T.C.
SELÇUK ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
HURDA AKÜMÜLATÖRLERİN GERİ KAZANIMI VE
ÇEVREYE ETKİLERİ
Savaş Özgür GÖRGÜÇ YÜKSEK LİSANS TEZİ
ÇEVRE MÜHENDİSLİĞİ ABD Konya, 2009
T.C.
SELÇUK ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
HURDA AKÜMÜLATÖRLERİN GERİ KAZANIMI VE ÇEVREYE ETKİLERİ
Savaş Özgür GÖRGÜÇ
YÜKSEK LİSANS TEZİ
ÇEVRE MÜHENDİSLİĞİ ANA BİLİM DALI
Bu tez 03/02/2009 tarihinde aşağıdaki jüri tarafından oybirliği/oy çokluğu ile kabul edilmiştir.
Danışman Jüri Başkanı Jüri Üyesi
Yüksek Lisans Tezi
HURDA AKÜMÜLATÖRLERİN GERİ KAZANIMI VE ÇEVREYE ETKİLERİ Savaş Özgür GÖRGÜÇ
Selçuk Üniversitesi Fen Bilimleri Enstitüsü Çevre Mühendisliği Ana Bilim Dalı Danışman: Yrd. Doç Dr. Şükrü DURSUN
2009, 95 Sayfa
Jüri: Doç. Dr. Ali TOR Jüri: Yrd. Doç. Dr. Şükrü DURSUN
Jüri: Yrd. Doç. Dr. Halil Kürşad ERSOY
Tehlikeli atık sınıfına giren hurda akülerin, çevreye ve insan sağlığına en az zarar verecek şekilde berteraf edilmesi gerekmektedir. Ekonomik değere sahip atık akü bileşenlerinin değerlendirilmesi için akü geri dönüşüm tesisleri kurulması yasal zorunluluktur. Ancak gelişmekte olan ülkelerde akü geri dönüşümü, yetersiz teknoloji ve arıtım sistemleri nedeni ile hem çevreye hem de insan sağlığına olumsuz etkilere neden olmaktadır.
Bu çalışmada akülerin özellikleri ve hurdalarının çevreye ve insan sağlığına olan etkileri, hurda akülerin geri dönüşümü araştırılmıştır. Hurda akü berterafında dünya çapında uygulanan geri dönüşüm faaliyetleri, bu faaliyetler nedeni ile insan sağlığı ve çevre üzerinde meydana gelen olumsuz etkiler incelenmiştir. Ayrıca Türkiye’de bir akü geri dönüşüm tesisi hakkında genel bilgiler verilerek, etkileri incelenmiş, atıksu ve baca gazı analizleri yapılarak sonuçları değerlendirilmiştir.
Örnek tesiste, deşarj edilen atıksuda kurşun değerlerinin uygun arıtılmadığı (8,95 mg L-1), pH değerinin çok düşük olduğu (2,15) ve baca gazı değerlerinin standartlara uygun olmadığı (CO, 1521,12 mg m-3 ve NOx, 453,1 mg m-3) tespit edilmiştir. Akü geri dönüşümünün çevreye en az zarar verecek şekilde uygulanması için atıksuda kurşun gidriminin iyileştirilmesi ve yakma sisiteminin daha verimli yakılması gerekmektedir.
ABSTRACT M. Sc. Thesis
SCRAP ACCUMULATORS RECYCLING AND ENVIRONMENT IMPACT Savaş Özgür GÖRGÜÇ
Selçuk University
Graduate School of Natural and Applied Science Department of Environmental Engineering Supervisor: Assist. Prof. Dr. Şükrü DURSUN
2009, 95 Pages Jury: Assoc. Prof. Dr ALİ TOR Jury: Assist. Prof. Dr. Şükrü DURSUN Jury: Assist. Prof. Dr. Halil Kürşad ERSOY
Scrap batteries considered as hazardous waste must be disposed minimizing the risk to people and the environment. Building of the scrap battery recycling plants has now become a lawful absolute necessity especially due to the economic value of battery components. However, due to the limited technology and treating systems in the developing countries, battery recycling is causing serious effects on the people and the environment.
In this study, characteristics of battery and their scraps effects on health and environment are investigated. Moreover, recycling of scrap batteries at all over the world are discussed along with its effects on health and environment. Furthermore, a sample recycling plant in Turkey is examined; the wastewater and gas emissions were analysed and resulsts of anayeses were appreciate to minimize the effects on human health and environment.
In a sample recycling plant, by wastewater analysis, lead was determined to be not treated properly (8,95 mg L-1), pH was very low level (2,15) and gas emissions analysis results showed that treatment is not agreeable for the local standards (CO, 1521,12 mg Nm-3 and NOx, 453,1 mg Nm-3). Rules to minimise negative effect of battery recycling industry were put forwarded minimising lead levels in the waste water and increase of incineration system performance.
Beni, her türlü zorluğa ve de sıkıntıya katlanarak, büyüten ve bana her konuda destek olan annem Hatice GÖRGÜÇ ve babam Kemal GÖRGÜÇ’e;
Her türlü teknik ve bilimsel desteği benden esirgemeyen, sabır ve titizlikle çalışmalarımı takip edip, bana destek olan danışmanım Yrd. Doç. Dr. Şükrü DURSUN hocama; bu çalışmanın yapılmasında bana imkân sağlıya Selçuk Üniversitesi Çevre Mühendisliğine ve desteklerinden dolayı BAP merkezine,
Analizlerin yapılmasında ve de ekipman sağlanmasında bana destek ve sabırla çalışmalarıma izin veren geri dönüşüm şirketi yetkililerine;
Katar’da kütüphane ve de araştırma için bana izin veren ve destek olan Qatar University yetkililerine;
Son olarak Qatar Shell Pearl GTL projesi şantiyesinde bana destek olan ve yardımlarını esirgemeyen GAMA QATAR şirketi yetkililerine ve çalışanlarına teşekkür ederim.
İÇİNDEKİLER
İÇİNDEKİLER... Vİ TABLOLAR LİSTESİ ...İX ŞEKİLLER LİSTESİ ...X
1. GİRİŞ ...1
2. AKÜ HAKKINDA GENEL BİLGİLER ...3
2.1. AKÜMÜLATÖR (AKÜ) ...3 2.1.1. AKÜ'NÜN TARİHÇESİ ...3 2.2. AKÜ ÇEŞİTLERİ ...4 2.2.1. TRAKSİYONER AKÜLER...4 2.2.2. KURU TİP AKÜLER ...5 2.2.3. STASYONER AKÜLER...5 2.2.4. STARTER AKÜLER...6
2.3. KURŞUN-ASİT AKÜ ELEMANLARI VE ÖZELLİKLERİ...6
2.3.1 PLAKALAR ...8
2.3.2. SEPERATÖRLER...9
2.3.3. ELEKTROLİT ...10
2.3.4. KUTUP UÇLARI ...12
2.3.5. AKÜ KUTUSU VE KUTU KAPAKLARI ...12
2.4. AKÜ İÇ TEPKİMELERİ VE ELEKTRİK ÜRETİMİ...13
3. HURDA AKÜLER VE ÇEVREYE ZARARLARI...15
3.1. AKÜ BİLEŞİKLERİ ...15
3.1.1. KURŞUN METALİNİN ÖZELLİKLERİ VE ÜRETİM ŞEKLİ ...15
3.1.2 ELEKTROLİT (SÜLFÜRİK ASİT) ÖZELLİKLERİ VE ÜRETİM ŞEKLİ...16
3.1.3 DIŞ KAPLAMA (PLASTİK) ÖZELLİKLERİ VE ÜRETİM ŞEKLİ ...17
3.2. AKÜ BİLEŞENLERİNİN ÇEVREYE VE İNSANA ZARARLARI ...18
3.2.1 KURŞUNUN ZARARLARI...18
3.2.2 ELEKTROLİTİN (AKÜ ASİDİNİN) ZARARLARI ...18
3.2.3. PLASTİKLERİN ZARARLARI...20
4. HURDA AKÜLERİN GERİ KAZANILMASI...21
4.1. SAKLAMA KOŞULLARI...21
4.2. TEKNİK AŞAMALAR...22
4.2.1. AKÜ BİLEŞENLERİNİN AYRILMASI VE ERGİME SAFHALARI ...22
4.2.2. GERİ DÖNÜŞÜMDE KULLANILAN METALURJİK YÖNTEMLER ...24
4.2.3. KURŞUN İÇEREN BİLEŞENLERİN ERGİME SAFHASI ...25
4.2.4. ÇÖKÜNTÜ MALZEMELERİNİN ERGİME SAFHASI ...25
4.3. ELDE EDİLEN HAM KURŞUNUN SAFLAŞTIRILMASI ...26
4.4. KURŞUN GERİ DÖNÜŞÜM ATIKLARI VE BERTARAF YÖNTEMLERİ ...26
4.4.3. BACA GAZININ ARITIMI...29
4.4.3.1. TOZ KONTROLÜ İÇİN YAKLAŞIMLAR...30
4.5. AKÜ GERİ DÖNÜŞÜM SAFHALARI ...31
5. TÜRKİYE’DE MEVCUT AKÜ GERİ DÖNÜŞÜM DURUMU ...33
5.1. TÜRKİYE GENELİ AKÜ GERİ DÖNÜŞÜM FİRMALARI VE TOPLAM HURDA AKÜ MİKTARLARI...34
5.2. GERİ DÖNÜŞÜM BİLGİLERİ...35
5.2.1.TOPLAMA VE DEPOLAMA DURUMU...35
5.2.2. HURDA AKÜMÜLATÖR TAŞINMASI ...36
6. TÜRKİYEDE BULUNAN BİR AKÜ GERİ DÖNÜŞÜM TESİSİ ÖRNEĞİ...37
6.1. TÜRKİYE’DEKİ ÖRNEK TESİS İLE İLGİLİ BİLGİLER ...37
6.2. TESİS GENEL AKIM ŞEMASI...38
6.3 HURDA AKÜ DEPOLAMA DURUMU...38
6.4 HURDA AKÜLERDEN KURŞUN GERİ KAZANIM AŞAMASI ...39
6.5. ATIKSU ARITMA SİSTEMİ...41
6.6. BACA GAZI ARITMA SİSTEMİ ...42
6.7. İŞÇİ SAĞLIĞI, İŞ GÜVENLİĞİ ÖNLEMLERİ...43
7. LİTERATÜR TARAMASI ...44
7.1. HURDA AKÜLERİN ÇEVREYE VE İNSAN SAĞILIĞINA ETKİLERİ ÜZERİNE YAPILAN ÇALIŞMALAR ...44
7.2. AKÜ GERİ DÖNÜŞÜM ATIKSU BİLEŞİKLERİNİN ÇEVRE VE İNSAN ÜZERİNE ETKİLERİ VE GİDERİM YÖNTEMLERİ...48 7.2.1 KURŞUN (PB) ...49 7.2.2 DEMİR (FE) ...50 7.2.3. ÇİNKO (ZN)...51 7.2.4. MANGAN (MN) ...51 7.2.5. BAKIR (CU) ...52 7.2.6. KADMİYUM (CD) ...52
7.2.7. KİMYASAL OKSİJEN İHTİYACI (KOİ) ...53
7.2.8. PH...54
7.2.9. İLETKENLİK ...54
7.2.10. SICAKLIK...55
7.3. AKÜ GERİ DÖNÜŞÜM BACA GAZI BİLEŞİKLERİNİN ÇEVRE VE İNSAN ÜZERİNE ETKİLERİ VE GİDERİM YÖNTEMLERİ...56
7.3.1. KARBONDİOKSİT (CO2)...56
7.3.2. KARBONMONOKSİT (CO) ...57
7.3.3. KÜKÜRTDİOKSİT (SO2) ...58
7.3.4. AZOT OKSİTLER (NOX)...59
8. MATERYAL VE METOD ...60
8.1. MATERYAL ...60
8.2. METOD...61
8.2.1. PH TAYİNİ...61
8.2.2. İLETKENLİK TAYİNİ ...61
8.2.3. SICAKLIK TAYİNİ ...61
8.2.4. KOİ TAYİNİ ...61
8.2.5. ESER METAL ANALİZİ ...62
8.2.6.BACA GAZI ANALİZLERİ...62
9. ANALİZLER SONUÇLARI VE DEĞERLENDİRME...63
9.1 ATIKSU ANALİZLERİ ...63
