bilinmektedir (Bingöl, 1999: 19). Yumuşak bir maden olması, soğukken de işlenmeye müsait olması kullanım kolaylığı sağlamıştır. Gümüş ayrıca cevher olarak da bulunmaktadır. Bunların başında galen ve gümüş klorür gelmektedir. Orta, Batı ve Kuzey Anadolu’da gümüş madeni ve cevherleri bakımından önemli bir bölgedir. İlk gümüş tasfiyesinin yani yabancı maddelerden arındırma işleminin Anadolu’da yapıldığı bilinmektedir. Bütün bu yazılı bilgiler Yakın Doğu topraklarında yoğun gümüş üretiminin varlığını ispatlamaktadır (Eruz, 1993: 17).
Gümüşün hammadde olarak kullanılmasının yanında gümüş işlemeciliği de ülkemizde önemli bir yere sahiptir. Gümüş işlemeciliğinin yapıldığı yerlerden biri de Sivas ilidir. Sivas, kültürel değerlerine sahip çıkarak, uzun yıllar yaşatan illerden biridir.
Ancak, gelişen teknoloji, değişen ihtiyaçlar, alım gücü, köyden kente göçler, genç neslin modern hayata ürün sürecinde geleneksel değerlerden uzak kalması ve uzun sürede yoğun emek sarf ederek elde edilen ürünlerin doyurucu kazançlar sağlayamaması gibi nedenlerden dolayı el sanatları kaybedilme sürecine girmiştir. Geçmişte çok çeşitli ve yoğun olarak yapılan el sanatları günümüzde çok azalmış, bazı el sanatları ise tamamen kaybolmuştur. Bu el sanatları arasında gümüş işlemeciliği de yer almaktadır. Telkari, kakma, kalem işi, savat teknikleri kullanarak her çeşit süs eşyası, hediyelik eşya ve takı tasarımları yapılabilmektedir (Kayabaşı ve Tonus, 2009: 405).
Yapılan araştırmalar sonucunda el sanatlarımız içerisinde yer alan Sivas il merkezinde yapılan gümüş işlemeciliği konusunda araştırmaların azlığı, Sivas el sanatlarının teknolojiye yenik düşerek kaybolmaya başlaması sebepleriyle bu konu problem olarak seçilmiştir.
1.2. Araştırmanın Amacı
Bu araştırmanın genel amacı; Sivas’ ta yapılan gümüş işlemeciliğinin, yapım ve süsleme tekniklerinin, gümüş işlemeciliğinde kullanılan araç ve gereçlerin bilimsel olarak araştırılarak, bu bilgilerin belgelendirmesidir. Bu genel amaç doğrultusunda aşağıdaki sorulara cevap aranacaktır.
Sivas il merkezinde gümüş işlemeciliğiyle uğraşan bireylerin demografik özellikleri nelerdir?
Gümüş işlemeciliğinin yapımında kullanılan araç ve gereçler nelerdir? Gümüş işlemeciliğinde kullanılan yapım ve süsleme teknikleri nelerdir?,
Gümüş işlemeciliğinde kullanılan motif, desen ve kompozisyon özellikleri nelerdir?
Sivas Gümüş İşlemeciliği ile üretilen ürün çeşitleri nelerdir? 1.3. Araştırmanın Önemi
Sivas ili de el sanatları bakımından zengin olup, gümüş işlemeciliği bunların arasında ürün ve motif yönünden zenginlik göstermektedir. Sivas ili el sanatlarından gümüş işlemeciliği konusunda yapılan araştırmaların azlığı gümüş işlemeciliği sanatının incelenerek ortaya çıkarılması önemlidir.
El sanatları konusunda önemli bir yeri olan gümüş işlemeciliği sanatının daha iyi tanınması, Sivas il merkezi gümüş işlemeciliğinde kullanılan tekniklerin, süsleme özelliklerinin ve üretilen ürünlerin tespit edilmesi, tanıtılması ve gelecek kuşaklara aktarılması açısından bu çalışma önemlidir.
Bu çalışma kapsamında incelenen Sivas Etnografya Müzesi’nde bulunan gümüş ürünler ile ilgili daha önce inceleme yapılmamış olması araştırmanın önemini arttırmaktadır. Müzede yapılan araştırmada envanter kayıtlarından elde edilen verilere göre yaklaşık 200’e yakın ürün kayıtlı olup 25’i incelenebilmiştir. Bu eserlerin fotoğraflanarak belgelenmesi hem çalışmanın desteklenmesi hem de gelecek kuşaklara aktarılmasında önem taşımaktadır. Eserlerin tekniklerinin değerlendirmesi, form, desen, motif, dönem, maden gibi özelliklerin incelenmesi önemlidir.
Günümüzde geçmişin izlerini bulduğumuz el sanatlarımızın giderek kaybolmaya başlaması gerçeği bu alanda yapılan ve yapılacak bilimsel çalışmaların önemini arttırmaktadır.
Araştırma daha sonraki çalışmalara kaynak olma özelliği taşıması açısından önemlidir. Araştırmada ortaya çıkan görüşler ile bu görüşlere getirilen öneriler önem taşımaktadır. Konunun günümüzdeki durumunun belirlenmesi açısından da bu araştırma önemlidir.
1.4. Varsayımlar
1. Araştırmada örneklem grubu evreni temsil edebilecek niteliktedir. 2. Literatür taraması ile elde edilen bilgiler geçerli ve güvenilirdir.
3. Araştırmada kullanılan anketin içeriği araştırmaya hizmet eder niteliktedir. 4. Araştırma kapsamında görüşüne başvurulan bireylerden sağlanan bilgiler geçerli ve güvenilirdir.
1.5. Sınırlılıklar
1. Araştırma Sivas il merkezinde yapılan gümüş işlemeciliği ile sınırlıdır. 2. Araştırma Sivas ilinde yapılmış gümüş ürünler ile sınırlıdır.
3. Yapılan araştırma, yazılı kaynaklarla ve konu ile ilgili tecrübeli kişilerin bilgileri ile sınırlıdır.
1.6. Tanımlar
Ajur: Madeni eserler üzerine kesici ve delici aletlerle delikli süslemeler yapma tekniği (Türe, Savaşçın, 2000: 40).
Altın: Takılarda çok kullanılan, doğada serbest halde bulunabilen, kolay işlenen ve okside olmayan bir metaldir (Bingöl, 1999: 19).
Amyant Levha: Altın-gümüş objelerin üzerine konularak kaynak işlemlerinin yapıldığı yanmaz kağıt (Ayter, 1996: 187).
Ayar: Altın ve gümüş alaşımlarında altın ve gümüş miktar ve oranını belirten kavram (Kuşoğlu, 2006: 29).
Bezeme: Süsleme, dekore etme, dekoratif süslemecilik (Kuşoğlu, 2006: 39). Boraks: Kuyumculukta kaynak yaparken alevin hararetini arttırmak ve kaynak yapılacak kısmın yağ ve oksitlerden arınması için temizleyici özelliği olan madde (Ayter, 1996: 188).
Desen: Süslemede kullanılan her türlü çizgi, biçim, bezeme ile olan bütünlük (Kuşoğlu, 2006: 66).
Döküm: Ergitilmiş sıvı metal veya alaşımın bir kalıba dökülerek katılaşmasına döküm denir (Aras, 1996: 55).
Gümüş: Kolay işlenebilen, okside olmayan değerli bir madendir. Beyaz renkte, parlak, yumuşak bu maden, altından biraz daha sert ve altından sonra en iyi işlenebilir metaldir. Genellikle alaşımları kullanılmaktadır (Önder, 1995: 70).
Kalem işi: Çelik kalemlerle metal yüzeye oyma ya da kazıma ile desen işleme tekniği (Türe, 2005: 154).
Kakma: Takıların üzerindeki oyuklara renkli taş ve cam parçalarının kesilerek yapıştırılmasıdır (Bingöl, 1999: 28).
Kompozisyon: Ögeleri belirli düzen ve kurallar çerçevesinde bir araya gelerek sanat eseri oluşturmasıdır (Özkeçeci, 2008: 13).
Kuyumculuk: Değerli-değersiz, metal ve metal olmayan hammaddeleri işlemek suretiyle sanat eseri yapmaya yönelik faaliyetlerin tümüne denir (Vitiello, 1995: 1).
