DİJİTAL BASKILI KUMAŞLARDA ARD İŞLEMLERİN SEÇİLMİŞ ÖZELLİKLERE ETKİSİNİN ARAŞTIRILMASI
AN INVESTIGATION OF THE EFFECT OF POST-PROCESSING ON SELECTED PROPERTIES OF DIITAL PRINTED FABRICS
Şehpal ÖZDEMİR
Çukurova Üniversitesi Mühendislik Fakültesi Tekstil Mühendisliği Bölümü Füsun DOBA KADEM
Çukurova Üniversitesi Mühendislik Fakültesi Tekstil Mühendisliği Bölümü (Sorumlu yazar)
ÖZET
Hazırgiyim ve konfeksiyon sektörü, 2019 Ocak-Haziran döneminde otomotiv endüstrisi ile kimyevi maddeler ve mamulleri sektörünün ardından en fazla ihracat yapan üçüncü sektör konumundadır. Türkiye’nin Hazırgiyim ve konfeksiyon ihracatında ağırlıklı ürün grubu yıllardır örme konfeksiyon mamulleridir. 2019 Ocak-Haziran döneminde örme konfeksiyon mamullerinin toplam Hazırgiyim ve konfeksiyon ihracatındaki payı %50; dokuma konfeksiyon mamullerinin payı %37,9 ve hazır eşyaların payı %11 olmuştur.
Tekstilde baskı işlemi, bir veya çok renkli desenlendirmeye olanak sağlayan, sınırlı yerleri boyama ya da bölgesel renklendirme anlamına gelmektedir. Tekstilde dijital baskı teknolojisi, son yıllarda oldukça önemli gelişmeler kaydederek tekstil baskıcılığında yeni bir dönem başlatmış, artan üretim kapasiteleriyle dijital baskı sistemlerinin kullanımı konvansiyonel baskı yöntemlerine oranla tüm dünyada hızla yayılmaya başlamıştır. Bu teknoloji, konvansiyonel baskı metodundaki mekanik adımları elimine etmektedir. Film ve şablon hazırlama gibi ara aşamaları gerektirmemesinden dolayı hem zamandan kazandırmakta, hem de gerekli revizelerin ve düzeltmelerin en düşük maliyetle yapılabilmesine izin vermektedir.
Klasik tekstil baskıcılığı ile dijital tekstil baskıcılığı karşılaştırıldığında aralarında hem maliyet anlamında hem de müşteri taleplerinin hızlı biçimde yerine getirilebilmesi anlamında büyük farklılıklar olduğu görülmektedir. Klasik tekstil baskıcılığında, istenilen desen ve renklerde şablon ve desen silindiri hazırlanması için baskı öncesi hazırlık aşamaları gerekmektedir. Buna karşın dijital baskıcılıkta renk sınırlaması olmadan, yüksek çözünürlükte ve kalitede baskı yapılabilmektedir. Ayrıca dijital baskıda, konvansiyonel baskı yöntemlerinde harcanan enerji ve su tüketiminin de büyük ölçüde önüne geçilmektedir. Dijital baskıda %95 oranında daha az su ve %30 oranında da az elektrik kullanıldığı bilinmektedir.
Bu çalışmada,% 100 pamuk interlok örme kumaşlar dijital baskı ile renklendirilmiştir. Baskıdan sonra, numuneler 103 0C doymuş buhar ile 2 farklı sürede fikse edilmiştir ve kumaşta kalan sabitlenmemiş materyalleri gidermek için yıkanmıştır. Kumaşların fiziksel özellikleri belirlenmiş, SEM-Taramalı elektron mikroskobu (Scanning Electron Microscope) ile görüntü analizi yapılmıştır. Numunelere performans testlerinden TS 391 EN ISO 9237 standardına göre hava geçirgenliği ve BS EN 13938-2 standardına göre patlama mukavemeti testleri uygulanmıştır. Performans test sonuçları değerlendirildiğinde; fikse süresinin hava geçirgenliği üzerinde bir etkisi olduğu sonucuna varılmıştır, ancak patlama mukavemetinde önemli bir değişiklik olmadığı gözlenmiştir.
