T.C.
SELÇUK ÜN VERS TES FEN B L MLER ENST TÜSÜ
SERAM K TAKIMLARLA TALA KALDIRMADA TALA AÇISININ LENEB L RL E ETK S
Murat APAKHAN YÜKSEK L SANS TEZ MAK NA ANAB L M DALI
T.C.
SELÇUK ÜN VERS TES FEN B L MLER ENST TÜSÜ
SERAM K TAKIMLARLA TALA KALDIRMADA TALA AÇISININ LENEB L RL E ETK S
Murat APAKHAN YÜKSEK L SANS TEZ MAK NA ANAB L M DALI
Bu tez …/…/……tarihinde a-a./daki jüri taraf/ndan oybirli.i / oyçoklu.u ile kabul edilmi-tir
Yrd. Doç. Dr. A.Lütfü KUR UNEL Prof. Dr. Ali ÜNÜVAR Yrd. Doç. Dr. Hüseyin MREK (Dan/-man) (Üye) (Üye)
ÖZET
YÜKSEK L SANS TEZ
SERAM K TAKIMLARLA TALA KALDIRMADA TALA AÇISININ LENEB L RL E ETK S
Murat APAKHAN
Selçuk Üniversitesi Fen Bilimleri Enstitüsü
Makine Anabilim Dal/
Dan/-man: Yrd. Doç. Dr Ahmet Lütfi KUR UNEL 2006, 80 Sayfa
Jüri: Prof. Dr. Ali ÜNÜVAR Yrd. Doç. Dr. A.Lütfü KUR UNEL
Yrd. Doç. Dr. Hüseyin MREK
Bu çal/-ma da seramik tak/mlarla tala- kald/rmada tala- aç/s/n/n i-lenebilirli.e etkisi deneysel olarak incelenmi-tir. Çal/-ma s/ras/nda bir dökme demir olan motor silindir gömle.inden farkl/ tala- aç/lar/na (0-5-10-15-20-25 °) sahip seramik tak/mlarla tala- kald/r/lm/-t/r. Tornalama s/ras/nda farkl/ ilerleme, kesme h/zlar/ ve tala- pasolar/ kullan/lm/-t/r.
Farkl/ tala- aç/lar/nda yap/lan deneyler sonucunda elde edilen serbest yüzey a-/nmalar/ ölçülmü- ve her tala- aç/s/ için tak/m ömrü denklemleri olu-turulmu-tur. Farkl/ tala- aç/lar/nda ve kesme ko-ullar/nda i-lenebilirlik incelenmi-tir.
ABSTRACT
MASTER THESIS
THE EFFECT OF RAKE ANGLES ON MACHINABILITY IN METAL CUTTING WITHCERAMIC TOOLS
Murat APAKHAN
Selçuk University
Graduate School of Natural and Applied Sciences Department of Mechanical Engineering Supervisor: Yrd. Doç. Dr Ahmet Lütfi KUR UNEL
2006, 80 Pages
Jury: Prof. Dr. Ali ÜNÜVAR Assist. Prof. Dr. A.Lütfü KUR UNEL
Assist. Prof. Dr. Hüseyin MREK
In this study, effect of rake angles on mach/nab/l/ty /n metal cutt/ng w/th ceram/c tools experimentally investigated. Study during, cylinder liner same of cast /ron turning with different rake angles (0-5-10-15-20-25 °) to have ceramic tools. Turning during, used different feed rate, cutting spped and depth of cutting.
Accoring to the result of the experiments, flank wear mesurmated and tool life equations has formed. Machinability for diferent rake angles and cutting conditions investigated.
TE EKKÜR
Selçuk Üniversitesi Mühendislik – Mimarl/k Fakültesi Makine Mühendisli.i Bölümü yüksek lisans program/ dahilin de yap/lmas/ gerekli olan tez çal/-mas/n/ “Seramik Tak/mlarla Tala- Kald/rmada Tala- Aç/s/n/n -lenebilirli.e Etkisi” üzerine yapt/m.
Bu çal/-malar esnas/nda yard/mlar/n/ esirgemeyen Selçuk Üniversitesi Teknik E.itim Fakültesi Dekan/ ve Mühendislik Mimarl/k Fakültesi Makine Mühendisli.i Bölümü malat A.B.D. Ba-kan/ Sn. Prof. Dr. Ali ÜNÜVAR ve Makine Mühendisli.i Bölümü ö.retim üyesi dan/-man/m Sn. Yrd.Doç. Dr Ahmet Lütfi KUR UNEL’ e te-ekkürlerimi bir borç bilirim.
Murat Apakhan ubat 2006
%Ç%NDEK%LER
KONU SAYFA
1. G R 1
2. L TERATÜR ARA TIRMASI 3
3. TALA LI MALATTA KULLANILAN KES C TAKIMLAR VE 6 SINIFLANDIRILMASI 3.1. Tak/m çelikleri 6 3.2. Sert metaller 8 3.3. Elmas tak/mlar 10 3.4. Seramik tak/mlar 11 3.4.1. Oksit Seramikler 13 3.4.2. Kar/-/k Seramikler 13 3.4.3. Nitrit Seramikler 14 3.5. Ta-lama tak/mlar/ 16
3.5.1 Alüminyum Oksit (Korund) A-/nd/r/c/lar 16 3.5.2 Silisyum Karbür A-/nd/r/c/lar 16
4. KES C TAKIM GEOMETR S 18
4.1. Kesici Tak/m Üzerindeki Yüzeyler 19
4.2. Kesici Tak/m Üzerindeki Aç/lar 20
4.2.1 Serbest Aç/ (U) 20
4.2.2 Kama Aç/s/ (V) 21
5. KES C TAKIMLARDAN STENEN ÖZELL KLER 22
5.1. yi Kesme Kabiliyeti 22
5.2. Yüksek A-/nma Mukavemeti 22
5.3. E.ilme K/r/lmas/na Kar-/ Yüksek Mukavemet ve 23 S/kl/k (Dirilik)
5.4. S/cakl/k De.i-ikliklerine yi Dayanabilme 23
6. LENEB L RL K 24
6.1. - Parças/ Malzemesi 25
6.2. - Parças/ ekli, Tolerans/ Ve Yüzey Pürüzlülü.ü 26
6.2.1. - parças/ ekli ve Tolerans/ 26
6.2.2. Yüzey Pürüzlülü.ü 27
6.3. Üretim Kapasitesi 29
6.4. Makine Yeterlili.i Ve Limitleri 30
6.5. Kesici Tak/m Malzemesi 31 6.6. Kesici Tak/m Geometrisi 32
6.7. Kesici Tak/m Ölçüsü 34
6.8. Kesici Tak/m Kö-e Radyüsü 35
6.9. Kesme De.erleri 36
7. TAKIM A INMASI 37
7.1. A-/nma Sebepleri 38
7.2. A-/nma ekilleri 40
7.2.1. Serbest Yüzey A-/nmas/ (Flank Wear) 40
7.2.2. Krater (Oyuk) A-/nmas/ 43
7.2.3. Plastik Deformasyon 44
7.2.4. Tala- Y/./lmas/ (B.U.E=Built-Up Edge) 45
7.2.5.Çentikleme (Notching) 46
7.2.6.K/r/lma (Breakege) 47
7.2.7.Termal Çatlak (Thermal Crack) 48
7.2.8.Tala- Çekiçlenmesi 49
8. DENEYSEL ÇALI MA 50
8.1. - Parças/ Özellikleri 51
8.2. Kullan/lan Tezgah Özellikleri 52
8.3. Kullan/lan Kesici Tak/m 52
8.4. Kesici Tak/m Ba.lama Ekipmanlar/ (Tutucular/) 53
8.5. Ölçme Mikroskobu Özellikleri 54
8.6. Tornalama Deney De.erleri 54
9. CEVAP YÜZEY METODU LE TAKIM ÖMÜR DENKLEM TAY N 57
9.1. Cevap Yüzey Metodu 57
9.2. Matematiksel Modelin Önerilmesi 58
9.3. Deneysel Dizayn 59
9.4. Gerçek Tala- Kesitinin Seçimi ve 60 Ba./ms/z De.i-kenler için Test Bölgelerinin Saptanmas/
9.5. Önerilen Modelin Katsay/lar/n/n Tahmini 61 9.6 Her bir Tala- Aç/s/na Göre Model Katsay/lar/n/n Tahmini 61
10. DENEYSEL SONUÇLAR VE TARTI MA 65
11. SONUÇ VE ÖNER LER 67
12. KAYNAKLAR 68
13. EKLER 70
10.1. Ek-1 Kesici Tak/m Test Formu 71
10.2. Ek-2 Farkl/ Tala- Aç/lar/na Göre Serbest Yüzey A-/nma 72 Ve Ofset De.erleri
10.3. Ek-3 Tala- Aç/lar/na Göre Tak/m A-/nma Grafi.i 73 10.4. Ek-4 -lenen Parça Say/s/na Ve Tala- Aç/s/na Göre A-/nma 76
Miktarlar/ Grafi.i
10.5. EK-5 Yar/ Deneysel Planda A-/nma E.im Denklemi 79 Ve 0,3 mm Kar-/l/k Gelen Tak/m Ömürleri
1.G%R%
Günümüzde artan küresel rekabet ko-ullar/ alt/nda firmalar daha kaliteli ve daha ucuz ürün elde etmek zorunda kalm/-lard/r. Bununla birlikte firmalar imalat/n/ gerçekle-tirdikleri ürünlerin maliyetlerini dü-ürme çal/-malar/na girmi-lerdir. Ancak firmalar/n ürünlerin ham malzemelerinde bir de.i-iklik yapabilme özgürlü.üne sahip olamamalar/ neticesinde çal/-malar/n/ daha k/sa üretim zamanlar/ ve daha yüksek personel verimlili.ini gerçekle-tirme yolunda sürdürmü-lerdir. Bütün bunlar/n sonucunda da h/zl/ geli-en teknoloji ile birlikte tala-l/ imalat yöntemlerinde büyük bir geli-me gözlemlenmi-tir. Tala-l/ imalat yöntemlerinde ki bu geli-meler tak/m tezgahlar/, kesici tak/mlar ve ba.lama elemanlar/ gibi ana ba-l/klar alt/nda olmu-tur. Tak/m tezgahlar/n da öne ç/kan gelmeler daha yüksek eksen h/zlar/ ve i-mili devirleri, daha hassas i-leme kabiliyetleri, daha rijit ve güçlü özelliklere sahip nitelikte tezgahlar/n geli-tirilmesi -eklinde olmu-tur. Kesici tak/mlarda ise imalat/ gerçekle-tirilen ürünü daha yüksek kesme h/zlar/nda i-lenmesine olanak veren, istenen yüzey pürüzlülüklerini sa.layan, darbelere kar-/ dayan/m/ yüksek, kesme kabiliyeti iyi, imalatta uygulamas/ kolay ve uzun kullan/m ömrü olan yani birim maliyeti dü-ük olan kesici tak/mlar/n geli-tirilmesi -eklinde olmu-tur. Yap/lan çal/-mada kesici tak/mlardaki bu geli-melerin paralelinde tala-l/ imalatta özellikle dökme demir malzemelerden tala- kald/rmada kullan/lan seramik kesici tak/m a-/nmalar/nda azalma yani operasyon maliyetlerinde azalma amaçlanmaktad/r. Bunun sonucunda da ürün maliyetlerinde azalma sa.lanaca./ a-ikard/r.
Ayr/ca ülkemizde günden güne artan sanayi üretimi ve tala-l/ imalat yöntemleri beraberinde kesici tak/m kullan/m/ ve bunun için ödenen milyonlarca dolar/ getirmi-tir. Kesici tak/m tutarlar/ dikkate al/nd/./nda bunun ne denli büyük bir ekonomik gideri te-kil etti.ini söylemek yanl/- olmaz. Ayn/ operasyonda seramik tak/mlar/n karbür tak/mlara göre 2 kata yak/n operasyon maliyet azalmas/na ve kesme h/zlar/nda % 30-40 oran/nda daha iyi avantaj sa.lad/./ dü-ünüldü.ünde kesici tak/mlardaki yap/labilecek iyile-tirmelerin ne denli önemli oldu.u kaç/n/lmazd/r.