Takı: Vücudun çeşitli yerlerine takılan, çeşitli malzeme ve tekniklerle, çeşitli biçimlerde yapılmış olan süs eşyasıdır (Barışta, 2002).
Tavlama: Metali ısıtarak molekül yapısını gevşetmek (Türe, 2005: 155).
Telkari: Altın ya da gümüş telleri eğip bükerek desenler yapmaya ve bu tel motifleri lehim kullanarak birbirine veya madeni bir zemin üzerine tutturmaya telkari denir (Suner, 1984: 245).
1.7 İlgili Araştırmalar
Güzel (2010), “Van İli Gümüş Savat İşlemeciliği” isimli yüksek lisans tezinde, Van’da gümüş savat işlemeciliği ile yapılan ürünlerin yapım ve süsleme tekniklerini, ürün yapımında kullanılan araç ve gereçleri inceleyerek tanıtmış ve belgelendirmiştir. Yukarıkozan (2009), “Beypazarı Gümüş Kolyeleri” isimli yüksek lisans tezinde, Ankara’nın Beypazarı yöresinde halen devam ettirilen geleneksel Türk el sanatı ve gümüş işleme yöntemlerinden biri olan telkari tekniği ile yapılmış gümüş kolyeleri incelemiştir. Araştırmasında telkari tekniğini, tekniklerde kullanılan motifleri, malzemeleri ve türlerini açıklamıştır.
Büyükyazıcı (2008), “Trabzon İlinde Altın ve Gümüş İşlemeciliği” adlı doktora tezinde kuyumculuğun tarihi, kullanılan hammaddeler, kuyumculuk teknikleri, takı çeşitleri, kuyumculukta kullanılan araçlar, Trabzon’da takı yapımı, Trabzon’un tarihsel gelişimi, Trabzon’da üretilen takıları ve bu takıların özellikleri, kullanılan araç-gereçler gibi konuları kapsamlı olarak ele almış ve yorumlar getirmiştir.
Yılmaz (2008), “Beypazarı Teknik Bilimler Meslek Yüksekokulu, Kuyumculuk ve Takı Tasarımı Programının İncelenmesi” adlı yüksek lisans tezinde; eğitim, program geliştirme, mesleki ve teknik eğitim tanımlarını, özelliklerini ve gelişimini; maden sanatını, hammaddeleri, ürün yapım tekniklerini, kuyumculuk sanatı ve tarihsel
gelişimi, kullanılan araç-gereçleri açıklamış, Beypazarı ilçesinin tanıtımını ve Beypazarı Teknik Bilimler MYO’ nun Kuyumculuk ve Takı Tasarımı programını incelemiştir.
Özbağı (1989), “Ankara İl Merkezinde Yaşayan Kadınlarda Bulunan Geleneksel Gümüş Takılar Üzerine Bir Araştırma” isimli yüksek lisans tezinde, Ankara’da İl merkezinde yaşayan kadınlarda bulunan geleneksel gümüş takıları çeşit, malzeme, süsleme tekniği, biçim ve özellikleri açısından incelemiştir.
Bodur (1987), “Türk Maden Sanatı” isimli araştırmada maden sanatının ilk örnekleri ve tarihsel gelişimi ayrıntılarıyla vermiş olan eser, Türkçe ve İngilizce olarak yazılmıştır.
2.1. Sivas ili Hakkında Genel Bilgiler
Sivas ile ilk yerleşimler MÖ 7000-5000 yıllarına uzanmaktadır. Sivas, Roma Devrinde Sebasteia adıyla anılmıştır. Birçok kaynak ise Sivas adının Sebastia' dan türediği konusunda aynı fikri paylaşmaktadır. Kentin Roma İmparatorluğu Devrinde inşa edildiği yazılı kaynaklarda geçmektedir. Kentin ilk kuruluş yeri, bugün kent merkezinde Toprak Tepe adı verilen yükseltinin üzerinde gelişen, Roma İmparatoru Justinianus (527-5Ó5) tarafından yaptırılan kaledir (Taş, 2007: 6).
Sivas, kuzeyden güneye ve doğudan batıya giden önemli yolların kavşağında bulunmaktadır. Kentin içinden geçen demiryolu ile Doğu Anadolu'ya, Akdeniz'e, Güneydoğu Anadolu'ya, Karadeniz'e ve Batı Anadolu'ya ulaşılabilmektedir (MTA, 2006: 4).
Şekil 1: Sivas ili Haritası (www.sivasfirma.com)
Sivas Orta Anadolu’ nun doğu kesiminde olup 38-41 enlem, 36-39 boylam dereceleri arasındadır. Kuzeyde; Tokat, Ordu, Giresun, doğuda; Erzincan, güneyde; Kayseri, Maraş, Malatya ve batıda; Yozgat illeri ile komşudur (Aslanoğlu, 1979: 123). Denizden 1300 metre yüksekte bulunan Sivas, aşağı yukarı bir yayla manzarası göstermektedir. Kışları çok soğuk, yazları ise serin havaya sahiptir (Aşkun, 2006: 26).
Sivas, maden potansiyeli bakımından ve fosil enerji kaynakları açısından diğer illeriyle karşılaştırıldığında oldukça zengin sayılabilecek bir ildir. Bu bakımdan madencilik sektörü, Sivas ekonomisinde önemli bir yere sahiptir. İlde endüstriyel hammaddelerden altın, bakır, kurşun, çinko, krom, stronsiyum ve demir rezervleri, çimento hammaddelerinden kaolin, kireçtaşı ve kil rezervleri, enerji hammaddelerinden linyit kömürü rezervleri ile jeotermal enerji kaynakları mevcuttur (SAG, 2003: 30). 2.1.1. Tarihi
İlk çağlardan beri daima önemli yerleşim merkezlerinden biri olan Sivas şehri sırasıyla Hitit, Roma, Bizans, Selçuklu ve Osmanlı medeniyetlerinin nüfuzuna girmiştir (Acun, 2003: 23).
Hitit ve Frigyalılar zamanında doğu-batı yolları ile Lidyalılar zamanında, Mezopotamya ve İran ticaretini Ege kıyılarına bağlayan meşhur Kral Yolu’nun üzerinde yer alan Sivas önemli kavşak merkezlerinden biri olmuştur. Anadolu’yu doğudan batıya ve kuzeyden güneye geçen yolların kavşağında bulunan Sivas, Roma ve Bizans döneminden beri çeşitli kültürlerin karşılaştığı zengin ve hareketli bir şehir olma niteliğini taşımıştır (Acun, 2003: 23).
Danişment Beyliği 1071 'de Sivas'ı sınırlarına katmıştır (Taş, 2007: 6). Danişmentlerin yaklaşık bir asır süren saltanatı II. Kılıç Aslan tarafından sona ermiş ve Sivas şehri Selçuklular’ın idaresine geçmiştir (Aşkun, 2006: 23). Sultan İzzettin Keykavus, Sivas'ı 1220 yılında Selçuklu Devleti'nin başkenti yapmıştır. Kent 1256-1353 yılları arasında İlhanlıların egemenliğindedir. 1343'te Eretna Beyliği, Sivas merkezli olarak kurulmuştur. 1398 yılında Sivas, Osmanlıların egemenliği altına alımış ve "Eyalet-i Rum" adını taşıyan geniş bir bölgenin eyalet merkezi konumuna gelmiştir (Taş, 2007: 7).
Osmanlı döneminde Sivas “Beylerbeyilik Merkezi” idi. İstanbul’dan yetenekli valiler gönderilmiş ve yörenin idaresi sağlanmıştır. Bu şehirden geçen Osmanlı Padişahları ise 1514’de yavuz Sulta Selim, 1534’de ve 1555’de Kanuni Sultan Süleyman ve Revan seferi dolayısıyla doğuya hareket eden IV. Murat, kutsal emanetlerle Sivas’ı şereflendirmiştir (Konukçu, 2008: 7).
temelinin atıldığı yer” olmuştur. Cumhuriyet yıllarında Sivas gelişmiş üniversitesiyle planlı bir şekilde kalkınan sanayi yatırımlarına sahip modern bir şehir görünümündedir. Bu olumlu çalışmalar günümüzde de devam etmektedir (Acun, 2003: 25).