ABSTRACT
The garment and apparel sector is the third largest exporter in the January-June period of 2019, following exports of the automotive industry and the chemicals and finished products sector. In Turkey's Textile and garment exports product group, main products are knitted apparel products for many years. In January-June 2019, the share of knitted garments in total Ready-to-Wear Garments exports was 50%; the share of woven apparel products was 37.9% and the share of ready-made articles was 11%.
Printing in textile means painting limited spaces, allowing one or multi-color patterning or regional coloring. Digital printing technology in textile has made significant progress in recent years and has started a new period in textile printing. With the increasing production capacity, the use of digital printing systems has started to spread rapidly all over the world compared to conventional printing methods. This technology eliminates the mechanical steps in the conventional printing method. It saves time as it does not require many steps such as preparation. It also allows the necessary revisions and corrections to be made at the lowest cost.
When conventional textile printing and digital textile printing are compared, it is seen that there are big differences between them in terms of cost and the fulfillment of customer demands quickly. In classical textile printing, pre-printing processes are required for the desired patterns and colors such as screen preparing cost. On the other hand, high resolution and quality printing is possible without color limitation in digital printing. In addition, the energy and water consumption consumed by conventional printing methods is largely avoided. It is known that 95% less water and 30% less electricity are used in digital printing.
In this study, interlock knitted fabrics which produced 100% cotton raw materials were colored with digital printing. After printing, fabrics were steamed to fix the dye and allow for maximum dye intake. This fixation process was carried out in 2 different time in saturated vapor at 103 0C and fabrics were washed to remove any residual unfixed material from fabrics. The physical properties of the fabrics were determined and image analysis was performed with SEM-Scanning Electron Microscope (Scanning Electron Microscope).According to TS 391 EN ISO 9237 standard, and according to BS EN 13938-2 standard, tests applied to both samples. When the test results are evaluated; it was concluded that the fixing temperature had an effect on air permeability, but it did not lead to a significant change in bursting strength.
Keywords: Digital Printing, Fixation Time, Interlock, Air Permeability, Bursting Strength.
1. INTRODUCTION
Garments greatly affect the heat exchange between the human body and the environment. Therefore, consumers prefer thermally balanced and effective moisture controlled products in the selection of clothing. Air permeability is also important in explaining the comfort performance of the product in textile industry.
On the other hand, digital printing machines have become the center of attention of consumers as a print type on which the desired pattern can be printed on the desired fabric and more ecological, faster and economical. Nowadays, fashion trends affect the woven and knitted apparel products. In this context, digital printed products have an important place in the sector in recent years. Digital printing is a coloring method for the textile surface by using a computer-aided design. The first application of ink-jet printing began at the ITMA'91 by Stork, a system capable of printing 1 square meter of fabric per hour. Digital printing in textile products is one of the fastest growing markets in the field of printing. In Europe in this regard, Italy and Turkey comes first. And China has a serious use of digital printing too. According to FESPA, the world textile market worth $ 165 billion produces 30 million square meters of printing per year. And digital printing accounts for 5.7% of this market [1].
Digital textile printing is suitable for multi-coloring and a proper alternative to traditional printing methods. During the printing process, the fabric is fed through the printer using feed roller and ink is applied to fabric surface in the form of thousand tiny nozzles in printheads.
The advantages of digital printing can be listed as follows;
*Unit printing costs can be an alternative to conventional printing. *Print quality is high.
*In conventional methods, pre-print process takes a lot of time and is costly. *Low meters of fabric can be printed.
*It is environmentally friendly. It saves waste water and energy [2].
Digital printing machines are classified according to the technology used (Figure 1).
Figure 1. Main Classes of Ink Jet Technologies [3]
In the digital printing process, fabrics require a pretreatment process before printing and a post-treatment process after printing. These processes vary according to the raw material and the printing ink. The table below gives detailed information [3].
Table 1. Ink Type, Fiber Type and Required Pre- and Post-Treatments [3]
Ink type Fiber types Pre-treatment Post-treatment
Acid dye Silk, nylon, wool Acid donor Steam and wash
Disperse dye Polyester Thickener High temperature
steam and wash
Reactive dye Cotton, rayon Alcali Steam and wash
Pigment Cotton, polyester, blends
Not required Dry heat
With the development of digital printing technology in textiles in recent years, literature studies are also increasing. Some of these studies are summarized in below.