Seramik kesici tak/mlar, birim maliyetleri azaltmas/, yüksek kesme h/zlar/, kö-e ömrü ve kullan/m kolayl/./ gibi nedenlerden dolay/ tornalamada yayg/n kullan/m alanlar/ bulmaktad/r. Ancak seramik tak/mlar/n en büyük dezavantaj/ dü-ük darbe dayan/m/na sahip olmas/d/r. Bunun yan/nda günümüzde kullan/lan seramik tak/mlardaki tala- aç/lar/ s/f/r derecedir. Bu nedenle kesme esnas/nda tak/m ucuna yüksek kuvvetler gelmektedir. Bu çal/-malarda lamel grafitli bir dökme demir olan motor silindir gömle.inden farkl/ tala- aç/s/na sahip seramik kesici tak/mlar kullan/larak tornalama yöntemi ile tala- kald/r/lm/-t/r. Tak/ma verilecek tala- aç/s/ formuyla bir yarma kuvveti olu-turularak tak/m ucuna gelen kuvvetin azalt/lmas/ bu sayede de i-lenebilirlikte iyile-tirme ve tak/m ömründe artma amaçlanm/-t/r.
2. L%TERATÜR ARA TIRMASI
Boothrody,G. (1975) A-/nma mekanizmalar/n/n temel yap/s/ farkl/ ko-ullar alt/nda çok çe-itili olabilir. Metal kesmede a-/nman/n bilinen üç temel biçimini aç/klam/-t/r. Bunlar; Abrasyon, Adhesyon ve Difüzyon a-/nmas/d/r.
Fang ve Jawahir (1994) Hassas tornalamada i-lenebilme parametrelerini bulan/k küme modelleri kullanarak toplam i-leme performans/n/n tayin edilebilmesi için çal/-m/-lard/r. Ve yüzey pürüzlülü.üne en fazla i- parças/ malzemesinin kimyasal kompozisyonun etki etti.ini ifade etmi-tir.
Hücks (1951) Lee ve Shafferin çözümünden habersiz benzer bir çözüm buldu. Hücks tala- ve tak/m yüzü boyunca tala- ve tak/m aras/ndaki gerilme Saint-Venant prensibine göre uniform dü-ünülmesi gerekti.ini vurgulad/. Ve kayma düzleminin yine maksimum kayma gerilmeleri do.rultusunda oldu.unu kabul etti. Tala- hareket do.rultusunda akmaya direnç, relatif olarak küçük oldu.unu ve gerilmenin s/f/r oldu.unu dü-ündü. Bu kabuller tak/m/na kar-/l/k gelen mohr dairesini çizmi-tir.
Karagöz, adi ve Zeren, Muzaffer (2002) Do.alta- kesiminde kullan/lan elmas kesici tak/mlar/n a-/nma karakteristi.i 4-8 eylül 2002 tarihleri aras/nda türk toz metalurjisi derne.i taraf/ndan düzenlenen “toz metalurjisi konferans/”nda bildiri olarak sunulmu-tur
K/l/ç, en ve Ço.un (1993) Tek pasoda tornalama operasyonlar/ için minimum birim üretim maliyeti ve minimum birim üretim zaman/ için yaz/l/m geli-tirmi-tir. Bununla optimum kesme ko-ullar/n/n yan/ s/ra yaz/l/mda kullan/lan çe-itli parametrelere de duyarl/ olunabilece.ini göstermi-lerdir.
Lee ve Shaffer (1951) Dik kesme prosesin de plastisite teorisini uygulamaya çal/-m/-t/r. Bu nedenle plastisite teorisini kullanmak için gerilme alt/nda i-malzemesinin davran/-/n/ dikkate almak için baz/ kabuller yapm/-t/r. Bu kabuller;
a- Kesilecek malzeme uzama sertle-mesi olmayacak ideal bir plastik olarak davran/r.
Kabul ederek kesme esnas/ndaki kuvvet da./l/m/n/ ve kesme ve tala- kald/rma aç/lar/n/ tespit etmi-tir.
Lee ve Shaffer V,]/4 ve W=0 oldu.u durumda denklemin uygulanamayaca./n/ anlam/-lar (bu de.erde Ø=0 olur) ve bununla beraber bu -artlar yüksek sürtünme ve dü-ük tala- aç/s/ -artlar/nda ve bu -artlar pratikte BUE (y/.ma tala- a.z/) te-ekkülünü gösterir.
Selim Aktürk, M. (1999) CNC tornalarda optimum tezgah çal/-ma -artlar/nda ve tak/m seçiminde simülasyon yöntemini kullanarak toplam üretim minimizasyonu üzerine çal/-ma yapm/-t/r.
Merchant,M.E. (1944,1945 a,b) Tala-; kayma düzlemi ve tala--tak/m ara yüzeyinden iletilen kuvvetlerin etkisi ile dengede tutulan rijid bir cisim olarak davrand/./n/ kabul etti. Teorinin esas/ kayma aç/s/ (Ø) kesmede yap/lan i-i minimuma azaltmak üzere bir de.er al/nmas/ görü-ündedir. Merchant sentetik plastikler kesildi.i zaman sonuçlarla teorini kesi-ti.ini buldu. Sinterlenmi- karbür tak/mla i-lerken ise deneysel sonuçlarla da teorinin ayn/ paralellikte olmad/./n/ bulmu-tur.
Oxley (1961-1963) Uzama sertle-mesi içeren SLF çözümü sundu. Uzama sertle-mesi ve tak/m yüzünde kayma gerilmesinin de.i-imi içeren bir SLF çözümü sundu.
Piispanen,V. (1937) Kayma aç/s/ için bir grafik analiz sundu ve ayn/ zamanda kesme prosesini kart modeli olarak idealize etmi-tir. Bu modelde kayma aç/s/na kar-/l/k gelen bir aç/da serbest yüzeye meyilli bir kart destesi olarak kesilecek malzemeyi resmetti. Tak/m ise relatif hareket ederken; bir kart/ herhangi bir anda kavrar ve onun kom-usu üzerinde kaymas/na sebep olur. Buna göre
1- Homojen olmayan uzamay/ abartmak
2- Tak/m yüzeyi sürtünmesini plastikten ziyade elastik olarak resmeder. 3- Kusursuz düzlem yüzeyde kesmenin meydana geldi.ini kabul eder. 4- Meydana gelecek BUE (y/.ma a./z/) yi ihmal eder.
6- Tala- e.rili.ini aç/klamaz ve tala- tak/m temas uzunlu.unu tayin etmez. Ve tala- form kesme prosesindeki ana kavramlar/ ihtiva eder ve kolay anlat/m sa.lam/-t/r.
Ravindra, Sinivasa ve Krishnamurty (1993) Tak/m a-/nmas/ ve kesme kuvvetleri ili-kisi ile ilgili bir çal/-ma yapm/-lard/r. Tornalama operasyonlar/ için kesme kuvveti bile-enlerini bularak a-/nma zaman/ ve a-/nma kuvveti ili-kisin aç/klamak için matematiksel bir model geli-tirmi-tir.
Rome ve Spick (1967) ki süreksizlikli (kayma düzlemi ve tak/m yüzü) dik kesmenin bir basit üst s/n/r modelini buldu. Sürtünme katsay/s/ kullanma yerine tak/m yüzünde sürtünme, relatif kayma gerilmesi terimlerinde ifade edildi.
Sata (1963) Bile-ke kuvvet ve kayma düzlemi aras/nda kayma aç/s/, tala- aç/s/, kayma düzlemi ve yüzündeki kayma gerilmeleri oran/, kal/nl/./, tala-tak/m temas uzunlu.u aras/nad bir ba.lant/ kurdu.
Stabler (1951) Üç boyutlu kesme operasyonunun bir analizini sundu ve analizinde kayma aç/s/ için bir ifade verdi. Bu ifadesinde kayma düzleminde maksimum kayma gerilmesi ve bile-ke kayma uzamas/ lineer kabul etmi- ve geometrik ifadelerden Ø=45-V+W/2 bulmu-tur.
Tan ve Creese (1995) Yüksek kesme derinliklerinde elde edilen tala- hacmi artar. Bunun sonucunda da tak/m ömrü maksimize edilmi- olur ve birim maliyetlerde minimize edilece.i ile ilgili çal/-ma yapm/-lard/r.
Taylor (1907) Kesme parametreleri ve kesme h/z/yla i-lenebilirlikte tak/m ömrünün ili-kisini veren formüller aras/ndaki ili-kiyi ara-t/rm/-t/r ve bu çal/-may/ yapan ilk ara-t/rmac/d/r.
Wu (1964) Cevap yüzey metodu olarak adland/r/lan bir istatistik bir model kullanarak tak/m ömrü testleri yapm/-t/r. Bu testlerde tak/m ömrü ile kesme h/z/, ilerleme, kesme derinli.i aras/ndaki ili-kiyi gösteren tak/m ömrü matematik modeli önermi-tir. Bu metotla tak/m ömrü testleri bir zamanda bir de.i-ken metoduna göre cevap yüzey yöntemi ile daha ekonomik bir -ekilde gerçekle-tirmi-tir.
3. TALA LI %MALATTA KULLANILAN KES%C% TAKIMLAR VE SINIFLANDIRILMASI
Tala-l/ imalatta i- parças/na istenilen form verilirken i- parças/ üzerinden parça kald/rmaya yarayan araçlara tak/m ad/ verilir. Günümüzde tala-l/ imalatta kullan/lan kesici tak/mlar/ kimyasal bile-im, konstrüktif yap/, ömür, kullanma -art/ ve gayeye göre s/n/fland/rmak mümkündür. Ancak bu s/n/fland/rma genellikle kesici tak/m malzemesine göre yap/lmaktad/r. Buna göre kesici tak/mlar/ be- ana grup alt/nda toplanabilir (An/k 1994).
3.1. Tak/m çelikleri
Tak/m çelikleri genel olarak ala-/ml/ ve ala-/ms/z olmak üzere iki türdür. Karbonlu tak/m çelikleri % 0,5-1,7 aras/nda C ihtiva ederler ve C oran/na göre özellikleri de.i-ir. Kesici a./zlarda ancak 400°C s/cakl/.a ç/kan kesme -artlar/nda kullan/labilirler. Su verilebilir. Ancak çatlama riski vard/r. Bu nedenle karma-/k -ekilli tak/mlar tak/m çeli.inden yap/lamaz. Genellikle tala- bo-altma i-lemlerinde kullan/l/r.
Ala-/ms/z tak/m çeliklerinin içerisine tungsten, krom, nikel, molibden, kobalt kat/larak yüksek mukavemette ve yüksek s/cakl/klara dayanabilen ala-/ml/ tak/m çelikleri elde edilir. Tungsten karbürler olu-turarak a-/nmaya dayan/kl/l/k ve yüksek su alma kabiliyeti verilir. Bu özelli.i ile havada bile su vermek mümkün olur. Bu sayede h/zl/ su vermede ortaya ç/kan çatlama ve çarp/lmalar/n önüne geçilmi- olur. Ayr/ca özelliklerinin kaybedildi.i s/cakl/k yükseltilmi- olur.
Ala-/ml/ çeliklerden yüksek oranda Cr, W ihtiva edenler “h/z çeli.i” olarak adland/r/l/rlar. Yüksek h/z çelikleri sertliklerini 600 °C ye kadar muhafaza ederler. Bu sayede yüksek kesme h/zlar/nda kullan/labilirler. H/z çeliklerinin maliyetleri yüksek oldu.u için tak/mlar/n tamam/ h/z çeli.inden yap/lmaz.
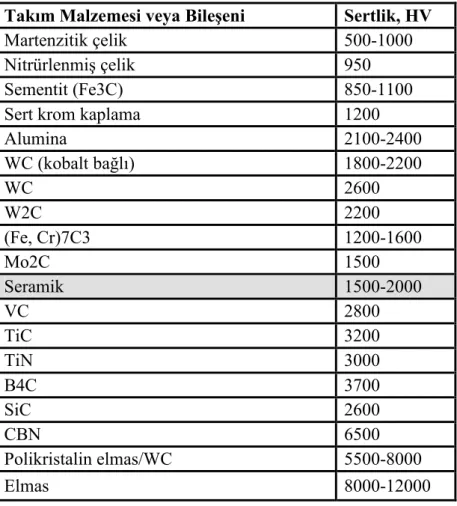
Yüksek h/z çeli.inden yap/lan tak/mlar genellikle TiN malzemesinden yap/lan 2`m-4`m lik sert malzemeler ile kaplanarak kullan/l/rlar. Alt/n sar/s/ renginde olan bu kaplama Tablo 3.1 de görüldü.ü gibi 3000 HV lik bir yüzey sertli. alarak yüksek kesme h/zlar/nda kullanmay/ ve kesici tak/m/n daha uzun ömürlü olmas/n/ mümkün k/lar.