2.1.2. El Sanatları
Sivas kültürel değerlere sahip çıkarak, uzun yıllar yaşatan illerden biridir. Ancak gelişen teknoloji, değişen ihtiyaçlar, alım gücü, köyden kente gelen göçler, genç nüfusun modern hayata uyum sürecinde geleneksel değerlerden uzak kalması ve uzun sürede yoğun emek sarf ederek elde edilen ürünlerin doyurucu kazançlar sağlamaması gibi nedenlerden dolayı bu el sanatları kaybedilme sürecine girmiştir. Geçmişte çok çeşitli ve yoğun olarak yapılan el sanatları bugün çok azalmış, bazı el sanatları ise tamamen kaybolmuştur. Sivas’ta halen yapılan el sanatları; halı ve kilim dokumacılığı, tığ örücülüğü, çarıkçılık, gümüş işlemeciliği, bakırcılık, ahşap oyma, çakı-bıçak yapımı, kemik tarak yapımıdır (Kayabaşı ve Tosun, 2008: 403).
Halı ve Kilim Dokumacılığı: Daha önceki dönemlere ait yeteri kadar kaynak ve malzeme olmadığı halde, Sivas halıcılığının 20. yüzyıl başlarında ki durumunu anlatan yazılı kaynaklara ve halı, kilim örneklerine ulaşılmıştır. Bu kaynaklar; Pretextat-Lecomte tarafından yazılan Türkiye’de Sanatlar ve Zanaatlar ile Reşit Akif Paşa tarafından Sivas valiliği zamanında çıkarılan 1909 tarihli Sivas Salnamesi’dir (Özen, 2008: 89-90).
Geçmişte çok yoğun olarak yapılan halı üretimi, günümüzde yok denecek kadar azdır. Oysa Sivas halıları iç ve dış piyasada aranılan önemli halıların başında gelmektedir. Dm karesine 2500-3600 adet ilmenin 4-5,5mm yüksekliğinde yerleştirilmiş olması dünya halıcılık piyasasında tercih edilmesini olumlu yönde etkilemektedir. Tarihi Selçuklu dönemine kadar uzanan Sivas halıları, sarma tip tezgahlarda dokunmaktadır. Atkısı ve çözgüsü pamuk, ilmeleri yündür. Yedi Dağın Çiçeği, Tebriz, Buhara, İsfahan, Polonez, Viyana, Lalezar, Çeşm-i Bülbül, Sivas
Yıldızı, Yılanlı, Çamurlu gibi herkesin beğenisini kazanan çeşit arasında özellikle lacivert, krem, kırmızı ve tonlarına hakim olduğu, gül kurusu küf yeşili ve kiremit tonlarının da son derece zengin kullanıldığı renk armonisine sahiptir. Sivas kilimleri ise özellikle ilçe, köy ve kasabalarda daha yaygın olarak yapılmaktadır. Halı üretimine oranla daha iyi durumdadır. Kilimlerin tamamı yünden yapılmış ve özellikle geometrik, hayvansal ve bitkisel motiflerle bezenmiştir (Kayabaşı ve Tosun, 2008: 404).
Tığ Örücülüğü: Tığ örücülüğü kapsamında çorap, patik, çorap, patik, eldiven örücülüğü ile dantel gibi ürünler ele alınmaktadır. Başlangıcı çok eskilere dayanan tığ örücülüğü günümüzde de aynı oranda yoğunluğunu sürdürmektedir. Bireysel ihtiyaçların karşılanmasının yanı sıra hediyelik, çeyizlik ve ticari amaçlı yapılan üretimlerle de yan gelir sağlanmaktadır.
Eskiden çok daha yaygın kullanım alanına sahip olduğu bilinen çorap ve patikler, günümüz teknolojisi karşısında olumsuz yönde etkilenmişlerdir. Çeşitli renklerdeki ince tiftik ipliklerle işlenen motifler, ören insanların pek çok duygusuna da tercüman olmuştur (Kayabaşı ve Tosun, 2008: 404).
Çarıkçılık: Binlerce yıllardan beri bilinen, daha çok köyde yaşayanlar ve alışkanlığı olanlar tarafından giyilen çarık, Cumhuriyet’in ilanından sonra yavaş yavaş terk edilmeye başlanmıştır. Lastik, plastik gibi maddelerin sanayide kullanılmasıyla birlikte seri üretime geçilmiş, daha dayanıklı ayakkabı çeşitlerinin piyasaya sürülmesi çarıkçılığın yok olmasına neden olmuştur. Günümüzde ise sadece birkaç çarık ustası hediyelik ve süs eşyası olarak üretim yapmaktadırlar. Zara’daki çarıkçı esnafı, çarığa yeni bir biçim ve form vermiştir (Özen, 2008: 67-68).
Çubukçuluk: Geçmişe dayanan el sanatlarından çubukçuluk, günümüzde turistik değer kazanmıştır. Çubuk yapımında "germişek" ya da ""karamuk" denen bir ağaç kullanılmaktadır. Bu çubuklar istenen boyda kesilerek uzunluklarına göre lüleli, altı parça, orta başlı, lale başlı, yanma başlı, ufak ağızlık, ufak lüleli ağızlık, arabalı ağızlık, gibi çeşitli adları almaktadır. Kabukları soyulan çubuklar tornaya bağlanarak keski, dikey veya yatay tutularak desenin dış çizgileri çizilerek kalemle desenler oluşturulmaktadır. Bu işleme nakış keskisi denmektedir. İşlemeleri tamamlanan ağızlık, kezzaba batırılıp, ateşe tutulduktan sonra zımparalanmaktadır. Matkapla ağız bölümü
Bakırcılık: Sivas’ta bakırcılık eskisi kadar yaygın olmamakla birlikte, günümüzde de sürdürülmektedir. Yörenin en eski bakır eserleri müzede sergilen-mektedir. Dövme (bakır ağaç tokmakla dövülür) ve çekme (tahta kalıplara göre tornada çekilir) tekniğinde üretilen bakırların süslemeleri kakma ya da çalma tekniğiyle yapılmaktadır. Birinci teknikte motifler kap üzerine kazılarak veya oyularak işlenir. Diğer teknikte kabın üzeri balmumu sıvanır. Motifler kalemle çizildikten sonra açılan oyuklara asit dökülmektedir. Asidin oluşturduğu karalamalarla desen çıkar. Çalma tekniğinde desenler demir zımparayla baskı yapılarak işlenir. Yazılar yaprak, lale, nar, çiçeği ve servi gibi bitkisel ve daire, üçgen, dörtgen gibi geometrik motifler yaygın olarak kullanılmaktadır. Ustaların yapıtlarına adlarını, bir din büyüğünün adını veya bir ayeti yazması Osmanlı Dönemi’nden beri gelenekselleşmiştir (Taş, 2007: 31).
Ahşap Oyma: Ahşap işçiliği 12. yy’ da Anadolu’da Selçuklu döneminde gelişmiştir. Günümüzde az sayıdaki ustalar ve onların yetiştirdiği çıraklar tarafından yaşatılmaktadır. Tavan süslemeleri başta olmak üzere sandık, kapı, camii minberi ve mihrabı, her tip süs eşyası ahşap işleme yöntemi kullanılarak yapılmıştır (Kayabaşı ve Tosun, 2008: 405-406).
Kemik Tarak Yapımı: Anadolu’nun pek çok yöresinde, tarak yapımı için çeşitli bitkisel ve hayvansal hammaddeler tercih edilmesine rağmen Sivas’ta uzun yıllar camız ve öküz boynuzundan yararlanılmıştır. Günümüz koşullarında camız boynuzu bulmanın zorluğu nedeniyle son yıllarda, özellikle yabani dağ keçisi, inek, tosun ve koç boynuzları kullanılmaktadır. Sivas’ ta sadece iki kişi kalan tarak ustaları, boynuzların orijinal renklerinde hiçbir değişiklik yapmadan yüzey süslemesi ile ürünlerine sanatsal bir anlam katmaktadır (Kayabaşı ve Tosun, 2008: 406).