9.1.A İLK AY ANALİZ SONUÇLARI...63
9.1.B İKİNCİ AY ANALİZ SONUÇLARI ...64
9.1.C ÜÇÜNCÜ AY ANALİZ SONUÇLARI ...65
9.1.D. TÜM ANALİZLERİN DEĞER ARALIKLARI VE ORTALAMALARI ...67
9.1.1. PH...68
9.1.2. İLETKENLİK ...68
9.1.3. KİMYASAL OKSİJEN İHTİYACI (KOİ) ...69
9.1.4. KURŞUN (PB) ...70
9.1.6. ÇİNKO (ZN)...72
8.1.7. MANGAN (MN) ...72
8.1.8. BAKIR (CU) ...72
9.1.9. KADMİYUM (CD) ...73
9.2. BACA GAZI ANALİZLERİ, SONUÇLAR VE DEĞERLENDİRMELER...73
9.2.1. SICAKLIK ...75 9.2.2. OKSİJEN (O2) ...75 9.2.3. KARBONMONOKSİT (CO) ...76 9.2.4. KÜKÜRTDİOKSİT (SO2) ...77 9.2.5. AZOTOKSİTLER (NOX)...77 9.2.6. KARBONDİOKSİT (CO2)...78 10. SONUÇLAR VE ÖNERİLER ...79 KAYNAKÇA...82
Tablo 2.1. Akü elemanları ve bileşimleri 7 Tablo 2.2. Kurşun ihtiva eden bileşenlerin yaklaşık bileşimleri 7
Tablo 3.1. Kurşun metalinin insan sağlığı üzerine etkileri 19 Tablo 4.1 Akü geri dönüşümü tesisleri için uygun emniyet önlemleri ve saklama koşulları 23
Tablo 9.1 İlk ayda yapılan atıksu numunesi analizi 63
Tablo 9.2 İkinci ayda yapılan atıksu numunesi analizi 65 Tablo 9.3 Üçüncü ayda yapılan atıksu numunesi analizi 66
Tablo 9.4 Yapılan tüm atıksu numunesi analizlerinin ortalamaları 67
Tablo 9.5 Kurşun yükü miktarları 70 Tablo 9.6. Kurşun geri kazanım fırını bacasında Tempest 100 model baca gazı analiz cihazı
ile yapılan 1. Ay analiz sonuçlarının değerleri 74 Tablo 9.7. Kurşun geri kazanım fırını bacasında Tempest 100 model baca gazı analiz cihazı
ile yapılan 2. Ay analiz sonuçlarının değerleri 74 Tablo 9.8. Kurşun geri kazanım fırını bacasında Tempest 100 model baca gazı analiz cihazı
ile yapılan 3. Ay analiz sonuçlarının değerleri 74 Tablo 9.9. Kurşun geri kazanım fırını bacasında Tempest 100 model baca gazı analiz cihazı
Şekil 2.1. Otomobil (starter) aküsü 6
Şekil 2.2. Akü Plakaları 8
Şekil 2.3. Seperatörün yerleşim yeri 10
Şekil 2.4. Seperatör 10
Şekil 2.5. Starter akülerinin kutup çıkışları 12
Şekil 4.1 Uyarı levhaları 22 Şekil 4.2. Katı atık deposu örneği 27
Şekil 4.3. Akü geri dönüşümü yapan tesisleri için dizayn edilen tipik bir kimyasal atıksu
arıtma şeması örneği: Nötralizasyon Havuzu 29
Şekil 4.4. Gelişmiş bir akü geri dönüşüm tesisinin süreç safhaları 32
Şekil 6.1. Tesis akım şeması 38 Şekil 6.2 Hurda akülerin depolanma şekli 39
Şekil 6.3 Akü kesim hızarı 40 Şekil 6.4 Fırına gönderilmek üzere istiflenen kurşun içerikli malzemeler 40
Şekil 6.5 Fırın Besleme 41
Şekil 6.6 Atıksu arıtma sistemi 42
Şekil 6.7. Baca gazı arıtım sistemi 42
Şekil 7.1. Dakar’da akü geri dönüşümünde sağlıksız koşullarda çalışan çocuk işçiler 47
Şekil 9.1 Birinci analiz sonuçlarının grafiksel karşılaştırılması 64 Şekil 9.2 İkinci analiz sonuçlarının grafiksel karşılaştırılması 65 Şekil 9.3 Üçüncü analiz sonuçlarının grafiksel karşılaştırılması 66 Şekil 9.4 Ortalama analiz sonuçlarının grafiksel karşılaştırılması 67 Şekil 9.5 Atıksu analizi KOİ değerleri grafiksel karşılaştırılması 69
1. GİRİŞ
Akü, doğru akım elektrik enerjisini kimyasal enerjiye çevirip depo eden ve devrelerine alıcılar bağlandığında bu enerjiyi tekrar elektrik enerjisine dönüştürerek alıcıları çalıştıran, elektrokimyasal statik bir elemandır. Ya da basit tanımıyla; birbirlerinden separatörlerle ayrılan, peş peşe dizilmiş pozitif ve negatif plakaların elektrolit ile reaksiyona girerek elektrik enerjisinin oluşturulduğu ve depolandığı sistemdir.
Hurda aküler, içerdiği asit ve kurşun muhtevası ile tehlikeli/ zararlı atıklar grubuna girmektedir. Tehlikeli/zararlı atıklar, genel olarak zehirlilik, koroziflik, patlayıcılık ve parlayıcılık özellikleri ile diğer atıklara kıyasla arıtma ve bertaraf işlemlerinin seçimi ve uygulanmasında daha dikkatli ve hassas olunması gereken bir atık türüdür. Tehlikeli atıkların oluşumunun sebep olduğu çevresel kötüleşmenin nasıl önleneceği, uygunsuz yönetimlerin geçmiş örneklerinin sebep olduğu problemlerinin fiili olarak nasıl çözümleneceği, tehlikeli atıkların oluşumunun nasıl azaltılacağı ve son olarak kaynakların korunması için içerdikleri kıymetli malzemelerin nasıl geri kazanılabileceği, üzerinde durulması gereken konulardır. Bütün bunlar birçok sosyal, teknik ve yasamaya ilişkin etmenlere bağlı olan karmaşık noktalardır. 2005 yılında revize edilip, Resmi Gazete’de yayınlanarak yürürlüğe giren “Tehlikeli Atıklar Kontrolü Yönetmeliği” ne göre hurda aküler, “özel işleme tabi olan atıklar” olarak sınıflandırılmıştır. Hurda akülerin geri kazanımı Türkiye’de hatırı sayılır bir sektör olmakla birlikte mevcut durumda illegal yöntemlerle yürütülmekte olup, insan sağlığını ve çevreyi tehdit edecek boyutlardadır.
Türkiye’de hurda akü geri kazanım faaliyeti daha çok akülerdeki ticari değeri olan kurşun, kurşun bileşikleri ve plastik malzemeleri üzerine yoğunlaşmıştır. Elektrolit yani akü asidi olarak kullanılan ve çevreye oldukça zararlı olan sülfürik asit bertaraf edilememektedir. Türkiye genelinde hurda akülerin toplama işi büyük çoğunlukla hurdacıların elinde olduğu için, hem toplama hem de taşımada sorun yaratan ve de piyasada ticari bir değeri olmayan akü asidi, kontrolsüz bir şekilde çevreye bırakılmaktadır. Bu durum toprak, hava ve su kirliliğine sebep olmasından dolayı çevreyi ve insan sağlığını olumsuz yönde etkilemektedir. Ayrıca yapılan bu geri kazanım işlemleri sırasında tamamen gelişi güzel bir sistem oluşmuş, toplamada olduğu gibi çoğu lisansız olan geri kazanım tesislerinde de baca gazı arıtım sistemleri ve atık su arıtım sistemleri gibi ekipmanların mevcut olmamasından veya gerekli şekilde çalıştırılmamasından dolayı gerek sağlık açısından gerekse de çevresel açıdan sorunlar oluşmaktadır. Ancak son yıllarda, akü geri dönüşümü yapan firmalar belli standartları
yakalamayı başarmışlardır. Ayrıca kendi kuruluşlarını dernekler altında toplayarak, yapılan işin denetimini ve idaresini kolaylaştırmışlardır.
Çalışmanın Amacı
Bu çalışmada akü geri dönüşümünün çevreye ve insan sağlığına verdiği zararlar incelenecektir. Sebepler ve sonuçları örneklemeler aracılığı ile iletilmeye çalışılacaktır. Bunun için ilk önce uygulanması gereken sistemler ele alınacak, daha sonra örnek bir akü geri dönüşüm tesisinin durumu ortaya konulacaktır. Mevcut yasal düzenlemelerin uygulanma durumu ve de eksiklikler belirtilecektir. İleri aşamalarda, akü geri dönüşümü tesislerinin yanlış uygulamaları nedeni ile dünya çapında çeşitli ülkelerde meydana gelen çevre ve insan sağlığında meydana gelen zararlar incelenecektir.
2. AKÜ HAKKINDA GENEL BİLGİLER
2.1. Akümülatör (Akü)
Kimyasal anlamda enerji depolayan ve gerektiğinde bu kimyasal enerjiyi elektrik enerjisine çeviren Akümülatörler ‘Akü’ olarak adlandırılır. Akümülatör (Accumulator), akım toplar anlamına gelir. Kendi içerisinde akım üreten bir sistemdir. Akünün araç üzerinde üç temel görevi vardır, bunlar;
a) Şarj sisteminde üretilen elektrik enerjisini kimyasal enerjiye dönüştürerek depo eder. b) Gerektiğinde kimyasal enerjiyi, elektrik enerjisine dönüştürerek geri verir.
c) Elektrik devrelerinde gerilim (voltaj) dengesi sağlar.
Akünün görevi marş motorunu, ateşleme sistemini, doğru akımla çalışan tüm devreleri, ışık ve alıcıları beslemektir. Benzinli motorlarda kullanılan 12 voltluk akü, birbirine seri olarak bağlanmış altı adet elemandan meydana gelmiştir. Genellikle her eleman içerisinde, yine birbirlerine seri olarak bağlanmış 4 adet pozitif, 5 adet negatif yüklü plakalardan meydana gelir. Bu plakalar, kurşun-antimuan alaşımı petek üzerine, aktif maddelerin sıvanarak fırınlanmasından oluşur. Pozitif plakalar aktif madde olarak, kurşun dioksit içerir. Negatif plakalar aktif madde olarak, saf kurşun içerir. Bu tür plakalar arasına, kısa devreyi önlemek için plakaları izole eden seperatörler yerleştirilir. Seperatörler, plakalar arasındaki kimyasal tepkimeyi engellemeyecek şekilde çok küçük gözenekleri bulunan plastiklerden yapılır. Akünün içinde sülfirik asitle saf su karışımı olan elektrolit konulur. Karışımda %39 asit, %61 su vardır. Elemanlar arası seri köprülerle bağlanmıştır.