Tablo 3.1. Tipik Tak/m Malzemeleri veya Bile-enlerinin Sertlikleri (Schey, 1987)
Tak2m Malzemesi veya Bile5eni Sertlik, HV
Martenzitik çelik 500-1000
Nitrürlenmi- çelik 950
Sementit (Fe3C) 850-1100
Sert krom kaplama 1200
Alumina 2100-2400 WC (kobalt ba.l/) 1800-2200 WC 2600 W2C 2200 (Fe, Cr)7C3 1200-1600 Mo2C 1500 Seramik 1500-2000 VC 2800 TiC 3200 TiN 3000 B4C 3700 SiC 2600 CBN 6500 Polikristalin elmas/WC 5500-8000 Elmas 8000-12000
3.2. Sert metaller
Sert metaller W, Ti, Mo, ve V karbürlerin döküm veya sinterleme ile bir araya getirilmesiyle elde edilirler. Sinterleme i-leminde ba.lay/c/ madde olarak kobalt kullan/l/r. Sinterleme metal ve metalsel ala-/mlar/n tozlar/n/n ergitilmeden, bas/nç ve s/cakl/k yard/m/yla sert cisimler haline getirilmesidir. Bu i-lem kullan/lan tozun ergime noktas/n/n alt/ndaki bir s/cakl/kta yap/l/r. E.er çe-itli malzemelerin kar/-/m/ndan elde edilen bir toz kar/-/m/ kullan/l/rsa en yüksek ergime s/cakl/./na sahip bir tozun ergime s/cakl/./n/n alt/nda yap/l/r.
Wolfram-Colbalt/n yan/nda Titan-Cobalt ve Tantal-Cobalt/n yüksek paylar/ a-/nma mukavemetini ve sertli.i çok fazla art/r/r. Artan Cobalt oran/ sayesinde gevreklik bak/m/ndan mukavemeti artar. Yani sert metaller yüksek toklu.a sahiptirler. 1000 °C de sertliklerinin ancak % 5 inin kaybederler. Bu tak/mlar sayesinde darbeli, yüksek mukavemetli, ve sert malzemelerin ekonomik olarak i-lenmesi mümkündür. Günümüzde sert metallerle tala- kald/rma i-leminde kesme h/zlar/ genel olarak 200-500 m/dak aras/nda de.i-mektedir.
Sert metal kesicilere sahip tak/mlarla çelik ve dövme demirin yan/nda, sert döküm gibi sert malzemeler, yüksek kalitede krom-nikel çelikleri, yüzeyleri sert malzeme ile kaplanm/- parçalar/, cam, granit ve porselen, ayr/ca takviyeli dura plastikler ve sert lastik tala- kald/rarak i-lenebilir. Kesici plakalar genellikle katerlere vida ile tespit edilir ve döner kesici plakalar halinde kullan/l/r. Nadiren lehimlenir.
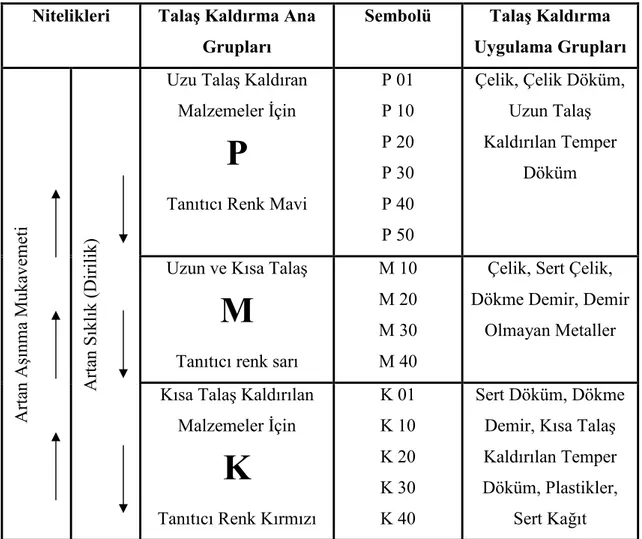
Sert metaller kald/rarak i-leme için; Tablo 3.2 de görüldü.ü gibi tala-kald/rma ana gruplar/ ve tala- tala-kald/rma uygulama gruplar/ halinde ikiye ayr/lm/-t/r.
Tablo 3.2. Sert Metallerin K/s/mlara Ayr/lmas/ (Karbosan, 2005)
Nitelikleri Tala5 Kald2rma Ana Gruplar2
Sembolü Tala5 Kald2rma Uygulama Gruplar2 Uzu Tala- Kald/ran
Malzemeler çin
P
Tan/t/c/ Renk Mavi
P 01 P 10 P 20 P 30 P 40 P 50 Çelik, Çelik Döküm, Uzun Tala-Kald/r/lan Temper Döküm
Uzun ve K/sa
Tala-M
Tan/t/c/ renk sar/
M 10 M 20 M 30 M 40
Çelik, Sert Çelik, Dökme Demir, Demir
Olmayan Metaller A rt an A -/ nm a M uk av em et i A rt an S /k l/ k (D ir il ik )
K/sa Tala- Kald/r/lan Malzemeler çin
K
Tan/t/c/ Renk K/rm/z/ K 01 K 10 K 20 K 30 K 40 Sert Döküm, Dökme Demir, K/sa Tala-Kald/r/lan Temper Döküm, Plastikler,3.3. Elmas tak/mlar
Elmas kendi kristalli yap/s/ndan dolay/ bütün maddelerin en sert olan/d/r. Darbeye kar-/ çok dayan/kl/d/r. Fakat tala- kald/rma esnas/nda y/./lmal/ kesme olay/n/ olu-turmaz. Elmasla donat/lan tak/mlar demir olmayan metallerin, onlar/n ala-/mlar/n/n ve gri dökümün elyafl/ ve dolgu maddesi ile takviye edilmi-plastiklerin, sinterlenmi- sert metalin, cam ve seramiklerin i-lenmesine çok elveri-lidir. Fakat elmas çelikten tala- kald/rma i-lemleri için uygun de.ildir. Bunun nedeni elmas demire c atomlar/ vermeye ve bu nedenle çok çabuk a-/nmaya e.ilim gösterir. ekil 3.1 de bir elmas kesici tak/m mikro yap/s/ görülmektedir (Karagöz ve Zeren 2002).
ekil 3.1. Elmas Kesici Tak/m Mikro yap/s/n/n I-/k Mikroskobu Görüntüsü (X 200 Klemm I).
3.4. Seramik Tak/mlar
Daha k/sa imalat süreleri, daha yüksek kesme h/zlar/ dolay/s/yla daha dü-ük i-leme maliyetleri elde etme çal/-malar/ daima yeni kesici tak/m bulma çal/-malar/n/ beraberinde getirmi-tir. ekil 3.2. de tala-l/ imalatta kullan/lan kesici tak/mlar/n kesme h/zlar/ ve tak/m ilerleme çal/-ma alanlar/ görülmektedir. Burada görüldü.ü üzere son y/llarda yayg/n olarak kullan/lmaya ba-layan seramik kesici tak/mlar PCD ve CBN tak/mlarla birlikte en yüksek kesme h/z de.erlerine sahiptir (TekoTek 2005)
ekil 3.2. Kesici Tak/m Malzemelerinin lerleme Ve Kesme H/zlar/ndaki Çal/-ma Alanlar/ (Taegu Tec, 2005)
LERLEME K E S M E H IZ I
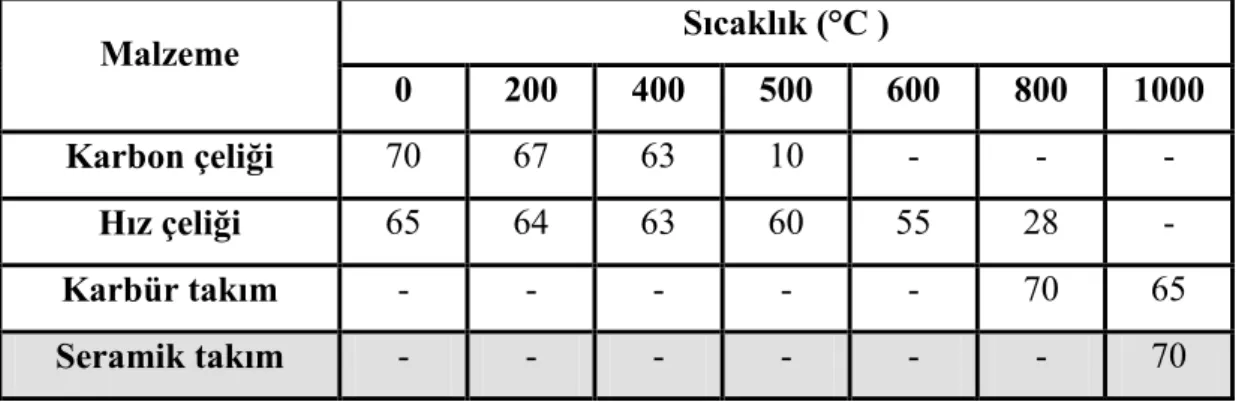
Seramik tak/mlar alüminyum oksit, silisyum oksit, ve benzeri malzemelerin sinterleme yoluyla bir araya getirilmesiyle elde edilirler. Sinterleme esnas/nda 1-10 `m büyüklükte pudra -eklindeki tozlar bir araya getirilir. Seramik tak/mlar sert metallerden daha serttir. Bu kesici tak/mlar Tablo 3.3 te görüldü.ü gibi 1000-1200 °C lere kadar kendi yüksek sertli.ini ve a-/nma mukavemetini korur. Seramik tak/mlar/n en büyük dezavantaj/ gevrek olmas/ dolay/s/yla kesme s/ras/nda gelen darbelere kar-/ duyarl/ olmas/d/r. Yani e.ilme mukavemetleri son derece dü-üktür. Ancak günümüzdeki baz/ seramik kesici tak/m çe-itleri ile yüksek darbe dayan/m/na sahip ve 4-10 mm pasolarda i-leme imkanlar/ bulunmaktad/r. Kesme h/zlar/ sert metal kesici tak/mlara göre daha yüksek 300-700 m/dak civar/ndad/r. Ayn/ -artlar/ ta-/yan bir operasyonda seramik tak/mlarla elde edilen yüzey daha parlak ve düzgün tak/m ömrü de 3-10 kat aras/nda daha fazlad/r. Kesici seramikler demir malzemelerden tala- kald/rmada fazla hacim kaplayan tala- olu-turmazlar. Ancak alüminyum i-lemelerine elveri-li de.illerdir. Seramik kesici tak/mlar genel olarak katerlere bir altl/k ve mekanik ba.lama elemanlar/yla tespit edilirler.
Tablo 3.3. Çe-itli Tak/m Malzemelerinin Sertliklerinin S/cakl/kla De.i-imi (An/k, 1994) S2cakl2k (°C ) Malzeme 0 200 400 500 600 800 1000 Karbon çeliCi 70 67 63 10 - - - H2z çeliCi 65 64 63 60 55 28 - Karbür tak2m - - - 70 65 Seramik tak2m - - - 70
Seramik tak/mlar genel olarak 3 çe-ittir.
3.4.1. Oksit Seramikler
Saf Alüminyum Oksitten (Al2O3) olu-ur. Metalik bir ba.lay/c/ maddesi
yoktur. Demir malzemelerden tala- kald/rma i-leminde yüksek bir a-/nma mukavemetine sahiptir. ekil 3.3. te çe-itli formlara sahip Alüminyum Oksit seramikleri görülmektedir.
ekil 3.3. Alüminyum Oksit Seramikleri (NTK, 2006)
3.4.2. Kar/-/k Seramikler
Al2O3ve titan karpit veya titan karbo nitrit gibi metalik sert maddelerden imal
edilir. Bu kesici malzeme dökme demirlerin düzeltme tornalamalar/nda, çeliklerin firezeleme i-lemlerinde ve sertle-tirilmi- demir malzemelerin tornalanmas/nda kullan/l/r. ekil 3.4. te kar/-/k seramikler görülmektedir.
3.4.3. Nitrit Seramikler
Slisyum Nitrid (Si3N4) baz/nda okside olmam/- bir seramik kesici tak/m
malzemesidir. Yüksek /s/ de.i-imine (termo -ok) dayan/kl/l/./, tala- kald/rma esnas/nda büyük pasolara ra.men az k/r/lma riski sa.lar. Sak/ncas/ ise çeliklerden tala- kald/rma esnas/nda a-/nmas/n/n yüksek olmas/d/r. Bundan dolay/ kullan/m/ gri dökümle s/n/rl/d/r. ekil 3.5 te kaplamal/ (TiN) ve kaplamas/z nitrit seramikler görülmektedir.
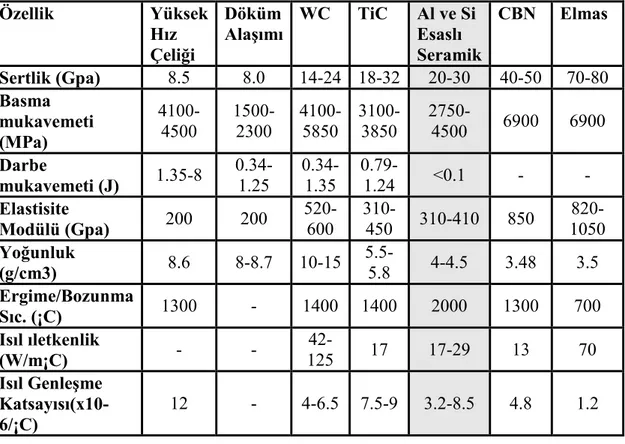
Baz/ kesici tak/mlar/n sahip oldu.u mekanik özellikleri Tablo 3.4 verilmi-tir.