Bıçak Yapımı: Sivas'ta icra edilen bıçakçılık geleneği, geçmişi yüzyıllar öncesine dayanan köklü bir kültürün devamıdır. Eskiden silah yapan demirci ve silah
ustalarının torunları olan bıçakçılar, bugün silah olmasa bile bıçak yaparak bu sanatı devam ettirmektedir(Kaya ve Mesci, 2002: 13)
Sivas bıçakçılığı tarihi gelişimi ve icrası içinde birçok usta yetiştirmiştir. Bu ustaların yetişmesi, Türk kültüründe önemli bir yere sahip olan usta-çırak geleneği çerçevesinde gerçekleşmiştir. Son yallarda Sivas'ta bıçakçılık geleneği birkaç önemli usta önderliğinde kırk elli kadar kişi tarafından profesyonel olarak yürütülmektedir. Günümüzde, malzemenin kolay elde edilir hale gelmesi ve bıçakları daha geniş bir ortamda pazarlama imkanı olmasına rağmen, bıçakçılık ticari olarak fazla bir gelir getirmemesi nedeniyle geçim kaynağı olarak yeterli görülmemiş ve zor icra edilen bir sanat olmasından kaynaklanan sebeple de varlığını gittikçe kaybeder olmuştur (Kaya ve Mesci, 2002: 14-15).
Gümüş İşlemeciliği: Sivas gümüşçülüğü, Sivas el sanatları içinde varlığı uzun yıllar korumayı başarmış ve gün geçtikçe daha çok ilerleme kaydetmiştir. Telkari, kakma, kalem işi, savat teknikleri kullanarak her türlü süs eşyası, hediyelik eşya ve takı tasarımları yapılabilmektedir (Kayabaşı ve Tosun, 2008: 405).
Eskiden Sivas'ta kuyumcu dükkânları Meydan Cami-i çevresinde (şimdiki Terziler Çarşısı'nın yerinde) Bezazlar Çarşısı'ndaydı. Sivas'ta özel kuyumculuk işleri, eserlerdeki ustalık ve bunların zarafetiyle, İstanbul'dan sonra ikinci sırayı alırdı. Osman-lı Döneminde, gümüş ve altın üzerine vurulan damgalar İstanbul, Sivas ve Van illerinin adını taşırdı (Özen, 2008: 171-172).
Sivas'ta gümüş çalışmalarda ince levha haline getirilen gümüş, çekmece ve nalın yapımında tahta malzemeyi kaplamakta kullanılmaktadır. Diğer işçilikler telkari, kalem işi ve savattır (sevad). Adından da anlaşıldığı gibi telkari, ince gümüş tellerin şekil verilerek telkari adını alan kemerler, bilezikler, bardak zarfları, tabakları, broşlar, yaka çiçekleri, ağızlık gibi üretimin üzerlerinin bezenmesi biçiminde görülen tekniktir (Kültür ve Turizm Bakanlığı, 2005: 84). Savat (sevad) siyahlık, karalama, müsvedde anlamına gelir. Savatlanacak gümüş eşyanın üzerine işlenecek desen çizilir ve bu desen çelik kalemler yardımıyla "kalem işi" denilen tarzda oyulur. Gümüş üzerindeki oyma işi tamamlandıktan sonra hazırlanan savat çamuru (sürme savat) veya toz edilerek (ekme
yerleşen insanların madenlere kolayca ulaşmasını sağlamıştır. İnsanlık tarihinin başlarında madeni tanımayan insanlar, doğada parlak rengiyle dikkat çeken hematit, malakit vb cevherlerin farkına vararak, boya malzemesi olarak kullanmayı öğrenmiştir (Vural, Kaya, Başaran, Songören, 2009: 1).
Tarihi araştırma ve kazılar, neolotik dönemlerden itibaren Orta Asya’da maden sanatının ileri seviyede olduğunu ortaya çıkarmıştır (Eruz, 1993: 19). Yakın Doğu’da ilk keşfedilen ve işlenen madenlerden biri olan altın, keşif tarihi kesin olarak bilinmemekle beraber M.Ö. 5. hatta 6. binden itibaren ufak süs eşyalarında kullanıldığı bilinmektedir (Erginsoy, 1978: 8). Bunu belgeleyen örnekler Anadolu'da, Trakya'da ve Me-zopotamya'da ele geçirilmiştir. Sümerlerde Cemdet Nasr Devri'nden kalma bir mezarda lapis lazuli kakmalı altın rozetler, altın kulak tıkaçları ile altın ve elektron boncuklar çıkartılmıştır (Meriçboyu, 2001: 27). Altın gibi maden kaynakların geçtiği dere yataklarında ya da kayalar içinde damarlar halinde bulunan doğal gümüşün keşfedilmesi M.Ö. 4. bine inmektedir. Bu dönemden itibaren süs eşyası olarak ufak çapta kullanılmaya başlandığı tahmin edilmektedir. Yumuşak bir maden olduğundan soğuk haldeyken de işlenmeye müsait olması, kullanım kolaylığı sağlamıştır (Eruz, 1993: 17). Yapılan arkeolojik kazı sonuçlarında bakır madeninin ilk Anadolu’da kullanıldığı ve metalürjinin ilk bu bölgede başladığı kanısını desteklemektedir. Anadolu’da Çayönü, Çatalhüyük ve Suberde kazılarında M.Ö. 7. bine ait, doğal bakırdan dövülerek yapılmış iğne, biz, kanca gibi ufak aletler ve yüzük, boncuk gibi süs eşyaları da bulunmuştur (Erginsoy, 1978: 11). Bakır-çinko birleşiminden oluşan pirincin M.Ö. 1.binin ilk yarısında bulunduğu tahmin edilmekle beraber nerede keşfedildiği kesinlik kazanmamıştır. İslam maden sanatında pirinç 12. yüzyılın üçüncü çeyreğinden itibaren bronzun yanında dövme tekniğine yatkınlığıyla kullanım alanı bulmuştur (Eruz, 1993: 19).
Bakır-kalay alaşımı olan Tunç'un bulunmasıyla Tunç devri başlamıştır (M.Ö 3000- 1200). Maden ocakları endüstriyel olarak işletilmiş ve ilk defa bu dönemde metal alaşımları yapılmıştır. Ana element olan bakıra, %10 oranında kalayın karışımı ile elde edilen Tunç'un üretimi büyük değişiklikleri de beraberinde getirmiştir. Çünkü Tunç'un dökümü, dövme ve şekil verme özelliği bakıra göre daha elverişlidir. Böylelikle yapılmak istenen desenler kolaylıkla işlenebilmektedir. Bu dönemde maden, galeriler açılarak yer altından çıkarılmış ve ocaklara yakın uygun alanlarda ergitilmiştir (Vural, Kaya, Başaran, Songören, 2009: 2).
Dövme demir ilk olarak M.Ö. 2. binin başlarında, Anadolu’da Toroslar’dan Kafkasya’ya kadar uzanan dağlık bölgede elde edilmiş ve M.Ö. 1900-1400 tarihleri arasında yalnızca bu bölgede kullanılmıştır (Erginsoy, 1978: 15). Demir Çağında (M.Ö. 1200-550), demirden işlenmiş materyaller, diğer metalik madenlerden üretilenlere göre daha az olduğu bilinmekte olup demir, yine de bu çağa ismini vermiştir (Vural, 2009: 2).
Metalurji ve maden sanatı Yakın ve Orta Doğu da M.Ö.7 binlerden itibaren bilinmektedir. İslam dünyasında tanınması M.S. 7. yüzyıla rastlar. Bu tarihten itibaren metal işçiliği merkezleri kurularak devamlı gelişen tekniklerle üretime hız kazandırılmış ve zengin süslemelerle bezeli madeni eserler İslam aleminde olduğu kadar diğer ülkelerde de ilgi ve istekli karşılanmıştır (Bodur, 1987: 11).
Aletlerin dayanıklılığı, işlevselliği ve çok çeşitli alanlarda kullanılabilmesi madeni, en aranan malzeme durumuna getirmiştir. Kültepe-Kayseri kazılarında ele geçen ve M.Ö. 2. bin yılın başlarını kapsayan çivi yazılı kil tabletlerinde, Anadolu ile Mezopotamya arasındaki maden ticaretini tanıtan bilgilere ulaşılmıştır (Vural, Kaya, Başaran, Songören, 2009: 2).
Doğu Roma İmparatorluğu’nun ilk dönemlerinde Costantinapolis’ de kuyumcu ve camcılardan vergi alınmayacağının belirtilmesi kuyumculuk konusunda sağlanan devlet desteğini belgelemektedir. 4. ve 5. yüzyılları kapsayan bu geçiş döneminde en önemli sanat ve kuyumculuk merkezleri Roma, İskenderiye ve Antakya’dır. Bizans takıları da teknik ve form olarak Roma kuyumculuğunun devamı görünümündedir (Türe, 2006:18).