2.1.1. Akü'nün Tarihçesi
1800-Alessandra VOLTA, İtalya'da gümüş ve bakır disklerinden tuzlu suda ilk kez
doğrudan akım elde eder. 1859-Gaston PLANTE, saf kurşun yapraklarından ilk aküyü üretir. Ancak kullanım şarj/deşarj verimsizliği nedeniyle çok sınırlıdır. 1881-FAURE, akü plakalarını kurşun birleştiricileriyle sıvıyarak "hamurlu plakayı" keşfeder ancak hamur
plakasındaki yapışma özelliği zayıftır. 1881-1890 tarihleri arasında birçok bilim adamı kurşun plaka yerine, pastayı daha iyi tutup destekleyecek ızgara üzerine çalışır. Bunların arasında SELLON ilk antimonlu kurşunu kullanır, CORRENS' de 1888'de özel çiftli ızgaralı sistemi oluşturur. 1900-Akü sanayi bu yıllarda başladı. O tarihe kadar ilk aküler STASYONER uygulamalarda kullanıldı.
2.2. Akü Çeşitleri
Aküleri 2 genel başlık altında incelemek mümkündür (Tümaküder, 2005).
a) Starter Aküler (SLI, Başlatma, Aydınlatma, Ateşleme)
• Otomobiller • Hafif ticari araçlar • Ağır ticari araçlar • Deniz araçları • Motosikletler • Golf araçları • Bahçe araçları
b) Endüstriyel Aküler, (Stasyoner, Traksiyoner ve özel amaçlı kullanım aküleri )
• Telekom santralleri, • Enerji santralleri, • Forkliftler, • Kesintisiz güç kaynakları • Diğer kullanımlar 2.2.1. Traksiyoner Aküler
Elektrik ile çalışan araçlar gün geçtikçe daha önemli hale gelmektedir. Elektrik gücü daha emniyetli ve dünyadaki dengeyi daha az yıpratan bir enerji kaynağıdır. Hali hazırdaki diğer kaynaklar ise ciddi tehlikeleri birlikte taşımaktadır. Taşımacılıkta fork-lift, elektrokar ve elektrikli lokomotifler büyüklük ve modelleri ile önemli bir gelişme göstermektedirler. Bunlara birçok yeni dizaynlı paletli çekiciler ile insan ve malzeme taşıyan araçlar eklenmiştir. Traksiyoner aküler bu tür araçlar için geliştirilmiş ve üretilmiş akülerdir. Temel prensip olarak starter akülere benzerler. Fakat daha zor çalışma koşullarında da uzun ömüre sahip olacak şekilde dizayn edilmiştir.
2.2.2. Kuru Tip Aküler
Teknoloji geliştikçe insan yaşamını kolaylaştırmak, kesintiye uğratmamak güvenliğini sağlamak adına çeşitli cihazlar üretilmektedir. Üretilen bu cihazlar insanların hayatının geçtiği tüm yerlerde kullanılmakta ( evler, işyerleri, oteller, hastaneler, okullar v.b ) ve bu cihazlar akü ile beslenmektedir. Kuru akülerinde içerisinde sıvı bulunmadığı bu yüzden de gaz çıkışı olmadığı için insanların yaşadığı tüm alanlarda rahatlıkla kullanılmaktadır. Tamamen kapalı olduğundan dolayı bakım gerektirmeyen bir yapısı vardır. Çok geniş bir ısı yelpazesinde çalışabilmektedir. Özel alçak basınçlı emniyet valfler ile teçhiz edilmişlerdir. Tampon şarj'da çalışmaya müsaitlerdir. İç dirençleri düşük olduğundan bekleme esnasında kayıpları çok düşüktür. İçlerinde asit olmadığı için yatay dikey her pozisyonda kullanabilirler.
Bazı Kullanım Alanları (Tümaküder, 2005); 1. Alarm sistemleri
2. Telefon cihazları
3. Kesintisiz güç kaynakları 4. Yangın emniyet sistemleri
5. Yedek aydınlatma sistemleri, ışıldaklar 6. Tıbbi cihazlar
7. Elektronik yazar kasalar 8. ATM'ler
9. Oyuncaklar
10. Güneş enerji sistemleri
2.2.3. Stasyoner Aküler
Stasyoner aküler, ani güç kesintilerinin sebeb olabileceği duruşları engellemek için kullanılan kesintisiz güç sistemlerinde, enerji kaynağı olarak hazırda duran gerektiği an devreye girerek kesintiyi sisteme hissettirmeyecek şekilde özel dizayn edilmiş akülerdir. Yüzdürme gerilimiyle sürekli şarjlı halde tutulan bu tip aküler, minimum bakım ve düşük enerji maliyeti özellikleri sayesinde telefon santrallerinde, kesintisiz güç sistemlerinde, kontrol panellerinin sinyalizasyon işlemlerinde, alarm ve güvenlik sistemlerinde, güneş enerjisi yada rüzgar enerjisi gibi alternatif enerji kaynaklarında yaygın olarak kullanılmaktadır.
2.2.4. Starter Aküler
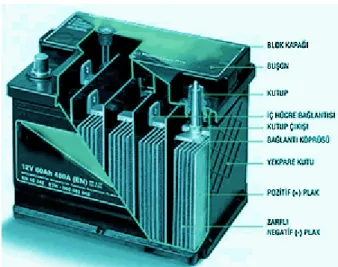
Starter aküler motorlu kara taşıtları, deniz taşıtları, motosikletlerde motorların ilk hareketini sağlamak, araçtaki elektrikle beslenen tüm cihazları çalıştırmak için geliştirilmiş ve üretilmiş akülerdir. Gelişen teknoloji doğrultusunda araçların orijinalinde elektrikle beslenen sistemler ( klima, immoblayzer, yol bilgisayarları vb. ) artmakta, araç kullanıma sunulduktan sonra kullanıcılar tarafından ilaveler ( alarm, telefon, telsiz, ilave aydınlatma, müzik sistemleri vb.) araç stop ettikten sonra dahi aküyü aktif halde tutmaktadır. Araçlardaki uzun süreli beklemelerde akünün boşalmasına sebep olmaktadır. Bu aküler başlama mantıklı üretildikleri için uzun süreli beklemelerden sonra akü araçtan sökülüp profesyonelce şarj edilmektedir.
Teknolojik bu gelişmeler daha fazla akü kapasitesi demektir. Eğer araçtaki sistem 12 volt'sa araç daha büyük aküye gerek duyacak ya da marş ve tesisatta farklı aküler kullanılmak zorunda kalınacaktır. Elektronik kullanma ihtiyacı bu hızla artarsa akülerin voltajları artacak Ah'leri düşecektir. Örnek olarak 24 V 50 Ah tek parça akü Şekil 2.1’de görülmektedir (Tümaküder, 2005).
Şekil 2.1. Otomobil (starter) aküsü
2.3. Kurşun-Asit Akü Elemanları ve Özellikleri
Kurşun Asit aküleri iki ana unsurdan oluşur. Bunlardan birincisi elektrotlardır. Elektrotlar kurşun ve bileşiklerinden oluşmuş elemanlardır. Akü nün sahip olduğu kapasite oranına göre elektrotlar küçük veya büyük oranlarda olabilir. Kullanım durumuna göre
elektrot plakaların sayısı azaltılıp arttırılabilir. Diğer eleman ise elektrolitlerdir. Elektrolit olarak sulandırılmış sülfürik asit kullanılmaktadır.
Bölme içerisinde mevcut bulunan elektrotların sahip oldukları kapasite ve hacimsel büyüklük ne olursa olsun, sahip olduğu voltaj değeri değişmez. Bunun değeri ise 2V dur. Değişik volt değerlerinde akü yapmak istenilirse, bu plaka bölmeleri birbirlerine seri bağlanarak değişik voltaj değerlerine sahip aküler elde edilir. Genelde voltaj değeri bakımından iki çeşit akü bulunmaktadır. İster ticari ister özel nakil araçlarının aküleri olsun, bunların voltaj değerleri 6V ve 12V’tur.
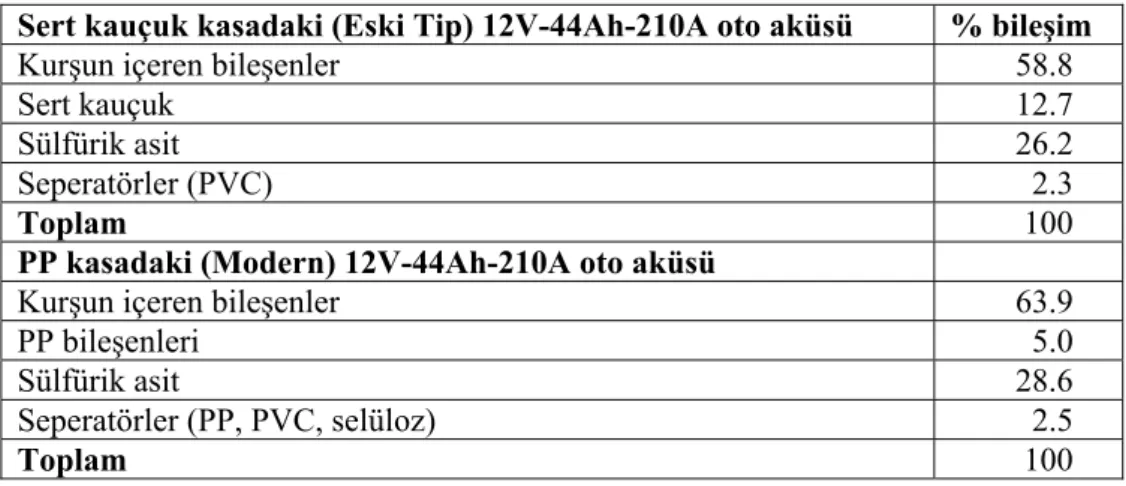
Küçük ebatlara sahip olan oto aküleri içindeki hücreler birbirlerine, aralarında kurşun köprüler aracılığıyla bağlanırlar. Çeşitli voltaj ve amper değerlerine sahip akü çeşitleri bulunmaktadır.6V 55 A lik araba aküsünden, 220V 22.000A değerindeki sanayi tipi akülere kadar akü çeşidi bulmak mümkündür. Büyük kapasiteli akü hücreleri sabit ve tektir. Aşağıdaki tablolarda bir kurşun asit akünün bileşimini Tablo 2.1 ve kurşun ihtiva eden bileşenlerinin yaklaşık bileşimleri Tablo 2.2 verilmektedir.
Tablo 2.1. Akü elemanları ve bileşimleri (Tümaküder, 2005)
Sert kauçuk kasadaki (Eski Tip) 12V-44Ah-210A oto aküsü % bileşim
Kurşun içeren bileşenler 58.8
Sert kauçuk 12.7
Sülfürik asit 26.2
Seperatörler (PVC) 2.3
Toplam 100
PP kasadaki (Modern) 12V-44Ah-210A oto aküsü
Kurşun içeren bileşenler 63.9
PP bileşenleri 5.0
Sülfürik asit 28.6
Seperatörler (PP, PVC, selüloz) 2.5
Toplam 100
Tablo 2.2. Kurşun ihtiva eden bileşenlerin yaklaşık bileşimleri Izgara metali, kutuplar, köprüler %44
Pb %96–98 Sb %2–4 Ca %<0.5 Macun %56 PbSO4 %60 PbO (PbO2) %19 Pb %21 Toplam %100
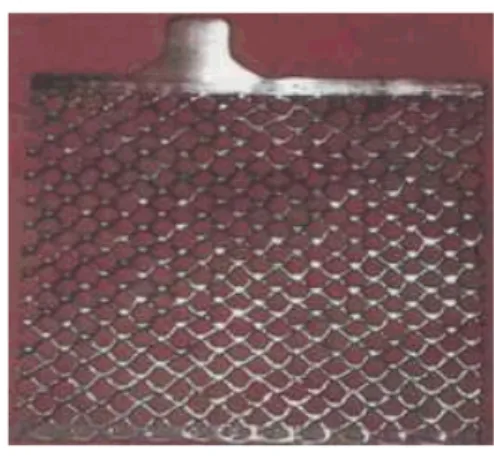
2.3.1 Plakalar
Elektron diye tanımlanan, enerji ortaya çıkaran, pozitif ve negatif olarak iki bölüme ayrılmış hücrelerin iç içe geçerek oluşturduğu gruba plaka grupları adı verilir. Tam olarak dolu olan bir aküde, negatif plaklar üzerinde süngerimsi kurşun, pozitif plaklar üzerinde ise kurşun dioksit (PbO2) aktif kimyasal madde olarak görev yapmaktadır. Bunlara iskelet görevi gören kurşun ızgaraların alaşımları ve dökümleri özel bir durum içerir. Çünkü bunlar akım toplayan, aktif madde tutan ve plakaların sabitliğini ve dayanma gücünü veren bu döküm parçalardır. Şekil 2.2’de plakalar görülmektedir (Tümaküder, 2005).