In Ütebay's study, ink-jet printing on reactive dye-based inks and cotton fabrics investigated the process conditions in which the best results could be obtained in terms of color yield, contour clarity and fastness properties [4].
Jin Joo Jung et. al. investigated the optimization of the printing process using the Taguchi method. Color strength and wash fastness were chosen as characteristic values and two kinds of multiple-characteristic value analyses were performed to find the conditions that satisfy both criteria. [5]. Onar Çatal et. al. aimed to investigate the effect of rheological properties of pre-treatment thickeners on print quality and color yield. In this study, it was revealed that the rheological properties of the pre-treatment pastes in ink-jet printing have no significant effect on color yield and print quality [6]. In Hajipour and Nateri’s research, the effect of weft density on the inkjet printing of polyester was investigated. Lines with different widths were printed in the warp and weft directions, and the print quality was evaluated as the line width. The obtained result showed that the weft density affected the line width and the print quality decreased with an increased weft density. The width of the lines printed in the weft direction is more than the width of lines printed in the warp direction. The investigation of the relation between the print quality and the vertical wicking shows a very poor relation between the two [7].
Özdemir and Doba Kadem tested some performance properties of cotton and Tencel fabric which were colored with digital printing. They evaluated air permeability, bursting strength [8], and pilling and abrasion resistance [9], before and after digital printing. When the test results are evaluated; it was
concluded that the digital printing process increases the air permeability and decreases
bursting strength of the samples after printing [8].Additionally, it was concluded that the effect of
digital printing process on pilling and abrasion resistance of the samples after printing was not very negative [9].2. MATERIAL AND METHOD
In this study, by using 30 Ne yarns, interlock knitted fabrics were produced 100% cotton raw materials and colored with digital printing. Knitting machine features and machine image is given in Table 2. Table 2. Knitting Machine Features
Machine/Model Pus (Diameter)(mm) Fayn Needle(Total Number)
Mayer & Cie 762 18 1680
Figure 2. Knitting Machine (Mayer) [10]
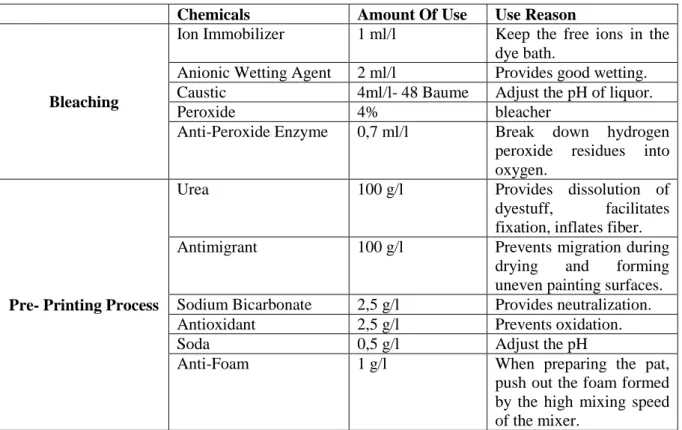
Bleaching process was made after knitting fabrics. Then, bleached fabrics were padded with pre-printing pat. Table 3 provides information on the chemicals used.
Table 3. Chemical Specifications
Chemicals Amount Of Use Use Reason
Bleaching
Ion Immobilizer 1 ml/l Keep the free ions in the dye bath.
Anionic Wetting Agent 2 ml/l Provides good wetting. Caustic 4ml/l- 48 Baume Adjust the pH of liquor.
Peroxide 4% bleacher
Anti-Peroxide Enzyme 0,7 ml/l Break down hydrogen peroxide residues into oxygen.
Pre- Printing Process
Urea 100 g/l Provides dissolution of
dyestuff, facilitates fixation, inflates fiber.
Antimigrant 100 g/l Prevents migration during
drying and forming uneven painting surfaces. Sodium Bicarbonate 2,5 g/l Provides neutralization.
Antioxidant 2,5 g/l Prevents oxidation.
Soda 0,5 g/l Adjust the pH
Anti-Foam 1 g/l When preparing the pat,
push out the foam formed by the high mixing speed of the mixer.
After pre-printing applications, specified simple pattern was applied by digital printing method to fabrics. In Table 4, Digital textile printing machine specifications were given. The image of the machine is also in the Figure 3.