(Erginsoy, 1978: 123).
Büyük Selçuklu Devleti’nin yıkılması ve maden sanatının gerilemesinden sonra Anadolu ve Balkanlarda Osmanlı Devleti’nin egemenliği hissedilmeye başlamıştır. Osmanlı Devleti’nin 1299 yılında kurulmasıyla, yayıldığı topraklarda bulunan madenler de işlemeye açılmış ve böylece Osmanlı Dönemi maden sanatı doruk noktasına ulaşmıştır. Bu madenler içinde öncelikle bakır, altın ve gümüş yanında bir alaşım olan pirinç ön plana çıkmıştır. Bakır madeni, savaş sanayi, darphane ve sosyal hayattaki ihtiyaçları karşılamak için maden sanatı atölyelerinde bolca kullanılmış ve bakır yatakları 19. yüzyılın ortalarına kadar kesintisiz işletilmiştir. Bronz işçiliği azalmış, gümüş, gümüş savatlama ve kakma yavaş yavaş kaybolmuş, gümüş ve altın objeler metal işçiliğinin doruk noktası olmuştur. Günlük kullanım eşyalarının yapımında bakır, pirinç ve diğer alaşımlar kullanılmıştır (Eruz, 1993: 23).
Türkiye’nin çeşitli bölgelerinde kuyumculuk bugünde varlığını sürdürmektedir. Kars, Erzurum, Trabzon, Sivas, Van, Mardin, Diyarbakır, Mersin, Midyat, İstanbul gibi iller önde gelen kuyumculuk merkezleridir. İstanbul-Kapalıçarşı kuyumculuk sektörünün genel merkezi olarak yüzyıllardan beri ününü devam ettirmektedir. Günümüzde kuyumculuk çağdaş teknikler ve elektronik aletler ile gelişmesine rağmen; geleneksel yöntemler ve el işlemeciliği ile yüksek işçilik yeteneğine de ihtiyaç duymaktadır (Ayter, 1996: 5-6).
2.3. Madeni Eserlerde En Çok Kullanılan Ham Maddeler
Geçmişten günümüze madeni eserlerde en çok kullanılan madenler şunlardır; Altın: Takılarda çok kullanılan, doğada serbest halde bulunan, kolay işlenen ve okside olmayan bir metaldir. Nehir yataklarında kuvars ile karışık döküntü taneler halinde bulunur ve yıkanmak suretiyle kuvarsdan ayrılır. Altın, gümüş ve bakırla karışık olarak da bulunur. Önceleri doğal alaşımlar saflaştırılmadan kullanılmışlardır. 1/5
oranında gümüş bulunan altın alaşımına beyaz altın veya electrum adı verilir. Arkeolojik araştırmalara göre altın ilk kez Anadolu' da saflaştırılmıştır (Bingöl, 1999: 19).
Gümüş: Gümüş, atom numarası 47, atom ağırlığı 107.88, simgesi Ag olan beyazımsı gri renkli bir metaldir. Bu özelliği nedeniyle gümüşe Latince beyaz ve parlak anlamına gelen argertum adı verilmiştir (Kaplan, 2003: 45). Çekiçle dövülerek birkaç mikronluk saydam yapraklar haline getirilebilen gümüş, saf haldeyken çok yumuşak olup ve tırnakla bile kolayca çizilmektedir. İçine katılacak bakır ile istenilen sertlik elde edilebilir (Meriç, 1993: 46).
Mücevher yapımı, kuyumculuk, el işleri ve ayna sırlarının yapımı gümüşün en eski kullanım alanlarıdır. Gümüş ayrıca uçak motorlarında, para ve madalya yapımında, fotoğrafçılıkta, elektrik anahtarlarının yapımında, pillerde, elektrikli ve elektronik parçalarda ve tıpta kullanılmaktadır (MTA, 1993: 16-17).
Bakır: İlk keşfedilen ve işlenen madenlerden biridir. Doğal bakır parçalarına dere yataklarında veya bakır cevherinin aşınmış üst tabakalarında rastlanmaktadır. Bakır okside olan bir metaldir bu yüzden doğada kolayca göze çarpmamaktadır. Altın ve gümüşten daha sert bir maden olduğu için işlenirken ısıtılır ve tavlanması için soğuk suya daldırılmaktadır (Köroğlu, 2004: 4).
Prinç: İçinde yüzde 20 oranında çinko bulunan bakır alaşımıdır. Pirincin içindeki çinko oranı yüzde 40’a kadar arttırılabilir fakat pirincin çinko oranı çoğaldıkça, madenin rengi beyazlaşır ve parlaklığını kaybeder (Erginsoy, 1978: 13).
Bronz (Tunç): Bakıra yüzde on kalay eklenmesiyle elde edilen metal alaşımıdır (Türe, 2005: 153). Bakırın içerisine eklenen kalayın oranı, kullanım amacına göre değişebilir. Çinko, alüminyum, kurşun ve gümüş, alaşıma katılarak farklı renkler ve sertlik dereceleri elde edilebilir. Bronz, bakıra başka madenler katarak elde edilen alaşımlar arasında, saf bakırdan çok daha sert ve dayanıklıdır (Köroğlu, 2004: 4).
2.4.1. Dövme Tekniği
Dövme, en eski şekillendirme tekniklerinden biridir. Metal veya alaşım kolayca şekle girebileceği bir sıcaklıkta ısıtılır ve çekiç ile döverek metale şekil verilmektedir (Aras, 1996: 59). Teknoloji geliştikçe bu işlemler silindir makineleri veya tel çekme makineleri yardımıyla yapılmaktadır (Ayter, 1996: 111).
Yakın Doğu'da, doğal madenlerin keşfedilmesinden itibaren kullanılmaya başlanan ilk tekniktir. Erken devirlerde, sapsız taş çekiçlerle taş örsler üstünde dövülerek işleme yöntemi, metalurjik keşiflere bağlı olarak gelişmiştir. Tavlamanın keşfinden sonra bakır levhaların çekiçlenmesi daha kolay olmuştur. Madeni potada eriterek kalıplara dökme yolu keşfedilince, dövme tekniğinde önemli bir ilerleme kaydedilmiştir. İstenilen kalınlık ve büyüklükteki kalıplara dökülerek elde edilen yu-varlak diskler, çekiçle dövülerek levha haline getirilmiş, bu levhalardan da istenilen formlar dövülerek şekillendirilmiştir (Eruz, 1993: 27). Dövme tekniğinde iki yöntem kullanılmaktadır. Bunlar;
Çökertme Yöntemi: Derin olmayan ve ağzı geniş olan tabak, sini, sahan, tas gibi kaplar genellikle içten çekiçlenerek, çökertme yöntemi ile yapılmaktadır. Çökertme yöntemine daima yapılacak ürünün bitmiş kalınlığından daha kalın olan yuvarlak bir levha ile başlanır çünkü bu levha çekiçlenirken esnemekte ve daha incelmektedir. Levha ne kadar uzun süre çekiçlenirse yapılan ürün o kadar derin ve ince duvarlı olmaktadır. Çökertme işleminde levhanın çapı değişmez sadece çukurlaştıkça maden incelir (Erginsoy, 1978: 21).
Yükseltme Yöntemi: Yüksek ve derin ürünler, genelde dıştan çekiçleme uygulanarak, yükseltme yöntemi ile yapılır. Yükseltme yöntemine ince ve büyük yuvarlak bir levhayla başlanmaktadır. Bu levha örs üzerinde, dıştan çekiçlemeyle istenildiği kadar yükseltilebilir. Yükselmede eserin boy ve biçmine göre, ufak veya büyük, üstü düz örsler kullanılmaktadır (Erginsoy, 1978: 22).
Yükseltme yöntemi ile daha köşeli, çökertme yöntemiyle de daha yuvarlak formlar elde edilmektedir. Hangi yöntemle yapılırsa yapılsın, dövülerek ortaya çıkarılan eserlere, son şeklini aldıktan sonra uygun örsler üzerinde genel bir çekiçleme yapılmaktadır. Bu şekilde istenmeyen köşeler ve dalgalar düzeltilmektedir. Eserler daha sonra düz bir yüzeye konarak ağız kenarları düzeltilmektedir. Madeni eserlerin yapımı bittikten sonra, eserin dışına bir keçe ile haşhaş tohumu yağı ve zımpara tozu karışımı sürülerek son bir cila yapılmaktadır (Erginsoy, 1978: 24).