Şekil 2.2. Akü Plakaları
Akü içinde iç direncin yükselmesine kurşunun içerdiği safsızlıklar neden olur. Ayrıca bu safsızlıklar akü bileşenlerinin çabuk yıpranmasına da neden olmaktadırlar. Akü içinde bulunana antimon bileşikli maddeler, mekanik ve kimyasal ölçüde dayanıklılık verici bir unsur olarak yer almaktadır. Antimon, ayrıca dökümü kolay olan bir maddedir. Izgaralar üzerinde bulunan aktif maddenin, bunun üzerinde tutunmasını sağlayacak değişik yöntemler mevcuttur. Bunlar, tüplü plak, petekli ızgara ve plak, gözlü ızgara üzerinde sıvama yapılması ve petekli ızgara üzerinde sıvama yapılması şeklindedir.
Tüplü plaka, antimonlu saf kurşundan kalıplarda dökülerek elde edilir. Ana çerçeveye bağlı dikey çubuklar üzerine, gözenekli sentetik malzemeden yapılmış tüpçükler takılmıştır. Toz halindeki aktif madde, vibrasyon metoduyla, tüpçüklerin içerisine doldurulur. Tüpçüklerin açık olan altları, plastik tıkaç dizişi ile kapatılır. Böylece hem aktif maddenin, tüpçükler içinde kalması sağlanır, hem de kurşun çubukların ve tüpçüklerin düz sıralar halinde
sallanmadan durması temin edilir. Bu tür pozitif plaka yapmaktaki hedef, aktif maddenin tüpçük içinde muhafaza edilerek, dökülmesin engellemektir
Petekli ızgara ve plak ise, saf kurşunun, özel profilde dökümü suretiyle elde edilir. Çok sayıdaki dikey çubukların oluşturduğu gerçek yüzey, plakaya dik bakıldığında görünen yüzeyin takriben 12 katıdır. Böylece elektrolitle temas eden plaka yüzeyi arttırılmış olur. Pozitif plakanın açıklanan şekilde imalatına müteakip, formasyon işlemi ile, plaka yüzeyinde kurşun peroksit film halinde aktif madde oluşturulur, işletme süresince deşarjda kurşun sülfat haline dönüşen yüzey şarjda tekrar kurşun peroksit film haline döner.
Akü içerisine aktif madde dışarıdan bir karışım malzemesi olarak verilir. Öncelik tanınan plaka grubu, pozitif plaklardır. Çünkü oksidasyon reaksiyonu ile çalışmaktadır ve yıpranma en fazla bu plaklarda oluşmaktadır. Sıvama malzemesi olarak hazırlanan hamura, kurşun oksit, asit, bazı kimyasal katıklar ve saf su karıştırılır. Ve hazırlanan bu karışım ızgara yüzeyine yedirilir. Bu şekilde hazırlanan plağa ‘Çiğ Plak’ adı verilir. Daha sonra bu plaklar uzun süreli şarj edilerek plaklar üzerindeki aktif maddenin kurşun dioksit haline dönüşmesi sağlanır. Bu yapılan işleme ‘Formasyon’ denir ve bu sayede pozitif plaka enerji vermeye hazır hale gelmiş olur.
Negatif plak üzerine sıvanan aktif madde ise kurşun oksit, asit, saf su ve ayrıca bunlara katılan genleştirici madde muhteva eder. Ne kadar saf kurşun dioksit kullanılır ise, plaka o kadar uzun ömürlü olur. Bu aktif madde formasyon işlemi neticesinde süngerimsi kurşun denilen yapıya dönüşür. Süngerimsi yapısı, içinde sıkışık kurşun ihtiva etmediğinden, yeniden kolayca reaksiyona girmesine kolaylık sağlar.
Sıvama işlemlerinde eski teknikler kullanılarak yapılan teknikler (Ör, el ile) sağlıksız sonuçlar vermektedir. Makineler ile basınçlı ve otomatik olarak sıvanan plaklar daha verimli ve daha uzun ömürlü olmaktadırlar. Plakları formasyon işlemlerinden geçmiş olarak monte edilmiş akülere ‘Kuru Şarjlı Akü’, plakları çiğ halde yerleştirilmiş olan akülere ise ‘Sulu Şarjlı Aküler’ olarak isimlendirilmektedir.
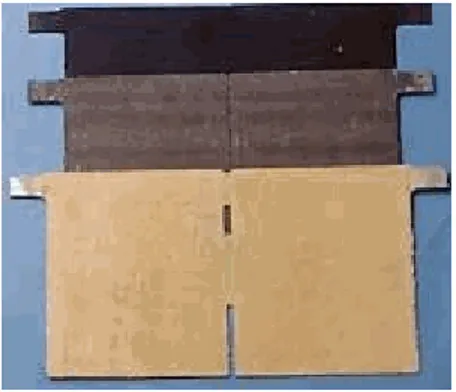
2.3.2. Seperatörler
Zıt kutuplu plakalar eğer ki akü içersinde birbirlerine değer ise aralarında kısa devre oluşabilir. Bunu engellemek amacı ile aralarına parçalar yerleştirilir. Bu parçalara seperatör
denilmektedir. Ancak bu parçaların plaklar arasında oluşan elektron alışverişine engel olmayacak şekilde ve onlar kadar uzun ömürlü olarak üretilmesi gerekmektedir.
Çeşitli seperatör tipleri mevcuttur. PVC, kâğıt, kauçuk, cam elyafı bunlara örnek gösterilebilir. Bunların özellikleri su emme, porozite, mekanik mukavemet ve direnç durumlarına göre belirlenir. Genelde zarf tipi denilen seperatör şekli şu anda kullanılan çeşididir.Şekil 2.3 ve Şekil 2.4 de seperatörlerin yerleşimi ve özellikleri gösterilmektedir (Tümaküder, 2005).
Şekil 2.3. Seperatörün yerleşim yeri Şekil 2.4. Seperatör
2.3.3. Elektrolit
Kurşun asit akülerde zıt kutuplu elektronların içinde bulundukları sıvıya elektrolit denir. En bilinen elektrolit sülfürik asittir. Şarj esnasında plaklardaki sülfat kökleri açığa çıkarak elektrolit yoğunluğunu arttırır. Deşarj esnasında ise sülfat kökleri, elektrolitlere bağlanmaya çalışır ve bu nedenle elektrolitin yoğunluğu da azalır. Plakların şarj ölçüm durumuna göre, ilk konulacak elektrolit yoğunluğu da değişik ölçütlerde kullanılır. Bunun nedeni plakların bünyesinde barındırdıkları sülfat köklerinin oranının değişkenlik göstermesidir. Elektrolit yoğunluğu hidrometre ile ölçülmektedir. Anlamı birim elektrolit hacminin ağırlığıdır. Ayrıca ‘bome’ cinsinden değer de kullanılmaktadır. Dönüşüm formulü aşağıda verilmiştir.
d d Be=144,38( −1)
d: Asit çözeltisinin yoğunluğu.
Be: Asit çözeltisinin Bome cinsinden değeri.
Ne kadar yüksek yoğunlukta elektrolit kullanılırsa, o kadar yüksek hızda çalışma sağlar. Ancak bu durum, süngerimsi kurşun plaklarının çok kısa sürede yıpranıp aşınmasına neden olmaktadır. Eğer ki çok düşük elektrolit yoğunlukları kullanılır ise, yavaş çalışmaya ve akü gücünün düşmesine neden olmaktadır. Ayrıca hacim olarak daha fazla hacimde elektrolit kullanılması gerekmektedir. Bundan dolayı elektrolit yoğunlukları belli standartlar içerisinde tespit edilerek kullanılmaya başlamıştır.
Elektrolit yoğunluğu, sıcaklık ile değişimler göstermektedir. Gerek hazırlanacak bir elektrolitin yoğunluğu, gerekse servisteki bir akünün elektrolitin yoğunluğu, ölçümlerinde, hassas bir belirleme için, o andaki elektrolit sıcaklığının bilinmesi gerekir. Çünkü elde edilmesi gereken yoğunluk değeri akü imalatçısı tarafından önceden, belli bir sıcaklık için tayin edilmiştir. (Ör: 20 °C'de 1.220 gr/ cm3). Deneyler göstermiştir ki, elektrolit sıcaklığındaki her 1.5 °C' lik değişime karşın, elektrolit yoğunluğu 0.001 değerinde değişir. Bu özellik uygulamada aşağıdaki hususlar dikkate alınarak, yoğunluk değerinin sıcaklığa göre düzeltilmesinde kullanılır (Tümaküder, 2005).
a) Ölçüm esnasındaki elektrolit sıcaklığının nominal sıcaklıktan kaç derece fazla veya az olduğu belirlenir. (Sıcaklık nominalden fazla olduğu zaman yoğunluğun düşük, nominalden az olduğu zaman ise yüksek olacağı dikkate alınır.)
b) Tespit edilen sıcaklık farkında kaç tane 1,5 °C olduğu hesaplanır.
c) Sıcaklık farkına tekabül eden yoğunluk farkı hesaplanır.
d) Ölçüm anındaki sıcaklığı, nominal sıcaklığa göre yüksek veya düşük olması dikkate alınarak, yoğunluk farkı hesaplamaya dahil edilir. Örneğin; 25°C deki yoğunluğu 1,215 gr/cm3 olduğu bilinen bir akünün, elektrolit sıcaklığı 13 °C iken, yoğunluğu ölçülmüştür. Bu ölçümde yoğunluk değeri;
Sıcaklık farkı: 25 – 13 = 12 °C Farktaki, 1,5 °C adedi: 12 / 1,5 = 8 Yoğunluk farkı: 8 x 0,001 = 0.008
2.3.4. Kutup Uçları
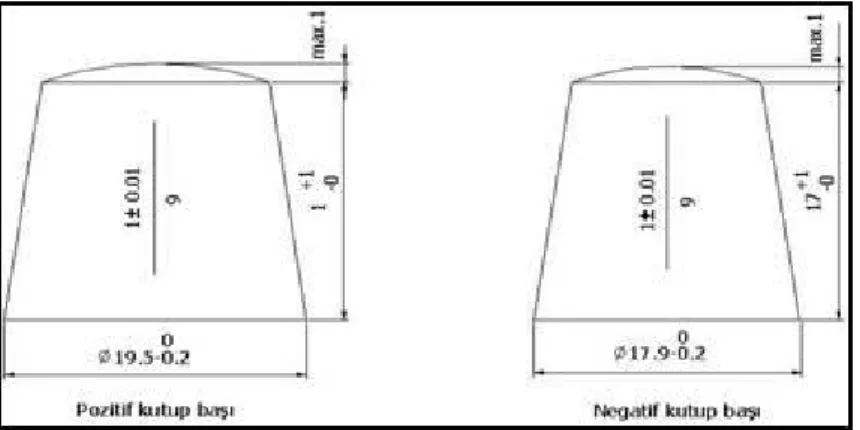
Zıt kutuplu plakaların şarj ve deşarjlarını sağlamak için, akü dışına yerleştirilmiş olan uçları mevcuttur. Pozitif plakaların başı (+), negatif plakaların başı ise (-) uçludur. Ve bu işaretler üzerlerine veya yalarına yazılır. Kutup çıkışları kullanım özelliklerine göre belli ebat ve boyutlarda olabilmektedirler.