Table 4. Digital Printing Machine Specifications [11]
Product Name Printing Width
Nassenger PRO60 1,850 mm
Technology Printhead
Drop on-demand piezo inkjet technology 512 nozzles water-based inkjet printhead x 9 pcs
İnk Type Printing Mode
*Reactive dye TYPE-P
Yellow, Extra Magenta, Cyan, Black, Blue, Gray, Orange, Pink, Sky
*Disperse dye TYPE_A
Yellow, Magenta, Cyan, Black, Gray, Pink, Red, Sky, Violet
*Acid dye
Yellow, Magenta, Cyan, Black, Light Magenta, Light Cyan, Light Black, Orange, Blue
540 x 360 dpi 60 m2/h 540 x 540 dpi 40 m2/h 540 x 720 dpi 30 m2/h 900 x 720 dpi
Minimum Resolution 360 dpi, Maximum Resolution 1080 dpi
Figure 3. Digital Printing Machine (Konica Minolta Nassenger pro60) [11]
After printing, fabrics were steamed to fix the dye and allow for maximum dye intake. This fixation process was carried out in 2 different time in saturated vapor at 103 0C and fabrics were washed to remove any residual unfixed material from fabrics. After fixing, the fabrics were washing and drying continuously (Table 5). 4 ml / l soap is used in washing vessels.
Table 5. Properties of Drying Machine
Chamber No 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 Temperatures and Fabric Forms 950C/Open Width Form
950C/ Rope Form 700C to 300C/Rope Form
After washing and drying process, according to TS 391 EN ISO 9237 standard air permeability tests (Figure 4.a) and according to BS EN 13938-2 standard bursting strength tests(Figure 4.b) were applied to both samples.
Figure 4. a. Air Permeability Tester [12] Figure 4. b. Bursting Strength Tester [13] The air permeability test was carried out according to TS 391 EN ISO 9237 standard [14].
Fabrics remain under the influence of not only in the weft and warp direction forces, but also multi-directional forces during use. Therefore, only weft and warp breaking strength and tear strength are insufficient. Bursting strength is extremely important especially for knitted fabrics. The fabric bursting strength was tested according to the BS EN 13938-2 testing method [15].
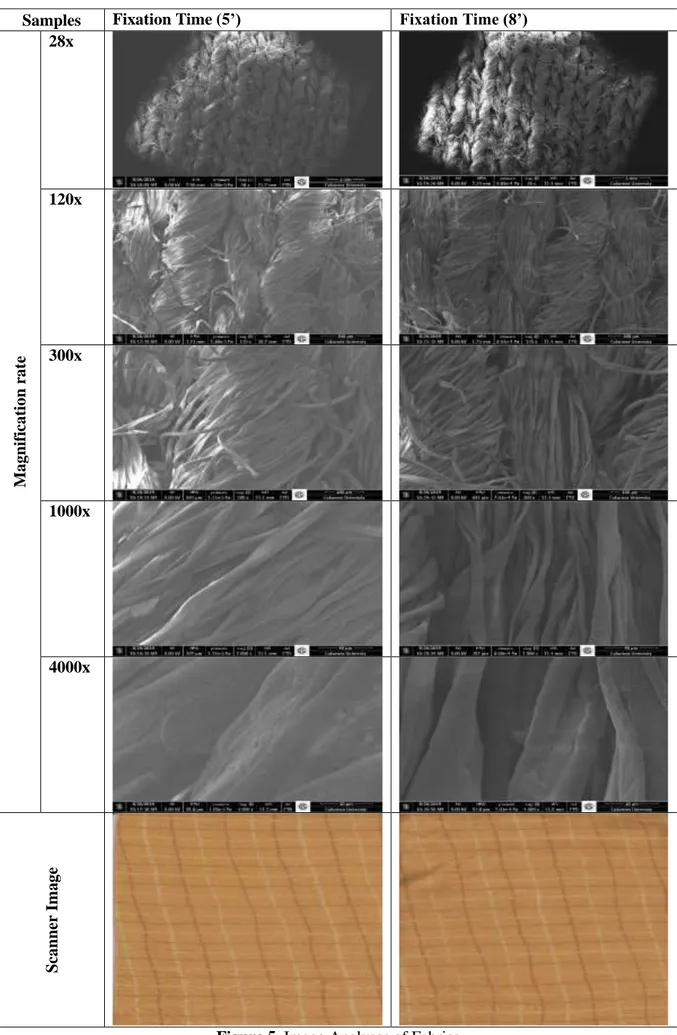
The images of the fabrics were taken in CANON E510 model office scanner with 300x300 dpi 24 bit color. The samples were also subjected to image analysis with a Quanta 650 Field Emission SEM (Scanning Electron Microscope).