2.4.2. Döküm Tekniği
Ergimiş sıvı metal veya alaşımı bir kalıba dökerek şekil verme tekniğine döküm denir. Üretimin bazı aşamalarında metal parçaların çoğu dökümle elde edilir (Aras, 1996: 55).
Kalkolitik çağdan beri bilinen ve yüzyıllar boyu gelişen çeşitli tekniklerle ilerleyen döküm usulleri, Türk-İslam maden sanatında havan, mangal, buhurdan, ayna, şamdan gibi eserlerin yapılmasında tercih edilmiştir. Dökme tekniğinde büyük eserler, genellikle birkaç parça halinde dökülüp sonra lehimle birleştirilmektedir (Eruz, 1993: 27-28). Döküm değişik şekillerde uygulanmaktadır. Bunlar;
Kuma Döküm: En çok kullanılan döküm yöntemlerinden biri olup, ergimiş metalin sıkıştırılmış bir kum kalıp içindeki boşluğa dökülmesine kuma döküm denir. Nihai dökümün şekline yakın bir ağaç veya metal model kum içindeki boşluğun elde edilmesinde kullandır. Sıkıştırılmış kumun bozulmaması için modele koniklik verilmesi gereklidir (Aras, 1996: 55-56).
Kabuk Kalıba Döküm: Bu metod, kuma dökümün geliştirilmiş bir şekli olup, çok ince kabuk kalıp içerisine ergimiş metal veya alaşım dökülür. Dökümü yapılacak parçanın her iki yarısının metal modeli yapılarak plak model üzerine bağlanır. Yolluk ve çıkıcılarda metal plak model üzerine sabitlenir. Model ve plak model birlikte 250-350 derceye ısıtılır. Bilahare özel hazırlanmış kum ve organik reçine karışımı ısıtılmış modelle temas ettirilerek iki parçalı kabuk kalıp elde edilir. Bu iki yarım kalıp bir araya getirilerek içerisine ergimiş metal veya alaşım dökülür. Bu metotla dökülen parçaların yüzeyi çok temiz olmaktadır (Aras, 1996: 56).
lanması ve dökümün mekanik özelliklerinin daha üstün olmasıdır (Aras, 1996: 56). Basınçlı (Enjeksiyon) Döküm: Bu döküm yönteminde, metal kalıplatın meydana getirdiği, kalıp boşlukları araşma ergimiş metal basınç altında verilmektedir. Bu sistemde kalıplar çok pahalı olup, çok kompleks makine parçalarının dökümünde uygulanmaktadır. Döküm parçalarının yüzeyleri çok temizdir (Aras, 1996: 56).
Santrifuj Döküm: Bu yöntemde, ergimiş döküm alaşımı, simetri merkezi etrafında dönen metal, grafik, kum veya alçı kalıp içerisine dökülür. Bu döküm yöntemiyle dökülen parçalar, kuma döküme nazaran daha üşün özelliklere sahiptir (Aras, 1996: 56).
Alçı Kalıba Döküm (Kayıp Mum Tekniği): Kayıp mum tekniği mücevher imalatçıları ve dişçiler tarafından uzun yıllardır kullanılmaktadır. Küçük endüstriyel parçaların dökümünde de gün geçtikçe değer kazanmaktadır ve kullanılmaktadır (Aras, 1996: 56).
Kontinü Döküm (Devamlı Döküm) : Bu döküm tekniğiyle çok kaliteli astar ve astar ve çubuklar elde edildiği için kuyumculuk sektöründe gün geçtikçe önem
kazanmaktadır. Bu döküm tekniğinde metal ve alaşımları orta frekanslı bir endüksiyon ocağı kullanılarak ergitilmektedir. Saf grafit pota içinde ergimiş metal veya alaşım, grafit potanın ait kısmında katılaşması sağlanır. İstenilen şekilde katılaşmış astar veya çubuk, çekme mekanizması yardımıyla devamlı çekilerek pota dışına alınır. Bu döküm tekniği ile istenilen boylarda astar ve çubuk elde edilir (Aras, 1996: 56-57).
2.4.3. Tornada Çekme
Çömlekçi çarkının eksen etrafındaki dönmesinden faydalanılarak ıslak kile uygulanan yöntem, yuvarlak madeni parçalara da uygulanmış ve böylece yuvarlak gövdeli, içi boş eserler yaratılmıştır. M.Ö. 4. binden itibaren madeni eserlerin
şekillen-dirilmesinde kullanılan tornada çekme İslam maden sanatında da kullanılmıştır (Eruz, 1993: 29).
Madeni eserler tornada iki ayrı yöntem ile şekillendirilmektedir. Birinci yöntem; istenilen bir kabın şeklinde hazırlanmış tahta bir kalıp torna tezgahına yerleştirilir ve kabın yapılacağı disk şeklindeki madeni levha tavlanarak bu kalıbın üzerine orta yerinden çivi ile tutturulur. Torna tezgahı çalıştırılarak kalıbın hızla dönmesi sağlanır ve çelik bir alet kullanılarak kalıba çivilenmiş olan levhaya dıştan bastırılır. Bir süre sonra levha kalıbın üstüne dönerek kalıbın şeklini alır. İkinci yöntem; bir tahta bloğun içine istenen kabın şeklinde bir çukur oyularak kalıp hazırlanır ve bu kalıp torna tezgahına yerleştirilir. Madeni levha tavlandıktan sonra oyuğun üzerine konup kenarlarından çivilerle bloğa sabitlenir. Torna çalıştırılarak çelik bir alet ile levhaya bastırılır ve levhanın oyuğun içine girip şekil alması sağlanır (Erginsoy, 1978: 28). 2.4.4. Haddeleme (Silindirden Geçirme)
İki veya daha fazla, şekilli veya düz yüzeyli, merdaneden oluşan makinelerde sıcak veya soğuk olarak yapılan işlemdir. Merdane yüzeyleri düz ise levha, şeritler v.b. elde edilirken, yüzeyler yuvarlak, kare, altıgen v.b. olması halinde, o kesitli profiller elde edilir. İlk çift merdaneli makineler sebze ve meyve eziminde kullanılırdı. Metalurji de, paralel eksenli döner silindirler, 16 yy’da kullanılmaya başlandı. İlk olarak kurşun ve bakır gibi yumuşak metaller işlenmiş, teknolojik gelişmeler sonucunda daha başka metallere ve demire geçilmiştir (Vitiello, 1995: 115).
2.4.5. Delme İşlemleri
Frezeye takılan ‘helezon’ matkaplarla yapılır. Önce ince matkap kullanılır sonra istenilen boyutta delik büyültülür. Küre veya konik matkaplar yardımıyla delik üzerinde muhtelif çalışmalar yapılabilir (Ayter, 1996: 111).
2.4.6. Kaynak Yapma
Kaynak, maden parçalarını çok yüksek ısı veya basınç kullanılarak birleştirilme işlemidir. Soğuk basınç ile kaynak, sıcak basınç ile kaynak ve füzyon kaynak olmak üzere üç şekilde yapılmaktadır. Soğuk basınç kaynak, sadece çok ince altın levhalarında uygulanabilir. Sıcak basınç ile kaynak, bakır, tunç ve pirinç madenlerine uygulanmaz. Bakır ve alaşımları yüksek ısıda gevşedikleri için çekiçlenemez. Füzyon kaynak ise çok
alınarak, süzmeleri yapılmaktadır. Kalından inceye doğru diş kalınlıkları değişen eğeler ile rötuş işlemleri tamamlanmaktadır (Ayter, 1996: 111-112).
2.4.8. Oyma İşlemleri
Kıl testere ile oyularak istenilen yerler açılmaktadır. Düzgün ve çapaklanmayacak şekilde muntazam temizlenerek, şekiller simetrik ve muntazam olmalıdır (Ayter, 1996: 112).
2.4.9. Damgalama
Ayar - Milyem garantisini belirten zımbalar objenin görünmeyen bir yöresine çakılarak iz düşümü sağlanmaktadır. 14K veya 750 milyem gibi çelik zımbalarla bu işlemler tamamlanmaktadır (Ayter, 1996: 112).