TS 1353’ e göre starter aküler için kutup çıkışları ölçüleri ve ebatları aşağıdaki şekilde gösterilmiştir. Şekilde de anlaşılacağı üzere pozitif çıkış negatif çıkışa oranla daha kalındır. Çünkü yıpranma daha fazla olmaktadır.
Şekil 2.5. Starter akülerinin kutup çıkışları (ölçüler mm cinsindendir; Tümaküder, 2005)
2.3.5. Akü Kutusu ve Kutu Kapakları
Kutu ve kutu kapakları, plastik ve sert ebonit malzemeden üretilmektedirler. Ama genelde polipropilen maddesi, araç akülerinin kutu ve kapaklarının üretimde daha fazla kullanılmaktadır. Kutu ve kapakların mukavametinin yüksek, yalıtkanlık ve geçirimsizliği sağlayacak şekilde üretilmesi gerekmektedir. Bunları sağlamazlar ise, kısa sürede akünün özelliklerini kaybetmesine neden olabilirler. Eskiden kutu üzerinde seri halde bakım yapılabilmesi için 6 veya 12 adet kapak bulunmaktaydı. Ancak günümüzde bu sayı tek bir
kapağa inmiştir. Büyük kapasiteli akülerin kapakları sert ebonit malzemesinden yapılmaktadır.
2.4. Akü İç Tepkimeleri ve Elektrik Üretimi
Kurşun asit akülerde, deşarj esnasında, elektron alışverişi meydana gelir. Bu sayede ortaya elektrik akımı ortaya çıkar. Bu reaksiyonları kimyasal olarak yazarsak;
Deşarj; (+) kutupta oluşan reaksiyon:
O H Pb e H PbO 2 2 2 +4 +2 ⎯⎯→ +2 + − + 4 2 4 2 SO PbSO Pb + + − → ) ( 2 2 4 2 4 2 4 2 H SO e PbSO H O toplam PbO + ++ −+ −→ +
Deşarj; (-) kutupta oluşan reaksiyon:
− + + →Pb e Pb 2 2 4 2 4 2 SO PbSO Pb + + − → − − → + +SO PbSO e Pb 2 4 2 4
Bu durumda, şarj ve deşarj sırasında oluşan reaksiyonlar; Şarj; Pb SO H PbO O H PbSO4 +2 2 → 2 +2 2 4 + 2 Deşarj; O H PbSO Pb SO H PbO2 +2 2 4 + →2 4 +2 2
Bu tepkimelerden anlaşılacağı üzere, gerilim meydana gelmesi sırasında en önemli faktör kullanılan sülfürik asit konsantrasyonudur. Meydana gelen toplam voltaj, zıt kutuplar arasında meydana gelen gerilimlerin farkından elde edilir. Elbette kullanılan elektrotun cinsine ve elektrolitin türüne göre farklılıklar göstermektedir. Kurşun asit akülerde ortalama olarak bir hücrede meydana gelen akım miktarı yaklaşık olarak 2V’ tur.Bir kurşun asit aküde gerilim değeri 1,75 V un altına düşer ise eğer bu akünün şarj edilmesi gerektiğinin göstergesidir. Özetlenirse;
Şarj esnasında;
a) Pozitif plakalar kurşun sülfattan kurşun peroksite dönüşür. b) Negatif plakalar kurşun sülfattan, sünger kurşuna dönüşür.
c) Pozitif ve negatif plakalardaki sülfatlar elektrolite geçtiği için elektrolit yoğunluğu yükselir.
d) Şarj boyunca akü voltajı artar.
e) Şarj boyunca elektrolitte gazlanma oluşur.
Deşarj esnasında;
a) Pozitif plakalar, kurşun peroksitten, kurşun sulfata dönüşür. b) Negatif plakalar, sünger kurşundan, kurşun sulfata dönüşür.
c) Elektrolitteki sülfat, plakalara gittiğinden elektrolitin yoğunluğu azalır. d) Akü voltajı deşarj boyunca düşer.
3. HURDA AKÜLER VE ÇEVREYE ZARARLARI
Bilindiği üzere aküler üç ana malzemeden oluşmaktadır. Bunlar kurşun, sülfürik asit ve de plastiktir. Bu malzemelerin her birinin çevreye ayrı ayrı etkileri bulunmaktadır. Uygun koşullarda saklanmayan ve korunma önlemleri alınmadan doğaya bırakılan aküler, çevreye kurşun ve kurşun bileşikli sülfürik asit ve atık plastik bırakırlar. Bu nedenle kaynak suları, içme suları, göller ve denizlerde kirlenmeye ve hatta ölümlere, toprak kirlenmesine bu sebeple de çoraklaşma, bitkilerde ise kurumalara sebebiyet verir. Yine önlem alınmadan hurda akülerin içerisindeki kurşunu çıkarmak için yakılır ise, bacadan havaya karışan kurşun emisyonunda artış meydana gelir ve de hava kirliliğine neden olur.
3.1. Akü Bileşikleri
3.1.1. Kurşun Metalinin Özellikleri ve Üretim Şekli
Kurşun metalinin atom numarası 82, atom ağırlığı 207,21’dir. Kurşun kristalleri kübik yapıdır. Gri ve metal parlaklığa sahiptir. Ergime noktası 327 derece kaynama noktası 1525 derecedir. Korozyona karşı dayanıklı olması, kolayca şekillendirilebilen yapısı, 11,4 g/cm3 değerinde olan yüksek yoğunluğu ile değişik alaşımlar oluşturabilecek özelliklere sahiptir. Yassılaşma ve tel çekme özelliğine sahip olması, korozyona dayanıklı olmasından kaynaklanmaktadır.
Kurşun metalinin, dünya metal rezervleri içerisinde, toplam üretim bakımından beşinci sırada yer almaktadır. Üretilen kurşun sadece madenler tarafından işlenen birincil kaynaklardan değil ayrıca hurda kurşunların geri dönüşümünden de elde edilmektedir. Başta akü imalatı olmak üzere, kabloların izolasyonu, benzin yakıtlarda oktan ayarlayıcısı, tv tüplerinin yapımında, radyoaktif x ışınlarından korunmada, PVC üretiminde ve daha birçok malzemenin imalatında kullanılmaktadır.
Kurşun üretiminde kullanılan iki türlü yöntem mevcuttur. Bunlar: ‘Hidrometalurjik’ diğeri ise ‘Pirometalurjik’ prosestir. Hidrometalurjik proses laboratuar ve pilot ölçekli denemeleri yapılmıştır ancak endüstriyel boyutta bir tesis daha faaliyete geçmiş değildir.
Bunun nedeninin yüksek elektrik gücü gerektirmesi ve malzemelerin çabuk korozyona uğraması ve ekonomik bir işletme özelliği taşımaması denilebilir. Pirometalurjik proses en eski kurşun üretim yöntemidir. En sık kullanılan proses ISP (Imperial Simelting Proses)’dir. Bu proseste ayrıca çinko metali de elde edilmekte olup bu sayede yüksek işletim maliyetlerini en aza indirmektedir. Bunların dışında Boliden Kaldo Prosesi, Isasmelt Prosesi, OSL Prosesi, Kiveet Prosesi de kurşun üretiminde kullanılan diğer proseslerdir.
3.1.2 Elektrolit (Sülfürik Asit) Özellikleri ve Üretim Şekli
Sülfürik asit renksiz, yağımsı bir sıvıdır. Konsantre sülfürik asit, kütlece %96-98 oranında H2SO4 içerir. Özelliklerinden biri de, suya yakın bir madde olmasıdır. Konsantre sülfürik asit, birçok organik maddeden suyu çeker ve ekzotermik bir tepkime oluşturur. Bu özelliğinden dolayı, temas edildiğinde cilde büyük zararlar verebilir. Yine aynı sebepten dolayı, sülfürik asiti seyreltme işlemi çok dikkatli yapılmalıdır. 1 mol sülfürik asiti bol miktarda suya eklediğimizde, yaklaşık 880 kj ısı açığa çıkar. Konsantre sülfürik asitin içine su eklemek çok tehlikelidir. Çünkü su, yüksek ekzotermik tepkimeden dolayı asitin üstünde kabarcıklar oluşturarak, çok ani bir şekilde kaynar. H2SO4 kimya endüstrisinde en çok üretilen ve kullanılan maddelerden biridir. Tarım endüstrisinde büyük miktarlarda asit, kalsiyum fosfat Ca3(PO4)2 gibi çözünmeyen fosfat kayalarından, çözünebilir kalsiyum dihidrojen fosfat elde etmek için kullanılır. Sülfürik asit üretiminde kullanılan endüstriyel metodun adı “kontak işlemi”dir. İlk adımda, sülfür ve sülfitlerin yanmasıyla sülfür dioksit oluşturulur (2.1, 2.2).
8SO2(g) →S8(g) + 8O2(g) →2H2S(g) + 3O2(g) (2.1)
H = -2374 kjΔ
2SO2(g) + 2H2O(g) (2.2)
H = -1037 kjΔ
Sülfür dioksit daha fazla oksijenle tepkimeye girerek sülfür trioksit oluşturur, ama bu tepkime daha yavaş gerçekleşir. Kontak işleminde sülfür dioksit ve oksijen karışımı, platin metali veya vanadyum oksit katalizörleri yüzeyine temas ederek geçer (2.3).
Δ 2SO3(g)→2SO2(g) + O2(g) + V2O5 H = -226 kjΔ (2.3)
Sülfürik asidin direkt çözünmesi, sülfürik asit nemi oluşturur. Oluşan bu nem, suyla karıştırıldığında konsantre sülfürik asit elde edilir. Dikkat edilirse kontak işlemindeki tepkimelerin ekzotermik olduğu görülür. Sülfürik asit üreten fabrikalar, açığa çıkan bu ısıdan da yararlanırlar.
3.1.3 Dış Kaplama (Plastik) Özellikleri ve Üretim Şekli
Plastiklerin kaynağı, ham petrol, gaz ve kömürdür. Plastiğin genelde ana kaynağı petrol rafinerisinden arta kalan bakiye maddelerdir. Dünyada üretilen toplam petrolün sadece %4’ü plastik üretimi için kullanılmaktadır. Plastikler, karbonun hidrojen, oksijen, azot ve diğer organik ve inorganik elementlerle oluşturduğu manomerler diye adlandırılan en küçük ve basit moleküllü gruplardaki çift bağın koparılarak polimerler diye adlandırılan uzun zincirli yapıya dönüştürülmesi ile elde edilen insan yapımı maddelerdir. Polimerler, belli bir sıcaklık ve basınç altında ve belli katalizörler kullanılarak bir reaktörde monomerleri reaksiyona sokularak elde edilir. Bu işlemler sonucu elde edilen polimerler reçine, granüle ve toz halindedir.