Tablo 3.4 Baz/ Kesici Tak/m Malzemelerinin Mekanik Özellikleri (U.uz, 1997)
Özellik Yüksek H2z ÇeliCi Döküm Ala52m2 WC TiC Al ve Si Esasl2 Seramik CBN Elmas Sertlik (Gpa) 8.5 8.0 14-24 18-32 20-30 40-50 70-80 Basma mukavemeti (MPa) 4100-4500 1500-2300 4100-5850 3100-3850 2750-4500 6900 6900 Darbe mukavemeti (J) 1.35-8 0.34-1.25 0.34-1.35 0.79-1.24 <0.1 - - Elastisite Modülü (Gpa) 200 200 520-600 310-450 310-410 850 820-1050 YoCunluk (g/cm3) 8.6 8-8.7 10-15 5.5-5.8 4-4.5 3.48 3.5 Ergime/Bozunma S2c. (¡C) 1300 - 1400 1400 2000 1300 700 Is2l 2letkenlik (W/m¡C) - - 42-125 17 17-29 13 70 Is2l Genle5me Katsay2s2(x10-6/¡C) 12 - 4-6.5 7.5-9 3.2-8.5 4.8 1.2
3.5. Ta-lama tak/mlar/
Tala-l/ imalatta ta-lama tak/mlar/na genel olarak ta- ad/ verilir. Ta-lar kemirici ve kesici tak/mlar olup, say/s/z ve düzensiz kesici a.za sahiptirler. Bir ta-sert yani a-/nd/r/c/ taneciklerin organik veya inorganik ba.lay/c/ maddelerle birbirine ba.lanmas/yla elde edilirler. Sert tanecikler kesici kenarlara sahip kristallerdir. Bu kristallerin yap/s/ ve k/r/labilme karakteristi.i ta-lanacak malzemeye uygunlu.u belirler.
Sentetik olarak elektrik ark ocaklar/nda elde edilen iki ana a-/nd/r/c/ cinsi vard/r. Bunlar; Alüminyum Oksit (Korund) ve Silisyum Karbür a-/nd/r/c/lard/r.
3.5.1 Alüminyum Oksit (Korund) A-/nd/r/c/lar
Karbon çelikleri (HSS), dövme demirler, sert bronzlar ve benzeri maddelerin ta-lanmas/nda kullan/l/r. Dört tipi vard/r.
1 Normal Korund (NK) 2 EKR
3 EKW
4 Yar/ Asil Korund (HK)
3.5.2 Silisyum Karbür A-/nd/r/c/lar
Genel olarak bir dökme demir olan motor silindir gömleklerinin honlama i-lemlerinde kullan/l/r. Honlama i-lemi esnas/nda çok önem arz eden yüzey pürüzlülü.ünün sa.lanmas/nda farkl/ tane büyüklükleri ve ba.lay/c/lar/ kullan/larak istenen yüzey elde edilir. ki tip vard/r.
1 Siyah (SC) 2 Ye-il (SCG)
Sinterlenmi- karbür kesici tak/mlar/n ta-lanmas/nda idealdir. Tablo 3.5 te a-/nd/r/c/ ta-lar/n tan/mlanmas/ ve seçimi görülmektedir.
NK 36
P
5
V
TANE %R%L%L% SERTL%K A INDIRIC I TÜRÜ K al 2n O rt a %n ce Ç .% n ce Ç .Y u Y u m . O rt a Ç .S er t DOKU BALLAYIC I TÜRÜ NK Normal Korund EKR Asil Korund (Pembe) EKW Asil Korund (Beyaz) HK Yar/ Asil Korund SC Silisyum Karbür (Siyah) SCG Silisyum Karbür Ye-il) 8 10 12 14 16 20 30 36 46 54 60 70 80 90 100 120 150 180 220 240 280 320 400 500 600 1200 E F G -H I J K L M N O T U V W D ok u S ay /l ar / 0… … … … … … … … … … … … … … … … … … … … 14 S /k /D ok u S ey re k D ok u V Seramik B Sentetik Reçine (Bakalit) MG Magnezit R Kauçuk BF Sentetik Reçine (Elyaf Takviyeli) E ellak S Silikat Tablo 3.5. A-/nd/r/c/ Ta-lar/n Tan/mlanmas/ (Karbosan, 2005)4. KES%C% TAKIM GEOMETR%S%
Tala-l/ imalat genel olarak; tak/m tezgahlar/ vas/tas/yla, bir veya birkaç tak/m kullanarak metal, a.aç veya ta- gibi maddelerin önceden bilinen -ekil ve ölçülerde i-lenmesi olarak adland/r/labilir. Tala-l/ imalat/n esas/ malzemelerin birbirlerinden farkl/ sertlikte olmalar/ ve birbirlerini a-/nd/rabilmeleridir. Örne.in; a.aç malzemeler bir b/çak kullan/larak yontulabilirken çelik bir malzeme sadece çizilebilir. Buna göre bütün tala- kald/rma i-lemlerinde; tala-/n kesici tak/m a.z/nda olu-umu, kullan/lan kesici tak/m/n malzemesi ve bu malzemelerin a-/nmaya kar-/ direnci önem arz etmektedir (An/k 1994).
ekil 4.1 de görüldü.ü gibi genel olarak bütün kesici tak/mlar kama -eklinde yap/lm/-lard/r. Ancak tezimizin de ana konusunu te-kil etti.i üzere seramik tak/mlarda bir tala- aç/s/n/ görmek mümkün de.ildir. Yani di.er kesici tak/mlardaki gibi kama -eklinde bir yarma kuvveti olu-turarak tala- kald/rma esnas/nda kesici tak/m gelen kuvvetleri azalt/lmas/ esas/ seramik tak/mlar için geçerli de.ildir. Kesme esnas/nda kesici tak/m ucuna gelen kuvvetler tak/m/n a-/nmas/na neden olurlar. Bundan dolay/ kesici tak/m malzemesinin a-/nmaya kar-/ dayan/kl/ ve kesme esnas/nda gelen kuvvetleri kar-/layacak -ekilde mukavemetli (toklu.u yüksek) olmas/ gerekmektedir. Kesici tak/m/n bu niteliklerini tala- kald/rma esnas/nda olu-an ve 800 º C lere varan s/cakl/klarda muhafaza etmesi gerekmektedir.
keski testere lamas e ekkiill44..11..TTaakk//mmKKeessiicciiAA..//zzllaarr//nn//nnKKaammaa eekkllii ( (MMeettaallMMeesslleekkBBiillggiissii,,11999955))
4.1. Kesici Tak/m Üzerindeki Yüzeyler
Kesici tak/mlarda yukar/da bahsedilen kama -ekli (belirli bir tala- aç/s/n/ olmas/) -ekil 4.2. de görüldü.ü gibi tala- yüzeyi ve serbest yüzeyin birbirlerine göre konumland/r/lmas/ ile olu-ur. Kesici a./zlar Kesici tak/m ilerleme yönünü gösterir ve as/l tala- kald/rma görevini yerine getirirler. lerleme yönünde olmayan yüzeyler ise yard/mc/ kesme a./zlar/d/r. Kesme a./zlar/na do.ru aç/ veya kavis verilebilir. Esas ve yard/mc/ a./zlar aras/ndaki kö-elere genellikle pah k/r/l/r (Ünivar 2004).
Tala- yüzeyi; tala-/n üzerinde akt/./ ve kesici tak/m üst k/sm/nda kalan yüzeydir. Kesici tak/m üzerinde ve i- parças/ yüzeyinin kar-/s/nda kalan yüzey serbest yüzey ad/n/ al/r.
e
4.2. Kesici Tak/m Üzerindeki Aç/lar
Bir kesici tak/m üzerinde genel olarak -ekil 4.3 de görüldü.ü gibi serbest aç/ (U=bo-luk aç/s/), kama aç/s/ (V)ve tala- aç/s/ (W) olmak üzere üç aç/ vard/r.
4.2.1 Serbest Aç/ (U)
Kesici kalem üzerindeki serbest yüzey ile i-lenen yüzey aras/ndaki aç/d/r. Bo-luk aç/s/ olarak da ifade edilir. Fireze ve planya tezgahlar/nda kullan/lan kesici tak/mlarda bu aç/ 0 derece olamaz. Aksi taktirde kesici tak/m i- parças/na de.er. Günümüzde tornalama i-leminde kullan/lan kesici tak/mlarda genellikle bu aç/ art/k 0 derece olarak al/nmaktad/r. Bunun en büyük nedeni kullan/lan kesici tak/m/n iki yüzünü kullanarak i-leme maliyetlerini minimize etmektir. Kesici tak/m üzerindeki serbest aç/n/n artmas/ genel olarak serbest yüzey a-/nmas/n/ azalt/r. Ancak i-leme esnas/nda kesici tak/m kenarlar/n/n k/r/lma riskini art/r.
e
ekkiill44..33..KKeessiicciiTTaakk//mmÜÜzzeerriinnddeekkiiAAçç//llaarr,, (
4.2.2 Kama Aç/s/ (V)
Kama aç/s/ kesici tak/m ucundaki aç/d/r. Bir kesici tak/m üzerinde yer alan kama aç/s/ ne kadar küçükse kesici tak/m i- parças/na o kadar kolay batar. Yani kesme kabiliyeti artar. Ancak kesme i-lemi esnas/nda gelecek darbeler kar-/ mukavemeti azal/r.
Genel olarak i-lenmesi gereken malzeme sertli.i ne kadar dü-ükse kama aç/s/ (U) o kadar küçük seçilebilir.
4.2.3 Tala- Aç/s/ (W)
Kesici tak/m üzerindeki tala- yüzeyi ile i-lenen yüzeye dik olan yüzey aras/ndaki aç/d/r. Bu aç/ genel olarak tala- olu-umuna tesir eder.
Genel olarak büyük tala- aç/lar/ yumu-ak malzemelerde seçilir. Yüksek kesme h/zlar/nda, bo-luklu kesmede yani tala- kald/ran yüzeyde süreklili.i önleyen bo-luklar/n (örne.in kanal) olmas/ durumunda ve sert ve gevrek malzemelerden tala-kald/rmada küçük tala- aç/lar/ kullan/l/r. Bu sayede kesici kö-elerde k/r/lma riski azalt/labilir. Bundan dolay/ seramik gibi gevrek kesici tak/mlarda genelde negatif tala- aç/s/ kullan/l/r.
ekil 4.4 de farkl/ malzemeler için baz/ kesici tak/m aç/lar/ görülmektedir.
e
ekkiill44..44..FFaarrkkll//MMaallzzeemmeelleerr ççiinnKKeessiicciiTTaakk//mmÜÜzzeerriinnddeekkiiAAçç//llaarr (
5. KES%C% TAKIMLARDAN %STENEN ÖZELL%KLER
Tala- kald/rma esnas/nda kesici tak/mlardan birtak/m özellikleri sa.lamas/ istenir. Bunun nedeni kesme i-lemi s/ras/nda birtak/m zorlanmalara maruz kalmalar/d/r. Bunlar;
- Devaml/ ve darbeli kesme kuvvetleri - Yüksek s/cakl/k ve s/cakl/k de.i-imleri - Sürtünme ve a-/nma
Bu nedenle kesici tak/mlar/n yukar/daki yüklenmeleri kar-/layabilmesi gibi Bir tak/m özellikleri bünyelerinde bulundurmas/ gerekmektedir.
5.1. yi Kesme Kabiliyeti
Bir kesici tak/mdan beklenen özelliklerin ba-/nda iyi kesme kabiliyeti gelir. Çünkü iyi bir kesme özelli.ine sahip olmayan kesici tak/mda; kesme ucunda daha yüksek bir sürtünmenin olu-mas/na dolay/s/yla daha büyük kesme kuvvetlerinin ve daha yüksek s/cakl/klar/n olu-mas/na buda a-/nmaya veya k/r/lmaya neden olmaktad/r. Kesici tak/mda iyi bir kesme kabiliyetinin olmamas/n/n imalatta s/kça kar-/la-/lan bir sonucu da t/rlama problemidir.