2.4.10. Cila-Polisaj İşlemleri
Hazırlanan mücevher ve süs eşyalarının üzerlerinde herhangi bir çizgi kalmamak üzere parlatılarak ışıl ışıl hale getirilmesi, yıkanarak yağ ve kirlerden arındırılıp göz alıcı parlaklık kazandırılması için yapılan işlemlerdir. Bu işlerde genellikle cila yapan döner fırçalı motorlar ve fırçaya sürülen yağlı pomatlar kullanılır (Ayter, 1996: 112). 2.5. Madeni Eserleri Birleştirme Teknikleri
Dökme veya dövme yoluyla elde edilen birkaç parça halindeki eserler perçin, lehim, kaynak, pim ve halka yardımıyla birleştirilmektedir.
2.5.1. Perçin
Çivi ile birleştirme tekniğidir. Perçin çivilerinin gireceği delikler, ucu sivri bir aletle açılır ya da dökümle elde edilir. Birleştirilecek delikli kenarlar birbirleri üstüne bindirilip, perçin çivileri ile tutturulur. Perçin tekniği, bakraç ve kazan gibi eserlerin oynak olan kulpların gövdeye takılmasında veya mangal gibi büyük boy eserlerin, ayrı
parçalar halinde dökülen kısımların birleştirilmesinde kullanılmıştır (Erginsoy, 1978: 28).
2.5.2. Lehim
Parçaların ergitmeden ergimiş başka bir metalle birleştirilmesidir (Şenel, 1967:158). Birleşecek parçaların kenarları yan yana getirilir ve ek yeri üzerine erimiş lehim akıtılır, sonra bu kısım ateşe tutularak lehimin ek yeri içine nüfuz etmesi sağlanırdı. Lehim olarak kullanılan madenin erime noktasının, eserin madeninin erime noktasının daha altında olmasına dikkat edilirdi (Eruz, 1993: 29).
2.5.3. Kaynak
İki metal parçasının, ısı ve basınçla birleştirilmesi işlemi olup genelde düşük, yüksek veya çok yüksek sıcaklıklarda ergitme yolu ile gerçekleştirilir. Isınma bakır ısıtıcı, alev, elektrik enerjisi ya da ark ile sağlanmaktadır. Ergitme sadece o iki parçayı ilgilendirebileceği gibi, aynı metal ya da değişik alaşımdan imal edilmiş bir tel, toz ya da çubuğun onların üzerine yayılmasını da içerebilir (Vitiello, 1995: 218).
2.6. Madeni Eserlerin Süsleme Teknikleri
Madeni eserlerin süsleme teknikleri; delik işi-ajur, güherse, kabartma, hak, kabartma, kalem işi, kaplama ve yaldızlama, mineleme, savat ve telkari tekniklerinden oluşmaktadır.
2.6.1. Delik İşi – Ajur Tekniği
Kıl testeresinin kullanılmasıyla altın ve gümüş parçaların kesilerek delikler şeklinde süslenmesi olarak tariflenir. Bazı durumlarda bu görünüm döküm tekniğinin kullanmasıyla da elde edilir (İstanbulluoğlu, 2000: 79).
Bu teknikte desen yapılırken, maden tabakası üzerine çizilen desenin zemin kısımları kesilerek çıkartılır, bazen de zemin bırakılır, desenler çıkartılır. Daha sonra kesilen kenarlar törpülenerek düzeltilir (Eruz, 1993: 33).
Yakın Doğu’da delik-işi tekniği Eski Çağ’dan itibaren kullanılan bir tekniktir. Çelik aletlerin kullanılmasına geçilmeden önceki dönemlerde bu teknik, yalnızca altın ve gümüş gibi yumuşak madenlerin üzerine uygulanmıştır. Tunç Çağına ait tunç
2.6.2. Güherse Tekniği
Arkeoloji literatüründeki granülasyonun günümüz kuyumculuğundaki karşılığıdır (Meriçboyu, 2001: 36). Metal bir zemin üzerine, küçük metal topçukların çeşitli şekillerde dizilmesiyle yapılan süslemeye güherse denmektedir. Bu küçük kürecikler kömür tozu tabakası üzerine açılan küçük çukurların üstüne serpilen altın kırıntıları, ısıtılıp eritildiğinde kendiliğinden oluşmaktadır. Daha sonra bu topçuklar boyutlarına göre ayrılarak istenilen yere lehimlenmektedir (Köroğlu, 2004: 11).
Anadolu'da, bu küçük küreciklerin haşhaş kozaları içinde bulunan yuvarlak taneciklere benzemelerinden dolayı Hışhaş (haşhaş) sanatı da denilmiştir (Kuşoğlu, 1991: 32).
Teknik yönden bakır ve gümüşle güherse yapılabilir; ancak çok küçük ve çok düzgün formlu küreciklerin yapımı için ideal metal altındır. Güherse çalışmasında, dikkat edilmesi gereken birinci nokta, çapları 1 mm’ den küçük topları, aynı metalden yapılmış eserin yüzeyine, hem küreciklerin formun deforme etmeden hem de eserin yüzeyini eritip zarar vermeden ve hazırlanan kompozisyonu bozmadan kaynatılmasıdır. İkinci önemli nokta ise kaynak yapılırken, kaynak izlerinin görülmemesi gerekmektedir (Türe ve Savaşçın, 2000: 46-47).
Osmanlı Dönemi’ nde, güherse tekniğinde karşılaşılan zorlukların giderilmesi için iki pratik yol bulunmuştur. Haddeden geçirilerek ince milimetrik teller haline getirilen altın veya gümüş, ince bir çivi üzerine aralarında boşluk bırakılmadan sarılarak çividen boşaltılan tel sivri uçlu metal kesme makası ile ortasından kesilerek halkalar haline getirilmektedir. Bu halkalar eğimli amyant levha üzerine aralıklarla dizilerek hamlaç ile ısıtılmaktadır. Isınırken küçük kürecikler haline gelen halkacıklar yuvarlanarak içi su dolu kaba düşmekte ve böylece aynı çaplı kürecikler elde edilmektedir. Güherse elde etmek için takip edilecek ikinci yol ise, haddeden geçmiş
telin mıstar tahtasında eşitlenip kesilmesinden sonra, aynı ısıtma yolu ile elde edilmesidir (Kuşoğlu, 1994: 166-167).
2.6.3. Hak Tekniği
Metal, ahşap, değerli taş, deri ve fildişi gibi malzemelerin üstüne oyma yoluyla resim yazı ve süsleme sanatı. Yakut, zümrüt, yeşim agat, topaz, necef türünden değerli ve yarı değerli taşlarla, altın, gümüş, bakır ve pirinç gibi metaller üstüne desenler hakedilerek yapılan bezemelerdir (Bingöl, 1999: 28).
2.6.4. Kabartma Tekniği
Madeni eserlerin üzerine kabartma aletleri ve çekiç kullanılarak, kabartma süslemelerin yapıldığı tekniğe kabartma tekniği denir (Köroğlu, 2004: 9).
Desenlerin alçak kabartma olması isteniyorsa, dıştan çekiçleme yapılır. Daha çok sığ eserlere uygulanan bu süsleme tekniğinde, zemin çökertilerek desenlerin rölyef halinde kalması sağlanır. Zemin kısmı madeni incelirken, zeminden itilen maden de kabartma motifleri oluşturur. Çekiç darbeleri, zemini kabalaştırıp matlaştırırken bir gölge-ışık etkisi sağlamış olur. Desenlerin yüksek kabartma olması isteniyorsa, içten çekiçleme tercih edilir. Bu teknikte zemine el sürülmez, desenler istenilen yüksekliğe gelene kadar içten çekiçlenir (Eruz, 1993: 31).
Kalıpla Kabartma: Bir eser üzerinde aynı desenin tekrarı isteniyorsa, sanatkar her motifi ayrı ayrı kabartma yoluna gitmez, daha kolaylıkla yapabileceği kalıp ile kabartma uygulamasını tercih eder. Bir bronz aletin ucuna desenin negatifi, çelik aletlerle oyulur. Bu uç tavlanmış madenin üzerine kabartma yapılacak yere konup, çubuğun arka ucundan kuvvetle çekiç ile vurulup desenin pozitif olarak çıkması sağlanır (Erginsoy, 1978: 37).