Polimerlerin plastik ürünlerine dönüşümü üç kademede gerçekleşir. Bunlar;
1. Reçine granülleri, tozları yumuşatmak için ısıtılır,
2. Yumuşatılmış madde belli kalıplara dökülür,
3. Ürün soğutulur ve şekillenmiş plastik ürün elde edilir. Plastik ürünlerinin üretildiği birkaç metot vardır. Bunlar; a. Enjeksiyonla Dökme (Kalıba Dökme),
b. Ekstrüzyonlu Kalıba Dökme, c. Üflemeli Kalıba Dökme, d. Sıkıştırmalı Dökme
3.2. Akü Bileşenlerinin Çevreye ve İnsana Zararları
3.2.1 Kurşunun Zararları
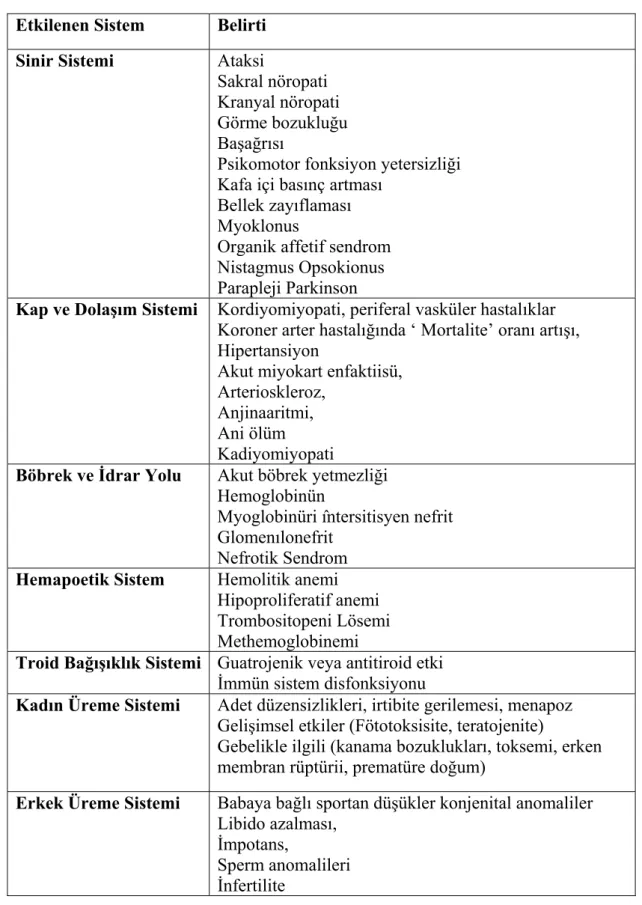
Kurşunun insan vücuduna bulaşması, kurşun ve türevi bileşiklerin bulaştıkları cisimlere el veya vücudun teması, bu nedenle sindirim sistemine karışması, havaya karışan bu bileşiklerin solunum sistemine girmesi nedeniyle olmaktadır. Kolaylıkla adsorbe olarak kana geçen kurşun türevleri, en çok kırmızı kan hücrelerine ve proteinlere bağlanırlar. İnsan vücudunda karaciğer, dalak, kas, deri, böbrek gibi organ ve dokularda birikir. Daha sonra kalsiyum fosfat moleküllerine dönüşerek kemiklerde birikir. Kurşun vücutta uzun süre birikim yaparak kalabilen bir maddedir. Kurşun zehirlenmeleri akut ve kronik olarak gerçekleşir. Kronik kurşun zehirlenmelerinde ilk belirtiler sinir, kas, mide, barsak, beyin hastalıkları ve böbrek bozuklukları şeklinde ortaya çıkar. Akut zehirlenmelerde ise başlangıçta ağızda metalik tat, boğazda yanma, karın ağrıları, bulantı ve kusma daha sonra sindirim sistemi iltihaplanması gerçekleşir. İleriki saatlerde idrar kesilmesi, dil bölgesinde çizgiler, kalp yetmezliği, kasılmalar ve koma gözlenir. Bu tür zehirlenmelerde ölümcül vakalara rastlanmaktadır. Tablo 3.1 de kurşunun insan sağlığına olan etkileri hastalıkları ile birlikte belirtilmiştir.
3.2.2 Elektrolitin (Akü Asidinin) Zararları
Elektrolit temel olarak sülfürik asit ve saf su bileşiminden meydana gelmiştir. Yüzde olarak değerlendirildiğinde, yüzde 55–60 saf su yüzde 40–45 ise sülfürik asitten meydana gelmektedir. Bütün asitlerde görülen korozif yapı, sülfürik asitte aktiflik bakımından daha fazladır. Sülfürik asit vücuda birebir temas ettiğinde deri ve alt katmanlarında bulunan kas ve kemik dokusunu yakar ve eritir. Vücudun büyük bölümünde veya hayati organların bulunduğu bölgelere temas etmiş ise eğer, ölümle sonuçlanan vakalara neden olabilmektedir. Sülfürik asit buharının uzun süre solunması veya korunma kullanılmadan işlenmeye çalışılması nedeniyle akciğer hastalıklarına ve solunum yollarında iltihaplanma ve hatta kansere yol açabilmektedir.
Tablo 3.1. Kurşun metalinin insan sağlığı üzerine etkileri (Güler, 1996)
Etkilenen Sistem Belirti
Sinir Sistemi Ataksi
Sakral nöropati Kranyal nöropati Görme bozukluğu Başağrısı
Psikomotor fonksiyon yetersizliği Kafa içi basınç artması
Bellek zayıflaması Myoklonus
Organik affetif sendrom Nistagmus Opsokionus Parapleji Parkinson
Kap ve Dolaşım Sistemi Kordiyomiyopati, periferal vasküler hastalıklar
Koroner arter hastalığında ‘ Mortalite’ oranı artışı, Hipertansiyon
Akut miyokart enfaktiisü, Arterioskleroz,
Anjinaaritmi, Ani ölüm Kadiyomiyopati
Böbrek ve İdrar Yolu Akut böbrek yetmezliği
Hemoglobinün
Myoglobinüri întersitisyen nefrit Glomenılonefrit
Nefrotik Sendrom
Hemapoetik Sistem Hemolitik anemi
Hipoproliferatif anemi Trombositopeni Lösemi Methemoglobinemi
Troid Bağışıklık Sistemi Guatrojenik veya antitiroid etki
İmmün sistem disfonksiyonu
Kadın Üreme Sistemi Adet düzensizlikleri, irtibite gerilemesi, menapoz Gelişimsel etkiler (Fötotoksisite, teratojenite)
Gebelikle ilgili (kanama bozuklukları, toksemi, erken membran rüptürii, prematüre doğum)
Erkek Üreme Sistemi Babaya bağlı sportan düşükler konjenital anomaliler Libido azalması,
İmpotans,
Sperm anomalileri İnfertilite
Korozif özelliğinin yanı sıra, sülfürik asit reaktif bir maddedir. Bu nedenle sülfürik asit diğer maddelerle kolayca tepkimeye girebilir ve bunun sonucunda hidrojen gazı açığa
çıkabilir. Hidrojen gazı oldukça yanıcı bir gaz olup kolayca tutuşabilme özelliğine sahiptir. Hurda akülerden çıkan elektrolit, yani sülfürik asit, ayrıca kurşun bileşikleri ihtiva eder. Doğaya arıtılmadan verilen kullanılmış akü asidi ise, kurşun bileşiklerinin yaratmış oldukları zararlı etkilerin tamamını göstermektedir.
3.2.3. Plastiklerin Zararları
Akülerin dış kaplaması plastiktendir. Hurda akünün iç bölümündeki kurşun ve akü asidi çıkarıldıktan sonra ortaya plastik dış kaplama kalır. Plastik biyolojik olarak bozulmayan bir maddedir. Bu nedenden dolayı uzun yıllar toprakta bozulmadan kalabilir. Toprak kirliliğine neden olmaktadır. Ayrıca sulara atılan plastik malzeme biyolojik yaşamı olumsuz etkileyerek, sudaki canlıların ölümüne neden olabilmektedir.
4. HURDA AKÜLERİN GERİ KAZANILMASI
Kurşun metalinin birincil üretiminin pahalı olması nedeniyle, ikincil üretimden faydalanılması daha cazip hale gelmiştir. Akülerin içerdikleri kurşun metal miktarının fazla olması, çevre kirliliğine sebebiyet vermesi ve kolay geri dönüşümü sağlanabildiğinden, akülerden kurşun elde edilmesi gelişmiş ve gelişmekte olan ülkeler için avantajlı bir yöntemdir.
Genel olarak akü geri dönüşümünde kullanılan iki proses mevcuttur. Birincisi akünün bileşiklerinin ayrıştırılarak, her birinin ayrı ayrı işlem görmesini sağlamaktır. Diğer proses ise, akü asidinin ayrıştırılarak, geriye kalan plastik ve kurşun muhtevasının birlikte işlem görmesidir. Birinci prosesin avantajları, her bir bileşiğin geri kazanılmasının sağlanabilmesidir. Ancak zaman alan ve pahalı bir prosestir. Diğer yöntemde ise kurşun ve kısmen de olsa akü asidi geri kazanılabilir. Avantajı ekonomik olmasıdır. Ancak çevresel açıdan risk içermektedir.
Kurşun geri dönüşümünü gelişmekte olan ülkelerde, hem kayıtlı, endüstriyel teknolojileri kullanan hem de özgün teknolojiden yoksun ve de resmi olarak kayıt altına alınmamış şekilde faaliyetini sürdüren işletmeler aracılığıyla yapılmaktadır. Geri dönüşümü yapılan atıklar arasında, hurda akü geri dönüşümü diğer atıklara göre daha fazla paya sahiptir.
4.1. Saklama Koşulları
Hurda akü tesisinde depolanacak hurda aküler için, özel saklama koşulları sağlanmalıdır. Rüzgar, yağmur, izinsiz girişler vb. doğa ve insan etkilerinden korunması için, depo alanının yanlardan ve üstten kapalı olması gerekmektedir. Zeminin akü asitlerinden meydana gelen sızmaları engellemesi için asfalt veya beton kaplamalar ile koruma sağlanmalıdır. Akü asitlerinin sızıntılarının toplanması için, depo alanına drenaj sistemi kurulmalı ve bu drenaj sistemi, nötralizasyon havuzuna bağlanmalıdır. Depo hacmi gerekli miktarda akü saklayacak büyüklükte olmalı ve de aşırı biriktirme yapılmamalıdır. Araçların kolayca girip çıkabilmesi için yol bölümleri oluşturulmalı ve de bu bölgelere malzeme istifi yapılmamalıdır. Depo giriş ve çıkışları gerekli şekilde aydınlatılmalı, ‘GİRİŞ’ ‘ÇIKIŞ’
ibareleri, yangın söndürme sistemleri, ve gerekli uyarı levhaları ile donatılmalıdır. Şekil 3.1 de bu levhalara dair örnekler bulunmaktadır.
Şekil 4.1 Uyarı levhaları
Geri dönüşümüne gönderilecek hurda aküler, uygun saklama koşullarında ve uygun istifleme yapılmadığı takdirde, çevreye zarar verecek döküntülere neden olabilmektedir. Ayrıca sağlık açısından da problemlere sebep olmaktadır. Aküde meydana gelecek çatlaklar ve kırılmalardan dolayı oluşan bu çevre kirliliği ve sağlık sorunu faktörü, çok basit önlemler ile çözülebilecek bir sorundur. Tablo 4.1’de uygulanması durumunda çevre ve insan sağlığına en az zararı verecek depolanma koşulları belirtilmiştir.
4.2. Teknik Aşamalar
Akü geri dönüşümünde ilk aşama, akülerin sökülmesi ile başlamaktadır. Burada akü elemanları birbirinden ayrılmaktadır. Daha sonra eriyik hale getirilmesi için bu parçalar enerji kaynağı olarak sıvı yakıt kullanan döner davul fırınlara verilmektedir. Izgara ve macun malzeme, daha ileri aşamalarda birbirinden ayrılmaktadır. Izgara malzeme eriyik haline (450– 550 santigrat derece arasında) külçelere dökülecek haldedir. Kalan kısım metalurjik işlemlerden geçerek eritilir, tasfiye edilir ve külçelere dökülür.
4.2.1. Akü Bileşenlerinin Ayrılması ve Ergime Safhaları
Akü bileşiklerinin ayrılması safhasında, ilk olarak, asit aküden boşaltılmaktadır. Akü kapakları açılarak akü asidi plastik varillere veya akü drenaj hattına aktarılır. Eğer ki akü asidi
satılmak isteniyorsa, plastik varillere konularak bekletilmeli ve de çöküntü maddelerden ayrıştırılarak satışa verilmelidir. Çöküntü madde ise kireç ile etkisiz hale getirilerek fırın besleme malzemesi olarak kullanılabilinir. Ancak asit satış için arıtılmayacak ise, drenaj hattı ile nötralizasyon havuzuna aktarılmalıdır.