5.2. Yüksek A-/nma Mukavemeti
Yüksek a-/nma mukavemetinden kesici tak/m malzeme parçac/klar/n/n a-/nmaya kar-/ direnci anla-/l/r. Tala- kald/rma esnas/nda kesici tak/mdan a-/nmaya kar-/ mukavemetli olmas/ istenir. Bir kesici tak/m/n a-/nmaya kar-/ dirençli yani uzun ömürlü olmas/; birim maliyetlerin dü-ürülmesini ve i-leme esnas/nda her parçada ayn/ ölçünün elde edilmesini sa.lar. Bir kesici tak/mdan beklenen a-/nma mukavemetine en büyük etkiyi -ekil 5.4 de görüldü.ü gibi a-/nma yerindeki s/cakl/k göstermektedir.
5.3. E.ilme K/r/lmas/na Kar-/ Yüksek Mukavemet ve S/kl/k (Dirilik)
Kesme i-lemi esnas/nda kesici tak/m a.z/na de.i-ken e.ilme kuvvetleri gelir. Bu kuvvetler kesici kenarlar/n hatta bazen de kesici tak/m/n tamam/n/n k/r/lmas/na yol açabilir. Bu nedenle kesici tak/m malzemesi bu e.ilme kuvvetleri kar-/layabilecek toklu.a sahip olmal/d/r.
5.4. S/cakl/k De.i-ikliklerine yi Dayanabilme
ekil 5.4 de görüldü.ü gibi kesme esnas/nda kesici tak/m üzerinde çok yüksek s/cakl/k farklar/ olu-maktad/r. Kesici tak/m/n üzerindeki bu /s/ farkl/l/klar/ neticesinde farkl/ genle-meler meydana gelecektir. Bu da kesici tak/mda k/lcal çatlak olu-umuna neden olacakt/r. Bu yüzden kesici tak/m malzemesinin bu s/cakl/k de.i-imlerine kar-/ mukavemetli olmas/ gerekmektedir.
300° 400° 600° 800° Sert metal P 10 lu 30 Mn4 çeli inin i lenmesi Vc=18m/dak. f= 0.74mm. a= 3mm. e
ekkiill55..4 Kesici Tak/m Üzerindeki S/cakl/k Farklar/4
6. % LENEB%L%RL%K
Tornalama temel olarak -ekil 6.1. de görüldü.ü gibi tek nokta temasl/ kesici tak/m ile silindirik -ekiller olu-turulmas/n/ sa.lar ve genellikle i- parças/ dönerken kesici tak/m sabittir. (Sandvik 2005)
Bu nedenlerden dolay/ tornalama i-lemi; i- parças/n/n ve tak/m/n birbirine göre durumu yani genel olarak i-lenebilirli.e etki eden faktörlerin son derece detayl/ irdelenmesi ve de.erlendirilmesini gerektiren bir i-lemdir. Tornalama; i- parças/na istenilen -ekil verilirken bunun yan/nda da olu-an tala-/n ortadan kald/r/lmaya çal/-makla kalmam/- operasyonu olu-turan parametreler, parça kalitesi ve özellikle günümüzde maliyet unsurlar/ da kontrol edilme zorunlulu.unu içeren ve bunlar/ optimize etmeye çal/-an bir bilim dal/ olmu-tur. Yani tornalama i-lemi sadece kesme kenar/ i-lemi gibi görülmesine kar-/n i- parças/n/n ve kesici tak/m malzemesinin, -eklinin, i-leme tiplerinin ortam/n ve daha birçok faktörün etkisinin oldu.u bir i-lemdir. Bu faktörlerde genel olarak i-lenebilirli.i olu-turmaktad/r.
Tala-l/ imalatta esnas/nda kar-/m/za ç/kan yani i-lenebilirli.e etki eden faktörler -unlard/r.
6.1. - Parças/ Malzemesi
- parças/ malzemeleri ISO standartlar/na göre üç ana gruba bölünür. Bu gruplamalarda çelik (P) mavi, paslanmaz çelik (M) sar/, dökme demir (K) k/rm/z/. Ancak günümüzde art/k i- parças/ malzemeleri için üç yeni grup daha ilave edilmi-tir. Bunlar; alüminyum (N) ye-il, /s/l direnci yüksek süper ala-/mlar (S) kehribar, sertle-tirilmi- çelikler (H) gri renkle gösterilir. Tablo 6.1 de i- parças/ malzemesi gösterimi genel olarak görülmektedir.
Tablo 6.1. - Parças/ Malzemelerinin Genel Gösterimi (Sandvik, 2005)
-lenebilirlik aç/s/ndan i- parças/ malzemelerinde yap/lan bu s/n/fland/rman/n yan/nda; i- parças/ sertli.i, mikro yap/s/, mukavemeti, dövme veya döküm olmas/, önceden i-lenmi- olup olmamas/ kuru veya /slak i-leme ko-ullar/n/n da göz önünde tutulmas/ gereklidir.
Çelik Paslanmaz Çelik
Dökme Demir Alüminyum Süper Ala mlar Serle tirilmi Çelikler
6.2. - Parças/ ekli, Tolerans/ Ve Yüzey Pürüzlülü.ü
6.2.1. - parças/ ekli ve Tolerans/
malat/ gerçekle-tirilmesi dü-ünülen parçan/n -ekli tak/lmand/r ma s/ras/nda seçilecek tak/mlar/n geometrilerini, tak/m tutucu ekipmanlar/n/n -ekil ve boyutlar/n/n seçiminde etkendir. - parças/n/n nas/l bir i-leme tabi tutulaca./; al/n tornalama m/, delik içi mi, d/- tornalama m/, kanal ya da kesme i-lemi mi yap/laca./ vs gibi operasyonlar i-lenebilirli.e etkendir. ekil 6.2. de farkl/ tala- kald/rma i-lemlerinde kullan/lan farkl/ kesici tak/mlar görülmektedir. Oldukça karma-/k yap/ya sahip ve geometrik ve ölçüsel toleranslar/ küçük olan parçalar/n imalat/ güç olaca./ için seçilecek kesici tak/m, i- parças/ ve tak/m tutucular/ seçiminde serbest davran/lamaz. Buda ürün gerçekle-tirmenin, imalat süresinin dolay/s/yla maliyetlerin artmas/na neden olacakt/r.
6.2.2. Yüzey Pürüzlülü.ü
Bir imalatta yüzey pürüzlülü.ü aç/s/ndan belirleyici faktör ürün teknik özellikleridir. Fakat ürün teknik resminde yer alan yüzey pürüzlülü.ü de.erlerini yakalayabilmek için kesici tak/m ilerlemesi ve kesici tak/m radyüsü gibi parametrelerin optimum de.erleri kullan/l/r. Teorik olarak yüzey pürüzlülü.ü Rmax, ilerleme f ve kesici tak/m radyüsü r aras/ndaki ili-ki a-a./daki gibidir.
Rmax = f
2x 1000 birimler
8 x r
Elde edilen yüzey profili Kullan/lan imalat yöntemi sonucunda elde edilen yüzey ne kadar pürüzsüz ve düzgün olursa olsun mikro boyutta malzeme yüzeylerinde vadi ve tepelerin oldu.u görülür. Malzeme üzerindeki bu -ekiller malzemenin yüzey pürüzlülü.ü hakk/nda bilgi verir. Malzemelerdeki yüzey pürüzlülü.ünün tespiti ekil 6.3. de görüldü.ü gibi elektrikli i.ne uçlu bir yüzey izleme cihaz/ ile yap/l/r. Bu cihazda pürüzlülükler dokunucu bir uçla alg/lan/r ve elektriksel büyüklü.e çevrilir.
e
Malzemeler üzerindeki yüzey pürüzlülü.ü kontrolünde -ekil 6.4. de görüldü.ü gibi 3 tip profile bak/l/r. Bunlar;
Gerçek Profil (P-Profili) Pürüzlülük Profil (R-Profili) Dalgal/l/k Profil (W-Profili)
D o k u n m a s is t e m i % le r l e m e d ü z e n e i A m p l if ik a t ö r ü Ö l ç ü m p r o f ilO lm a s g e r e k li D e r i n lik p r o f ili D a l g a l l k p r o f il i M e r k e z ç i z g i s i P r o f il d e r in l i i
Ürün için baz al/nan yüzey pürüzlülük ürünün kullan/ld/./ yere, dizayn/n/ yapan ki-iye ve teknik özellikleri yakalayabilme durumuna hatta ülkelere göre farkl/l/klar gösterebilir. Yani ürün özelliklerine göre Ra, Rz, Rt, CR, CF, CL vs de.erleri baz al/nabilir.
e
ekkiill66..44..DDookkuunnaarraakkPPüürrüüzzllüüllüükkÖÖllççmmeeCCiihhaazz//PPrreennssiibbii..GGeerrççeekk,, P
6.3. Üretim Kapasitesi
-lenilmesi dü-ünülen ürünün parti büyüklü.ü i-lenebilirli.i etkileyen di.er bir unsurdur. Parti büyüklü.ünün artmas/ durumunda verimlili.in artmas/ yani parça birim maliyetinin azalt/lmas/, maliyetlerin minimize edilmesi aç/s/ndan kesici tak/m seçiminde çe-itlili.e gidilebilir. Örne.in döküm malzemelerin i-lenmesinde art/k kullan/lmaya ba-lanan CBN (Kübik Boron Nirit) kesici tak/mlar/n ba-lang/ç maliyetleri yani ilk sat/n alma fiyatlar/ oldukça yüksektir. Dü-ük hacimli bir üretimde kullan/lmas/ birim maliyetin artmas/na, ve farkl/ i- parçalar/n i-lenmesinde ilk ayarda ortaya ç/kabilecek olumsuzluklar neticesinde k/r/lmalara neden olabilir. Ancak yüksek hacimli parçalar/n i-lenmesinde kesici tak/m de.i-tirme zamanlar/n/n minimize etmesi ve optimum çal/-ma ko-ullar/ alt/nda uzun kö-e ömürleri sayesinde oldukça kullan/-l/d/r. Bunun yan/nda yüksek hacimli üretimlerde daha uzun ömürlü kesici tak/m kullan/lmas/ kesici tak/m de.i-tirme zamanlar/nda da avntaj sa.lamaktad/r.
6.4. Makine Yeterlili.i Ve Limitleri
-lenebilirlik aç/s/ndan imalat/ gerçekle-tirilmesi dü-ünülen parçan/n malzemesi, sertli.i, boyutlar/, hassasiyeti, operasyon s/ras/nda kald/r/lacak tala-miktar/ ve -ekli, darbeli olup olmamas/, üretim zaman/, çal/-acak personel nitelikleri vs etkendir. Belirtilen bu özelliklere göre kapasite, h/z, rijitlik, devir, güç ve güç nakli, tork, leme hassasiyeti, tala- kald/rabilece.i maksimum ve minimum i-parças/ boyutlar/, tak/m ba.lanabilme özellikleri ve kullan/m özelliklerini optimize edecek tezgah seçilmesi gereklidir. Tabi tüm bu özellikleri sa.larken tezgah/n fiyat/ ve amortisman süresi de göz önünde bulundurulur. ekil 6.5 te tezgah gövde tasar/mlar/ görülmektedir.
e
ekkiill66..55..CCNNCCTToorrnnaavvee --eemmeeMMeerrkkeezziiGGöövvddeelleerrii (
6.5. Kesici Tak/m Malzemesi
-leme aç/s/nda kesici tak/m malzemesi temel olarak i- parças/ malzemesine ve i-leme ko-ullar/na göre seçilir. Günümüzde teknolojideki geli-meler kesici tak/mlardaki çe-itlili.i de beraberinde getirmi-tir. Tornalama i-leminde kullan/lan temel kesme malzemeleri -ekil 6.6. da görülmektedir.
ekil 6.6.Temel Kesme Malzemeleri (Taegu Tec 2005)
Kesici tak/mlar/n malzemelerinde ki bu temel kesme malzemeleri yan/nda tak/m üretici firmalar kendi bünyelerinde kesme kenarlar/nda, tak/m iç yap/ ve kaplamalar/nda ara-t/rma-geli-tirme çal/-malar/ ile temel ve tamamlay/c/ kaliteler olu-turmu-lard/r. Temel kaliteler geni- bir uygulama aral/./n/ kapsamakla birlikte; tamamlay/c/ kaliteler de.i-ken firma ko-ullar/ ve farkl/ üretim alanlar/ için tamamlay/c/ ve alternatif uygulama avantajlar/ sa.lam/-t/r.
