Frezelemede kesme parametreleri ile kesme kuvvetlerinin değişimi ve bunların takım aşınması ve yüzey pürüzlülüğü üzerindeki etkilerinin deneysel incelenmesi
Tam metin
Şekil

Benzer Belgeler
Tornalama işleminde kesici takım üzerine gelen kesme kuvveti (Fc) ve ilerleme kuvvetini (Fv) ölçmek için tasarlanan ve imalatı yapılan dinamometre şekil 4.3’de
MgO+Y 2 O 3 Katkılı β-SiAlON kesici uçlarının sertleştirilmiş 4140 çeliğini 0,16 mm ilerleme hızında ve değişik kesme hızlarında işleme sonucu
− Talaş şekilleri, kesici uç formları yüzey pürüzlülükleri, kesme ve ilerleme kuvvetleri bir bütün halinde incelendiğinde cnc torna tezgâhında kesici takım
Buna göre aşağıdaki tablolar incelendiğinde sırası ile kesme hızı, yaklaşma açısı, ilerleme ve talaş derinliğinin hem krater aşınması hem de sıcaklık
Katı modelleme işlemi sırasında Zorev’in [13] kesici takım talaş yüzeyi üzerindeki gerilme dağılımları (Bkz. Şekil 2.5) referans alınarak özellikle
Deney sonuçlarına göre ortalama yüzey pürüzlülüğü ve kesme sıcaklığı için optimum sonucu 100 ml/s debi, 8 bar basınç ve %0.6 konsantrasyon oranı
Normalizasyonlu numuneler üzerinde yapılan en düşük yüzey pürüzlülüğü için belirlenen uygun kesme parametreleri analizi (Şekil 5.4) sonucuna göre ise
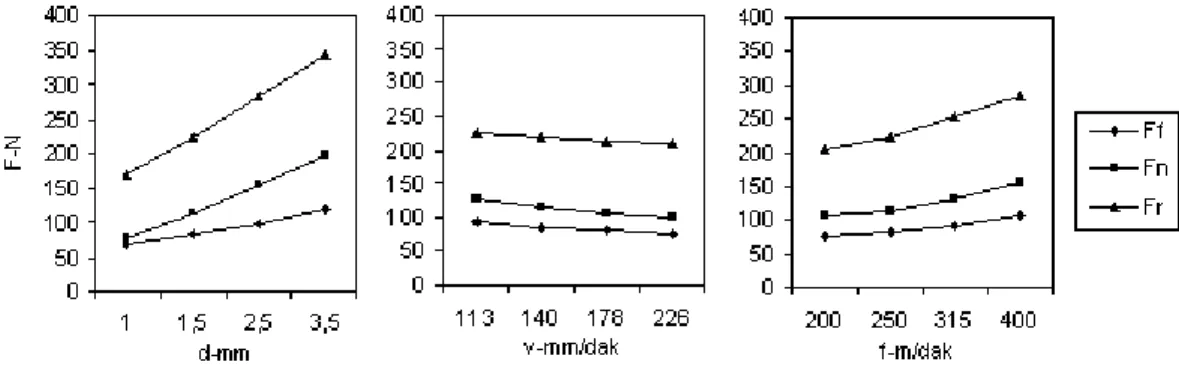
Yapılan deneylerde kesme ve ilerleme hızına bağlı olarak ortalama en düşük esas kesme kuvveti 500 m/min kesme hızı ve 0.10 mm/rev ilerleme hızında 113 N, en yüksek