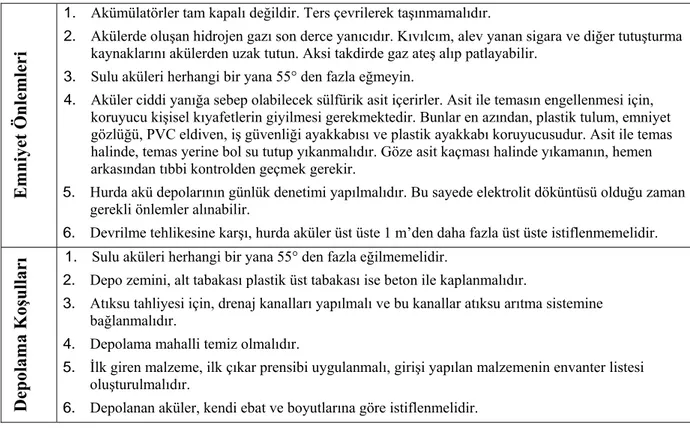
Tablo 4.1 Akü geri dönüşümü tesisleri için uygun emniyet önlemleri ve saklama koşulları
Emniyet Önlemleri
1. Akümülatörler tam kapalı değildir. Ters çevrilerek taşınmamalıdır.
2. Akülerde oluşan hidrojen gazı son derce yanıcıdır. Kıvılcım, alev yanan sigara ve diğer tutuşturma kaynaklarını akülerden uzak tutun. Aksi takdirde gaz ateş alıp patlayabilir.
3. Sulu aküleri herhangi bir yana 55° den fazla eğmeyin.
4. Aküler ciddi yanığa sebep olabilecek sülfürik asit içerirler. Asit ile temasın engellenmesi için, koruyucu kişisel kıyafetlerin giyilmesi gerekmektedir. Bunlar en azından, plastik tulum, emniyet gözlüğü, PVC eldiven, iş güvenliği ayakkabısı ve plastik ayakkabı koruyucusudur. Asit ile temas halinde, temas yerine bol su tutup yıkanmalıdır. Göze asit kaçması halinde yıkamanın, hemen arkasından tıbbi kontrolden geçmek gerekir.
5. Hurda akü depolarının günlük denetimi yapılmalıdır. Bu sayede elektrolit döküntüsü olduğu zaman gerekli önlemler alınabilir.
6. Devrilme tehlikesine karşı, hurda aküler üst üste 1 m’den daha fazla üst üste istiflenmemelidir.
Depolama Ko
şullar
ı 1. Sulu aküleri herhangi bir yana 55° den fazla eğilmemelidir.
2. Depo zemini, alt tabakası plastik üst tabakası ise beton ile kaplanmalıdır.
3. Atıksu tahliyesi için, drenaj kanalları yapılmalı ve bu kanallar atıksu arıtma sistemine bağlanmalıdır.
4. Depolama mahalli temiz olmalıdır.
5. İlk giren malzeme, ilk çıkar prensibi uygulanmalı, girişi yapılan malzemenin envanter listesi oluşturulmalıdır.
6. Depolanan aküler, kendi ebat ve boyutlarına göre istiflenmelidir.
Diğer adım ise, asidi boşaltılmış akü kabının plastik malzemesinin ayrıştırılmasıdır. Bunun için giyotin veya hızar ile kesilerek ızgara paketleri çıkartılır. Çıkarılan ızgara malzemesi, sulu döner tambura yerleştirilerek, yıkanması sağlanır. Bu şekilde macun malzeme ızgaralardan ayrıştırılmış olur. Tamburu korozyondan korumak için, yıkama suyuna kireç katılmalıdır.
Diğer bir ayrıştırma biçimi ise, akülerin bütün olarak, otomatik bir çekiç mili tarafından ezilerek, parçalanmasıdır. Bu işlemde parçalar tambura yerleştirilir ve yıkama işleminden çıkan su çökelti için çöktürme tanklarına konur. Burada dibe çöken katı madde güneşte kurutularak veya filtrelenerek, besleme fırınlarına geri gönderilir. Üstte kalan sıvı ise ana işlemin başına geri gönderilir. Öğütme davulunu en uç kısımda terk eden kaba malzeme elle ayrıştırma için iletim hattına gönderilir.
4.2.2. Geri Dönüşümde Kullanılan Metalurjik Yöntemler
Akü geri dönüşümünde hidrometalurjik ve pirometalurjik prosesleri kullanılmaktadır. Hidrometalurjik proseste, aküyü oluşturan her bir eleman aküden parçalanarak ayrıştırılır. Daha sonra fiziksel olarak ayrıştırılmış elemanlardan metaller, fiziksel ayırma , sıvı sıvı ayırma, flotasyon ve iyon değiştirme işlemiyle ayrıştırılacağı gibi, elektroliz veya tuz çöktürme gibi yöntemlerle de, metallerin elde etme yöntemleri mevcuttur. Pirometalurji yönteminde ise kurşun geri kazanımı sırasında, akü macununun arıtılması esnasında hidrometalurji yönteminden yararlanılır.
Akü geri dönüşümü sırasında, akü malzemelerinde bulunan kurşun bileşikleri, Pb, PbO, PbO2, PbSO4 dür. Kurşun (Pb) hariç diğer bileşiklerin oluşması için tepkimelerin gerçekleşmesi gerekmektedir. Bunların tepkime sıralaması ve oluşum şekli şu şekildedir:
2 2 2PbO+C⎯⎯→ Pb+CO (4.1) 2 2 C Pb CO PbO + ⎯⎯→ + (4.2)
İkinci tip kimyasal reaksiyon, PbSO4 ‘ü yine indirgeme işlemiyle PbS’e dönüştürür. 2
4 2C PbS 2CO
PbSO + ⎯⎯→ + (4.3)
Son olarak PbS aşağıdaki reaksiyonlarla Pb’ye dönüştürülür.
FeS Pb Fe PbS+ ⎯⎯→ + (4.4) ya da; 2 3 2PbO Pb SO PbS+ ⎯⎯→ + (4.5) 2 2 2Pb SO PbO PbS+ ⎯⎯→ + (4.6)
Bu tepkimeler yaklaşık olarak fırının 900 ila 1200 santigrat derece aralığında iken meydana gelmektedir. Bu esnada karbon atomları kömür, demir ise demir talaşı olarak katkı sağlarlar. Cüruf bileşeninde ise sıvılaştırıcı olarak kullanılan soda külü ve diğer çöken madde karışımları bulunmaktadır. Bundan sonraki aşama olan eritme işleminde, ham kurşun ve atık soda ürünleri tasfiye edilir. Buradaki önemli husus, soda cürufunun suda çözülme durumumun olmasından dolayı korunmasız olarak bırakılması ve bilinçsiz atılması halinde tehlikeli çevresel etkilere neden olabileceğinden, özel arıtma sistemlerini kullanılarak bu cürufun arıtılması gerekmektedir. Alternatif olarak suda çözülmeyen silika cürufları kullanılmaktadır.
Ancak silika cüruflarının kullanılabilmesi için, fırın sıcaklığının 1400 santigrat derece sıcaklıklarda olması gerekmektedir.
Tasfiye edilecek kurşun yaklaşık olarak 500 santigrat derecede özel tasfiye kazanlarında yapılır. Akü üretim aşamasında kullanılmak üzere hazırlanması için bakır ve antimonun giderilmesi gerekmektedir. Bakır giderimi sülfür ilavesi yapılarak, antimon ise sodyum nitrat ilavesiyle giderilmektedir. Kazanda karıştırılan kurşun, bir tabaka oluşturur. Bu tabakada oluşan kirlilikler bulunmaktadır. Bu tabakaya kaymak tabakası adı verilir ve sıyrılarak alınır. Kalite kontrolü için kimyasal analiz yapılmalıdır. Bundan sonra kurşun kalıplara dökülerek külçeler elde edilir.
4.2.3. Kurşun İçeren Bileşenlerin Ergime Safhası
Parçalama işleminde elde edilen iri parçalar besleme kazanına gönderilir. Bu parçalar terminaller, ızgaralar ve köprülerden oluşmaktadır. Besleme kazanına soda külü ilavesi konularak, eritilir ve çözünemeyen malzeme, bu soda eriyiğine karışır. Daha sonra bu eriyik sıvı halde arıtılacağı kazana aktarılır veya daha sonra işlem yapılmak üzere külçelere dökülür. İşlem sırasında meydana gelen gazlar, baca arıtma sistemine gönderilir.
4.2.4. Çöküntü Malzemelerinin Ergime Safhası
Filtrelemeden çıkan malzemeler, çöküntü malzemeleri, cüruf yapıcı bileşikler (soda külü) ve tepkime süresince kullanılan katkı malzemeleri (kömür, demir talaşı) eritme safhası için döner eritme kazanına gönderilir. Burada yakıt olarak, malzeme içerisindeki kömür, dizel, atık motor ve mutfak yağları, fuel oil, vb. yanıcı malzemeler kullanılmaktadır.
Kazan içerisinde eriyik hale gelen malzemelerden, yoğunluğu en fazla olan kurşun, fırının en altında eriyik halde çöker. Buradan kurşun sıyrılarak, arıtma kazanına veya külçelere dökülür. Arta kalan karışım içerisinde, belli miktarda kurşun kalıntısı bulunmaktadır. Bu kalıntının giderilmesi için, geri besleme malzemesi olarak, karışım, ikinci veya üçüncü defa kazana yerleştirilerek, belli miktarda kurşun geri kazanımı sağlanabilir.
Üretim atığı olan cüruf malzeme, kontrollü bir şekilde depolanmalı ve tehlikeli atık olarak bertaraf tesislerine gönderilmelidir. Ancak geri kazanım sürecinde, bu cüruf, yol inşaatlarında asfaltın altında yer alan dolgu malzemesi olarak kullanılabilir.
4.3. Elde Edilen Ham Kurşunun Saflaştırılması
Ergimiş halde fırından alınan veya külçelere dökülen ham kurşun, saflaştırma işlemi için, içerisinde bulunan antimon, bakır, oksitler, cüruf ve düşük miktarlarda bulunan Ca, Sn, As, Zn gibi maddelerden temizlenmelidir. Saflaştırma işlemi artık cürufların ve oksitlerin giderilmesi ile başlar. Eritilmiş külçeler veya eriyik halde fırından alınan kurşun içerisine demir talaşları ve de zift katılır ve de karıştırılarak, katışıkların yüzeye biriktirilmesi sağlanır. Yüzey sıyrılarak giderim sağlanır.
Bundan sonra eriyik içerisine sülfür ilave edilerek karıştırılır ve karışım içerisinde bakır sülfatların (Cu2S) oluşması sağlanır. Ayrıca kurşun eriyiği içerisindeki Ca, Sn, As, Zn gibi maddeler sülfür ile tepkimeye girerek indirgenirler. Bakırsızlaştırma işlemini takiben antimon giderimi için, oksitlendirme işlemi uygulanır. Bu işlemde kurşun eriyiğine basınçlı hava gönderilir ve eriyik karıştırılır. Bu sayede oksitlenen malzemeler yüzeye toplanır ve yüzey sıyrılarak giderim sağlanır.
En son işlem, elde edilen kurşunun ve artıkların kimyasal olarak analiz edilmesidir. Artık maddelerde kurşun tespit edilmesi durumunda, sistemin en başına gönderilir ve tekrar kurşun elde edilmesi için arıtma işlemlerine tabi tutulur.