HSS
Kaplamal2 Sert MetalSert Metal PCD,CBN Seramik Sermet
%lerleme (Tokluk)
1. 80 400 20 0. 10 (m/d (mm/dK
es
m
e
H
2z
2
(S
er
tl
ik
)
6.6. Kesici Tak/m Geometrisi
Tornalama i-lemi esnas/nda kesme i-lemi büyük oranda tak/m geometrisi ile belirlenir. Kesici uç geometrisi, tala- derinli.i ve ilerlemeye göre kabul edilebilir tala- k/rma aral/./ ile birlikte kesme hareketini ve kesme kenar/n/n gücünü belirler. Tak/m geometrisi i- parças/ üzerinden düzgün bir -ekilde tala- kald/r/lmas/n/ sa.larken ayn/ zamanda da kesici kenar mukavemetini de optimize etmelidir. Tak/m geometrileri olu-turulurken h/zl/, yava- ilerleme ve kesme h/zlar/n/, farkl/ kesme derinliklerinde tala- kald/rma i-lemlerini sa.layabilecek özellikleri sa.lamak için tasarlanmak zorundad/r. ekil 6.7. de kesici tak/m geometrilerinin genel gösterimi görülmektedir.
ekil 6.7. Kesici Tak/m Geometrileri (Taegu Tec 2005)
En uygun i-lemeyi sa.lamak için tak/m giri- aç/s/ ve tornalanacak yüzey derinli.ine göre kesici tak/m; kesici uç mukavemetini ve güvenebilirli.ini sa.layabilmek için en büyük profil seçilmelidir. ekil 6.8 de 1 nolu skala kesme kenar dayan/kl/l/./n/n sola do.ru profil aç/s/n/n art/-/yla birlikte artt/./n/, çe-itlilik ve bulunabilirlik aç/s/ndan ise sa.a do.ru olan kesici uçlar/ daha avantajl/d/r. 2 nolu skalada ise titre-im e.iliminin sola do.ru artt/./, güç gereksiniminin ise sa.a do.ru azald/./ bilinmektedir.
R
S
C
W
T
D
D
1
2
S
A
V
P
ekil 6.8 Kesici Uç eklinin Tornalama S/ras/ndaki Etkilerinin Gösterimi. (Sandvik, 2005)
Büyük profil güçlüdür ancak tezgahtan daha fazla güç çekilmesine neden olur ve i- parças/ ile kesici tak/m temas/ fazla oldu.u için titre-im ihtimali artar.
Küçük profil aç/s/ zay/ft/r ve /s/ya kar-/ hassasiyeti nedeniyle daha küçük kesme kenar çal/-mas/na sahiptir.
6.7. Kesici Tak/m Ölçüsü
Uygulamaya ba.l/ olmakla birlikte kesici tak/m -ekli belirlendikten sonra gerekli maksimum tala- derinli.i; kesici tak/m ölçüsünü belirlemede ana etkendir. Bunun yan/nda operasyon -artlar/n/n a./r olmas/ durumunda kesici tak/m k/r/lma risklerine kar-/ güvenlik için daha büyük ölçülerde kesici tak/m seçilebilir. Genellikle efektif kesme kenar/ tala- derinli.inden daha az ise daha büyük kesici uç seçilmeli veya tala- derinli.i azalt/lmal/d/r. ekil 6.9 da standart kesici tak/m ana ölçüleri görülmektedir.
6.8. Kesici Tak/m Kö-e Radyüsü
Kesici tak/mlardaki kö-e radyüsü kesici uç mukavemetini ve i- parças/ yüzey kalitesini etkileyen unsurlardand/r. E.er ürün teknik özelliklerinde radyüs ölçüsüne uyma zorunlulu.u d/-/nda yüksek radyüs kesici ucun darbelere ve a-/nmaya kar-/ mukavemetini art/rd/./ gibi yüzey pürüzlülüklerinde de dü-ük de.erlere ula-maya yard/mc/ olur. Özellikle kaba tornalama i-lemlerinde istenen mukavemet ve yüksek tala- bo-altma debisi aç/s/ndan mümkün olan en büyük radyüslü kesici tak/m seçilmelidir. Ancak kö-e radyüsünün gere.inden büyük olmas/ durumunda titre-imlere ve tezgahtan çekilen gücün artmas/na yol açabilir. Kesici tak/mlarda kullan/lan radyüs de.erleri 0.2-2.4 mm aral/./ndad/r. ekil 6.10 da kesici tak/m uç radyüsünün ilerleme ile birlikte yüzey pürüzlülü.üne etkisi görülmektedir.
ekil 6.10 lerleme Ve Burun Radyüsünün - Parças/ Yüzeyine Etkisi (Taegu Tec 2005) % %lleerrlleemmee B Biittmmii55yyüüzzeeyy H H22zzll22%%lleerrlleemmee Y Yaavvaa55%%lleerrlleemmee
6.9. Kesme De.erleri
Tornalama i-lemi esnas/nda kullan/lacak kesici tak/mlar/n kesme de.erleri ile ilgili birçok unsur göz önünde bulundurulmal/d/r. Bu de.erlerde kesme h/z/ için kesici tak/m malzemesidir. Tabiî ki bunun yan/nda i- parças/n/n istenen kesme h/zlar/n/ sa.layacak devirlerde dönebilmesi için tutucu ve tezgah/n bunu sa.layabilir özellikte olmas/ gerekir.
- parças/nda kald/r/lacak tala- miktar/ için ise kesici tak/m ölçülerinin, tak/m ve i- parças/ tutucular ile tezgah güç ve rijitli.inin bu isteklere cevap verebilmesi gerekir. Kullan/lan kesici tak/mlar/n çal/-abilece.i kesme -artlar/ ile ilgili üretici firmalar/n önerileri kesici tak/m katalog ve kutular/nda yer almaktad/r. ekil 6.11 de bir kesici tak/m/n tala- kald/rma esnas/nda öngörülen kesme de.erleri ve malzeme bilgileri yer almaktad/r.
ekil 6.11 Bir Kesici Tak/ma Ait Kesme De.erleri Katalog Bilgileri (Taegu Tec 2005)
7. TAKIM A INMASI
A-/nma; Tala- kald/rma esnas/nda kesici tak/mlar/n termal ve mekanik olarak gördü.ü tahribat veya tak/m/n zaman/ndan önce ömrünün sona ermesine neden olan tahribat olarak aç/klanabilir.
Tala- kald/rma esnas/nda tak/m/n kesici a./z geometrileri yüksek s/cakl/klarda sürtünme, k/r/l/p dökülme ve difüzyon nedeni ile de.i-ir. Bunun sonucunda i- parças/n/n yüzey kalitesi ve ölçüye uygunluk derecesi dü-er.
A-/nma genel olarak
1-Tak/m ömrünün azalmas/na
2- Ölçülerde sapmalara ve ölçü kontrolünün zor sa.lanmas/na 3- -lenmi- yüzeylerin bozuk ç/kmas/na
4- Tala- kontrolünün zorla-mas/na neden olur.
ekil 7.1 de genel olarak kesme esnas/nda kesme h/z/n/n, ilerlemenin ve kesme derinli.inin a-/nmaya etkisi görülmektedir.
e
ekkiill77..1 Kesme artlar/na Ba.l/ Olarak A-/nma1
A A I IN NM MA A A ARRTTAANNVV--SS--aa
7.1. A-/nma Sebepleri
Sürtünme nedeniyle a-/nmada; kesici kenar/n alt/nda tala- yüzeyinin ve serbest yüzeyin üzerinde meydana gelir. Bunun yan/nda ekil 7.2 de görüldü.ü gibi küçük malzeme parçac/klar/, tala- yüzeyinin üzerine s/k/ bir -ekilde yap/-arak, kaynar ve yeni bir kesici a./z meydana getirirler. Akan tala-, parçac/klar/n yap/-t/./ yeni kesici a.z/ daima çekip kopar/r. Bu esnada kesici malzemenin parçac/klar/ da birlikte kopar. Bu yüzden tala- yüzeyleri ve serbest yüzeyler pürüzlü olur.
t a la k a ld r c k e s ic i a z
e
Bunun yan/nda yüksek tala- kald/rma s/cakl/./nda kesici tak/m/n molekülleri akan tala- haline dönerse difüzyon a-/nmas/ meydana gelir. Örne.in tala- yüzeyinin üzerindeki krater a-/nmas/na difüzon sebep olur. ekil 7.3 de 1200 C ye kadar olan kesme -art/ndaki a-/nma nedenleri görülmektedir.
A
IN
M
A
e
ekkiill77..3 A-/nman/n Is/ya Ba.l/ De.i-imi3 M MAAKKSSMMUUMMKKEESSMMEEIISSIISSII11220000ººCC
a
a
-
-
d
d
i
i
f
f
ü
ü
z
z
y
y
o
o
n
n
b
b
-
-
m
m
e
e
k
k
a
a
n
n
i
i
k
k
a
a
-
-
/
/
n
n
m
m
a
a
c
c
-
-
ö
ö
l
l
ç
ç
e
e
k
k
d
d
-
-
y
y
a
a
p
p
/
/
-
-
a
a
n
n
p
p
a
a
r
r
ç
ç
a
a
b
b
a
a
s
s
/
/
n
n
c
c
/
/
n
n
/
/
n
n
k
k
o
o
p
p
a
a
r
r
d
d
/
/
.
.
/
/
(
(
k
k
o
o
p
p
a
a
n
n
p
p
a
a
r
r
ç
ç
a
a
)
)
7.2. A-/nma ekilleri
7.2.1. Serbest Yüzey A-/nmas/
Kesici tak/mlarda a-/nma belirtisi genel olarak ekil 7.4 de görüldü.ü gibi VB olarak karakterize edilen ve serbest yüzeyde meydana gelen a-/nmad/r. Bu a-/nman/n sebebi yeni i-lenen i- parças/ ile tak/m yüzeyi aras/ndaki sürtünmeden kaynaklanmaktad/r. Serbest yüzey a-/nmas/ i- parças/n/n ölçü taml/./na ve yüzey kalitesine etki eder. Bu nedenle serbest yüzey a-/nmas/n/n büyüklü.ü genel olarak tak/m/n kullanma zaman/n/ belirler.
Kesici tak/mlarda meydana gelen a-/nma miktar/ ile kesme zaman/ aras/ndaki ili-ki -ekil 7.5 de gösterildi.i gibidir. Burada A bölgesi ilk ve h/zl/ a-/nman/n gerçekle-ti.i yani kesici tak/m/n al/-ma dönemidir. Ayn/ zamanda bu bölgede k/r/lman/n rastlanabildi.i bölgedir. B bölgesi ise tak/m ömründeki en uzun dönemi te-kil eder. Son bölge olan C bölgesi ise kesici tak/mda h/zla artan bir a-/nma görülmektir. ekilde de görüldü.ü üzere kesici tak/lmada tak/m ömrü serbest yüzeyde meydana gelen 0.3 mm lik bir a-/nmaya kar-/l/k gelmektedir.
A = K/r/lma Dönemi ve ölçülebilir a-/nma
B = Tak/m Ömründeki en uzun dönem ve t a-/nma
C = H/zla Artan A-/nma. A-/nma zamanla daha fazla büyüyor.
ekil 7.5 Serbest Yüzey A-/nmas/n/n Kesme Zaman/na Göre Geli-imi.
.070
.060
.050
.040
.030
.020
.010
Kesme Zaman2 (dk)
.070
.060
.050
.040
.030
.020
.010
A
B
C
A
B
C
A
52
n
m
a
M
ik
ta
r2
(m
m
)
Kesici tak/mlarda ki serbest yüzey a-/nmas/ kötü yüzey kalitesine veya tolerans d/-/ ölçü sonuçlar/na neden olur. ekil 7.6 da görülen serbest yüzey a-/nmalar/na kesme h/z/n/n çok yüksek olmas/ veya yetersiz a-/nma direnci sebep olmaktad/r. Bunun çözümü için kesme h/z/n/n dü-ürülmesi veya a-/nma direnci yüksek kesici tak/m seçilmelidir.
Serbest Yüzey
e ekkiill77..66KKeessiicciiTTaakk//mmÜÜzzeerriinnddeeSSeerrbbeessttYYüüzzeeyy A A--//nnmmaass//nn//nn eemmaattiikkGGöösstteerriimmiivveeFFoottoo..rraaffllaarr// (Taegu Tec 2005)7.2.2. Krater (Oyuk) A-/nmas/
Bu a-/nma türünde kesici tak/m tala- yüzeyinde -ekil 7.7 de görüldü.ü gibi oyuk -eklinde bir a-/nma meydana gelir. Buda kesici kaman/n yani kesici tak/m kenar/n/n zay/flamas/na, hatta k/r/larak bozuk yüzey kalitesine neden olur. Krater a-/nmas/ kesme yüzeyi üzerinde çok yüksek s/cakl/k sebebiyle difüzyon a-/nmas/ndan olu-ur. Bu a-/nma -ekline engel olabilmek için Alüminyum Oksit kaplamal/ veya pozitif uç geometrisine sahip kesici tak/m kullan/lmal/d/r.