Samples Fixation Time (5’) Fixation Time (8’) Magni fi cat ion r at e 28x 120x 300x 1000x 4000x Scann er Im a ge
Fabrics’ weights were given in Table 6. Table 6. Determination of Weight (g/m2)
Samples Fixation Time (5’) Fixation Time (8’)
1
284.1 265.12
275.1 262.63
262.6 265.04
257.9 253.75
270.0 260.0Mean
269.94 261.28St. Dev.
0.0923 0.0422The following table shows the frequency properties of fabrics based on TSE - TS EN 14971 Standard [16].
Table 7.Fabric’s Frequency Properties
Sample Wale Count- per cm Mean St. Dev.
Fixation
Time (5’) 13.98 14.96 14.57 14.96 14.57 14.61 0.36 Fixation
Time (8’) 14.17 14.37 14.17 13.98 13.78 14.09 0.20
Sample Course Count- per cm Mean St. Dev.
Fixation
Time (5’) 18.11 17.91 18.11 17.72 17.72 17.91 0.18 Fixation
Time (8’) 16.93 17.72 17.32 16.93 17.32 17.24 0.29
The following table shows the bursting strength results. Table 8. Bursting Strength Test Results
Samples
Fixation Time (5’) Fixation Time (8’)
kPa mm s kPa mm s
1
417.00 31.2 19 387.10 31.7 212
365.70 31.2 17 377.30 31.2 203
341.90 29.5 18 319.60 30.7 204
337.90 30.7 18 376.10 31.7 215
334.90 30.8 18 317.80 30.5 19Mean
359.50 30.7 18 355.60 31.1 20St. Dev.
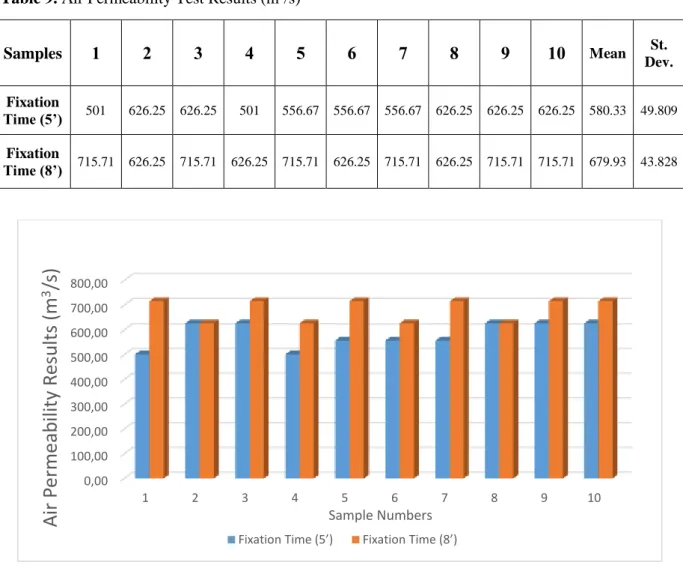
34.37 0.68 0.71 33.94 0.56 0.84Table 9. Air Permeability Test Results (m3/s) Samples
1
2
3
4
5
6
7
8
9
10
Mean St. Dev. Fixation Time (5’) 501 626.25 626.25 501 556.67 556.67 556.67 626.25 626.25 626.25 580.33 49.809 Fixation Time (8’) 715.71 626.25 715.71 626.25 715.71 626.25 715.71 626.25 715.71 715.71 679.93 43.828Figure 6. Air Permeability Diagram 4. CONCLUSION
Keeping the temperature constant and reducing the time has reduced the air permeability. This is thought that pre-printing, digital printing and post processes caused the swelling of the fibers.