4.4. Kurşun Geri Dönüşüm Atıkları Ve Bertaraf Yöntemleri
Akü geri dönüşümü esnasında, her aşamada, belli fiziksel ve kimyasal özelliklere sahip artıklar oluşmaktadır. İlk ayrıştırma esnasında; plastik (PVC), kurşunlu sülfürik asit, macun ve ergime safhasında; demir talaşı, cüruf, zift artıkları, zararlı baca gazları, mikron ölçekli tozlar, kontamine su buharı ve birçok minimal ölçekli, değişik fiziksel özelliklerde madde bileşikleri oluşur. Her fiziksel ve kimyasal özellikli atık için, ayrı boyutlarda arıtma
metodları bulunmaktadır. En sık kullanılan arıtma yöntemleri ile yeni teknolojiler bu bölümde incelenecektir.
4.4.1. Katı Formdaki Atıklar
Akü geri dönüşümünde ilk ayrılan katı bileşen, plastik (PVC) atıktır. Hızar ile kesilen veya öğütme makinesinden elde edilen akünün plastik parçaları, ilk önce yıkama havuzuna gönderilerek sülfürik asit ve diğer katı malzemelerden (antimon, kurşun, macun) arındırılarak, plastik atık deposunda biriktirilir. Daha sonra bu atıklar, plastik geri dönüşümü yapan firmalara gönderilir. Bazı gelişmiş ülkelerdeki akü geri dönüşüm tesislerinde, plastik geri dönüşümü fabrikanın içerisinde oluşturulan tesislerde yapılmaktadır.
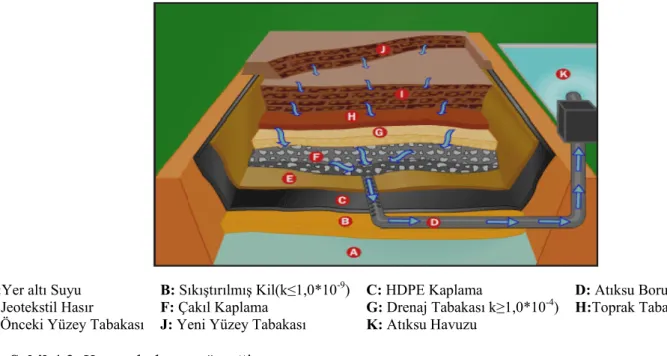
Eritme kazanında, geri dönüşüm işlemi sonrasında arta kalan cüruf artıkları ve küller, fırına tekrar beslemek için geri verilemeyeceğinden dolayı, bertaraf için genellikle toprak altına gömülürler. Bunun için gömülecek alanın sızdırmazlık özelliğine sahip olması önemlidir. Şekil 4.2’de bir kontrollü depo örneği verilmektedir.
A:Yer altı Suyu B: Sıkıştırılmış Kil(k≤1,0*10-9) C: HDPE Kaplama D: Atıksu Borusu
E:Jeotekstil Hasır F: Çakıl Kaplama G: Drenaj Tabakası k≥1,0*10-4) H:Toprak Tabaka
I: Önceki Yüzey Tabakası J: Yeni Yüzey Tabakası K: Atıksu Havuzu Şekil 4.2. Katı atık deposu örneği.
Fırın cüruflarının bertaraftı için yeni yöntemler de araştırılmaktadır. Cürufun, asfalt yolların yapımında alt tabaka olarak kullanılması buna bir örnek olarak verilebilinir.
4.4.2. Sıvı Atıkların – Atıksuların Arıtılması
Geri dönüşüm sürecinde, hem akü bileşiklerinden biri olan sülfürik asit, hem de diğer elemanların temizlenmesi ve de çöktürülmesi esnasında ortaya çıkan sıvılar atıksu kategorisine girmektedir. Geri dönüşüm tesisi çevresinde yapılan temizlik işlemleri sırasında oluşan sular da atıksu olarak değerlendirilmelidir. Akü içerisindeki sülfürik asit, geri dönüşüm öncesinde ayrıştırılmaktadır. Asit, arıtma sistemine kanalize edilmelidir. Akü geri dönüşüm tesislerinde akü depolarında meydana gelen sızıntı sularını toplamak için drenaj sistemi yapılmalıdır. Buradan kanallar aracılığı ile atıksular, atıksu geri dönüşüm sistemine aktarılmalıdır. Kanal drenaj yapısı beton kanal veya HDPE borudan dizayn edilmelidir. Bu şekilde sülfürik asitten meydana gelebilecek korozyon minimize edilmiş olacaktır. Ayrıca depoda meydana gelecek döküntülerin kolaylıkla giderilmesi için bir sistem oluşturulmuş olmaktadır.
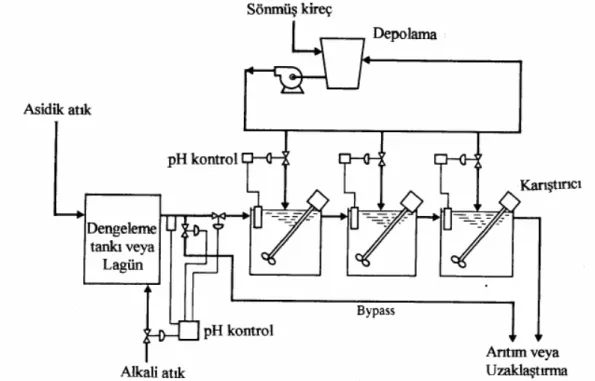
Atıksu oluşturan diğer bir geri dönüşüm safhası ise, akü malzemelerinin kırıcı ile parçalanıp türüne göre ayrıştırılması esnasında oluşmaktadır. Burada iri parçalar direk fırına besleme için gönderilirken diğer ufak parçalar, yıkama havuzuna gönderilir. Yıkama havuzunda katı partiküller dibe çökerken, yıkama üst suyu presli filtreden geçirilerek atıksu arıtma sistemine verilir. Yıkama üst suyu kurşun metali ihtivası açısından yüksek değerliğe sahiptir. Ayrıca asiditesi de yüksektir. Atıksu arıtma sistemine bağlanacak olan diğer bir atıksu kaynağı ise, katı atık deposundan toplanan, sızıntı suyudur. Burada dikkat edilmesi gereken husus, sızıntı suyundaki kurşun konsantrasyonunun düşük (<10 mg/lt), toplam katı madde konsantrasyonu yüksek (>250 mg/lt) olmasıdır. Bundan dolayı, kimyasal arıtmaya verilmeden önce sızıntı suyunun ön çöktürmeye veya filtrasyondan geçmesi, kimyasal arıtım verimini yükseltir ve de arıtım giderlerini azaltır. Şekil 4.3 de akü arıtma tesislerini atıksularını arıtmak için dizayn edilen tipik bir kimyasal arıtma sistemi şeması verilmiştir.
Atıksu içerisinde bulunan kurşun ihtivası, çöktürme işlemi ile giderilmektedir. Çöktürme işleminde, genellikle kireç, kostik, soda külü, amonyak trisodyum fosfat, sodyum sülfür, demir sülfat,alüm gibi kimyasallar kullanılmaktadır. Atıksudaki kurşun, PbCO3, Pb(OH)2, PbS, Pb3(PO4)2,PbSO4 şeklinde çöktürülerek uzaklaştırılır. Çöktürmeden sonra çamur yoğunlaştırma ve filtrepres işlemleri uygulanarak oluşan çamur keki ergitme fırınına gönderilerek kurşun geri kazanılır. Ayrıca iyon değiştirme ve adsorpsiyon gibi arıtım yöntemleriyle de atıksulardan kurşun giderilir ve geri kazanılabilir.
Şekil 4.3. Akü geri dönüşümü yapan tesisleri için dizayn edilen tipik bir kimyasal atıksu arıtma şeması örneği: Nötralizasyon Havuzu (Öztürk, 2005)
4.4.3. Baca Gazının Arıtımı
Havada bulunan toz emisyonları toz, kir, is, duman ve asılı halde duran sıvı damlalarından oluşur. Ayrıca bu partiküller havada bulunan organik ve inorganik maddelerin kompleks karışımından da oluşabilir. Tozlar fiziksel olarak kütle konsantrasyonu ve büyüklük olarak karakterize edilirler. 2.5 mikrondan büyük olan partiküller genellikle kaba partikül olarak, 2.5 mikrondan küçük olanlar ise ince partiküller olarak adlandırılırlar. Geliştirilmiş proses dizaynı, bakım, işletme içi önlemler gibi diğer yönetim tedbirleriyle emisyonlar azaltılabilir. Yakma sisteminin veriminin arttırılması ile tamamlanmayan yanma neticesinde oluşan yan ürünlerin miktarı ve toz miktarı önemli derecede azaltılabilir. Uygun yakıt yakma teknikleri ve yanma bölümünün konfigürasyonu (yeterli hava miktarı) yan ürün miktarının azaltır. Atmosferik toz emisyonları daha temiz yakıtların seçimi ile azaltılabilir. Yakıt olarak doğalgaz kullanımı daha az miktarda partikül madde oluşumuna neden olur. Yağ bazlı prosesler kömür kullanılan yakma tesislerine göre de daha az toz oluşumuna neden olurlar. Düşük küllü fosil yakıtlar daha az yan ürün içerirler. Görüldüğü gibi yakıt seçimi ekonomik olduğu kadar ekolojik anlamda da etkileri olan önemli bir konudur.
4.4.3.1. Toz Kontrolü İçin Yaklaşımlar
Partikül giderme teknikleri için pek çok çeşitte ve farklı fiziksel ve ekonomik özellikler ile karakterize edilen sistemler mevcuttur.
a. Seperatörler, taşıyıcı gaz akımı içerisindeki tozun ayrılması için iyi bir yöntemdir. Ataletli separatörler orta ve büyük çaplı partiküllerin ayrılması için etkilidir. Bunlar çöktürme odalarını ve santrifüj siklonları içerirler. Siklonlar, düşük maliyetli ve düşük bakım gerektirip genelde partikül büyüklüğü 10–100 mikron olan tozları tutmak için verimlidir. Siklonlarla ince tozların giderme verimi %70’den düşüktür. Bu nedenle ince tozların tutulması için elektrostatik çöktürücüler ve torba filtreler önerilir. Siklonlar genel olarak toz artımı için birincil arıtma görevi görürler.
b. Elektrostatik çöktürücüler, elektrostatik bir alanda toz partiküllerinin elektrodlara yapışması suretiyle çalışırlar. İyi dizayn edilmiş ve iyi işletilen sistemlerde %99,9 oranında ince tozların giderildiği görülmüştür. Elektrostatik çöktürücüler özellikle ince tozların giderilmesinde ve özellikle bazı toksik metallerin iz emisyonlarının giderilmesinde oldukça verimlidir (%99). Yüksek sıcaklıklarda torba filtrelere göre daha az hassastır ve düşük basınçlarda çalışırlar. Elektrostatik çöktürücüler özellikle çimento geri kazanımında kullanılabilirler.
c. Filtreler ve toz kollektörleri (Torba filtreler), akışkan gaz içerisinde bulunan tozun kumaş bir filtreden tutulması prensibiyle çalışırlar. En çok kullanılan çeşidi torba şeklindeki filtrelerdir. Torba filtrelerde kumaş tipinin seçimi gaz sıcaklığına bağlı olarak değişiklik gösterir. Partiküller mekanik olarak çalkalama, gaz akımında dönme veya yüksek basınçlı hava akımı olarak giderilir. Kumaş filtrelerde verim %99,9 civarındadır. Arsenik, kadmiyum, krom, kurşun ve nikel giderme verimi de %99’dan büyüktür.
d. Islak çöktürücüler, akışkan gazdaki toz emisyonlarını sıvı spreylemek suretiyle tutulması prensibine göre çalışır. Bu filtreler özellikle gaz emisyonların giderilmesinde kullanılır ve partiküller ikincil olarak giderilmiş olur. En önemli tipleri, venturi yıkayıcıları, jet yıkayıcılar, sprey kuleleri veya odalarıdır. Venturi yıkayıcılar yüksek miktarda su tüketimine neden olurlar.