Krater
e ekkiill77..77KKeessiicciiTTaakk//mmllaarrddaaKKrraatteerr((OOyyuukk))AA--//nnmmaass//nn//nn e emmaattiikkoollaarraakkGGöösstteerriimmiiVVeeFFoottoo..rraaffllaarr// (Taegu Tec 2005)7.2.3. Plastik Deformasyon
Kesici tak/m üzerinde parças/ lenm yüzeyine temas noktas/ olan ve i-parças/ üzerinde ki yüzey pürüzlülü.üne en büyük etkiyi yapan kö-e radüsüdür. Özellikle kesici tak/m uç noktas/n/n i- parças/ te.et noktas/nda olmamas/ (tak/m s/f/r/n/n düzgün olmamas/) yani kesici tak/m/n i- parças/ alt/na girmesi dolay/s/yla yüksek bas/nc/nla birlikte yüksek kesme s/cakl/./n/n veya operasyon durumuna göre dü-ük radüslü uç kullan/lmas/ durumlar/nda -ekil 7.8 de görüldü.ü gibi kesici tak/m kö-e radüsünde bir a-/nma (erozyon) olu-ur. Plastik deformasyonu engellemek için daha sert kesici tak/m kullan/lmas/, kesme h/z/n/n dü-ürülmesi veya ilerlemenin dü-ürülmesi gerekir.
e
ekkiill77..8 Plastik Deformasyonun ematik Gösterimi Ve Foto.raf/8
(Taegu Tec 2005)
Deformasyon
Krater A52nmas2
7.2.4.Tala- Y/./lmas/ (B.U.E.)
Tala- y/./lmas/ veya malzeme transferinde i- parças/ malzemesi kesici tak/m ucuna kaynar. Kaynayan malzeme tala- kald/rma esnas/nda koptu.unda kesici tak/mdan da malzeme kopmas/na veya kopma esnas/nda i- parças/nda kötü yüzey kalitesine neden olur. Tala- y/./lmas/n/n nedeni dü-ük kesme h/z/ veya negatif kesme geometrisidir. Bunun giderilmesi için kesme h/z/n/n art/r/lmas/ veya pozitif geometriye sahip kesici tak/m kullan/l/r. ekil 7.9 da tala- y/./lmas/ görülmektedir.
Tala5 Y2C2lmas2
e
ekkiill77..9 Tala- Y/./lmas/n/n ematik Gösterimi Ve Foto.raf/9
7.2.5.Çentikleme
Çentik a-/nmas/ -ekil 7.10 da görüldü.ü gibi kesici tak/m kenar/nda oksidasyon dan veya a-/nmadan dolay/ kaynaklan/r. Oksidasyon dan kaynaklan/yorsa Alüminyum Oksit kaplamal/ veya i-lerken sertle-en malzemeler için daha dü-ük giri- aç/s/ veya a-/nmaya daha dirençli kesici tak/m seçilmelidir. Sebep a-/nmadan ise daha dü-ük kesme h/z/, seramiklerle /s/l dirençli malzemelerden tala-kald/rma s/ras/nda yüksek kesme h/z/ seçilmelidir.
Çentik
e
ekkiill77..110 Çentiklemenin ematik Gösterimi Ve Foto.raf/0
7.2.6.K/r/lma
Kesici tak/m/n tala- kald/rma esnas/nda -ekil 7.11 de görüldü.ü gibi kö-esinin k/r/lmas/d/r. Uç k/r/lmas/ kesici tak/m di.er kö-elerinin kullan/lamama, altl/k ve tak/m tutucu gibi di.er parçalara da zarar verebilir. K/r/lman/n sebebi çok k/r/lgan kaliteye sahip, uç geometrisi zay/f veya boyutu çok küçük kesici tak/mdan kaynaklanabilir. Bunun giderilmesi için daha tok kaliteye sahip, daha güçlü geometriye ve ölçülere sahip kesici tak/m kullan/lmal/ veya ilerleme ve tala-derinli.i azalt/lmal/d/r.
K2r2lma
e
ekkiill77..111 K/r/klar/n ematik Gösterimi Ve Foto.raf/1
7.2.7.Termal Çatlak
Ta-la- kald/rma esnas/nda darbeli tala- kald/rma veya kesme s/v/s/n/n yeteri miktarda kullan/lmamas/ durumunda s/cakl/k de.i-melerinden dolay/ kesici tak/m üzerinde termal çatlaklar meydana gelir. Termal çatlaklar tanecik kopmas/na ve kesme kenar/nda kötü yüzey kalitesine sebep olan -ekil 7.12 görüldü.ü gibi küçük çatlaklara sebep olur. Bunun giderilmesi için termal -oklara dirençli daha tok kalitede kesici tak/m ve yeterli miktarda kesme s/v/s/ kullan/lmal/d/r.
Termal Çatlak
e
ekkiill77..112 Termal Çatlaklar/n ematik Gösterimi Ve Foto.raf/2
7.2.8.Tala- Çekiçlenmesi
Kesme i-lemi esnas/nda kesici tak/m kesme yapmayan bölümü i- parças/ndan kald/r/lan tala- darbeleri sonucunda -ekil 7.13 te görülen a-/nmad/r. Bunun giderilmesi için ilerlemenin de.i-tirilmesi ve alternatif kesici tak/m geometrisi kullan/lmal/d/r.
7.2.9.Kesme K/r/./-Seramikler
Bu a-/nma türlerinin d/-/nda seramik tak/mlarda görülen ve yüksek tak/m bas/nc/nda kaynaklanan kabuksu olarak kopan kesme k/r/./ vard/r. Bunun giderilmesi için ilerlemenin azalt/lmas/, daha tok bir kalitenin seçilmesi veya daha küçük pahl/ kesici tak/m seçilir.
e
ekkiill77..1133..TTaallaa--ÇÇeekkiiççlleennmmeessiinniinn--eemmaattiikkggöösstteerriimmiivveeffoottoo..rraaffllaarr//
8. DENEYSEL ÇALI MA
Deneysel çal/-mada -ekil 8.1 de görülen lamel grafitli bir dökme demirden imal edilen motor silindir gömle.inden farkl/ tala- aç/lar/na sahip seramik kesici tak/mlar kullan/larak tornalama yöntemi ile tala- kald/r/lm/-t/r.
ekil 8.1 SSuulluuTTiippMMoottoorrSSiilliinnddiirrGGöömmllee..ii((YYeennmmaakk22000066))
Tala- kald/rma i-leminde tezgah olarak OKUMA LB 25 CNC Torna tezgah/ kullan/lm/-t/r. Denemelerde silindir gömleklerinin -ekil 8.2 görüldü.ü gibi d/- çaplar/nda kademe olmas/; dolay/s/yla paso miktar/n/n ve kesme h/zlar/n/n de.i-ken olmas/ sebebiyle iç çap tornalama (delik büyütme) prosesi uygulanm/-t/r. Bu sayede kesme h/zlar/nda ve paso miktarlar/nda stabilite sa.lanm/-t/r.
Y
X
ekil 8.2 BBiirrMMoottoorrSSiilliinnddiirrGGöömmllee..iinniinnDD//--ÇÇaapp//nnddaakkiikkaaddeemmeelleerr
8.1. - Parças/ Özellikleri
- parças/ ad/ Motor Silindir Gömle.i
- Parças/ Tan/m/ GG 25
Malzeme Özelli.i Lamel Grafitli Dökme Demir
Malzeme Sertli.i 220-270 HB
8.2. Kullan/lan Tezgah Özellikleri
Tezgah Cinsi: CNC Torna
Tezgah Markas/: OKUMA LB 25 II
- Mili Motor Gücü VAC 15/11 kW
Eksen Motor Güçleri X 2,4 Z 3,6 kW
Besleme Gücü 36,8 kVA
- Mili Devri 65-3500 rpm
- Mili Uç Tipi A2-8
Taret Tipi V12 NC
Taret Tak/m Say/s/ 12
Taret ndeks Zaman/ 0,2 sn
Konumlama H/z/ X 15 m/dk Z 20 m/dk
Kesme lerleme H/z/ X-Z 0.001-100.000 mm/dev
Punta Mili Çap/ 100 mm
Punta Mili Deli.i MT No:5
Net A./rl/k 7400 kg
8.3. Kullan/lan Kesici Tak/m
Kesici Tak/m Kodu SNGN 120716
Markas/ Taegu Tec
Kalitesi AW 20
ekil 8.3 5, 10, 15, 20 ve 25° tala- kald/rma aç/s/nda bilenmi- seramik tak/m -ekilleri
8.4. Kesici Tak/m Ba.lama Ekipmanlar/ (Tutucular/)
ekil 8.4 de görüldü.ü gibi i- parças/ d/- taraf/ndan tutularak iç çap tornalama i-lemi gerçekle-tirilmi-tir. Kesici tak/m tak/m tutucu ve delik içi baras/ ile birlikte tezgah taretine ba.lanm/- ve tornalama i-lemi gerçekle-tirilmi-tir.
ç çap Tornalama tak/m tutucu ve bara CSKNR 0063-CW
8.5. Ölçme Mikroskobu Özellikleri
Tezgah Cinsi: Ölçüm Mikroskobu
Tezgah Markas/: Mitutoyo
Okuma Hassasiyeti 0.01 mm
Yüzey Ve Kontur Ayd/nlatma 2 Adet Tak/labilir Mikrometre
8.6. Tornalama Deney De.erleri
Yapt/./m/z bu deneysel çal/-ma için tala-l/ imalatta kullanabilece.imiz kesme h/z/, ilerleme ve tala- derinli.i alt ve üst limit de.erleri Tablo 8.1 de gösterildi.i gibi belirlenmi-tir. Daha sonra “ Cevap Yüzey Metodu ” arac/l/./yla Tablo 8.1 deki de.erler kullan/larak bir deneysel plan olu-turulmu-tur. Tablo 8.2 de bu deneysel planda kulland/./m/z de.erleri içermektedir. Bu sayede farkl/ tala-aç/lar/na sahip kesici tak/mlar/n farkl/ kesme -artlar/ alt/ndaki davran/-lar/ irdelenmi-tir.
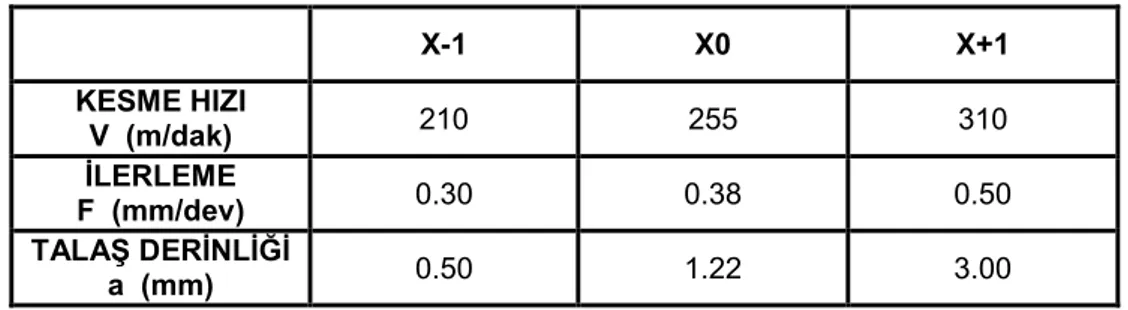
Tablo 8.1 Kesme H/z/, lerleme ve Tala- Derinli.indeki Alt, Üst Limit De.erleri.
X-1 X0 X+1 KESME HIZI V (m/dak) 210 255 310 +LERLEME F (mm/dev) 0.30 0.38 0.50 TALA1 DER+NL+2+ a (mm) 0.50 1.22 3.00
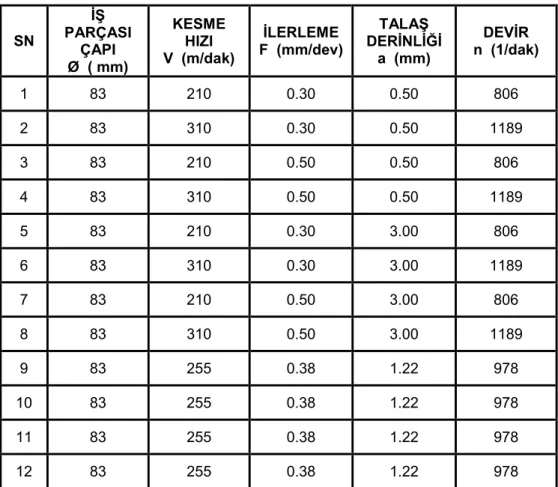
Tablo 8.2 Deneysel Plan Çerçevesinde Kesme H/zlar/, lerleme ve Tala-Derinliklerinde Kullan/lacak De.erler.