There was no significant difference in explosion strength test results. However, it can be said that different fixation temperatures will affect the burst strength.
In the visual analysis, it was determined that the 5 minutes fixation time fabrics were more pale, sandy, unsharp and blurred.
When the SEM analysis is examined, with 4000x magnification rate, it is estimated that more ink and chemical is attached to the fibers in 8 minutes fixation time.
5. REFERENCES
1. https://www.tekstilteknoloji.com.tr/dergiler/kasim_2019/ Accessed: November 2019 2. http://Www.Tekstilteknik.Com.Tr/Dijital-Baski-Sektorunde-Degisim-Cok-Mu-Yakin/
Accessed: November 2019
3. Ujiie H., "Digital Printing of Textiles", Woodhead Publishing, Cambridge, UK, 2006.
4. Ütebay B. (2010). Pamuklu Kumaşlara Uygulanan Ink-Jet Baskı İşleminde Renk Verimine Etki Eden Faktörlerin İncelenmesi, Ege Üniversitesi Fen Bilimleri Enstitüsü Tekstil
0,00 100,00 200,00 300,00 400,00 500,00 600,00 700,00 800,00 1 2 3 4 5 6 7 8 9 10
Air
P
erm
eab
ility
R
esu
lts
(m
3/s)
Sample Numbers5. Jin Joo Jung, Sungmin Kim, Chang Kyu Park, Optimization of Digital Textile Printing Process using Taguchi Method, Journal of Engineered Fibers and Fabrics Volume 11, Issue 2 – 2016.
6. Onar Çatal D., Özgüney A.T.,. Akçakoca Kumbasar E.P., (2012). The Influence Of Rheological Properties Of The Pretreatment Thickeners On Ink-Jet Printing Quality, Tekstil Ve Konfeksiyon 4/2012 309-316.
7. Hajipour A., Shams-Nateri A.,(2017). The Effect of Fabric Density On The Quality Of Digital Printing On Polyester, Fibers And Polymers, Vol.18, No.12, 2462-2468.
8. Doba Kadem F., Özdemir Ş. 2018. Dijital Baskılı Kumaşlarda Hava Geçirgenliği Ve Patlama Mukavemeti Üzerine Deneysel Bir Çalışma, “1. International Mediterranean Symposium, Mersin, 1-3 November.
9. Özdemir Ş., Doba Kadem F., Dijital Baskılı Kumaşlarda Aşınma Ve Boncuklanma Üzerine Deneysel Bir Çalışma, 6th International GAP Engineering Conference – GAP2018, 776-781, Şanlıurfa, 8-10 Kasım 2018.
10. http://www.mayercie.de/produkte/produktfinder/ Accessed: November 2019 11. https://www.konicaminolta.com/inkjet/textile_printers/nassenger_pro60/index.html
Accessed: November 2019
12. http://www.prowhite.eu/hava_gecirgenlik_test_cihazi.html) Accessed: November 2018. 13. http://aygenteks.com/cihazlar/tekstil/kumas-fiziksel-testleri/truburst-patlatma-mukavemeti/
Accessed: November 2018.
14. TS 391 EN ISO 9237, 1999. Textiles-Determination of permeability of fabrics to air.
15. TS EN ISO 13938-2 Textiles- Bursting properties of fabrics- Part 1: Hydraulic method for determination of bursting strength and bursting distension.
16. TSE - TS EN 14971 Textiles - Knitted fabrics - Determination of number of stitches per unit length and unit area.
![Table 1. Ink Type, Fiber Type and Required Pre- and Post-Treatments [3]](https://thumb-eu.123doks.com/thumbv2/9libnet/4136197.62889/3.892.96.780.793.1024/table-ink-type-fiber-type-required-post-treatments.webp)
![Figure 2. Knitting Machine (Mayer) [10]](https://thumb-eu.123doks.com/thumbv2/9libnet/4136197.62889/4.892.142.739.712.1034/figure-knitting-machine-mayer.webp)
![Figure 3. Digital Printing Machine (Konica Minolta Nassenger pro60) [11]](https://thumb-eu.123doks.com/thumbv2/9libnet/4136197.62889/6.892.136.760.110.292/figure-digital-printing-machine-konica-minolta-nassenger-pro.webp)