Bir Endüstriyel Fırın Otomasyonu
Tam metin
Şekil
![Çizelge 2.1. ÇeĢitli ergitme fırınlarının enerji tüketimi bakımından karĢılaĢtırılması [24]](https://thumb-eu.123doks.com/thumbv2/9libnet/3007113.1790/24.892.116.738.174.655/cizelge-cegitli-ergitme-firinlarinin-enerji-tuketimi-bakimindan-kargilagtirilmasi.webp)
![ġekil 3.1. Bir SCADA sisteminin genel yapısı [25].](https://thumb-eu.123doks.com/thumbv2/9libnet/3007113.1790/32.892.119.748.125.543/gekil-bir-scada-sisteminin-genel-yapisi.webp)
![ġekil 3.2. Uzak terminal ünitesinin haberleĢebileceği cihazlar [26].](https://thumb-eu.123doks.com/thumbv2/9libnet/3007113.1790/33.892.173.682.729.1001/gekil-uzak-terminal-unitesinin-haberlegebilecegi-cihazlar.webp)
![ġekil 4.1.SM 1234 AI 4x 13 bit/AQ 2x 14 bit analog sinyal modülü bağlantı Ģeması [28]](https://thumb-eu.123doks.com/thumbv2/9libnet/3007113.1790/41.892.130.294.288.650/gekil-sm-ai-analog-sinyal-modulu-baglanti-gemasi.webp)
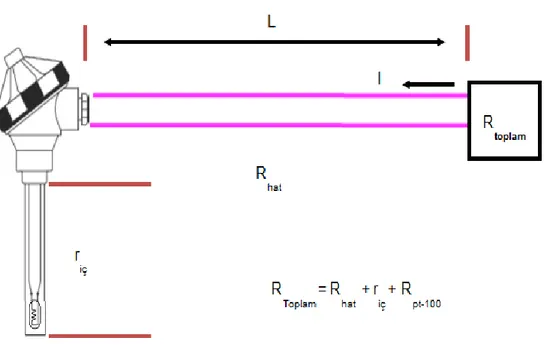
![ġekil 4.2. SB 1231 AI 1x 16 bit RTD bağlantı Ģeması [28].](https://thumb-eu.123doks.com/thumbv2/9libnet/3007113.1790/42.892.125.623.147.543/gekil-sb-ai-x-bit-rtd-baglanti-gemasi.webp)
![ġekil 4.4. Yarı iletken röle bağlantı Ģekli [31].](https://thumb-eu.123doks.com/thumbv2/9libnet/3007113.1790/45.892.128.570.617.732/gekil-yari-iletken-role-baglanti-gekli.webp)


Benzer Belgeler
Kontrol Devresi Tasarım ve Uygulaması Bu çalışmada bir su deposundan algılayıcılar vasıtasıyla alınan seviye, sıcaklık ve basınç verilerinin PLC kullanılarak
Kendi güvenliğiniz ve diğerlerinin güvenliği için ürünü çalıştırmadan önce kullanma kılavuzunu okuyunuz!. Bu kılavuzu ilerideki kullanımlar için güvenli bir
Çocuklarda sosyal ve duygusal gelişimi ölçmek için kullanılan ölçeklerin incelenmesi ile ilgili yapılan bu çalışmada ölçeklerin uygulandığı farklı yaş
Fırın, açıldıktan sonra veya bir pişirme işleminin so- nunda belirli bir süre içinde kullanılmadığı takdirde, enerji tasarrufu amacıyla otomatik olarak kapanır.
Gourmet tepsiyi döner tabla üzerine koyun ve 450 Watt + Izgara ile yaklaşık 8 dakika pişirin.. Çevirin ve yak- laşık 4 dakika daha altın sarısı bir renk alana
Pişirme işlemine başlarken önce 900 ve daha sonra yiyeceklerin hassas bir şe- kilde pişirilmesi için 450 Watt gücünü seçiniz. Sütlaç ve irmik gibi yiyeceklerin yumu- şaması
Gourmet tepsiyi döner tabla üzerine koyun ve 450 Watt + Izgara ile yaklaşık 8 dakika pişirin.. Çevirin ve yak- laşık 4 dakika daha altın sarısı bir renk alana
Fırın, açıldıktan sonra veya bir pişirme işleminin sonunda belirli bir süre içinde kullanılmadığı takdirde, enerji tasarrufu amacıyla otomatik olarak kapanır.