SN +1 PARÇASI ÇAPI Ø ( mm) KESME HIZI V (m/dak) +LERLEME F (mm/dev) TALA1 DER+NL+2+ a (mm) DEV+R n (1/dak) 1 83 210 0.30 0.50 806 2 83 310 0.30 0.50 1189 3 83 210 0.50 0.50 806 4 83 310 0.50 0.50 1189 5 83 210 0.30 3.00 806 6 83 310 0.30 3.00 1189 7 83 210 0.50 3.00 806 8 83 310 0.50 3.00 1189 9 83 255 0.38 1.22 978 10 83 255 0.38 1.22 978 11 83 255 0.38 1.22 978 12 83 255 0.38 1.22 978
Deneyler yap/l/rken farkl/ tala- aç/lar/na sahip kesici tak/mlar/n farkl/ kesme -arlar/nda elde edece.imiz sonuçlar/n s/hhati ve do.rulu.unun sa.lamas/ aç/s/ndan iki yol takip edilmi-tir.
1- Birbirini takip eden 3 periyot halinde 25 i- parças/ndan sonra kesici tak/m ç/kar/lm/- tak/mda olu-an serbest yüzey a-/nmas/ ölçülmü-tür. Yani toplam 75 adet i- parças/ndan tala- kald/r/lm/- ve her 25 adetten sonra tak/m serbest yüzeyinde meydana gelen a-/nma de.erleri tespit edilmi-tir.
2- Yine Tablo 8.2 de verilen de.erler kullan/larak denemeler yap/lm/- olup tezgahta i-lenen i- parças/nda, kesici tak/mda meydana gelecek a-/nmadan mütevellit ölçüde küçülme olacakt/r. Bu nedenle i- parças/ iç çap ölçüsü için istenen de.erlerin sa.lanabilmesi için tezgah X eksenine ofset de.erleri girilecektir. Takip edilen bu 2. yolda 25, 50 ve 75 inci i- parças/na kadarki tezgaha girilen ofset de.erleri toplanm/-t/r.
Takip edilen her iki yolda da tala- kald/rma i-lemi s/ras/nda EK-1 deki “Kesici Tak/m Test Formu” kullan/lm/- kesici tak/m a-/nma miktarlar/ ve tezgaha verilen ofset de.erleri buraya yaz/lm/-t/r.
9. CEVAP YÜZEY METODU %LE TAKIM ÖMÜR DENKLEM% TAY%N%
9.1. Cevap Yüzey Metodu
Cevap yüzey metodu, endüstriyel ara-t/rmalarda bir sistemin baz/ özelliklerini etkileyen çok say/da de.i-keni yerle-tirmede kullan/l/r. Bu özellik, sürekli bir skalada ölçülen ve sistemin çok önemli bir fonksiyonunu temsil eden bir cevapt/r. Sistemi meydana getiren giri- veya ba./ms/z de.i-kenler cevap üzerine bir etkiye sahiptirler ve deney yapan taraf/ndan kontrol edilirler. Cevap yüzey prosedürü, deneysel stratejiyi, matematik metodlar/ ve istatistik analizi içine alan bir koleksiyondur. Cevap yüzey incelemesi hem dizayn/ hem de analizi için al/r. Bunun için en küçük kareler metodu, çoklu regresyon ve faktöriyel deneysel dizayn konular/yla cevap yüzey metodu yak/ndan ilgilidir ve temel olarak bu metodlara dayan/r. Deneyci, ya cevab/ tayin etmek amac/yla ba./ms/z de.i-kenler aras/ndaki uygun yakla-/k fonksiyonu bulmak ya da cevab/ optimize etmek için ba./ms/z de.i-kenlerin de.erini tayin etmek ister. Cevap yüzey metodu proses veya sistemin mekanizmas/n/ anlamak veya tayin etmede kullan/l/r. Sistem içinde çal/-ma ko-ullar/na bak/larak belirli sorulara cevap vermek cevap yüzey analizin amac/n/ te-kil eder. Bunun için deneysel dizayn noktalar/n/n yani deneysel çal/-mada faktör seviyelerine karar verilmelidir. Deneyci taraf/ndan al/nan datalardan önceden karar verilen matematik modeldeki katsay/lar tahmin edilir. Cevap yüzey metodunda s/n/rland/r/lm/- bir deneysel bölge incelenir. Optimum ko-ullar/n elde edilmesi için daha geni- bir bölgede metodun uygulanmas/ ya da deneysel dizayn/n çok iyi seçilmesi gerekir. Deneysel seviyelerin seçimi sistematik bir tarzda, deneycinin bilgi ve ilgisine ba.l/ olarak seçilir. Kullan/lan deney tipi faktöriyel deneydir. Faktöriyele deney, her faktörün seviyelerinin mümkün kombinasyonlar/n/n, her biri dizayn olarak kullan/lmakla elde edilir.
Faktöriyel deneyde bütün faktörler ayn/ zamanda de.i-ir, halbuki bir zamanda bir faktör prosedüründe bir zamanda bir faktörün seviyesi de.i-ir. Faktöriyel yakla-/m/n bir önemli avantaj/ iki yada daha fazla de.i-kenin birle-ik etkisi yani faktörlerin iç etkisinin ölçülebilir olmas/d/r (Myers 1971) (Peng 1976).
9.2. Matematiksel Modelin Önerilmesi
Tak/m ömrü ve buna ba.l/ de.i-kenler aras/nda fonksiyonel ili-i -u -ekilde gösterilir. T * Vn* fm* dp= K (9.1) Burada; T: dakika tak/m ömrü V: m/dak da kesme ömrü f: mm/devir ilerleme d: mm kesme derinli.i m, n, p, K: Bilinmeyen parametreler
Tak/m ömrü denklemlerinin karakteristi.i do.rusal de.ildir ve kesme h/z/n/n yan/ s/ra tak/m ömrünün de kesme derinli.i ve ilerlemenin etkisi de hesaba kat/l/r. Bu denklemin de.i-kenlerinin logaritmik dönü-ümüyle standart formda gösterilir.
Ln T = Ln K-nLn V-mLn f-pLnd veya
Y=V0+ V1X1+ V2X2+ V3X3 (9.2)
Y= logaritmik skalada tak/m ömrünün do.ru cevab/ X1, X2, X3, V, f ve d’ nin logaritmik dönü-ümü
V0, V1, V2, V3parametreler
Buna göre denklem 8.2. -u -ekilde yaz/l/r.
g=b0+ b1X1+ b2X2+ b3X3 (9.3)
g=logaritmik skalada tahmin edilen tak/m ömrü
b0, b1, b2, b3: V0, V1, V2, V3ün tahmin edilen parametreleri
Basit dereceden model tak/m; tak/m ömrü ve kesme h/z/, ilerleme ve kesme derinli.i gibi üç de.i-ken aras/ndaki ili-kiyi uygun olarak tan/mlayamaz. Üç de.i-kenli teorik modelde tak/m ömründeki ba./ms/z etkiler dikkate al/n/r.
9.3. Deneysel Dizayn
Birinci dereceden model için ½ fonksiyonel faktöriyel dizayn kullan/larak D matrisi elde edilir.
-1 -1 -1 1 1 -1 1 -1 1 -1 1 1 0 0 0 0 0 0
Ayr/ca X ba./ms/z de.i-kenler matrisi elde edilir.
1 -1 -1 -1 1 1 1 -1 1 1 -1 1 1 -1 1 1 1 0 0 0 1 0 0 0 X1= D=
9.4. Gerçek Tala- Kesitinin Seçimi ve Ba./ms/z De.i-kenler için Test Bölgelerinin Saptanmas/
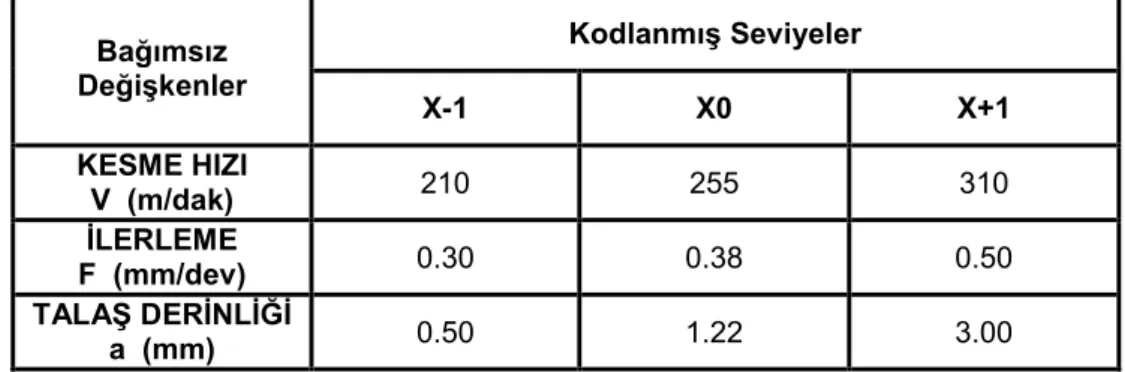
Birinci derece matematiksel model olu-turulurken her de.i-ken için üç seviye al/n/r. Seviyelerin seçimi için mevcut imalat -artlar/nda kullan/labilecek alt ve üst limitler olarak al/nm/-t/r. De.i-kenlerin üç seviyesi ve kodlar/ tablo 9.1 de verilmi-tir.
Tablo 9.1. Ba./ms/z De.i-kenlerin Seviyeleri Ve Kodlanmas/
Kodlanm67 Seviyeler Ba96ms6z De9i7kenler X-1 X0 X+1 KESME HIZI V (m/dak) 210 255 310 +LERLEME F (mm/dev) 0.30 0.38 0.50 TALA1 DER+NL+2+ a (mm) 0.50 1.22 3.00
Kodlanm/- seviyelerle ba./ms/z de.i-kenler as/ndaki ili-kiler
X1=2 Ln V – Ln V üst +1 (9.4) Ln V – Ln V alt X2 =2 Ln f – Ln f üst +1 (9.5) Ln f – Ln f alt X3 =2 Ln d – Ln d üst +1 (9.6) Ln d – Ln d alt eklinde belirlenir.
9.5. Önerilen Modelin Katsay/lar/n/n Tahmini
g=b0+ b1X1+ b2X2+ b3X3 (9.7)
Modelindeki üç katsay/ en küçük kareler yöntemiyle tahmin edilir. Matrisyel notasyonlarla katsay/lar/ veren formül;
b = (xix)-1 xiy dir. (9.8)
9.6 Her bir Tala- Aç/s/na Göre Model Katsay/lar/n/n Tahmini
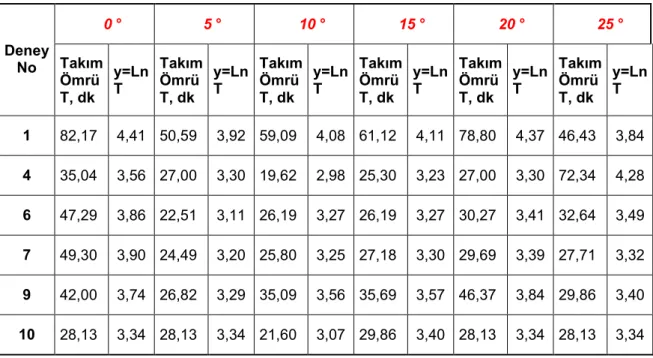
Deneysel dizayna göre her bir tala- aç/s/na göre 0.3 mm serbest yüzey a-/nmas/na kar-/l/k gelen tak/m ömürleri Ek-5 de verilmi-tir. Yine bu rak/m ömürleri ve proses yan/tlar/ Tablo 9.2 de verilmi-tir.
Tablo 9.2. Tala- Aç/lar/na Kar-/l/k Gelen Tak/m Ömürleri
0 ° 5 ° 10 ° 15 ° 20 ° 25 ° Deney No Tak6m Ömrü T, dk y=Ln T Tak6m Ömrü T, dk y=Ln T Tak6m Ömrü T, dk y=Ln T Tak6m Ömrü T, dk y=Ln T Tak6m Ömrü T, dk y=Ln T Tak6m Ömrü T, dk y=Ln T 1 82,17 4,41 50,59 3,92 59,09 4,08 61,12 4,11 78,80 4,37 46,43 3,84 4 35,04 3,56 27,00 3,30 19,62 2,98 25,30 3,23 27,00 3,30 72,34 4,28 6 47,29 3,86 22,51 3,11 26,19 3,27 26,19 3,27 30,27 3,41 32,64 3,49 7 49,30 3,90 24,49 3,20 25,80 3,25 27,18 3,30 29,69 3,39 27,71 3,32 9 42,00 3,74 26,82 3,29 35,09 3,56 35,69 3,57 46,37 3,84 29,86 3,40 10 28,13 3,34 28,13 3,34 21,60 3,07 29,86 3,40 28,13 3,34 28,13 3,34