Production and characterization of althea officinalis L. (marshmallow) fiber reinforced polyester composites = Althea officinalis L. (hatmi) lifi katkılı polyester kompozitlerin üretimi ve karakterizasyonu
Tam metin
Şekil
![Figure 1.1: Classification of composite materials [19].](https://thumb-eu.123doks.com/thumbv2/9libnet/3711642.24982/28.892.195.592.473.724/figure-classification-of-composite-materials.webp)
![Figure 1.2: Classification of composite materials according to properties of dispersed phase [23]](https://thumb-eu.123doks.com/thumbv2/9libnet/3711642.24982/29.892.264.698.568.849/figure-classification-composite-materials-according-properties-dispersed-phase.webp)
![Figure 1.8: Retting methods [9, 30]. 1.5.1 Biological retting](https://thumb-eu.123doks.com/thumbv2/9libnet/3711642.24982/33.892.225.732.537.866/figure-retting-methods-biological-retting.webp)
![Figure 1.9: Cross sectional view of stripper/decorticator [30]. 1.5.3 Chemical retting](https://thumb-eu.123doks.com/thumbv2/9libnet/3711642.24982/34.892.215.617.635.869/figure-cross-sectional-view-stripper-decorticator-chemical-retting.webp)

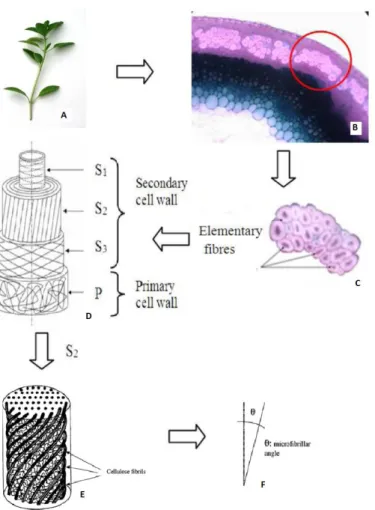
![Figure 3.1: Optical Microscope image of Althaea officinalis stem cross section, 1)epidermis, 2)hypodermis, 3)collenchyma, 4)epidermis, 5)parenchyma, 6)sclerenchyma, 7)phloem, 8)xylem, and 9)pith [34]](https://thumb-eu.123doks.com/thumbv2/9libnet/3711642.24982/47.892.259.698.739.1067/microscope-officinalis-epidermis-hypodermis-collenchyma-epidermis-parenchyma-sclerenchyma.webp)
![Table 3.2: Densities of different plant fibers [61].](https://thumb-eu.123doks.com/thumbv2/9libnet/3711642.24982/50.892.109.731.909.1154/table-densities-of-different-plant-fibers.webp)
Benzer Belgeler
ÇalıĢma sonucunda, Türkiye‟de faaliyet gösteren ticari bankaların kârlılığı üzerinde; maliyet etkinliği ve sermaye yeterliliği değiĢkenlerinin etkisi
Daha sonra ise viloft/polyester ipliklerinden süprem ve 1x1 ribana örme kumaşlar elde edilerek bu kumaşların patlama mukavemeti ve boncuklanma özellikleri incelenmiştir..
In addition, the results showed that irradiated (30 kGy) and crude rosemary had similar patterns of FTIR spectra, typical of phenol compound, without any notable changes in the
This study aims to compare the information level of high- school students who were educated on addiction and per- ceived self-efficacy in protection from addiction using the
Diğer yandan etosüksimid tedavisi, NKH tedavisi ve sham uygulanan WAG/Rij sıçanlarda ise karbakol ile indüklenen NO aracılı endotele bağımlı gevşeme
Çalışma sonucunda TSAT değerleri ile sağ bacak hamstring, sol bacak hamstring ve sol bacak quadriceps kasları kuvveti arasında anlamlı bir ilişki görülürken (p<0.05),
Public diplomacy, soft power, scholarship programs, Turkic Council, Turkiye Scholarships, sociology of education, Central Asia.. * Date of Arrival: 13 September 2019 – Date
To study the effect of the combination of steel fibers with different length and aspect ratio on fresh properties of SFRC such as workability and consistency, and