2.6.5. Kakma Tekniği
Altın, gümüş, bakır gibi ince madeni plakaların zift üzerine yapıştırılarak çelik kalem ve çekiçle çizilen motiflerin kabartılmasına ve dışta kalan zeminin çökertilerek desenin tüm detaylarının işlenmesi tekniğine kakma denir (Baykal, 1986: 49). Bu teknikte esas olan eserin madeni ile kontrast yapabilecek, eseri renklendirecek malzemelerin kullanılmasıdır (Eruz, 1993: 33).
Levha veya hacimli hale getirilen gümüş, büyükçe bir kap içerisindeki zifte, zift ile gümüş arasında hava boşluğu kalmayacak şekilde yerleştirilmektedir (Kuşoğlu, 1994: 65). Sert zemine vurulan çelik kalem darbeleri, vurulduğu yerden başlayarak, içten dışa doğru çökme yapmaktadır. Zift ise çelik kalem darbelerinin geldiği yerin çökmesini ve levhanın delinmemesini sağlamaktadır. Bu şekilde ince çalışmalar yapılabilmektedir (Kuşoğlu, 1994: 66).
Tel Kakma: Bu teknikte, çalma veya kazıma yöntemi ile açılmış yivler kullanılmaktadır. Çalma tekniği ile yapılan yivlerin içine altın ve gümüş tel yerleştirildikten sonra, yivin açılması sırasında iki yanda biriken maden hafif ve dar yüzlü bir çekiçle telin üzerine kapatılmaktadır. Kazıma tekniği ile açılan yuvalarda, içe doğru genişleyen yivler açılır veya yiv zemine derin tırtıklar yapılmaktadır. Kakma yapılacak tel tavlanıp bu yivler içine yerleştirilerek çekiçlenerek yuvaya sıkışması sağlanmaktadır (Türe ve Savaşçın, 2000: 43).
Varak Kakma: Yiv şeklinde olmayan genişçe yuvalara dolgu olarak altın, bakır veya gümüş varaklardan desene göre farklı şekillerde kesilmiş parçalar kakılmaktadır. Bu kakmaların yerleştirileceği yuvalar, dört ayrı şekilde hazırlanmaktadır (Erginsoy, 1978: 41).
Birinci yöntemde, desenin konturlar, eserin üzerine çalma kalemi ile sığ yivler şeklinde açılmaktadır. Bu yivlerin arasında kalan alan, ucu küt bir repousse aleti ile çökertilerek varak parçası yerleştirilmektedir. İkinci yöntemde, desen konturları bu kez daha derin yivler şeklinde, çalma veya kazıma tekniği ile açılarak desenin şeklince kesilen varağın kenarları yuva içine sokulup yiv kenarları çekiçlenerek sıkıştırılmaktadır (Erginsoy, 1978: 41). Üçüncü yöntemde desenin içi, ucunda ince ve keskin tırtıklar bulunan çelik bir aletle (tremolo) zik zak hatlar şekli verilmektedir. Kakma yapılacak varak bu yüzeye yerleştirilerek üzerine hafif çekiç darbeleriyle yüzeye kaynaşması
sağlanmaktadır. Dördüncü yöntemde kap yüzeyindeki metal, desen konturlarından küçük kuyruklar halinde kaldırılıp tırnaklar hazırlanarak üzerine yerleştirilen varak çekiçlenerek sıkışması sağlanmaktadır (Türe ve Savaşçın, 2000: 43).
2.6.6. Kalem İşi Tekniği
Çelik bir kalem ile metal yüzeyine derin izler (yivler) açarak desen oluşturma tekniğine kalem işi, bu işi yapan ustalara da kalemkar denmektedir (Türe ve Savaşçın, 2000: 41).
Bu sanatın en çok uygulandığı maden gümüştür. Altının pahalı olması, gümüş dışındaki sarı ve bakır gibi madenlerin aşırı oksidasyonları bu işi gümüşe has bir sanat haline getirmiştir. Değişik şekillerde uçları sivriltilmiş çelik kalemler bu sanatın en önemli aletidir (Kuşoğlu, 1994: 42). Kullanılan çelik kalemlerin türüne göre bu teknik, çalma ve kazıma olarak iki dala ayrılır (Türe ve Savaşçın, 2000: 41).
Çalma Tekniği: Madenleri çelik kalemle oyarak süslemeye veya kalıpla dökülmüş madeni eşyalar üzerindeki kabartma desenleri kalemle düzeltmeye çalma denir (Züber, 1972: 111).
Bu teknikte kullanılan çelik kalemlerin uçları, metalin kesilmemesi için hafif yuvarlatılmıştır. Usta, kalemi sol elinin baş ve işaret parmakları arasında, geriye doğru hafif meyilli duracak şekilde tutar, diğer parmaklarını da kalemin yüzeyine dayayıp destek yapar. Sağ elle vurulan hafif çekiç darbeleri ile metal içine hafifçe giren çelik kalem, her darbede metali yanlara doğru itip kendisine bir yol açar. Kullanılan kalemin ucu küt ve hafif yuvarlak olduğundan yivin içindeki metali kesip çıkartmaz. Yalnızca yivin iki yanma doğru iter (Erginsoy, 1978: 32).
Çalma tekniği ile desenlenen maden tabakası inceyse ve zift, tahta, kurşun gibi esnek bir zemin üzerinde çalışılıyorsa yiv, metalin içeri doğru çökmesi nedeniyle tersten de belli olur. Eğer işlenen metal tabakası kalınsa veya ince levha sert bir destek üzerinde işleniyorsa, yivlerin iki yanma doğru itilen metal daha sonra eğelenerek tesviye edilir (Türe ve Savaşçın, 2000: 42).
meydana getirilmiştir. Ucunun bu özelliği nedeniyle keski veya çelik kalem, metal üzerinde fazla derine batmaz ve desen işlenirken rahat hareket ettirilir. Kazıma tekniğinde, kalem veya keskinin ucu sivri ve keskin olduğundan, açılan yiv içindeki me-tali kesip yongalar hâlinde çıkarır. Uzunlukları 15 cm olan çelik kalemler çekiç ile kullanılır, buna karşılık keskileri (burin) avuç içinde sıkıca kavrayıp metal yüzeyine bastırarak kullanmak gerekir (Türe ve Savaşçın, 2000: 42-43).
2.6.7. Kaplama ve Yaldızlama Tekniği
Bakır, bronz ve gümüş eserler, mekanik ve kimyasal yollarla altınla kaplanmaktadır. Altın kaplama, eserlerin bütün yüzeyine yapıldığı gibi sadece belirli kısımlarına da uygulanmaktadır (Erginsoy, 1978: 47).
Mekanik Kaplama: Bu yolla madeni eserlerin yüzeylerine çok ince altın levhalar, çekiçlenerek veya yapıştırılarak kaplamaktadır. Mekanik kaplama usulleri, M.Ö. 3. binden itibaren yakın doğu maden sanatında kullanılmaktadır. M.Ö. 2500 tarihlenen Mısır mezar buluntuları ve duvar resimleri, bunların kullanılış şekilleri hakkında bilgi vermektedir. Aynı şekilde Orta Asya'da M.Ö. 3. yüzyıldan itibaren Türk kurganlarındaki eserler üzerinde de kaplama ve yaldızlama teknikleri görülmüştür (Eruz, 1993: 33).
Varak halinde kullanılan kaplama altının son derece saf olması gerekir. Tasfiye edilerek saflaştırılmış altın, sığ ve kare kalıplara dökülür. Kalıpta soğuduktan sonra alman altın, incelinceye kadar dövülür. Daha sonra kare parçalar halinde kesilen altın arasına, yine kare parça kâğıtlar konularak bir paket haline getirilir. Mermer bir blok altına konan paket, yedi kiloluk bir çekiçle yarım saat dövülür. Kağıtların boyuna gelen altın levhalar, dört kısma ayrılır ve aralarına kör bağırsaktan ince zarlar konularak tekrar paket haline getirilir. Bu sefer dört kilo ağırlığındaki bir çekiçle iki saat dövülür. Bu işlem sonunda hemen hemen şeffaf hale gelmiş olan altın levhalar yine dört kare parçaya ayrılıp aralarına kör bağırsak zarları konulur. Üç kiloluk bir çekiçle dört saat